7
Bioprinter Technologies∗
Abstract
Since the first cytoscribing of cells demonstrated by Klebe in 1986, three dimensional (3D) bioprinting has made a substantial leap forward, particularly in the last decade. As bioprinting has gained great interest in the medical and pharmaceutical communities, the demand for bioprinters has risen dramatically. Several companies emerged to commercialize advanced bioprinter technologies in addition to a myriad of bioprinters developed at various research institutions worldwide. This chapter prefaces the evolution of the bioprinter technologies and presents the components and working mechanisms of bioprinters under three major modalities including extrusion-, droplet-, and laser-based bioprinting. A comparative evaluation is performed for commercially available bioprinters; limitations of the current bioprinter technologies are discussed thoroughly and future prospects for bioprinters are provided to the reader.
Keywords
Bioprinter technologies; Bioprinters; Droplet-based bioprinters; Extrusion-based bioprinters; Laser-based bioprinters
Logic will get you from A to B. Imagination will take you everywhere
Albert Einstein
7.1. Introduction
The first bioprinting technology was demonstrated by Klebe in the 1980s (Klebe, 1988), where a bioink solution, comprised of collagen and fibronectin, was bioprinted using a commercially available Hewlett–Packard (HP) thermal drop-on-demand (DoD) inkjet printer. In the late 1990s, Odde and Renn reported the first use of laser technology demonstrating the two-dimensional (2D) patterning of living cells (Odde and Renn, 1999). With this innovative approach, laser energy was used to excite living cells to pattern them for spatial control in their microenvironment, which provided the fundamentals of three-dimensional (3D) laser-based bioprinting (LBB) technology. Later in the early 2000s, Boland further advanced the DoD inkjet printing technology and the concept of inkjet bioprinting was introduced with the demonstration of bioprinting of living cells in viable form and started the development of droplet-based bioprinting (DBB) processes (Xu et al., 2005; Xu et al. 2006, 2009; Boland et al., 2007). In these early efforts, customized commercially available HP and Canon thermal DoD paper printers were utilized to bioprint various proteins and cell types; however, paper printers are not suitable for bioprinting applications due to their closed architecture. The printheads, for example, move along only one axis and are not capable of bioprinting in 2D or 3D. Hence, 2D and 3D construct fabrication requires the introduction of an additional substrate movement, which, at times, is difficult to integrate. As a result, Nakamura’s group at University of Toyama built a home-made bioprinter using commercially available stepper motors and EPSON SEA-JetTM printhead to overcome the limitations of the paper printers. The bioprinter was employed to fabricate hollow cylindrical tissue constructs with improved resolution (Nishiyama et al., 2008). Despite their great versatility and high-throughput ability, a limited number of droplet-based bioprinters are commercially available to the research community and pharmaceutical industry. Similarly, the transfer of LBB technology into the commercial arena has been limited due to the complex, costly, and labor-intensive nature of LBB processes.
In parallel with Boland’s efforts, the first extrusion-based bioprinting (EBB) technology, 3D plotting of thermoreversible gels in a liquid medium, was reported by Muelhaupt’s group at Freiburg Materials Research Center in the early 2000s (Landers et al., 2002). The technology, named “Bioplotter,” was later commercialized by EnvisionTec as “3D-Bioplotter®,” which is still commercially available with a number of upgrades and modifications of the bioprinter. The fledgling technology later received enormous attention and advanced rapidly, and several groups utilized the technology by encapsulating cells in hydrogel solutions, extruding filaments, and laying them down layer by layer (Ozbolat and Hospodiuk, 2016). As the field of bioprinting has evolved into its current state, a wide variety of extrusion-based bioprinters has been developed by a myriad of research groups around the globe in addition to the recent emergence of a number of commercial bioprinters (Root Analysis, 2014).
In this chapter, the author presents the bioprinter technologies including the major components of bioprinters and their mechanism classified by three major modalities, EBB, DBB, and LBB. Current bioprinter technologies are reviewed along with a detailed evaluation of commercially available bioprinters. Limitations of bioprinter technologies are discussed and future prospects are provided to the reader.
7.2. Bioprinters
Today, a bioprinter can be built for as low as $50 by modifying a used HP paper printer. Custom-built bioprinters designed to specifications based on ultimate use, may cost up to $1M. As the resolution, motion accuracy, and precision improve, the number of degree-of-freedom and the level of automation of a bioprinter improve, the cost of the bioprinter increases proportionally. According to a recent work (Dababneh and Ozbolat, 2014), the ideal bioprinter meets the following specific requirements:
• High resolution and accuracy that enables deposition of bioink solutions with sufficient fidelity to simulate cell placement in native tissues.
• High degree-of-freedom in motion that allows deposition of the bioink solution on nonplanar surfaces. This is crucial as bioprinters transition into clinical applications and are used to bioprint cells into a biological lesion site.
• High speed motion that enables rapid fabrication of human-scale tissue and organ constructs for clinical transplantation as well as high-throughput production of tissue models for pharmaceutics and cancer research.
• The ability to dispense various bioink solutions simultaneously to facilitate fabrication of heterocellular tissues closely mimicking native tissues.
• Ease of use that allows operators, with minimum skills and experience, to operate the bioprinter.
• Compact size that allows placement under a standard biosafety or a laminar flow hood for bioprinting in sterile conditions.
• Ease of sterilization that allows operators to readily sterilize and maintain aseptic conditions during a bioprinting process.
• Full-automation capability that facilitates bioprinting of tissue and organ constructs without user intervention.
• Affordability that allows researchers to acquire instrumentation and explore new investigative areas.
• Versatility that allows operators to modify and expand the instrumentation for multipurpose use.
Not all of the bioprinters possess the aforementioned characteristics; a majority of bioprinters are designed for basic research use only. In the next sections, existing commercial bioprinters are discussed and compared according to their capabilities and features.
7.2.1. Components of Bioprinters
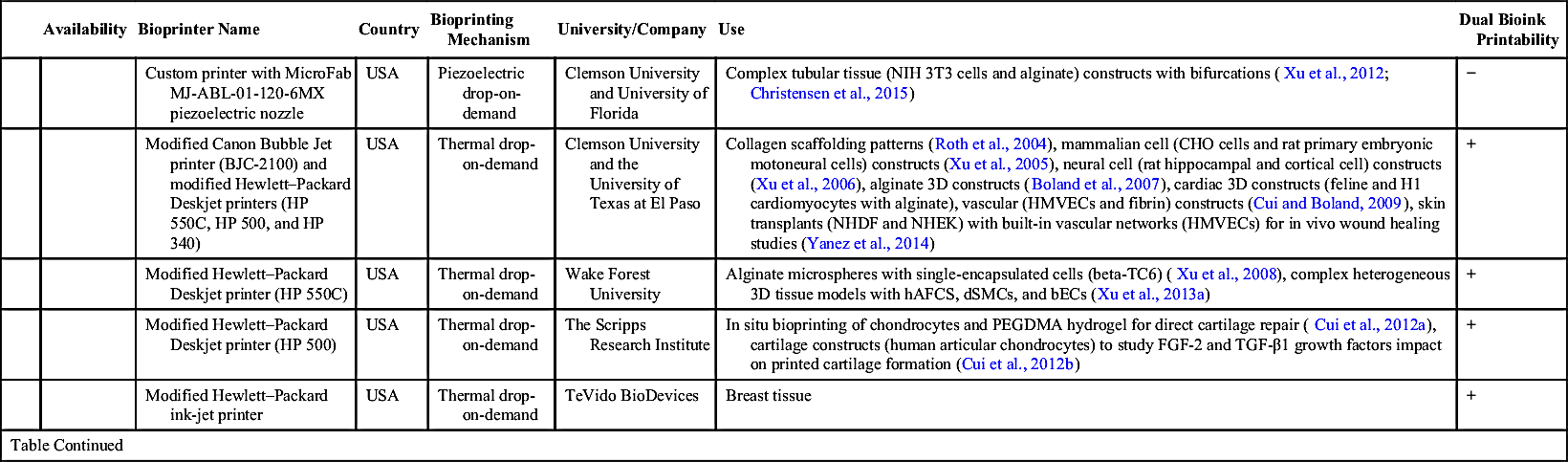
For a typical bioprinting process, computer-aided design (CAD) software is required to generate a toolpath plan, which provides the necessary motion path for the bioprinter to deposit the bioink solutions at the proper time and location on each layer (Ozbolat and Khoda, 2014). The CAD model can be created through various means such as computed tomography or magnetic resonance imaging (as discussed in Chapter 2 in detail) or a freeform design per specifications. Fig. 7.1 illustrates a representative bioprinting system, the Multi-Arm BioPrinter (MABP) (Ozbolat et al., 2014), along with its components. The MABP has dual arms moving in tandem for hybrid tissue fabrication, based on a toolpath sequencing strategy to ensure that the spheroids are deposited between the filament structures in the appropriate timeframe to avoid collision between the two nozzles. As different bioprinters have different bioprinting mechanism, such as the unique simultaneous motion capability of multiple arms in the MABP, the toolpath plan thus varies from bioprinter to bioprinter and bioprinting modality to bioprinting modality. When the toolpath is generated, it is then translated into digital signals by the machine control software. The digital signals control the motion and the dispensing mechanisms, such as actuation of motors and air pressure, respectively.
A typical motion control system consists of a breakout board, power supply, and motor drivers. The breakout board provides access to the individual pins of the parallel port, which are used to connect motor drivers and limit switches. The motor drivers actuate the motors at the desired rotational acceleration, velocity, and distance based on the signal sent from the computer through the parallel port. The motion system provides the bioprinter with the ability to move in x-, y-, and z-axes. This range of motion varies from bioprinter to bioprinter depending on the number of degree-of-freedom of the bioprinter’s motion mechanism. For a typical 3D bioprinter, the printhead possesses x-, y-, and z-axis motion freedom; however, this may differ in some cases where the table may assume z-axis motion freedom depending on the bioprinting process. Thus, the Cartesian frame is built according to the bioprinting mission and requirements as well as the mechanical load exerted on the frame. In general, a T-slotted framing system is preferred in bioprinter constructions due to easy of construction and flexibility for reconfigurations (Ozbolat et al., 2014). Each axis has a motor and a linear actuator, where the linear actuator translates the rotational motion of the motor into a linear motion.
The dispensing system controls the deposition of the bioink solution through the printhead in a sufficient accuracy and resolution. The system is triggered by the dispenser control system, which actuates the dispensers using commands contained in the toolpath plan. The dispenser can be pneumatic or mechanical (piston- or screw-driven) or solenoid-based system. In addition to the motion and dispensing systems, vision-based process monitoring technologies can be integrated for calibration, full-automation, and quality inspection of the process. The system presented in Fig. 7.1 is an EBB system, which is the most common bioprinting modality. Other bioprinting modalities, such as DBB and LBB, may, however, exhibit different motion and dispensing system configurations.

