
Regulation of Chemical Process Safety
Current Approaches and Their Effectiveness
Daryl Attwood1 Lloyd's Register EMEA, London, UK
1 Corresponding author: email address: [email protected]
Abstract
The regulation of process safety is described, with emphasis on the oil and gas industry. The migration of the general approach from prescriptive legislation to the currently favored goal setting/safety case method is described, as are the steps involved in developing a typical safety case. Some examples of equipment used to ensure process safety are given, which are of two basic types—that for which its failure would cause a major accident, and that which is intended to prevent or mitigate the effects of a major accident. The current regulatory regimes utilized to ensure process safety in several countries are described. The causes of several infamous process accidents are evaluated, particularly with respect to whether effectively implemented regulation could have prevented them. The general role of classification societies in chemical process safety is described, as are some of the project management and organizational processes utilized for megaprojects by one classification society, Lloyd's Register. The work's overall conclusion is that, while effectively implemented regulation, whether prescriptive or goal setting in nature, can play a significant role in process safety, implementation failures can, and do lead to accidents with devastating consequences.
Keywords
Process safety; Regulation; Prescriptive regime; Safety case; Safety equipment; Safety critical elements; Performance standards; Process accidents; Classification societies
1 Glossary
| ABS | American Bureau of Shipping |
| AGA | American Gas Association |
| ALARP | As low as reasonably practicable |
| AMSA | Australian Maritime Safety Authority |
| AoC | Acknowledgment of Compliance (Norway) |
| API | American Petroleum Institute |
| ASME | American Society of Mechanical Engineers |
| BOEM | Bureau of Ocean Energy Management |
| BPCS | Basic process control system |
| BSEE | Bureau of Safety and Environmental Enforcement |
| BV | Bureau Veritas |
| CA | Certifying Authority |
| CE | European Certificate |
| CFR | Code of Federal Regulations (USA) |
| CGA | Canadian Gas Association |
| CGSB | Canadian General Standards Board |
| CNLOPB | Canada—Newfoundland and Labrador Offshore Petroleum Board |
| CNPC | China National Petroleum Corporation |
| CNOOC | China National Offshore Oil Corporation |
| CNSOPB | Canada—Nova Scotia Offshore Petroleum Board |
| CoF | Certificate of Fitness |
| COOOSO | China Offshore Oil Operation Safety Office |
| CSA | Canadian Standards Association |
| DEA | Danish Energy Agency |
| DEPA | Danish Environmental Protection Agency |
| DMP | Western Australian Department of Mines and Petroleum |
| DNV-GL | Det Norske Veritas—Germanischer Lloyd |
| DWEA | Danish Working Environment Authority |
| DCR | Design and Construction Regulations |
| DMA | Danish Maritime Agency |
| DPR | Department of Petroleum Resources |
| EPA | Environmental Protection Agency |
| EPIC | Engineering, procurement, installation, commissioning |
| ESD | Emergency shutdown |
| EU | European Union |
| FARSI | Functionality, availability, reliability, survivability, interdependencies |
| FEED | Front end engineering and design |
| FLNG | Floating liquefied natural gas |
| FMEA | Failure mode and effect analysis |
| FPSO | Floating production, storage, and offloading facility |
| GTI | Gas Technology Institute |
| HAZID | Hazard identification study |
| HAZOP | Hazard and operability study/analysis |
| HSE | Health and Safety Executive |
| HVAC | Heating, ventilation, and air conditioning |
| ICP | Independent and competent person (United Kingdom) |
| IGS | Inert gas system |
| ISA | Instrument Society of America |
| LNG | Liquefied Natural Gas |
| LR | Lloyd's Register |
| LTIF | Lost time incident frequency |
| MAE | Major accident event |
| MAR | Management and Administration Regulations |
| MDR | Master Document Register |
| MOC | Management of change |
| NEB | National Energy Board |
| NFPA | National Fire Protection Association |
| NHSER | Norwegian health, safety, and environmental regulations |
| NIDR | Norwegian Information Duty Regulations |
| NOPSEMA | National Offshore Petroleum Safety and Environmental Management Authority |
| NPD | Norwegian Petroleum Directorate |
| OPA | Offshore Petroleum Act |
| OPGGS(S)R | Offshore Petroleum and Greenhouse Gas Storage (Safety) Regulations 2009 |
| OSCR | Offshore Safety Case Regulations |
| OSDR | Offshore Safety Case Directive Regulator |
| OSHA | Occupational Safety and Health Administration |
| OSH | Occupational Safety and Health |
| PFEER | Prevention of fire and explosions, and emergency response |
| PFP | Passive Fire Protection |
| PPM | Process, Plant, and Machinery |
| PS | Performance Standard |
| PSA | Petroleum Safety Authority |
| PTW | Permit to work |
| QA | Quality assurance |
| QC | Quality control |
| QRA | Quantitative (or qualitative) risk assessment |
| SAWS | State administration of work safety |
| SCC | State Council of China |
| SCE | Safety critical element |
| SCR | Safety case regulations |
| SI | Statutory instrument |
| SIL | Safety integrity level |
| SIMOPS | Simultaneous operations |
| SIS | Safety instrumented system |
| SoV | Scope of Validation |
| TEMA | Tubular Exchanger Manufacturers Association |
| TEMPSC | Totally enclosed motor propelled survival craft |
| TRIR | Total recordable incident rate |
| UARB | Utilities and Review Board |
| UK | United Kingdom |
| USCG | United States Coast Guard |
2 Summary
Approaches to chemical process safety regulation differ from one country to the next. The two basic approaches are (i) those based on specific prescriptive requirements and (ii) the currently more prevalent safety case/goal setting regimes, comprising owner-defined major accidents, safety critical elements (SCEs), and performance standards (PSs). The key principle of the latter is that risks to individuals are expected to be reduced to a level known as ALARP, as low as reasonably practicable.
Even in countries where the approach is primarily prescriptive, elements of safety case methodology are gradually being introduced. Slightly different terminology is sometimes used, for example, safety program instead of safety case, and items critical to safety instead of SCEs.
This chapter describes the origins and history of the safety case approach and the basics of safety case generation. The 1988 explosion of the North Sea oil and gas platform Piper Alpha and the subsequent investigation led by Lord Cullen were the key drivers that changed global preferences from prescription to safety cases and goal setting.
Some of the typical equipment, structures, and systems used to ensure process safety are described. There are two main types. First, that for which its failure could lead to a major accident, for example, pressure vessels and primary structure, and second, that which is intended to prevent or mitigate the effects of an accident, for example, gas detection, deluge systems, and lifeboats.
The approaches used to regulate chemical process safety in eight countries—Canada, the United States, the United Kingdom, Australia, Denmark, Norway, Nigeria, and China are described. The regimes in the countries chosen show the full range in approach from primarily prescriptive (China, Nigeria) to full safety case regimes (the United Kingdom, Australia).
Several infamous chemical process industry disasters (Piper Alpha, Bhopal, Texas City, Flixborough, England, Pasadena, Texas, and ARCO, Channelview, Texas) are described, particularly from the perspective of how an effective and systematic regulatory process might have averted them. The root causes are different for the events, but in general they all included failure to comply with the principles of currently mandatory safety cases and quality management systems. Common themes included inadequate communications, inadequate attention to detail during modifications and repairs, ineffective adherence to maintenance programs, and breakdowns in permit to work (PTW) implementation.
The role of the classification societies in chemical process safety is discussed. The societies provide a completely independent overview of facilities, without the internal cost and schedule pressures experienced by owners. Some details are provided of how one of the societies (Lloyd's Register) organizes itself to manage megaprojects.
The chapter is organized as shown in Table 1.
Table 1
Summary
| Section | Content |
| One | Glossary |
| Two | Summary |
| Three | Introduction |
| Four | Overall approaches, history, and the basic process of generating a safety case. The definitions of and processes used to establish major accident hazards, safety critical elements, and performance standards are described |
| Five | Brief descriptions of some equipment, structures, and systems utilized to make personnel safe in the chemical process industry, primarily related to oil and gas production. The types of equipment can be divided into two categories—first, equipment which, if it failed or was compromised, might lead to a major accident event (MAE), and second, equipment or structures which are meant to prevent or mitigate the effects of an MAE |
| Six | Descriptions of the regulatory regimes, from top level legislation to practical requirements, utilized in Canada, the United States, the United Kingdom, Australia, Denmark, Norway, Nigeria, and China. The descriptions included do not represent an exhaustive list, and they are primarily related to the oil and gas industry. Nevertheless, the Americas, Europe, and Asia are all represented in the sample chosen. Variations of the approaches described are used in many other countries |
| Seven | Review of six historical chemical process accidents (Piper Alpha, Bhopal, Texas City, Flixborough, Pasadena, Texas, and ARCO, Texas), and descriptions of how effective, or more effective, regulation could have averted them |
| Eight | Role of classification societies in chemical process safety regulation. Brief descriptions of four prominent societies are provided: Lloyd's Register, Det Norske Veritas/Germanischer Lloyd, The American Bureau of Shipping, and Bureau Veritas. Lloyd's Register's approach to organization, project management, and quality assurance on megaprojects is described |
| Nine | Concluding remarks |
| References |
3 Introduction
Oil and gas have provided energy for human activity for centuries. Large-scale extraction from beneath the earth's surface and oceans has been undertaken for more than 80 years. Protecting property and keeping people safe while conducting this potentially dangerous work have challenged engineers for just as long.
Participation in the early days of oil and gas extraction was an extremely dangerous vocation, considered a badge of courage by some. Hollywood's portrayals included films such as “There Will Be Blood,” starring Daniel Day-Lewis, and “Hellfighters,” which starred John Wayne and was loosely based on the life of legendary oilfield fire-fighter Red Adair. Other documentaries and TV programs (e.g., “Dallas”) continued to romanticize the macho world of the oil and gas business.
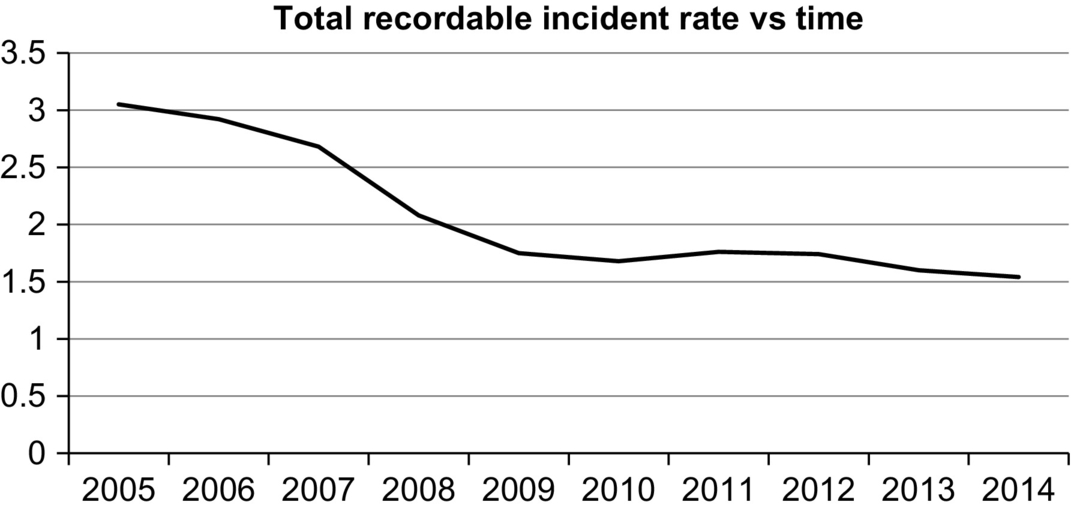
But thankfully, those “bad old days” have come to a close in most locations. Fig. 1 shows the continuing improvement in the oil and gas industry's total recordable incident rate (TRIR*) between 2005 and 2014.