7.2.2. Bioprinter Types
According to their bioprinting modality, bioprinters can be classified under three main groups including extrusion-, droplet-, and laser-based bioprinters. Extrusion-based bioprinters use mechanical- or pneumatic-driven system to deposit cells in the form of a filament, whereas droplet-based bioprinters utilize thermal-, piezo-, or acoustic-driven mechanisms to deposit droplets of cell suspension in a high-throughput manner. Laser-based bioprinters on the other hand utilizes laser energy to deposit cells from a donor slide to a receiver slide without in need for a nozzle.
7.2.2.1. Extrusion-Based Bioprinters
EBB has been widely used in the bioprinting community (Ozbolat and Hospodiuk, 2016). The EBB technique is a combination of a fluid-dispensing system (pneumatic-, mechanical- (piston or screw-driven), or solenoid-based system) and an automated robotic system for extrusion and bioprinting, respectively (Dababneh and Ozbolat, 2014; Ozbolat and Hospodiuk, 2016). During bioprinting, bioink is dispensed by a deposition system, under the control of a computer, resulting in the precise deposition of cells encapsulated in cylindrical filaments of desired 3D custom-shaped structures (Khoda et al., 2011; Ozbolat and Koc, 2011; Zhang et al., 2015; Ozbolat et al., 2014; Ozbolat and Koc, 2010).
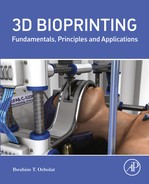
Since the first time demonstration of EBB technology by Muelhaupt (Landers et al., 2002), a number of extrusion-based bioprinters have been demonstrated by several research groups; some of them have been commercialized. Some notable ones include a 3D printer with three heads enabling bioprinting of blood vessels and cardiac tissue constructs, developed by Forgacs and his coworkers (Coatnye et al., 2013); the Palmetto printer with the capability to dispense tissue spheroids, developed by Medical University of South Carolina (MUSC) and Clemson University (Jia et al., 2014); a multihead tissue/organ building system possessing six dispensing heads to fabricate heterocellular tissue constructs (i.e., osteochondral tissue), developed by Jin et al. (Shim et al., 2012), and an MABP (Ozbolat et al., 2014) enabling bioprinting of hybrid constructs (scaffold-based and scaffold-free bioink materials) using independent robot arms in tandem. A partial list of noncommercial bioprinters used in academic and research institutions is presented in Table 7.1.
Until 2005, 3D printers, in general, were expensive, proprietary, and in industrial scale, and their high cost and closed nature limited the accessibility of the technology to researchers. With the invention of the Fab@Home printer (Malone and Lipson, 2007), the first open-source low-cost printer was available to the public with versatile and multimaterial printing capabilities that accelerated technology innovation and its migration into the bioprinting space. The emergence of commercially available bioprinters is probably one of the most remarkable developments of the past decade. Examples of those commercially available bioprinters are 3D Bioplotter®, the Alpha and Omega Bioprinters, BioAssemblyBot, BioBot, Biofactory and 3D Discovery®, Bio3D SYNˆ and Bio3D Explorer, BioassemblyBot, Fab@Home, Inkredible, NovoGen MMX Bioprinter™, Regemat 3D, Regenovo, and Sciperio/nScrypt (Root Analysis, 2014).
Table 7.1
Noncommercial Extrusion-Based Bioprinters
| Bioprinter Name | Country | Bioprinting Mechanism | University/Research Institution | Use | Dual Bioink Printability | |
| Extrusion-Based Bioprinters | Multi-Arm BioPrinter | USA | Mechanical or pneumatic | The University of Iowa, Penn State University | In situ bone printing (Ozbolat, 2015a), vascular tissue (Yu et al., 2014) | + |
| Modular tissue printing platform | USA and South Korea | Pneumatic microextrusion | Harvard Medical School and KAIST | Skin (Lee et al., 2009a), fluidic channels (Lee et al., 2010a), vascular network (Lee et al., 2014) | + | |
| Multihead tissue/organ building system | South Korea | Pneumatic microextrusion | The Catholic University of Korea | Liver (Pati et al., 2015), heart and adipose tissue (Pati et al., 2014), bone and cartilage (Shim et al., 2012) | + | |
| Three-dimensional (3D) axis bioprinting system | South Korea | Mechanical microextrusion | Korea University | Cell-free scaffold (Song et al., 2010), skin (Hong et al., 2013) | + | |
| Multinozzle system | USA | Pneumatic, piezoelectric, and solenoid microextrusion | Drexel University | Fibroblasts (Khalil et al., 2005) | + | |
| Palmetto Printer | USA | Pneumatic microextrusion | Medical University of South Carolina | Adipose-derived stem cells (Jia et al., 2014) | + | |
| Multimaterial 3D bioprinting | USA | Pneumatic microextrusion | The Wyss Institute, Harvard | Vasculature (Kolesky et al., 2014) | + | |
| 3D Scaffold printer | Germany | Mechanical microextrusion | Fraunhofer Institute for Materials Research and Beam Technology | Acellular Scaffolds (Wu et al., 2011) | N/A | |
| 3D integrated organ printer | USA | Pneumatic microextrusion | Wake Forest Institute for Regenerative Medicine | Keratinocytes (Murphy et al., 2013) | + |
7.2.2.1.1. 3D Bioplotter®
3D Bioplotter® was created by a research team at University of Freiburg in Germany (Landers et al., 2002), which was then commercialized by EnvisionTEC company later. 3D Bioplotter® outputs the bioink of various hydrogel solutions ranging from −50 to 150°C and can also print a wider range of biomaterials, including but not limited to ceramics and biodegradable polymers, to structurally and mechanically support tissue constructs (Sheshadri and Shirwaiker, 2015). The first version of the system used compressed air to force cut a liquid- or paste-like plotting medium, where the extruder-head could be heated to control viscosity (Pfister et al., 2004). In bioplotting process, the bioink solution was bioprinted into a plotting medium with compatible viscosities and the deposition characteristics of the dispensed bioink solution can modulate the printing resolution and accuracy. The bioink solidifies when it comes in contact with the substrate or previous layer. The major limitation of bioplotting is the necessity of using similar mediums (matching densities) for the dispensed biomaterial and the plotting media, where hydrogels are generally used in bioplotting process due to their mild properties in maximizing cell growth. The newer version of Bioplotter®, as shown in Fig. 7.2, uses syringe-type pneumatic dispensers without using a plotting medium as it restricts the 3D printing process significantly (EnvisionTEC n.d.). Interchangeable cartridges can be loaded (with up to five materials) for use in one built. For soft-tissue biofabrication and creating 3D biomimetic structures, users can load a dispenser with, but not limited to, living cells, agar, gelatin, chitosan, collagen, alginate, or fibrin. Researchers also utilized Bioplotter® to print inert bioresorbable scaffolds using hard polymeric and inorganic ceramic materials such as polycaprolactone, hydroxyapatite, and tricalcium phosphate (TCP) particles (Sheshadri and Shirwaiker, 2015).

7.2.2.1.2. The Alpha and Omega Bioprinters
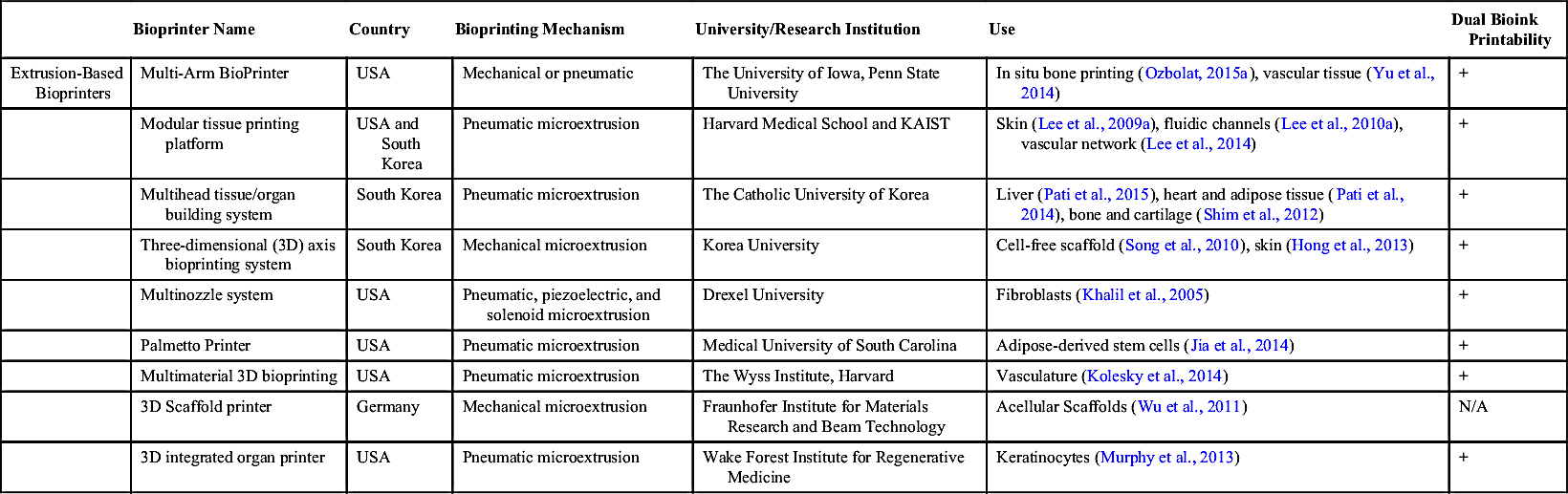
3Dynamic Systems from the United Kingdom has introduced their commercially available 3D bioprinting systems, the Alpha and Omega Bioprinters, which provide a high degree of accuracy and affordability (3Dynamic Systems n.d.). The company has spun off from Swansea University in the UK and the two bioprinter models are used to develop human tissue constructs for transplantation. The Alpha bioprinter (see Fig. 7.3A) has a single extrusion printhead that is able to bioprint a wide range of biomaterials. This series has an induction heating system available for thermosensitive biomaterials. The Omega bioprinter, on the other hand, possesses further capabilities compared to that of the Alpha bioprinter. As shown in Fig. 7.3B, Omega series has a dual extruder printhead with an optional resistance heating system enabling hybrid bioprinting of complex tissue structures. The size and the work envelope of the Omega bioprinter are larger than that of the Alpha bioprinter. Both bioprinters were designed with a high degree of precision enabling accurate deposition control for bioprinting of anatomically correct, patient-specific scaffolds. The Alpha bioprinter was designed specifically to print bone tissue scaffolds for regenerative medicine and the Omega bioprinter was designed to bioprint soft living tissue structures using bioactive gels, proteins, and hydrogels (3Dynamic Systems n.d.).
7.2.2.1.3. BioAssemblyBot
Another recent bioprinter development came out from Advanced Solutions from the United States (Advanced Solutions n.d.). A 6-axis robotic bioprinter, called BioAssemblyBot, is capable of moving in six degrees of freedom in its workspace. BioAssemblyBot was designed to assemble different hydrogel solutions encapsulating different cells. Therefore, a unique syringe storage feature has been integrated into the bioprinter, which enables loading and unloading of a standard syringe barrel automatically using the robot end effector. The bioprinter is integrated with a human machine interface system that allows loading CAD files and generating a robot path plan for hydrogel deposition. The system was built in an enclosure that can support camera view, and airline or electric or modem cable.
7.2.2.1.4. Biobot
Biobots has recently launched in the United States to provide an affordable and versatile, extrusion-based bioprinter to the market as the wide majority of the bioprinters are highly expensive. The first version was delivered to the market in 2014 with a single-nozzle dispensing ability, which has been recently upgraded to a dual-nozzle head version that can bioprint both thermosensitive (with maximum temperature of 100°C) and photocrosslinkable (LED range of 405–410 nm) hydrogels (BioBots n.d.). The new version of their bioprinter, Biobot 1, is shown in Fig. 7.4. The bioprinter is highly compact and occupies a space of 12 x 12 x 12 inches, which is highly smaller than other commercially available bioprinters and can easily fit into a standard biosafety cabinet.
7.2.2.1.5. Biofactory and 3D Discovery®
Biofactory is a highly versatile 3D bioprinter manufactured by Delta-Robotics, which is currently known as regenHU from Switzerland (regenHU biosystems architects n.d.). Biofactory bioprinters entail EBB and DBB modalities in a single platform. Therefore, Biofactory allows working with a wide range of biomaterials including photocrosslinkable hydrogels (wavelength of 355 nm), proteins, and high viscosity biomaterials (regenHU biosystems architects n.d.). Biofactory is a built-in system in a laminar flow hood maintaining a sterile environment and a controlled temperature, humidity, and gas composition. Researchers have recently used Biofactory bioprinters in different applications, such as skin tissue regeneration (Ng et al., 2016), in vitro models (Horváth et al., 2015), and 3D tubular construct (Tan and Yeong, 2015). 3D Discovery® bioprinter is capable of dispensing up to four different materials in 2D or 3D using multiple fluid dispenser heads (droplet-based) or printerheads (extrusion-based) (Root Analysis, 2014). The fluid dispenser head has a resolution down to a picoliter enabling fabrication of high-throughput arrays on well plates of various dimensions for chemotaxis assays. The bioprinter has heating (up to 80°C) and cooling chambers allowing bioprinting of biomaterials within a wider range of viscosity.