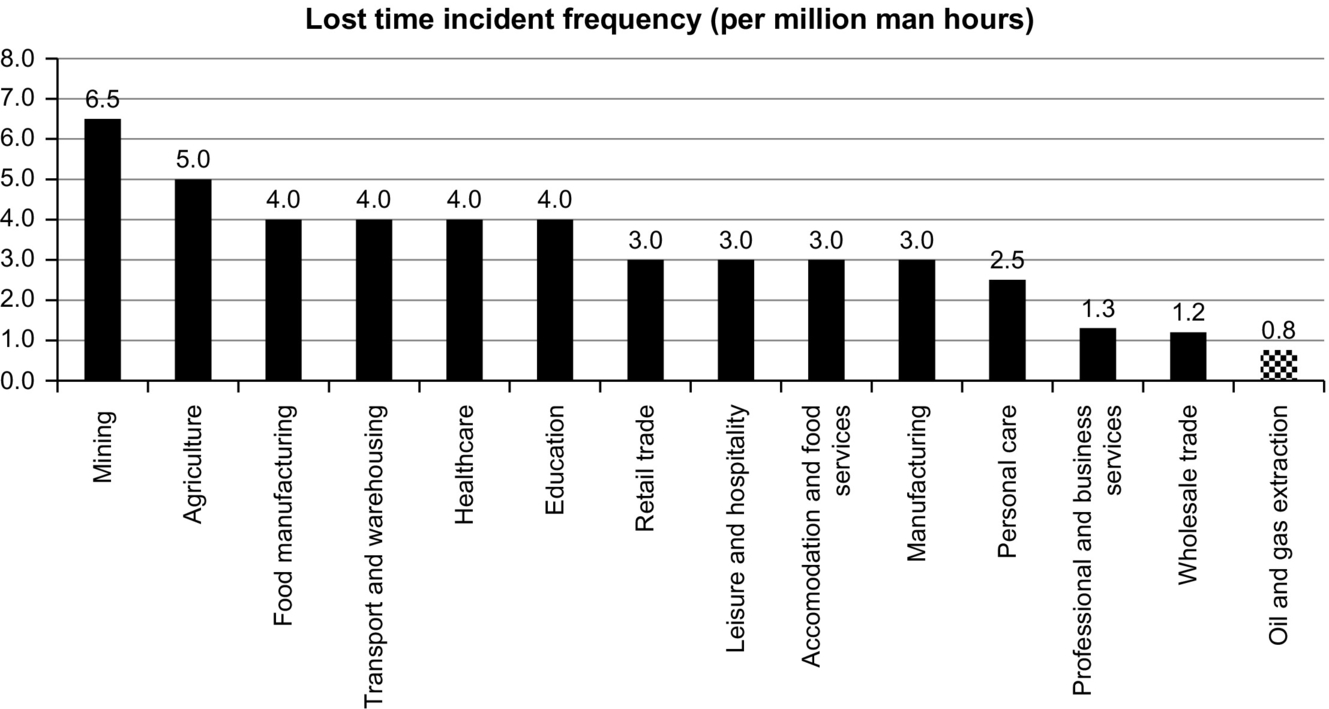
Furthermore, statistics show that by some measures, the oil and gas business is now safer than many other industries such as mining, agriculture, and even education and retail, and certainly safer than participation in many forms of leisure activity such as American football, surfing, and mountain climbing. Fig. 2 shows a comparison of lost time incident frequency (LTIF**) in several industries.
*TRIR—the number of recordable injuries (fatalities+lost work day cases+restricted work day cases+medical treatment cases) per million hours worked.
**LTIF—the number of lost time injury (fatalities+lost work cases) incidents per million hours worked.
Some would even say that the pendulum has swung too far, that health and safety measures have in some cases strangled creativity and threatened to stagnate progress. But the motives are beyond criticism. There is never a good reason to be injured or killed, but having a serious accident while trying to do one's job is no longer tolerated by workers or management in the process industry.
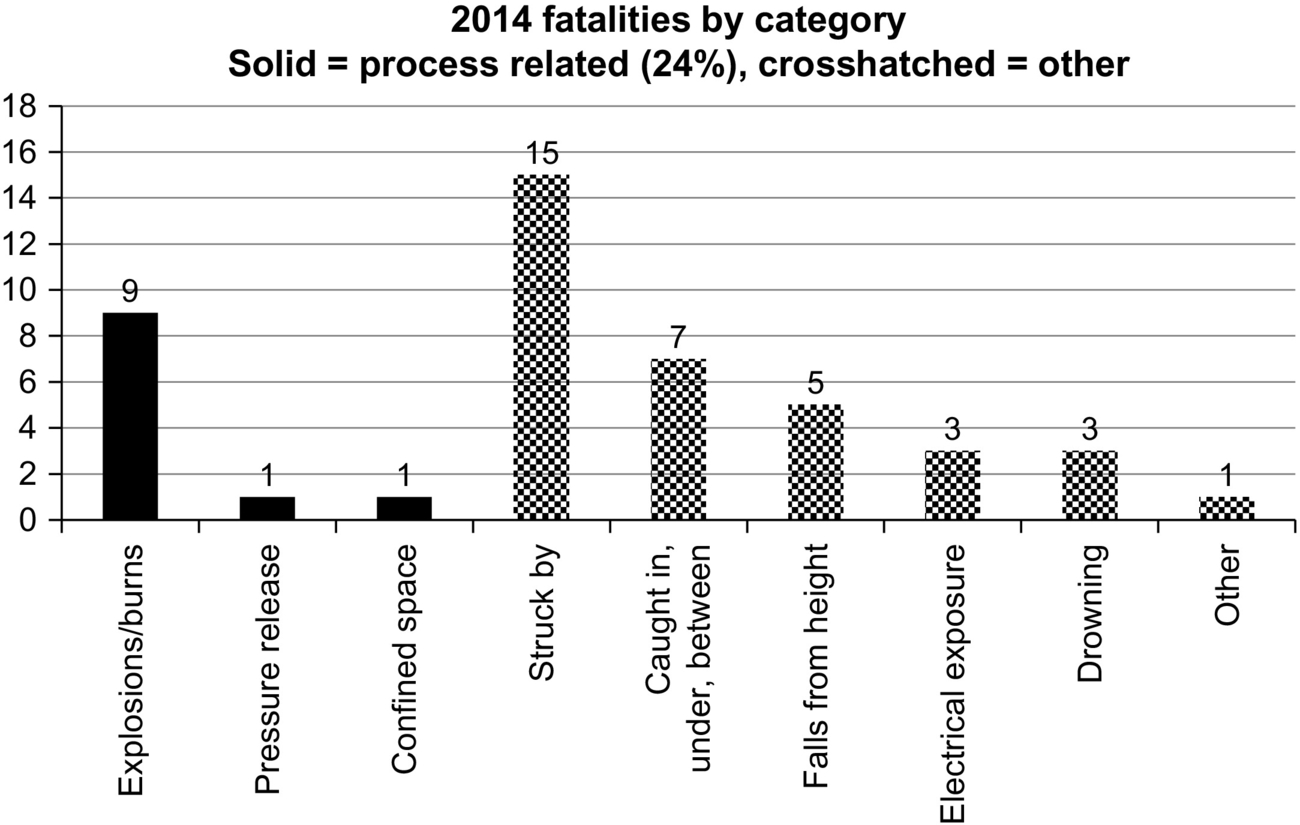
Some statistics show that about 25% of oil and gas industry fatalities are related to the production process. Fig. 3 shows that 11 of the 45 fatalities reported in 2014 by the International Association of Oil and Gas Producers were related to explosions, burns, pressure releases, or confined space entries. The remainder were related to nonprocess events such as being struck by or caught between objects, falls from height, electrocution, and drowning.
One of the positive elements used to drive this continuous improvement in chemical process industry safety has been the regulatory process, which itself has evolved significantly from the early days of strict prescriptive regulation to today's more popular approach of operator conceived, generated, and enacted safety case regimes. Lord Cullen's investigation of the 1988 Piper Alpha disaster and subsequent recommendations were the main drivers in the gradual migration of offshore oil and gas safety approaches from prescriptive regimes to the more modern safety case approaches.
The key concept in the safety case approach is that risk to individuals should be reduced to “ALARP,” as low as reasonable practicable. All stakeholders recognize that there will inevitably be things that could be done to make any facility safer—extreme examples being building causeways from distant offshore platforms to shore or replacing floating installations with artificial islands irrespective of water depth. However, budgets are not unlimited and therefore reasonable and practical expectations of personal safety and individual risk have been adopted. The ALARP principle, when applied to proposed safety improvement measures, has come to be interpreted in the industry as: a proposed change should not be implemented if its time or monetary cost is grossly disproportionate to the risk reduction actually achieved.
The types of equipment governed by the regulations can be divided into two categories. First, equipment which, if it failed or was compromised, might lead to an MAE, for example, primary structure, pressure vessels, process piping, and electrical wiring; and second, equipment or structures which are meant to prevent or mitigate the results of an existing event, for example, gas detection, temporary refuges, lifeboats, fixed and portable fire-fighting equipment, and blast walls.
Some countries (Australia and the United Kingdom) operate primarily goal setting/safety case regimes, while others (Nigeria and China) continue to use mostly prescriptive approaches. A hybrid approach is taken in countries (Canada, the United States, Norway, and Denmark) where elements of safety case approaches are introduced into existing prescriptive regulations. In general, the movement globally is toward more goal setting methods which place more responsibility on the duty holder, who is considered to be better placed to understand the specific requirements of the project and its location-specific hazards. The gradual reduction of accident frequency and general improvement in most safety statistics over time validates the direction of this philosophical movement.
A review of historical accidents is useful in helping to decide future approaches to chemical process safety, either from the regulator's or the duty holder's perspective. A rigorous and systematically implemented regulatory program could have provided the tools necessary to prevent some infamous process related disasters, such as the Piper Alpha production facility explosion and fire in the UK North Sea and well known process related disasters in Texas City, United States, and Bhopal, India. In every case more than one root cause can be identified and good arguments can be made that an effectively implemented regulatory program may have prevented the accidents. Some of the common root causes were lack of PTW systems, noncode-compliant design, improper modifications, failure to perform or improperly performed maintenance, general noncompliance with safety procedures, lack of appropriate management/supervisory sign-off of work, and inadequacies in hazard identification and mitigative measures. These elements are key components in both the goal setting/safety case and prescriptive regimes utilized in today's process industry.
Classification societies play an important role in the regulation of process safety. In some cases, the societies offer consultancy services and technical expertise directly to clients, but more often they provide an independent assessment of compliance with codes, standards, and regulations. In most cases this is mandated by law, but occasionally the verification is done as part of the duty holder's due diligences process. The societies can offer a view based solely on the technical details of the facility, unfettered by schedule and cost constraints. The process is based on (i) a review of the facility's design plans and (ii) surveys during construction, commissioning, and installation. Four prominent classification societies are: The UK-based Lloyd's Register (LR), the Norway/Germany-based DNV-GL, formed by the merger of previously Norwegian Det Norske Veritas and German Germanischer Lloyd, The French-based Bureau Veritas, and the Houston-based American Bureau of Shipping. Each society has specific strengths, and it is quite common to see more than one organization employed on megaprojects, as operators capitalize on their respective abilities.
4 Overall Approaches: Prescriptive and Safety Case Regimes
4.1 Origins of Safety Case Regimes
On July 6, 1988, the Piper Alpha platform, located in the United Kingdom sector of the North Sea, exploded and burned, resulting in the deaths of 165 of the 226 personnel on board, and £1.7 billion worth of property damage. At the time, the platform's production accounted for approximately 10% of North Sea output. The structure was almost completely destroyed within a few hours and the direct cause was a lack of containment of flammable hydrocarbon vapors.
Prior to the Piper Alpha tragedy, offshore process safety was regulated by prescriptive regimes, wherein a series of regulations specified exactly what was required to meet a country's safety expectations. This approach, still used in some countries (e.g., Nigeria and China), is unpopular with many operators due to its inflexible nature. Operators, however, do see at least one overall benefit in the approach—the perceived retention by governments of accident liability when operators comply with all the specific requirements of the prescribed regulations.