7.2.2.1.6. Bio3D SYNˆ and Bio3D Explorer
Bio3D Technologies from Singapore has developed two different 3D bioprinting platforms including “Bio3D SYNˆ” and “Bio3D Explorer” (Bio3D Technologies n.d.). Bio3D SYNˆ was designed with a high resolution (around 1 μm) on each axes. Bio3D SYNˆ does not only facilitate EBB but also jetting and photopolymerization. This bioprinter has brought a new concept into the bioprinter market as it entails multiple configurations for different bioprinting modalities. Bio3D SYNˆ has an antivibration levitation build platform, which enables precise control on the distance between the nozzle tip and the platform (Bio3D Technologies n.d.). In addition, Bio3D SYNˆ enables real-time monitoring of the process as it possesses an advanced control mechanism. Bio3D SYNˆ is capable of bioprinting multiple types of biomaterials, including but not limited to hydrogels, proteins, and cells, for the fabrication of living tissue substitutes for tissue engineering and regenerative medicine. Designed for educational or training purposes, Bio3D Explorer was developed in a less sophisticated manner than Bio3D SYNˆ with a motion resolution five times less than that of Bio3D SYNˆ. One of the major advantages of this bioprinter is that it ensures a portable system which can operate up to four printheads.
7.2.2.1.7. Fab@Home
Fab@Home was one of the first open-source 3D printer available to the public. Up until 2005, all 3D printers were industrial scale, expensive, and proprietary. The high cost and closed nature of the 3D printing industry at the time limited the accessibility of the technology to the masses, the range of materials that could be used, and the level of exploration that could be done by users. The goal of the Fab@Home project was to change this situation by creating a versatile, low-cost, open-source printer to accelerate technology innovation and its migration into the consumer and maker space (Malone and Lipson, 2007). Since its open-source release in 2006, hundreds of Fab@Home 3D printers were built across the world and its design elements could be found in many recent printers, most notably the Makerbot Replicator. The printer’s multiple syringe-based deposition mechanism allowed for some of the first multimaterial prints, including food and cell printing. Fab@Home bioprinters are currently commercialized by Seraph Robotics in the United States, and the bioprinters have been utilized by various research and academic institutions (Seraph Robotics n.d.). Fab@Home bioprinters, including Fab@Home M3, Scientist, and Fab@Home M4 models, have been utilized to bioprint tissue constructs including but not limited to cartilage (Cohen et al., 2010b), bone (Cohen et al., 2010a), and heart valve (Duan et al., 2014).
7.2.2.1.8. Inkredible
Cellink is a recently established company in the United States commercializing their first bioprinter “Inkredible.”(Cellink n.d.) The Inkredible has a printhead with a dual extruder for bioprinting hydrogel solutions and can easily fit under a standard biosafety cabinet allowing the operator to run it under sterile conditions. The Inkredible was launched to facilitate bioprinting of various tissue substitutes for academic and research institutes within an affordable price range.
7.2.2.1.9. NovoGen MMX™
NovoGen MMX™ bioprinter was commercialized by Organovo when the company was first launched. Although it is currently not commercially available, it has been extensively used by the company to bioprint various tissue types such as liver model and the breast tissue model for cancer screening (King et al., 2014; Roskos et al., 2015). With its multihead dispensers, NovoGen MMX™ during its early years was used to bioprint tissue spheroids along with a support structure made of agarose hydrogel. After the bioprinting process, tissue spheroids fused together and further matured into a tissue-like organization. As this occurred, the agarose supporting mold was dissolved away or removed, thereby leaving a final bioprinted tissue (Norotte et al., 2009). This point powerfully illustrated the fact that the cells contained in tissue spheroids were capable of rearranging themselves postbioprinting and facilitating the rapid maturation of tissues. For example, blood vessels were bioprinted using tissue spheroids comprised of a mix of endothelial, smooth muscle, and fibroblast cells. Once placed in position by the printhead, and with no technological intervention, endothelial cells migrated toward the luminal surface of the blood vessel and fibroblasts migrated toward the outer surface. As loading tissue spheroids is an extremely challenging task (Ozbolat, 2015b), the company has recently proceeded with bioprinting preaggregates into a designed shape for engineering of tissues for drug testing and cancer modeling using a new model of their bioprinter (see Fig. 7.5).

7.2.2.1.10. REGEMAT 3D
REGEMAT 3D company, founded in Spain, focuses on 3D bioprinting technologies to find new solutions to tissue engineering and regenerative medicine problems (Regemat3D n.d.). The company has produced their first commercially available 3D bioprinter system called REGEMAT 3D V1 (see Fig. 7.6), a multihead system, which allows bioprinting of multiple types of biomaterials. REGEMAT 3D V1 enables pore filling (IPF), injection filling (IF), or fused deposition modeling (FDM) processes using REGEMATs printhead technologies. Additionally, REGEMAT 3D V1 bioprinter and its components can be customized based on custom tissue bioprinting requirements.
7.2.2.1.11. Regenovo
In another spot on the world, researchers from Hangzhou Dianzi University in China announced the invention of the first 3D bioprinter with independent intellectual property rights in China in 2013 (Regenovo Biotechnology Co., Ltd. n.d.). The bioprinter, named Regenovo Bio-printerTM (with models including Bio-PrinterTM–Lite, Bio-PrinterTM–Pro, Bio-PrinterTM–WS), has already been used in bioprinting multiple tissue types, including liver and human ear cartilage constructs (Regenovo Biotechnology Co., Ltd. n.d.). Regenovo bioprinters do not only realize bioprinting in aseptic conditions, but also have temperature-controlled cartridges supporting bioprinting of various bioink solutions within the temperature range from −5 to 260°C.
7.2.2.1.12. nScrypt
nScrypt from the United States previously manufactured a bioprinter for precise deposition of bioink materials comprised of three essential elements including a robotic precision position system (with a movable x–y stage and three z-directional printheads), automated biomaterial dispensers, and a computer-based software enabled operational control (Dababneh and Ozbolat, 2014). The first two printheads were used to bioprint the bioink, where the biopaper substrate was printed by the third head. The company currently offers the nScrypt 3Dn model (see Fig. 7.7) for cell bioprinting, which can hold four different bioink solutions at a time and facilitate high cell viability using the SmartPump™ dispenser (nScript, 2016). The dispenser can bioprint a variety of ECM components such as collagen and hyaluronic acid in a heated or cooled condition. In addition, nScrypt 3Dn can also be mounted with a high-precision nFD™ printhead for deposition of a wide range of thermoplastic-based biopolymers.

Table 7.2 presents a detailed list of commercially available extrusion-based bioprinters along with their use and features.
7.2.2.2. Droplet-Based Bioprinters
Engineering tissues with native-like characteristics are not trivial (Xu et al., 2013b). DBB, among all of the available bioprinting modalities, fabricates tissues with comparable native-like characteristics because of its ability to bioprint various cell types accurately and simultaneously (Gao et al., 2014).
Commercially available multinozzle inkjet printheads such as EPSON SEA-JetTM (electrostatic DOD), Fuji Dimatix™ (piezoelectric DOD), and Xaar-126 (piezoelectric DOD) have since been used for bioprinting various cell types and several other biologics (Choi et al., 2011; Ferris et al., 2013; Nishiyama et al., 2008). The printheads generate droplets of 1–100 picoliters in volume (droplet diameters of 10–60 μm), indicating very small nozzle orifice diameters. Thus the printheads are prone to clogging when bioprinting viscous or fibrous bioink such as cell-laden collagen (Yamaguchi et al., 2012). Consequently, a very limited number of cell types and biologics are bioprintable using these printheads. At the same time, single-nozzle piezoelectric dispensers, including but not limited to, Microfab Technologies MJ series, Microdrop Technologies MD series, and Nordson Pico® series are versatile and offer greater control over droplet generation and placement. Hence, the dispensers have been extensively used for high-throughput and high-resolution bioprinting applications (Suntivich et al., 2014; Xu et al., 2012; Christensen et al., 2015). However, small secondary droplets known as satellite droplets often accompany the primary droplets (Morrison and Harlen, 2010) and can reduce the bioprinting accuracy and precision (Christensen et al., 2015). Similar to multinozzle inkjet printheads, the single-nozzle dispensers are prone to clogging when bioprinting viscous bioink solutions.