A downside of prescriptive regulation occurs when operators install equipment they consider unnecessary or inappropriate for the sole purpose of complying with regulatory requirements and obtaining a classification certificate, permit to operate, or similar. Doing so can mean missing opportunities to apply best industry practice and/or installing the latest and best safety equipment and systems.
Following the Piper Alpha disaster, a public inquiry, chaired by Lord Cullen, was initiated by the United Kingdom government. In addition to his original mandate to investigate the event's causes, Lord Cullen offered 106 recommendations to prevent reoccurrences. In view of its failure to prevent the disaster, the previous prescriptive regulatory approach was rejected in favor of a safety case regime for offshore oil and gas installations.
Lord Cullen's recommendation to adopt a safety case/goal setting regime was accepted in the United Kingdom and has gradually been utilized to different degrees and with different formats in other locations. Under these regimes, the operator is completely responsible for any and all accidents and is required to establish a safety case to ensure that the risk to personnel due to MAEs is ALARP.
The ALARP principle is a key element of the safety case approach and was based on a judgment by Lord Justice Asquith in the United Kingdom in 1949 and subsequently confirmed by the Australian high court. It is interpreted in the industry as meaning that the cost, in terms of either time or money, to further reduce an identified level of risk is disproportionate to the risk reduction potentially achieved.
The goal setting/safety case approach is popular in that it provides flexibility in how the zero accident goal is achieved, but the duty holders have realized there is nowhere to hide—by definition any accident is a failure in the safety case's suitability.
In some countries retaining primarily prescriptive regulatory approaches, for example, the United States and Canada, some form of safety case, or at least the basic elements of one, is often one of the prescriptive requirements.
4.2 Safety Case Development
The format for safety cases is similar globally, but differences in emphasis exist between countries and operators. In the United Kingdom, for example, the template requires the inclusion of the following main sections:
• Description of safety systems.
• Safety management system.
• Management of major hazards.
• Justification for continued operation (including following repairs, modifications, or unexpected events).
Examples of the steps, elements, and terminology used to develop and execute a safety case are as follows:
• Safety reviews: These consider the overall safety of an installation and usually comprise multiday workshop style meetings attended by qualified and knowledgeable safety representatives of the owner and any of its contractors familiar with the facility's safety arrangements.
• Hazard and operability studies (HAZOPs): These are formal, facilitated, documented systematic workshops intended to identify and classify the facility's hazards and their causes. They are most effective when representatives from many departments and disciplines are included.
• Hazard identification studies (HAZIDs): Similar to HAZOP studies, these are formal documented workshops intended to systematically identify all credible hazards in a facility or plant. They benefit from multidiscipline participation, including, for example, the responsible design engineer, project manager, installation manager, maintenance engineer, and several project engineers. The HAZID output is usually a list of hazards which can be used, for example, in quantitative or qualitative risk assessments (QRAs).
• Development and population of a hazard/safety risk register: This is usually the output from safety reviews, HAZOPs and HAZIDs. Experienced facilitators are often employed to ensure that sufficient rigor is applied to the process and all hazards have been evaluated.
• Quantitative/qualitative risk assessment studies (QRAs): The purpose of these activities is to assess the risk, comprised of both probability of occurrence and consequence, of each identified event.
Quantitative approaches involve calculating risk by multiplying together the assigned numerical values of probability of occurrence and consequence. The process has drawn criticism from some industry participants who questioned the accuracy and suitability of applying numbers to some risk elements, for example, the value of a human life. Conclusions based on the result of multiplying what are sometimes very small numbers together to produce an even smaller number were also considered by some to be somewhat unconvincing and difficult to accept.
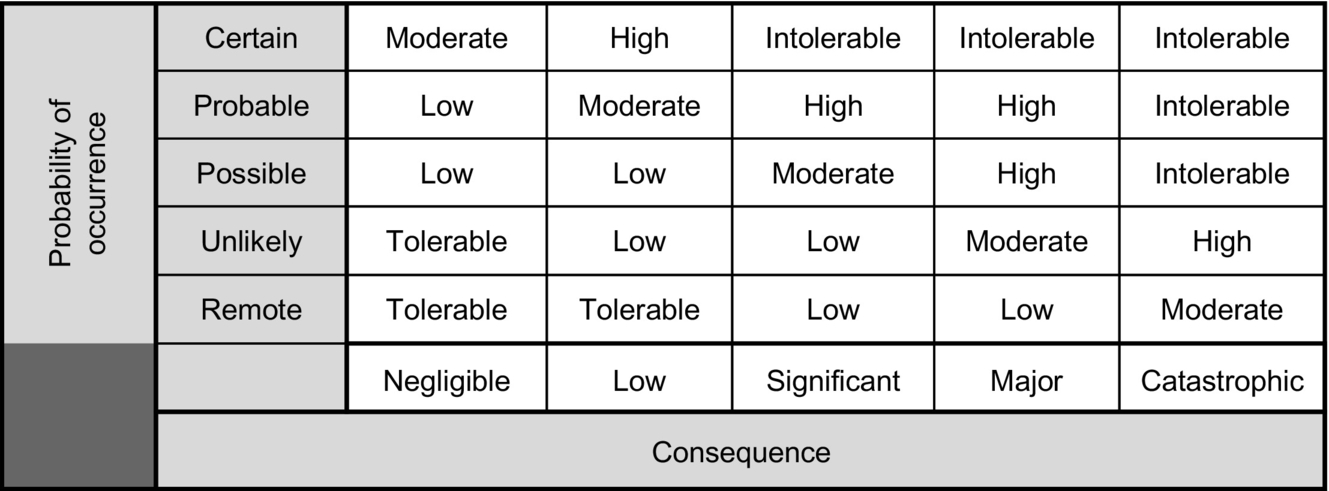
Qualitative approaches have become more popular, wherein probability of occurrence is subjectively evaluated along a range, for example, from “remote” to “certain,” and consequences are categorized from “negligible” to “catastrophic.” Plotting both results along orthogonal axes then leads to an overall risk assessment, with conclusions potentially including actions such as “tolerate,” “monitor controls,” and “stop all production until corrective action is effectively implemented.” An example of this system is shown in Fig. 4.