Table 7.2
Commercially Available Extrusion-Based Bioprinters
| Bioprinter Name | Country | Bioprinting Mechanism | Company | Use | Dual Bioink Printability | Features | |
| Extrusion-based bioprinters | Novogen MMX™ | USA | Mechanical microextrusion | Organovo | Bone (Edwin et al. n.d.), liver (Robbins et al., 2013), breast cancer (King et al., 2013), vascularization (Bertassoni et al., 2014) | + | Precision: 20 μm (Root Analysis, 2014) |
| BioScaffolder | Germany | Pneumatic microextrusion | SYS + ENG | Encapsulated proteins (Poldervaart et al., 2013), cartilage (Visser et al., 2013), vascularization (Fedorovich et al., 2011), bone (Seyednejad et al., 2011) | + | Stepper motor with 5 μm/step (SYS + ENG n.d.) | |
| 3D BioPlotter | Germany | Pneumatic microextrusion | EnvisionTec | Bone (Fedorovich et al., 2008), acellular scaffolds (Chien et al., 2012) | + | Axis resolution: 1 μm (x–y–z axis) (EnvisionTEC) Speed: 0.1–150 mm/s (EnvisionTEC), price > $145,000§ | |
| Regenovo | China | Extrusion | Regonovo Biotechnology Co., Ltd | β-TCP bone scaffold (Zou et al., 2016), 3D gelatin/alginate scaffolds (Wang et al., 2016) | + | Resolution 20 μm (Bodrum et al., 2015) | |
| BioAssembly tool (BAT) | USA | Pneumatic microextrusion | Sciperio/nScrypt | Vascularization and skin (Smith et al., 2004) | + | Price range: $200,000–$400,000 (Root Analysis, 2014) | |
| 3D Discovery | Switzerland | Pneumatic microextrusion | RegenHU | Cartilage (Markstedt et al., 2015) | + | Printing materials up to viscosity 10,000 mPa (Root Analysis, 2014) | |
| BioFactory | Switzerland | Pneumatic microextrusion | RegenHU | Air-blood tissue barrier (Horváth et al., 2015) | + | Printing resolution: < 5 μm (Horváth et al., 2015) | |
| BioBot 1 | USA | Pneumatic micro-extrusion | BioBots | GelMA hydrogel extrusion optimization (Ersumo and Spiller, 2015) | + | Printing resolution: 100 μm (BioBots, n.d.) Price: $10,000 (BioBots, n.d.) | |
Bioassembly Bot | USA | Pneumatic microextrusion | Advanced solutions | Human heart (Root Analysis, 2014) | + | Repeatedly up to 20 μm (Advanced Solutions n.d.) | |
| Fab@Home | USA | Mechanical microextrusion | Seraph Robotics | Aortic valves (Duan et al., 2013), filling chondral and osteochondral defects (Cohen et al., 2010a), and ear (Mannoor et al., 2013) | + | Positioning resolution: 15.8 μm per full step, a nominal top speed of 25 mm/s (x–y–z axes) (Malone and Lipson, 2007) | |
| Table Continued | |||||||

| Bioprinter Name | Country | Bioprinting Mechanism | Company | Use | Dual Bioink Printability | Features | |
| The Alpha Bioprinter | UK | Pneumatic extrusion | 3Dynamic Systems (3DS) | NI | − | Accuracy: ± 75 μm (3Dynamic Systems n.d.) Price: £9,480§ | |
| The Omega Bioprinter | UK | Pneumatic extrusion | 3Dynamic Systems (3DS) | NI | + | Accuracy: ±50 μm (3Dynamic Systems n.d.) Price: £14,480§ | |
| Regemat 3D V1 | Spain | Pneumatic extrusion | Regemat 3D | NI | + | ||
| Fab@Home MD4 | USA | Pneumatic extrusion | Seraph Robotics | NI | + | 50 μm Gantry (Seraph Robotics n.d.) | |
| Scientist 3D printer | USA | Pneumatic extrusion | Seraph Robotics | NI | + | 5–10 μm Gantry (Seraph Robotics n.d.) | |
| Bio3D SYNˆ | Singapore | Microextrusion | Bio3D Technologies | NI | + | 1 μm (x–y–z resolution) (Bio3D technologies n.d.) Speed: 10–300,000 μm/min (Bio3D technologies n.d.) | |
| Bio3D Explorer | Singapore | Microextrusion | Bio3D technologies | NI | + | 5 μm (x–y–z resolution) (Bio3D technologies n.d.) | |
| Inkredible | USA | Microextrusion | Cellink | NI | + | x–y resolution per microstep: 10 μm z resolution per microstep: 2.5 μm Layer resolution: 50–100 μm (Cellink n.d.) |

Microvalve bioprinters, in contrast, have not been reported to generate satellite droplets to date in the literature. Commercially available microvalve dispensers such as TechElan G100-150300NJ, Fritz Gyger SMLD, Offshore Solutions microvalve nozzle, and Lee Products VHS nanoliter dispense valve have been used for bioprinting a myriad of living cells and other biologics (Xu et al., 2010, 2011; Moon et al., 2010; Gurkan et al., 2014; Lee et al., 2009a; Lee et al., 2010b; Faulkner-Jones et al., 2013; Faulkner-Jones et al. 2015; Li et al., 2015a,b; Lee et al., 2014; Xu et al., 2013b). However, the dispensers generate larger droplets compare to other DBB modalities under identical conditions (Tasoglu and Demirci, 2013). Hence, they are not suitable for high-resolution bioprinting applications. In contrast, electrohydrodynamic (EHD) jet bioprinters are capable of generating droplets that are smaller than the nozzle orifice opening (diameter) (Jayasinghe et al., 2006; Jayasinghe and Edirisinghe, 2004). Thus, these bioprinters are suitable for propelling highly concentrated bioink solutions (up to 20% weight by volume) through extremely small nozzles (orifice diameters ≤ 100 μm) (Jayasinghe et al., 2006). Several in-house built EHD bioprinters, assembled from commercially available components, have been used to bioprint various biologics such as living cells and proteins (Eagles et al., 2006; Workman et al., 2014; Xie and Wang, 2007; Kim et al., 2007; Poellmann et al., 2011). But, these bioprinters eject a continuous jet or a stream of multiple droplets at a time (Onses et al., 2015; Sutanto et al., 2012; Gasperini et al., 2015), and they are not ideal for high-precision (precise placement of droplets) bioprinting applications.
On the other hand, acoustic bioprinters employ a gentle acoustic field to eject droplets from an open pool of bioink solution unlike inkjet, EHD, or microvalve bioprinters, which eject droplets through a nozzle (Demirci and Montesano, 2007). Constituent living cells of the bioink are consequently not subjected to detrimental stressors such as heat, high pressure, large voltage, and shear stress during droplet ejection. However, 3D construct fabrication requires printhead and/or substrate movement which can introduce undesirable disturbances. As a result, the disturbances can diminish the control over the droplet generation and placement in acoustic bioprinting. In addition, the bioprinters may not be suitable for bioprinting viscous bioink materials such as cell-laden collagen as the gentle acoustic waves may not be sufficient to generate droplets. Thus, the bioprinters have been employed limitedly for bioprinting a very few biologics (Fang et al., 2012; Demirci and Montesano, 2007).
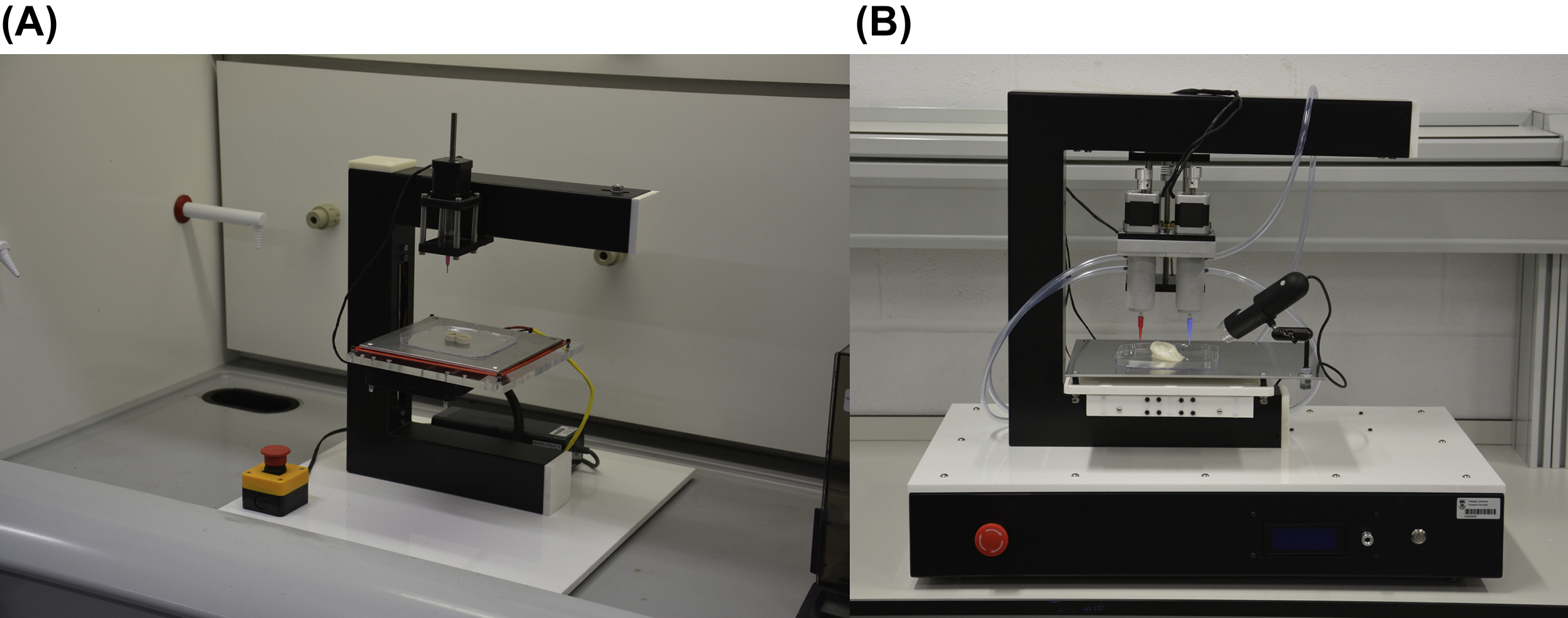
Overall, in-house assembled bioprinters using commercially available components are economical and offer greater freedom; however, their design is time-consuming at times and requires specialized skills and knowledge in the areas of electrical and computer engineering, pertaining to system integration. A typical 3D bioprinter, for instance, requires coordinated movement of printhead and substrate along the three axes and a software program to control the movement as well as the droplet jetting mechanism, according to print job file or the operator’s input. On the other hand, commercially available complete bioprinting systems (bioprinters) save the development time and the subsystems are often well integrated. However, they are expensive and may limit the level of customization. Table 7.3 presents the commercially available and noncommercial droplet-based bioprinters along with their application areas. A limited number of complete bioprinting systems are commercially available, which are discussed herein.
7.2.2.2.1. Autodrop Compact and AD-P-8000
Autodrop Compact bioprinters by Microdrop Technologies (Germany) rely on piezoelectric drop-on-demand inkjet (PIJ) mechanism to generate droplets (Microdrop Technologies, 2016). Bioink solution in PIJ bioprinters is stored in a fluid reservoir and is held in place at the nozzle orifice because of the surface tension (Derby, 2010). A voltage pulse is applied to deform the piezoelectric actuator of the bioprinter which in turn deforms the fluid reservoir (Wijshoff, 2010). The sudden change in the volume of the fluid reservoir causes a pressure wave when the surface tension at the nozzle orifice is overcome. Consequently, a droplet of the bioink is ejected (Singh et al., 2010). Some PIJ bioprinters also require pneumatic pressure (static pressure through means of pressurized-air) commonly referred to as the back pressure to supplement the pressure pulses to overcome the surface tension at the nozzle orifice. Autodrop Compact bioprinters, as their name indicates, are compact PIJ bioprinters. Their substrate dimensions are 200 × 200 mm. At the same time, the bioprinters position accuracy (x–y–z axis) is ± 25 μm and the travel velocity is 75 mm/s (acceleration 500 mm/s2). Further, the payload capacity of the bioprinters is 5 kg for y-axis and 1 kg for x- and z-axis. An electronic controller is provided to regulate the voltage pulse characteristics and the simultaneous operation of up to two piezoelectric dispensers. Similarly, a graphical editor is provided for defining custom design patterns and it also supports the import of vector-based graphic files. Autodrop AD-P-8000 bioprinters have better accuracy, greater travel velocity and higher payload capacity than Autodrop Compact bioprinters. The position accuracy (x–y) of the bioprinters is ± 5 μm and the travel–velocity is 125 mm/s (acceleration 1000 mm/s2). Further, the payload capacity of the bioprinters is 10 kg for y-axis and 1.5 kg for x- and z-axis. The included electronic controller simultaneously supports up to eight piezoelectric dispensers. The bioprinter is comparable to the Autodrop Compact in other aspects.
Table 7.3
| Availability | Bioprinter Name | Country | Bioprinting Mechanism | University/Company | Use | Dual Bioink Printability | |
| Droplet-based bioprinters | Commercial | Fujifilm Dimatrix Printer | USA | Piezoelectric drop-on-demand | Fujifilm Dimatix, Inc. | Study of cell-to-cell communications among bioprinted bacterial cells (Choi et al., 2011) | − |
| MicroFab JetLab II | USA | Piezoelectric drop-on-demand | MicroFAB Technologies, Inc. | Cell and biologics 3D bioprinting including silk nest arrays for hosting cells (Escherichia coli) for biosensing (Suntivich et al., 2014) | + | ||
| MicroFab JetLab 4 | USA | Piezoelectric drop-on-demand | MicroFAB Technologies, Inc. | Bioprinting | + | ||
| Autodrop Compact | Germany | Piezoelectric drop-on-demand | Microdrop Technologies | Bioprinting | + | ||
| Autodrop AD-P-8000 | Germany | Piezoelectric drop-on-demand | Microdrop Technologies | Bioprinting | + | ||
| Cluster Technology DeskViewer | Japan | Piezoelectric drop-on-demand | Cluster Technology Co., Ltd. | Human liver tissue chips comprising of hepatocytes (HepG2) and human umbilical vein endothelial cells (HUVECs) (Matsusaki et al., 2013) | + | ||
| Cell Jet Cell Printer | USA | synQUAD drop-by-drop technology (micro-valve and syringe pump) | Digilab, Inc. | Cell printing | + | ||
| Noncommercial | Custom printer with MicroJet™ piezoelectric actuator with MicroFab Technologies nozzle | USA | Piezoelectric drop-on-demand | Carnegie Mellon University and University of Pittsburgh Medical Center (UPMC) | FGF-2 dose impact on human MG-63 osteosarcoma cell response (Campbell et al., 2005; Miller et al., 2006), BMP-2 to evaluate spatially controlled differentiation of MDSCs (Phillippi et al., 2008) | − | |
| Custom printer with MicroFab MJ-ABP-01 piezoelectric nozzle | Canada | Piezoelectric drop-on-demand | University of British Columbia | MCF-7 movement within in the nozzle during the printing process (Cheng et al., 2014) | − | ||
| Table Continued | |||||||

| Availability | Bioprinter Name | Country | Bioprinting Mechanism | University/Company | Use | Dual Bioink Printability | |
| Custom printer with MicroFab MJ-ABL-01-120-6MX piezoelectric nozzle | USA | Piezoelectric drop-on-demand | Clemson University and University of Florida | Complex tubular tissue (NIH 3T3 cells and alginate) constructs with bifurcations (Xu et al., 2012; Christensen et al., 2015) | − | ||
| Modified Canon Bubble Jet printer (BJC-2100) and modified Hewlett–Packard Deskjet printers (HP 550C, HP 500, and HP 340) | USA | Thermal drop-on-demand | Clemson University and the University of Texas at El Paso | Collagen scaffolding patterns (Roth et al., 2004), mammalian cell (CHO cells and rat primary embryonic motoneural cells) constructs (Xu et al., 2005), neural cell (rat hippocampal and cortical cell) constructs (Xu et al., 2006), alginate 3D constructs (Boland et al., 2007), cardiac 3D constructs (feline and H1 cardiomyocytes with alginate), vascular (HMVECs and fibrin) constructs (Cui and Boland, 2009), skin transplants (NHDF and NHEK) with built-in vascular networks (HMVECs) for in vivo wound healing studies (Yanez et al., 2014) | + | ||
| Modified Hewlett–Packard Deskjet printer (HP 550C) | USA | Thermal drop-on-demand | Wake Forest University | Alginate microspheres with single-encapsulated cells (beta-TC6) (Xu et al., 2008), complex heterogeneous 3D tissue models with hAFCS, dSMCs, and bECs (Xu et al., 2013a) | + | ||
| Modified Hewlett–Packard Deskjet printer (HP 500) | USA | Thermal drop-on-demand | The Scripps Research Institute | In situ bioprinting of chondrocytes and PEGDMA hydrogel for direct cartilage repair (Cui et al., 2012a), cartilage constructs (human articular chondrocytes) to study FGF-2 and TGF-β1 growth factors impact on printed cartilage formation (Cui et al., 2012b) | + | ||
| Modified Hewlett–Packard ink-jet printer | USA | Thermal drop-on-demand | TeVido BioDevices | Breast tissue | + | ||
| Table Continued | |||||||
| Availability | Bioprinter Name | Country | Bioprinting Mechanism | University/Company | Use | Dual Bioink Printability | |
| Modified Hewlett–Packard deskjet printer | USA, Germany, Japan, and China | Thermal drop-on-demand | Stemorgan Therapeutics, Technical University Munich, The Scripps Research Institute, Tokyo University of Science, Rensselaer Polytechnic Institute, Wuhan University of Technology | Stem cell tissue constructs (hMSCs with PEG) and their directed differentiation into bone and cartilage (Gao et al., 2014; Gao et al. 2015) | + | ||
| Modified Hewlett–Packard 5360 printer | USA and China | Thermal drop-on-demand | University of Texas at El Paso, Shanghai Jiao Tong University, Sun Yat-sen University, and Texas Tech University Health Sciences | High-throughput miniature drug-screening platform employing bioprinted E. coli-laden alginate and three different antibiotics (penicillin/streptomycin, antimycotic, and kanamycin sulfate) (Rodríguez-Dévora et al., 2012) | + | ||
| Lab-on-a-printer | Canada | Microchannel-based thermal inkjet | Aspect Biosystems | 3D tissue fabrication, drug testing, toxicity testing | + | ||
| Modified Hewlett–Packard (HP 660C) printer with add-on piezoelectric pump | USA | Piezoelectric drop-on-demand | Clemson University | Protein (bovine serum albumin and streptavidin) and cell (bovine aortal endothelial cell) 2D constructs (Wilson and Boland, 2003) | N/A | ||
| Custom printer with Epson SEA-Jet printhead | Japan | Electrostatic drop-on-demand | University of Toyama and Kanagawa Academy of Science and Technology | 3D tissue (HeLa cells) constructs (hollow tubes) (Nishiyama et al., 2008) | − | ||
| Custom printer | Ireland and Germany | Piezoelectric drop-on-demand | University of Freiburg, Trinity College and Women and Infants University Hospital | Microspheres with single-encapsulated cells (HeLa cells) (Yusof et al., 2011) | − | ||
| Custom printer with Xaar-126 piezoelectric printhead | Australia | Piezoelectric drop-on-demand | University of Wollongong | 2D tissue (C2C12 and PC12 cells) constructs (Ferris et al., 2013) | + | ||
| Custom EHD printer using commercially available subsystems | UK | Electrohydrodynamic (EHD) jetting | University of London | EHD as a viable bioprinting strategy using Jurkat cells (Jayasinghe et al., 2006), CAD (Cath.-a-differentiated) mouse neural cells (Eagles et al., 2006), human astrocytoma cells (Jayasinghe and Townsend-Nicholson, 2006), white blood cells, erythrocytes (Mongkoldhumrongkul et al., 2009), and THP-1 cells with alginate and collagen (Workman et al., 2014) | − | ||
| Table Continued | |||||||

| Availability | Bioprinter Name | Country | Bioprinting Mechanism | University/Company | Use | Dual Bioink Printability | |
| Custom EHD printer using commercially available subsystems | Singapore | EHD jetting | National University of Singapore and Molecular Engineering of Biological and Chemical Systems | Microencapsulation of cells (hepatocytes G2 cells) with alginate (Xie and Wang, 2007) | − | ||
| Custom EHD printer using commercially available subsystems | South Korea | EHD jetting | Yonsei University | Collagen scaffold patterns (Kim et al., 2007) | − | ||
| Custom EHD printer using commercially available subsystems | USA | EHD jetting | University of Illinois at Urbana–Champaign, University of Michigan, and Rensselaer Polytechnic Institute | Rabbit Immunoglobulin-G and fibronectin scaffold patterns (Poellmann et al., 2011) | − | ||
| Custom EHD printer using commercially available subsystems | Italy | EHD jetting | University of Trento | Microencapsulation of cells (B50 rat neural cells) with alginate (Gasperini et al., 2013), 3T3 fibroblasts and alginate constructs (Gasperini et al., 2015) | − | ||
| Custom acoustic picoliter droplet ejection system | USA | Acoustic droplet ejection | Harvard University | Encapsulation of a single to multiple cells (mESC, RAJI, HL-1, 3T3, and AML-12) (Demirci and Montesano, 2007) | + | ||
| Custom acoustic droplet ejection system | USA | Acoustic droplet ejection | University of Michigan | 2D heterogeneous tissue (MDA MB 231 breast cancer cells and HEK 239 cells with dextran) constructs (Fang et al., 2012) | − | ||
| Custom printer with TechElan solenoid valve ejector (G100-150300nj) | USA and Finland | Microvalve (Solenoid) | Harvard University, Massachusetts Institute of Technology, Clemson University, and University of Helsinki | Cells (mESC, RAJI, HL-1, 3T3, and AML-12) encapsulation, cell encapsulation (rat bladder smooth muscle cells with collagen) (Xu et al., 2010), 3D tissue constructs (rat bladder smooth muscle cells and collagen) fabrication (Moon et al., 2010), heterogeneous tissue (NIH: OVCAR-5 human ovarian cancer cells and MRC-5 normal human fibroblasts) constructs (Xu et al., 2011), 3D fibrocartilage tissue models by bioprinting mesenchymal stem cells with GelMA precursor solution and photointiator (Gurkan et al., 2014) | + | ||
| Table Continued | |||||||