• Generation of a list of potential MAEs: These are project specific and can include natural events. Most often they are defined as an event having the potential to cause multiple fatalities. In some cases, however, the definition is expanded to include, for example, environmental damage, asset damage, and even corporate reputational damage. It is noteworthy that in many cases events having the potential to result in only a single fatality are excluded from safety case analyses. These would then include the events which, statistically, produce the most offshore injuries and fatalities—slips, trips, and falls.
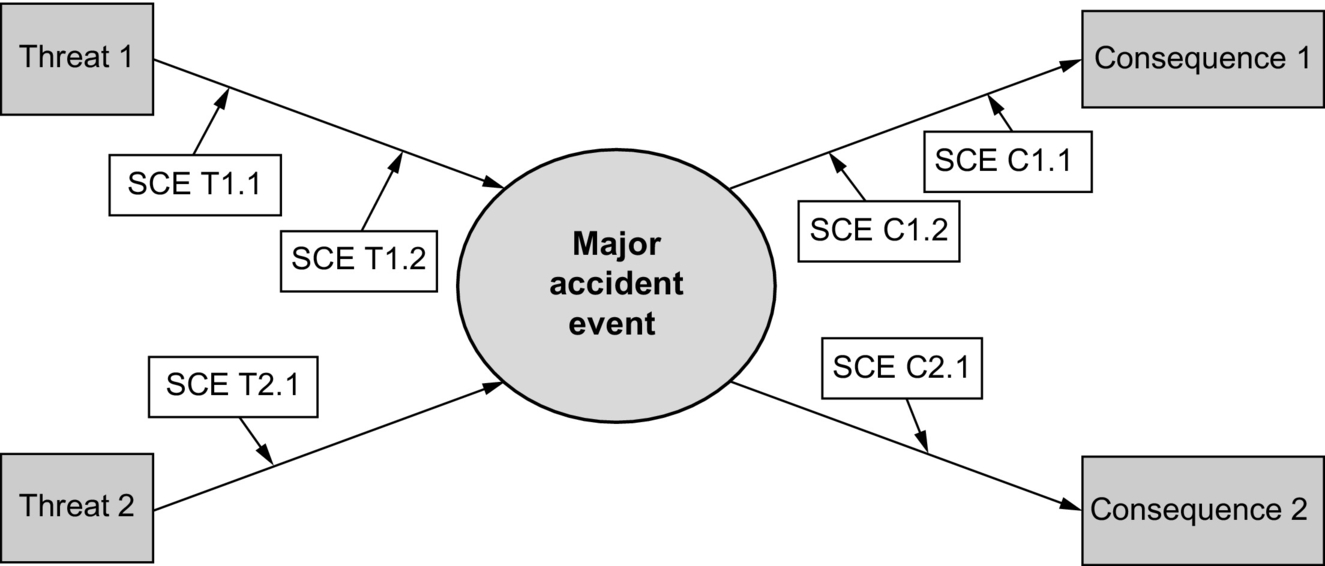
• “Bow-tie” analysis and workshop: The title originates from the shape of a pictorial description of the work (see Fig. 5): The MAE is at the center of the “tie,” with threats and consequences forming the opposite sides. The SCE form barriers on either side of the MAE, with those on the threat side representing steps taken to ensure that the threats do not cause a MAE, and those on the consequence side representing the effective performance of SCEs meant to mitigate the effects of MAEs.
One of the outputs of the bow-tie analysis is a list of SCEs. There are two types:
• Structure, plant, equipment, system, or other elements, the failure of which could lead to a MAE. Examples would be pressure vessels, main structure, process piping, and electrical cabling.
• Equipment or systems whose purpose is to prevent or limit the consequences of a MAE. Examples of this type of SCE would be gas detection equipment, deluge systems, fire pumps, life boats, and temporary refuges.
Care needs to be taken to include both types of SCEs in safety case discussions and considerations, and not only the second type, which are traditionally considered to comprise a project's safety equipment.
• Establishment of PSs, which, if complied with, ensure SCE effectiveness: Each SCE has an associated specific PS or series of PSs. In theory, if the PS is complied with, the SCE is effective in doing its part to prevent the occurrence or mitigate the effects of a MAE. Examples of PSs might be:
– Firewater pumps to provide a given flow rate.
– Main structure to withstand the effects of a hurricane of a given strength for a given time period.
– Temporary refuge to provide safe cover for personnel for a given time period following the most intense credible identified fire or explosion.
– Cables supplying power to emergency equipment to remain operational for a given time period following initiation of the most intense identified fire.
– Hull structure to meet all requirements of a recognized classification society's applicable rules.
• PS requirements are of five types: functionality, availability, reliability, survivability, and interdependencies, often referred to by the acronym “FARSI.” These terms are defined as follows:
– Functionality: The specific functions required to be performed by the SCE—for example, hydrocarbon carrying piping should withstand, without loss of containment, all static and dynamic loads applied by internal fluid motion and external supports.
– Availability: The ability of the SCE to perform its function under the specific expected conditions—for example, systems should not be adversely affected by electromagnetic interference generated by other proximate equipment.
– Reliability: The probability that the equipment will operate without failure under the expected conditions. In some cases, the probability is defined in project-specific programs such as QRA or a defined safety integrity level (SIL). In others, the probability of failure is defined in external codes and standards.
– Survivability: The ability of the SCE to operate for as long as is required following an event—for example, a temporary refuge is required to provide protection for occupants for as long as is required to safely evacuate all persons on board under the most extreme fire and/or explosion event. Similarly, passive fire protection (PFP) would be required to prevent any collapse of the structure which would jeopardize evacuation for as long as it would take to safely evacuate all personnel under the most extreme fire and/or explosion event.