| Availability | Bioprinter Name | Country | Bioprinting Mechanism | University/Company | Use | Dual Bioink Printability | |
| Custom printer with Fritz Gyger SMLD solenoid valve ejector | USA and South Korea | Microvalve (Solenoid) | Harvard Medical School, Rensselaer Polytechnic Institute, Albany Medical College, and Korea Advanced Institute of Science and Technology (KAIST) | 3D skin tissue (human dermal fibroblasts, human epidermal keratinocytes, and collagen) constructs (Lee et al., 2009a), 2D neural tissue (rat astrocytes, neurons, and collagen) constructs (Lee et al., 2009b), VEGF-releasing fibrin gel scaffolds for neural stem cell (murine NSC) culture (Lee et al., 2010b), Angiogenic sprouting of vascular networks at cellular level through bioprinted HUVECs and NHLFs (Lee et al., 2014) | + | ||
| Custom printer with Offshore Solutions solenoid inkjet valve | USA | Microvalve (Solenoid) | Wake Forest University | Cartilage tissue constructs (chondrocytes, fibrinogen, and collagen) (Xu et al., 2013b) | − | ||
| Custom printer with Lee Products VHS Nanoliter dispense valve with Lee Products Minstac Nozzle | UK | Microvalve (Solenoid) | Heriot-Watt University and Roslin Biocentre | Tissue (HEK293 and hESC cells) spheroids (Faulkner-Jones et al., 2013), 3D hepatocyte constructs (HLCs differentiated from hESCs and hiPSCs with alginate) (Faulkner-Jones et al., 2015), DNA based hydrogel bioprinting (Li et al., 2015a,b) | + | ||
| Custom printer | Australia | Microvalve (Solenoid) | University of Wollongong | 2D tissue (C2C12 cells) constructs (Ferris et al., 2013) | − |

7.2.2.2.2. MicroFab Jetlab®
MicroFab jetlab® bioprinters from MicroFab Solutions Inc. from the United States employ PIJ mechanism to generate droplets and are available in two configurations, jetlab® II (see Fig. 7.8A) and jetlab® 4 (see Fig. 7.8B) (MicroFab Technologies Inc. n.d.). The jetlab® 4 is compact and relatively inexpensive compared to jetlab® II. The substrate size of jetlab® 4 is 160 × 120 mm as compared to 200 × 200 mm of jetlab® II. However, jetlab® II has higher positioning (x–y axis) accuracy of ± 15 μm than jetlab® 4, which is ± 30 μm. In addition, jetlab® II is faster (100 mm/s velocity and 400 mm/s2 acceleration) than jetlab® 4 (50 mm/s velocity and 1500 mm/s2 acceleration). Furthermore, jetlab® II has greater payload capacity (x and y stage maximum payload is 10 kg and z stage maximum payload is 3 kg) than jetlab® 4 (x and y stage maximum payload is 20 kg and z stage maximum payload is 5 kg). The two configurations are available with various integrated control mechanisms (controllers) for regulating motion, pneumatic pressure, voltage pulse generation and pulse characteristics, temperature, and alignment. In addition, a software graphical user interface is provided to define the process parameters. Hence, very little training is necessary for the bioprinters operation and familiarization.
7.2.2.3. Laser-Based Bioprinters
LBB relies on two different mechanisms including processes based on cell transfer and processes involving photopolymerization. Processes involving photopolymerization (i.e., stereolithography and its modifications) utilize modified commercial 3D printers or custom-made platforms. The author excludes the discussion on such content here but refers the reader to Chapter 6 for more details of modified configurations. Processes based on cell transfer are laser-guided direct writing (LGDW) (Odde and Renn 1999, 2000), matrix-assisted pulsed-laser evaporation-direct write (MAPLE-DW) (Lin et al., 2009; Doraiswamy et al., 2006; Ringeisen et al., 2002), and laser-induced forward transfer (LIFT) (Ringeisen et al., 2002, 2004) to deposit bioink droplets.
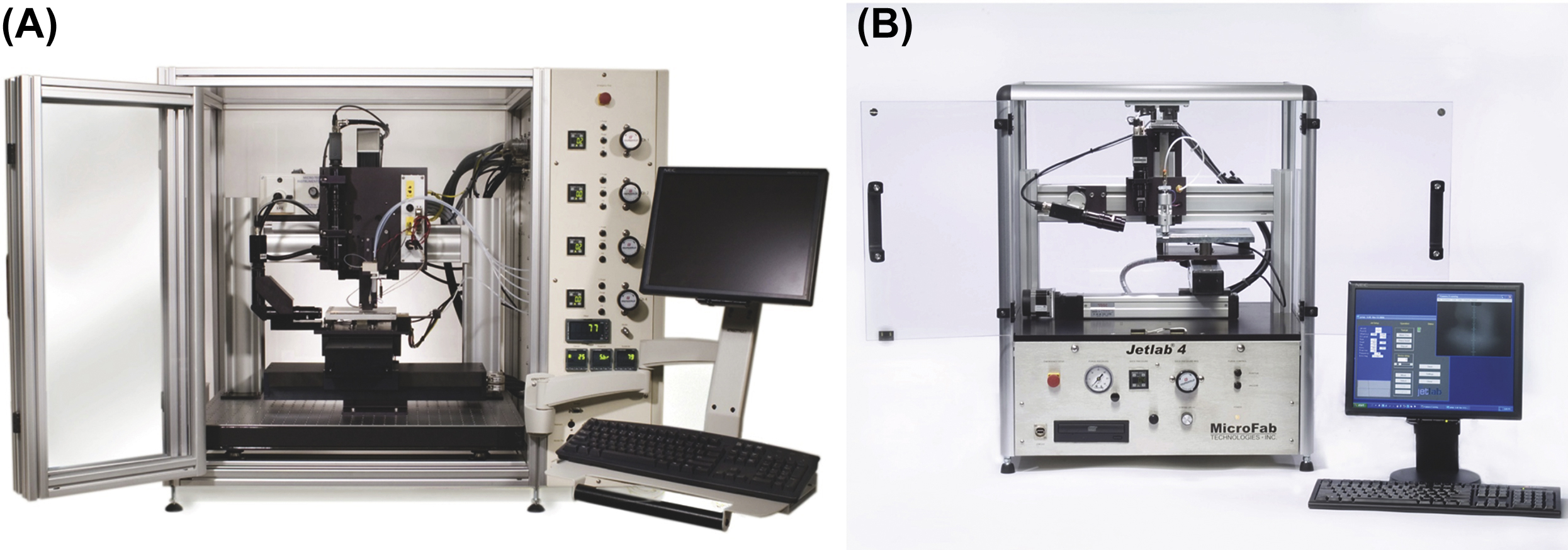
Figure 7.8 Commercially available droplet-based bioprinters: (A) jetlab® II and (B) jetlab® 4 bioprinter (Image courtesy of MicroFab Solutions Inc.).
LGDW employs optical trapping forces of a weakly focused laser beam for guided disposition of individual biologics such as living cells with micrometer-scale accuracy (Renn et al., 1999; Xu et al., 2003; Nahmias et al., 2005; Ringeisen et al., 2006). However, the refractive index of the individual biologics significantly impacts the magnitude of the optical forces (a 4% decrease in refractive index decreases the trapping force by four times and the pushing force by 25 times) (Nahmias et al., 2005). Consequently, a very few cell types and other biologics are bioprintable and hence LGDW bioprinters, in-house built from commercially available subsystems, have been used in a very few studies (Odde and Renn, 2000; Xu et al., 2003; Nahmias et al., 2005; Odde and Renn, 1999).
MAPLE-DW- or LIFT-based bioprinters, in contrast, are suitable for bioprinting a myriad of biologics as they are nozzle free and are not constrained by the viscosity of bioink solutions (Lin and Huang, 2011). In addition, the bioprinters are suitable for fabricating 3D tissue constructs, including hollow tubular tissue constructs, as they are not limited by the bioink viscosity (Yan et al., 2013; Xiong et al., 2015a). The difference between MAPLE-DW and LIFT is that an energy-absorbing IR-transparent inter layer of thin film is present above the bioink coating in LIFT. Bioprinters based on LIFT and its variations are known by various names such as biological laser printing (BioLP) (Barron et al., 2004a,b,c; Barron et al., 2004c), absorbing film assisted-LIFT (AFA-LIFT) (Hopp et al., 2005), and laser-assisted bioprinting (LaBP) (Gruene et al., 2011a,b). However, their principal working mechanism is the same (Ringeisen et al., 2006). That is, the bioprinters use focused laser pulses to generate bioink droplets by locally heating the bioink directly (MAPLE-DW) or alternatively the sacrificial absorbing inter layer (BioLP, LaBP, and AFA-LIFT), which are applied as layers on a quartz ribbon support. The localized heating causes a vapor bubble, which rapidly expands and collapses (bursts), generating a pressure wave. The pressure wave consequently propels bioink droplets (or jets depending on the process parameters such as the bioink viscosity and laser energy) on to a receiving substrate (Lin et al., 2010; Koch et al., 2012; Barron et al., 2004c). Modified LIFT-based bioprinters have been used for bioprinting applications involving living cells such as stem cells (Koch et al., 2010; Gruene et al., 2011a,b) and other biologics such as proteins (Ringeisen et al., 2002). Although, the bioprinters are not constrained by the bioink viscosity, their bioprinting speed is limited by the ribbon preparation time at present (Skardal and Atala, 2015) and is often slower than other bioprinting modalities. Nearly all of laser-based bioprinters (see Table 7.4), reported to date, rely on neodymium-doped yttrium aluminum garnet (Nd:YAG) or excimer [argon fluoride (ArF) or krypton fluoride (KrF)] lasers for pulse generation and have been assembled from commercially available subsystems. In-house built bioprinters are generally expensive as compared to EBB and DBB bioprinters. Currently, there is no commercially available laser-based bioprinters in the market.
Table 7.4
Laser-Based Bioprinters∗
| Availability | Bioprinter Name | Country | Bioprinting Mechanism | University/Institution | Use | Dual Bioink Printability | |
| Laser-based bioprinters | Noncommercial | Custom-built laser-based bioprinter | USA | LGDW | University of Minnesota and Michigan Technological University | Embryonic chick spinal cord cells to demonstrate LGDW capabilities (Odde and Renn, 2000), 2D and 3D HUVEC patterns on Matrigel (Nahmias et al., 2005) | − |
| Custom-built laser-based bioprinter | USA | LGDW | Michigan Technological University and University of Missouri–Columbia | Evaluation of laser-induced damage on bioprinted avidin biomolecules (proteins) (Xu et al., 2003) | − | ||
| Custom-built laser-based bioprinter based on ArF excimer laser | USA | LIFT and MAPLE-DW | US Naval Research Laboratory | Biotinylated bovine serum albumin (BSA) protein microarray fabrication by using MAPLE-DW (Ringeisen et al., 2002), 2D patterning of human osteosarcoma and rat cardiac cells by using MAPLE-DW (Barron et al., 2004c), 3D patterning of human osteosarcoma cells by using BioLP (Barron et al., 2004c), single cell patterns of human osteosarcoma cells by using BioLP (Barron et al., 2005) | − | ||
| Custom-built laser-based bioprinter based on ArF excimer laser | MAPLE-DW | US Naval Research Laboratory, University of North Carolina at Chapel Hill, Georgia Institute of Technology, Paul Scherrer Institute, Laboratory for Functional Polymers EMPA Swiss Federal Laboratories for Materials Testing and Research Uberlandstrasse, Hungarian Academy of Sciences and University of Szeged, National Institute for Laser and Plasma and Radiation Physics (Romania) | Patterning of viable B35 neuroblasts by using triazene polymer intermediate absorbing layer (Doraiswamy et al., 2006) | − | |||
| Table Continued | |||||||

| Availability | Bioprinter Name | Country | Bioprinting Mechanism | University/Institution | Use | Dual Bioink Printability | |
| Custom-built laser-based bioprinter based on ArF excimer laser | USA | MAPLE-DW | US Naval Research Laboratory and University of North Carolina at Chapel Hill | Codeposition of hydroxyapatite and viable MG 63 osteoblast-like cells (Doraiswamy et al., 2007) | − | ||
| Custom-built laser-based bioprinter based on ArF excimer laser | USA | MAPLE-DW | Clemson University, University of Florida, Rensselaer Polytechnic Institute, and Tulane University | Laser fluence (energy) impact on yeast (Lin et al., 2009) and human colon cancer cells viability (Lin et al., 2010), alginate long tubes and annular constructs fabrication (Yan et al., 2013), alginate gelation impact on bioprinted NIH 3T3 cell viability (Gudapati et al., 2014) and bifurcated hollow tubular tissue (NIH 3T3 cells and alginate) constructs (Xiong et al., 2015a) | − | ||
| Custom-built laser-based bioprinter based on Nd:YAG laser | Germany | LIFT | Laser Zentrum Hannover e.V., Hannover Medical School, and Helmholtz Institute of the RWTH Aachen University | 3D cell arrays comprising endothelial colony forming cells (ECFCs) and adipose-derived stem cells (ASCs) to study cell-to-cell interactions in 3D environments (Gruene et al., 2011a,b), skin tissue consisting of NIH-3T3 fibroblasts, human keratinocyte cells and collagen (Koch et al., 2012), and LaBP process impact on adipogenic stem cell proliferation and differentiation (Gruene et al., 2011a,b) | − | ||
| Custom-built laser-based bioprinter based on KrF excimer laser | USA and Hungary | LIFT | Hungarian Academy of Sciences and University of Szeged, University of Szeged, and US Naval Research Laboratory | AFA–LIFT impact on viability and proliferation of bioprinted rat Schwann and astroglial cells and pig lens epithelial cells (Hopp et al., 2005) | − |

7.3. Limitations
Despite the great progress in bioprinting processes and the latest advancements in bioprinter technologies along with a number of bioprinters recently introduced into the market, bioprinter technologies still exhibit a myriad of weaknesses, as outlined below, that are vital to make the technology highly robust and affordable for functional tissue fabrication, and available for clinical use (Ozbolat and Hospodiuk, 2016).
7.3.1. Limited Variety of the Commercially Available Bioprinters
Despite the great progress in commercialization of bioprinter technologies, a vast majority of the efforts is limited to extrusion-based bioprinters and a very small attention has been paid to other bioprinting technologies such as LBB and DBB. Currently available extrusion-based bioprinters, on the other hand, are similar to each other with small variations in their functionality such as advanced automation in cartridge replacement, automated loading and unloading capability of the bioink solution, and different software capabilities in terms of the motion system. Although there is a wide variety of inkjet-based printers in the market, the majority of the inkjet printers are equipped with a highly small nozzle orifice opening, which is not convenient for bioprinting mammalian cells with an average diameter of 20–25 μm. In addition to commercially available bioprinters, commercial 3D printers with open-source architecture is also highly helpful for researchers as some research groups prefer to customize their own bioprinters based on the final use. For example, Fig. 7.9A shows a bioprinter modified from a Solidoodle Workbench Apprentice, which is an open-source 3D printer. After modifying its FDM extruders into a pneumatically driven EBB mechanism (Fig. 7.9B), Pluronic F-127 hydrogel was printed on a thermally controlled table in the form of concentric cylinders (Fig. 7.9C).
7.3.2. Cartridge and Nozzle Design
Current technologies have major issues with the cartridge and nozzle design as loading and unloading a bioink solution, as well as bioprinting of it, is highly vital for the success of a bioprinting process. Majority of the cartridge technologies allow an operator to load the bioink before starting the bioprinting process. In general, keeping cells in a precursor hydrogel solution during a prolonged bioprinting period can be harmful for cells. NovoGen MMX™ bioprinter overcame that issue by using a dispensing system with aspiration ability that allows operator to load the solution into the pipette automatically using a back pressure mechanism. Although, this provides a great ability for thermally reversible materials (i.e., agarose) and some flexibility to the operator, if there is any clogging occurs, the system is limited to lower viscosity biomaterials particularly during the aspiration process (Kucukgul et al., 2015).
One of the other important aspects of bioprinting is the nozzle selection as the coefficient of friction on the wall of the nozzle tip mediates the shear stress, which might be detrimental for cells. Thus, a surface with a small coefficient of friction and one that is easy to sterilize would be ideal for bioprinting cells, e.g., glass pipettes or ceramic-coated nozzles (Bruzewicz et al., 2012). In addition, new nozzle designs can be considered to decrease the shear stress on cells as well as improve the resolution of bioprinting. In this regards, a cone-shaped nozzle (i.e., Taylor cone or regular cone) might be helpful to alleviate the applied shear stress, which reaches its maximum at the end of the nozzle tip and affects cells at a minimum duration (Franco et al., 2011). In addition to these approaches, a highly innovative approach might be using a nozzle-free extrusion system that enables the bioink to overcome surface tension–induced droplet formation. Only laser- (Xiong et al., 2015b) and acoustic-based (Demirci and Montesano, 2007) bioprinting technologies have nozzle-free configurations, which facilitates the delivery of cells without exposing them to the shear stress.