– Interdependencies: Any other systems upon which an SCE depends to perform properly—for example, process emergency shutdown (ESD) valves require that the cabling carrying signals to them operate properly under the expected conditions, and that the control logic governing their use has been correctly developed and coded within the ESD system. Additionally, an ESD system typically requires interfaces with other SCE systems such as ignition prevention, fire and gas detection and signaling, and emergency power.
• It is usually a regulatory requirement that compliance with the PSs is verified. This needs to be done by the builders and operators as a normal part of project due diligence. There is also usually a regulatory requirement to have an independent third party assess the arrangements and confirm PS compliance. This role is usually performed by one of the classification societies.
5 Some SCEs Related to Process Safety
There are two types of SCE:
• Those, which are not traditionally considered to be “safety equipment,” for which their failure could lead to a MAE.
• Those, which are more frequently considered to comprise a facility's safety equipment, whose function is to either prevent or mitigate the effects of an MAE.
Following are some examples of SCEs related to process equipment. The below is not an exhaustive list.
5.1 SCEs, the Failure of Which Could Lead to a MAE
• Main structure supporting process equipment: The structures (e.g., beams supporting decks, decks themselves, and pipe supports) supporting process equipment need to be sufficiently robust to allow the equipment to operate under normal operating conditions. Failure to do so could lead to, for example, piping or pressure vessel failure, subsequent release of hydrocarbon, and, upon ignition, an explosion or fire resulting in multiple fatalities and/or other serious events.
• Pressure vessels, heat exchangers, fired heaters: This equipment needs to be designed and constructed properly, thereby preventing either sudden catastrophic explosive failures or process leaks. The former would likely lead to serious fires and/or explosions, the latter, in combination with a source of ignition, could likewise lead to serious explosions and/or fires.
• Storage tanks: Leaks in storage tanks, in combination with a source of ignition, can quickly lead to serious fires and explosions. If under pressure, undetected fabrication or design flaws in tanks can lead to more sudden explosions.
• Piping systems: Failures in piping systems, whether induced by design or fabrication flaws, can lead to MAEs either through sudden explosions or the production of standing hydrocarbons, which provide a fuel source for fires/explosions. Pipe supporting arrangements are critical in the prevention of piping systems induced MAEs. For floating offshore installations, forces induced by the movement of the carried fluids combined with those related to vessel movement all need to be considered in pipe support design and installation.
5.2 SCEs Expected to Prevent or Mitigate the Effects of a MAE
5.2.1 SCEs Expected to Prevent the Occurrence of a MAE
• Hazardous area ventilation: The purpose is to prevent the formation of hazardous flammable gas mixtures in hazardous areas such as paint stores, battery storage rooms, and areas around process equipment with some likelihood of the presence of leaked gaseous hydrocarbons. Equipment used to ensure effective hazardous area ventilation management include, for example, heating, ventilation, and air conditioning (HVAC) dampers, fire dampers, and forced draft ventilation.
• Inert gas system: The system provides an inert gas (e.g., nitrogen) blanket in tanks in order to displace oxygen and prevent the development of a flammable atmosphere, which could enable a fire or explosion.
• Relief system: Comprised of, for example, pressure relief valves and/or rupture disks on individual process lines and/or vessels. The purpose is to ensure that line pressures do not build-up to the point where an explosion could occur.
• ESD system: The system is designed to shut down appropriate process equipment upon detection of abnormal situations within the system—for example, high pressure, temperature, or level within individual vessels, or detection of smoke, fire, or gas anywhere on the installation. The shutdown philosophy forms the basis for verifiable cause and effects charts. Systems usually include manual hand switches allowing operator intervention in the event of emergencies.
• Fire and gas detection: These systems use various methods to detect the presence of, for example, flames, heat, smoke, or flammable gas mixtures. Manual call points are also frequently part of the system. Outputs from the system, depending on the situation, can be alarms or shutdown signals to the appropriate process equipment.
• Flame retardant and fire resistant cabling: Specific types of cables are specified dependent on their use. For example, different requirements would apply for cables supplying safety-related equipment such as fire and gas detectors than for cabling supplying nonsafety critical equipment such as entertainment appliances.
5.2.2 SCEs Designed to Mitigate the Effects of a MAE
• Main structure: As stated earlier, this is also an SCE of the first type. The main structure also needs to maintain sufficient structural integrity during and after an MAE for long enough to allow all personnel to evacuate safely. In this way, it mitigates the effects of an MAE that has already happened.
• Flare and vent system: Flare towers on offshore facilities can be greater than 150 m in height. Their purpose is to allow the safe removal of hydrocarbon inventory, thereby eliminating a fire's fuel source and minimizing damage to equipment and danger to personnel.
• Deluge and water monitor systems: These systems include pipework, control instrumentation, and fixed and oscillating monitors. Their purpose is to prevent escalation of fires by supplying cooling water to ignited hydrocarbons when called upon either automatically or manually.
• Structural fire and explosion protection: This usually refers to bulkheads, structural decks, doors, etc. The structural items are designed to contain explosions and/or limit the spread of fires for defined periods. Their ability to maintain integrity is usually proved and documented by type approval tests. These tests are performed remotely and subject test structures of the same design and construction as provided on the facility to fires having defined intensities and periods.
• Temporary refuge: This is meant to provide an initial safe haven for personnel for sufficient time to allow their safe evacuation from the facility to be planned and executed.
• Passive fire protection (PFP): Although it can take several forms, PFP is usually a sprayed on coating which limits or delays the effects of fire on the structure, piping, or vessels on which it is applied. The extent and thickness of PFP application is determined by the overall safety philosophies of the installation/plant. The overriding philosophy is that PFP should prevent failure of, for example, structures, piping, or pressure vessels for sufficient time to allow personnel to be safely evacuated.
• Water mist systems: These are usually used to extinguish fires in equipment rooms such as diesel generator rooms, etc. The equipment usually includes pipework, pumps, water supply tanks, and control equipment. The purpose of the system is to prevent the escalation of fires in the protected area.
• Fixed foam systems: These are usually utilized at helicopter landing facilities and can be initiated either manually or automatically. The systems extinguish or limit the effects of hydrocarbon fuel fires, essentially by cutting off the supply of oxygen to the fire. Components include pipework, pumps, instrumentation, storage tanks, and fixed and oscillating monitors.