7.3.3. Size and Speed of Bioprinters
The other limitation in bioprinter technologies is the size of bioprinters. In general, all bioprinters are designed to enable fabrication of small parts in the range of sub centimeter scale and the majority of them are built in very large working envelopes, which bring a major issue during tissue bioprinting mission, such as fitting them into a standard biosafety cabinet. In the mean time, there are bioprinters that are highly compact that do not allow operators to intervene whenever needed. This makes the learning curve of the bioprinter steeper as the operator should interact with the bioprinter head substantially. When the technology transition into a more robust and automated state, bioprinters can be built in a highly compact size in such a way that envisioned tissue fabrication lines can be built within bioreactor chambers under physiologically relevant conditions (Ozbolat and Yu, 2013).
The speed of bioprinting is another concern as the majority of EBB technologies try to cover a large area using a relatively small resolution, which takes significant time when considering several layers in 3D. This becomes even a more serious issue when using other bioprinting modalities, particularly LBB and DBB. DBB can circumvent that situation using multiple nozzles spontaneously; however, smaller resolution contributes to the low speed of bioprinting considerably. Laser-based bioprinters are highly slow as there is only a single laser beam tracing the region of interest; however, the recently developed microarray-based stereolithography systems provide highly fast platforms for bioprinting (Hribar et al., 2014; Zhang et al., 2012). In addition, printing in 3D using soft materials such as hydrogels is highly challenging, while hydrogel shape does not retain itself and changes (i.e., swelling, buckling, bending, etc.), thus bioprinting time should be minimized to overcome these unforeseeable issues. One possible solution to this is to increase the number of printing arms using MABP concept (Ozbolat et al., 2014). An alternative solution is to have an array of nozzles [attached on single arm (Horváth et al., 2015)] separated from each other by a distance close to the desired porosity, which has the ability to rotate along the z-axis to bioprint in x- and y-axis interchangeably.
7.3.4. Limited Motion Capabilities
Although modification of commercially available inkjet printers has been performed for bioprinting of biologics such as cells, DNA, and growth factors, the motion system is limited to 1D or 2D depending on the technology. Therefore, further motion stages are required to expand the motion in 3D such as integrating a motorized table for the movement in z-axis. This can be sometimes highly expensive and difficult to make as it involves cross talk between the existing motion system and the newly integrated one. The vast majority of the bioprinter technologies are limited to 3-axis motion, which is hard to operate when the technology translates into operating rooms for in situ bioprinting purposes (Ozbolat, 2015a). Naturally forming defects are highly complicated in shape and bioprinting for concave cavities or nonplanar defect surfaces may necessitate omnidirectional motion (Ozbolat, 2015a). Thus, additional axes should be integrated to create more freedom, which has a great potential for in situ bioprinting. BioAssemblyBot technology has the potential to overcome the current challenges associated with 3-axis bioprinters.
7.3.5. Lack of Full Automation
Another limitation of bioprinting technologies is the lack of full automation compared to conventional 3D printing processes such as FDM, selective laser sintering, stereolithography, and powder-bed printing. One of the most important facts contributing to this drawback is the raw materials used in 3D printing technologies. For example, materials used in 3D printing processes including plastics, ceramics, or metals are in general in solid form before or after the 3D printing process, which are highly stable. In contrast, biomaterials used in bioprinting processes are in gel or sol–gel form, which cannot be easily formed in high resolution and cannot preserve the given original shape. During the bioprinting process, the shape of the gel can easily change such as it can collapse, swell, or sometimes dehydrate. When the original path-plan is applied, several issues are encountered such as printing level might be higher than the top surface of the printed construct or sometimes the nozzle can hit to the bioprinted construct and drag it. In this case, bioprinting process needs to be restarted from scratch. This issue becomes even more problematic when bioprinting multiple bioink solutions, which can easily mass up the bioprinted constructs. Thus, vision-based process monitoring technologies have been used to detect the bioprinted construct height and inform the bioprinter in real time. Despite these technologies, errors are anticipated and build up gradually, which can affect the overall quality of the bioprinted constructs.
Existing widely used bioink materials, which have greater bioprintability properties such as alginate and Pluronic F-127, do not favor cell growth and proliferation compared to ECM-based bioink materials (Ozbolat and Hospodiuk, 2016). Therefore, researchers acquiring commercially available bioprinters do not employ those bioink materials, rather, most of the bioprinting efforts are embodied to the extent that new biomaterials are investigated and evaluated. Researchers devote a significant effort in understanding the behaviors of these biomaterials. Thus, there is no standardization in bioprinting processes and nearly all bioprinters necessitates a substantial time for the user to ramp up in learning the process.
7.3.6. High Cost of Bioprinting and Bioprinters
One of the other limitations in bioprinting is the high cost of bioprinting and bioprinters. First of all, bioprinting living cells and following in vitro culture is expensive. Particularly, scaffold-free bioprinting approach requires significantly high number of cells in the order of 50–100 million cells to be able to obtain a printable range of sample. Expanding this many cells requires a few months as well as considerable consumption of reagents (Ozbolat, 2015a,b). In addition, the obtained bioink will be highly small in size; thus, the operator does not have much chance to practice the bioprinting process. Therefore, setting up experiments and running them is a challenge and expensive.
The cost of bioprinters is also another concern as the technology is still in its infancy (Ozbolat and Yu, 2013); however, we expect a decrease in the cost of bioprinters as what has been experienced with 3D printers. Currently, the majority of the high-quality and high-resolution bioprinters that are highly automated, lie in the price range of $150–$200k. Laser-based bioprinters are not commercially available but the system can be gathered for more than a few hundred thousand dollars in price depending on its capabilities. Inkjet bioprinters can be highly cheap if a commercially available inkjet printer is modified to a bioprinter, but these bioprinters do not support cell printing easily in a highly repeatable form and most of them lack 3D motion capabilities (Xu et al., 2005). More expensive systems are commercially available for biological applications around $20–70k depending on the number of printhead and the resolution and automation of the system. A great number of start-up companies have been emerging to provide cost-effective and affordable bioprinters for researchers as well as for industry use. For example, affordable dual head bioprinters with thermal and photocrosslinking capabilities range from $5000 to 10,000; however, the quality, resolution, and operability of these cost-effective bioprinters are not at high standard. Nonetheless, these bioprinters provide unique opportunities as a training tool for researchers. The cost of a basic modified bioprinter, such as the Solidoodle Workbench Apprentice in Fig. 7.9, can even cost less than $500 excluding the fluid-dispensing system.
7.3.7. Low Process Resolution
The resolution of the bioprinting technology is currently a big impediment in bioprinting high-definition constructs. Here, the author discusses the resolution in the context of the smallest feature size that can be bioprinted rather than the resolution of the motion system. As already discussed before, the resolution of the motion system is considerably higher than that of the bioprinting process itself. Although highly accurate motion stages can be made, a high resolution cannot be achieved on the bioprinted constructs due to several reasons such as instability of hydrogels, swelling and dehydration behavior of hydrogel-based bioink solutions, and the limitations with the nozzle size such as clogging. In general, LBB and DBB processes have high resolution (Dababneh and Ozbolat, 2014); however, the most commonly used bioprinting modality, EBB, suffers tremendously from the resolution perspective. In general, roughly 100 μm is the highest resolution ranges achieved in EBB (Ozbolat and Hospodiuk, 2016). Recent technology using bioplotting (Hinton et al., 2015), on the other hand, facilitates higher resolution, where a plotting medium with microparticles acts line a Bingham plastic possessing solid-like behavior in static condition at low shear stresses (when there is no plotting) and viscous fluid-like behavior at higher shear stresses (when there is plotting). Such system enables retention of the original shape of extruded filaments without spreading and swelling. With this capability, structurally integrated well-defined scaffolds have recently been bioprinted for developing branched vascular constructs and highly complex heart constructs, where the resolution can be further improved using smaller microparticles.
7.3.8. Lack of Compatible Bioink Materials
Bioprintable biomaterials constitute a very small percentage of the biomaterials used in tissue engineering (Ozbolat and Hospodiuk, 2016). When designing and processing new biomaterials, the majority of researchers in the biomaterials field do not consider bioprinting as an end application. Despite the great progress in the last decade, bioprintable biomaterials or bioink materials have several limitations associated with their biological, immunological, microstructural, mechanical, rheological, and chemical properties.
Most of the hydrogel-based bioink materials lack the native-like environment for promoting differentiation and growth of cells into multiple lineages (Ker et al., 2011). While tissues and organs comprise multiple cell types organized spatially, a bioink that supports organization of the heterocellular nature of the tissue microstructure should be developed. As each cell type entails the requirement of using different bioink materials, standardization of bioink materials is of a challenge. In addition, the bioprintability of hydrogels depends on their shear-thinning property, which increases when the viscosity of hydrogels increases. This also favors mechanical and structural properties as well as the formability of complex shapes; however, higher concentration of hydrogels does not favor cell viability and proliferation. In addition, hydrogels do not facilitate close cell-to-cell contact while cells are immobilized and isolated from each other. Thus, scaffold-free bioink materials are highly appealing in that sense as physiologically relevant tissues can be bioprinted but bioprinting of scaffold-free bioink materials is highly challenging as well as their preparation, handling, and cultivation are labor-intensive and expensive (Ozbolat, 2015a,b).
7.3.9. Progress in Bioprinting and Tissue Engineering Research
Advances in bioprinter technologies vitally depend on the progress in various areas including bioprinting, biomaterials, and tissue engineering. More advanced bioprinting processes, which are highly practical for functional tissue fabrication, will support commercialization of these technologies. Although there is a wide spectrum of work has been done in the context of bioprinting, most of them did not aim to generate functional tissues, rather viability and short-term functionality of cells have been evaluated. To translate bioprinter technologies from bench to bedside, new bioprinting and tissue engineering approaches need to be explored and discovered. Most of the work in bioprinting is limited to scaffold-based approach and there is very a few work demonstrated the use of scaffold-free approach facilitating better tissue biomimicry; however, scaffold-free approach lacks mechanical integrity and rigidity (Ozbolat, 2015a,b). Therefore, hybrid technologies are needed to generate mechanically supporting scaffold-based structures along with physiologically relevant scaffold-free tissue modules.
7.3.10. Limited Clinical Translation
The vast majority of the efforts in bioprinting research has taken place in the area of basic science and a limited number of animal trials has been performed for the bioprinted tissues, which is highly critical for translation of the technology into clinics (Ozbolat and Hospodiuk, 2016). This will ultimately necessitate bioprinter technologies and bioprinted tissues and organs to be regulated by Food and Drug Administration (FDA) through a long pathway. FDA currently does not have a classification for bioprinters and bioprinted tissues yet (King et al., 2014). Because of this issue, the emerging bioprinting businesses prefer to stay on the safe side and deliver products that are close to commercialization such as tissues for drug testing and high-throughput screening. One of the other issues slowing down that process is the lack of scale-up tissues at the clinically relevant sizes (Ozbolat, 2015a). Current approaches entail highly small tissue and organ models due to lack of vascularization from arteries and veins down to capillaries. In addition, there are other impediments that should be circumvented such as ethical concerns with the transplantation of bioprinted tissues and organs, consent of the patients regarding use of their cells going through several processes to be used as bioink, mechanical strength and stability of the tissues, long-term in vivo functionality, immune rejection issues as well as other issues related to the engraftment, and innervation of the tissues and organs.
7.4. Future Directions
Despite the great progress in bioprinting technologies, there exists a plethora of room for improvement as well as new directions for investigations. Although several commercial technologies are currently available for EBB, very limited products are available in LBB and DBB. Only a few companies commercialize the inkjet bioprinting technology, therefore more investment can be considered in these areas to utilize the unique strengths of these technologies. Although extrusion-based technologies have been widely preferred for commercialization due to their flexibility and ability to create porous structures (Khoda et al., 2013), further consideration and technological translational effort should be made for other bioprinting modalities.
Although a great progress has been made with novel biomaterials and biomaterial processing techniques, the development of bioink materials that are well suited for bioprinting and allow one to bioprint mechanically and biologically enhanced tissue constructs is still a great need. Particularly, new biomaterials with very quick gelation or solidification capabilities providing a mild environment for cells would be highly desirable. Despite the great success in developing new hydrogels for tissue engineering, not all of them have been adopted to bioprinting. Thus, a new field of study such as “bioprintable biomaterials” under the biomaterials and biofabrication fields could be a great leap to promote research in this direction. In general, highly novel hydrogels should be developed to do the following: promote cell adhesion, proliferation, aggregation, and differentiation toward multiple lineages; exhibit high mechanical integrity and structural stability without dissolving after bioprinting; facilitate engraftment with the endogenous tissue without generating immune response; demonstrate bioprintability with ease of shear thinning, rapid solidification and formability; and be affordable, abundant, and commercially available with appropriate regulatory guidelines for clinical use.
As more standardized bioink materials are introduced for different bioprinting modalities, it will be highly easier for bioprinter builders to standardize and automate their bioprinters and bioprinting processes according to standard properties, which can enable rapid adoption of bioprinter technologies into nonbioprinting communities such as pharmaceutics, clinics, and cancer research. As currently available, LBB is highly challenging to operate and extrusion-based bioprinters need significant learning curve, it is not trivial for someone out of the field to practice these modalities. As inkjet bioprinters are highly automated, its translation into other fields such as pharmaceutics can take place sooner as some pharmaceutical companies have already started experimenting such platforms (Root Analysis, 2014).
For bioprinting scale-up tissues and organs, hybrid bioprinting technologies are desirable in a sense that vascularization can be easily integrated. Current modalities alone do not enable fabrication of blood vessels and the rest of the organs at the same time but integrating multiple modalities, such as EBB for vascular network bioprinting using indirect bioprinting, are extensively explained in our recent work (Ozbolat and Hospodiuk, 2016), and inkjet bioprinting for the rest of the parenchymal tissue. As scale-up tissues and organs necessitate prolonged bioprinting times, faster bioprinters are highly desirable. Alternatively, bioprinters with independent arms running in tandem can be another solution to increase the speed of bioprinting process. Such arms can also be further enhanced by adding extra motion capabilities such as expanding motion capabilities from three axes to five to six axes to bioprint on nonhorizontal or nonplanar surfaces. This is particularly highly vital for in situ bioprinting when the technology translate into clinics (Ozbolat, 2015a).
In addition, online monitoring and inspection capabilities should be integrated into the bioprinter technologies as the quality of bioprinted tissue construct is highly vital as the technology has recently translated into pharmaceutical market for tissue fabrication. In this regard, in situ monitoring capabilities will be quite beneficial such as monitoring the structural integrity and geometric morphology of bioprinted tissue constructs using a machine vision system and the biological quality of the constructs by monitoring the cellular activity through permittivity spectra of cells using a real-time nondestructive metrology tools (Pavillon et al., 2013).
7.5. Summary
With the recently growing demand in bioprinters, bioprinting technology has been further adopted by a broad spectrum of application areas including but not limited to transplantation and clinics, pharmaceutics, high-throughput screening, cancer research, and cosmetology. This chapter discussed the bioprinter technologies and their components along with their working mechanisms and presented an evaluation of commercially existing bioprinters under three different modalities including EBB, DBB, and LBB. Bioprinters currently suffer from several limitations such as low resolution, high cost and size, limited motion freedom and capacity, narrow range of compatible bioink materials, low level of diversity in bioprinter modalities, and nonfunctional end products; however, the author envisions greater progress in bioprinting field in the next decade as well as more emerging businesses that will further advance the state of the art in bioprinter technologies.
..................Content has been hidden....................
You can't read the all page of ebook, please click here login for view all page.