• Process and ESD valves: The purpose of these valves is to isolate the process or riser inventory feed and thereby limit the time that fuel is provided to an existing fire. The equipment is usually operated pneumatically or hydraulically, upon an either automatically or manually initiated instrument signal.
• Lifeboats and life rafts: These are the ultimate means of personnel protection when the decision has been made to evacuate an offshore platform. Modern lifeboats are usually of the totally enclosed motor propelled survival craft (TEMPSC) type, need to be available for all persons on board, and usually rely only on gravity for deployment. Life rafts are deployed at strategic locations on offshore facilities, both to comply with statutory requirements and provide alternatives to personnel not able to get to the primary evacuation location for any reason.
• Emergency power: A dedicated generator is designed and installed to start automatically and provide power to essential and emergency services in the event that main power is lost. Special arrangements are made to protect the space enclosing the emergency generator from the most intense identified fire and explosion events.
6 Some Examples of Regulatory Regimes
6.1 Overview
The process whereby chemical process safety is regulated varies from country to country. Some, for example, Nigeria and China, operate primarily prescriptive regimes, wherein detailed safety requirements are specified in regulations. Others, for example, the United Kingdom and Australia, regulate process safety within safety case regimes. For the latter, the operator generates and is responsible for all aspects of a safety case, wherein a series of SCEs and PSs are defined. Theoretically, if the PSs are complied with, a level of safety ALARP is achievable. Other countries, for example, Canada, the United States, Norway, and Denmark, operate hybrid regimes wherein many of the elements present in safety cases are embedded within prescriptive regulations.
Key elements and philosophies of the regimes in Canada, the United States, the United Kingdom, Australia, Denmark, Norway, Nigeria, and China are described in this section. Because of differences in the various regimes’ structures and the style of information available in the literature describing each, the descriptions are not completely consistent in their presentation. Emphasis has been placed on any distinctive aspects of the countries’ contributions to process safety regulation, for example, the UK's influence on all the other regimes resulting from its formal adoption of a safety case approach, and Australia's definition of Validation as an activity to be kept separate and distinct from all other aspects of facility regulation.
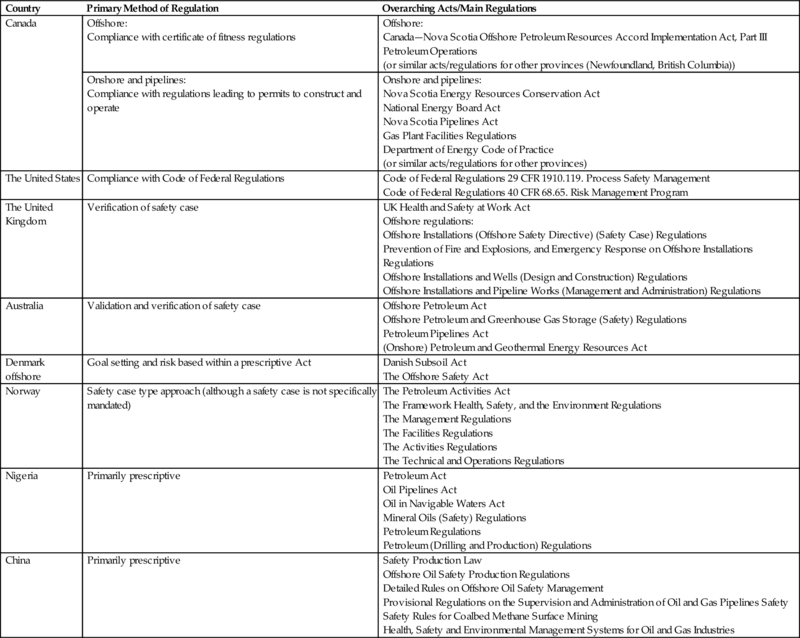
Table 2 summarizes each country's primary methods of regulation and their overarching acts and main regulations.
Table 2
Country Summary
| Country | Primary Method of Regulation | Overarching Acts/Main Regulations |
| Canada | Offshore: Compliance with certificate of fitness regulations | Offshore: Canada—Nova Scotia Offshore Petroleum Resources Accord Implementation Act, Part III Petroleum Operations (or similar acts/regulations for other provinces (Newfoundland, British Columbia)) |
| Onshore and pipelines: Compliance with regulations leading to permits to construct and operate | Onshore and pipelines: Nova Scotia Energy Resources Conservation Act National Energy Board Act Nova Scotia Pipelines Act Gas Plant Facilities Regulations Department of Energy Code of Practice (or similar acts/regulations for other provinces) | |
| The United States | Compliance with Code of Federal Regulations | Code of Federal Regulations 29 CFR 1910.119. Process Safety Management Code of Federal Regulations 40 CFR 68.65. Risk Management Program |
| The United Kingdom | Verification of safety case | UK Health and Safety at Work Act Offshore regulations: Offshore Installations (Offshore Safety Directive) (Safety Case) Regulations Prevention of Fire and Explosions, and Emergency Response on Offshore Installations Regulations Offshore Installations and Wells (Design and Construction) Regulations Offshore Installations and Pipeline Works (Management and Administration) Regulations |
| Australia | Validation and verification of safety case | Offshore Petroleum Act Offshore Petroleum and Greenhouse Gas Storage (Safety) Regulations Petroleum Pipelines Act (Onshore) Petroleum and Geothermal Energy Resources Act |
| Denmark offshore | Goal setting and risk based within a prescriptive Act | Danish Subsoil Act The Offshore Safety Act |
| Norway | Safety case type approach (although a safety case is not specifically mandated) | The Petroleum Activities Act The Framework Health, Safety, and the Environment Regulations The Management Regulations The Facilities Regulations The Activities Regulations The Technical and Operations Regulations |
| Nigeria | Primarily prescriptive | Petroleum Act Oil Pipelines Act Oil in Navigable Waters Act Mineral Oils (Safety) Regulations Petroleum Regulations Petroleum (Drilling and Production) Regulations |
| China | Primarily prescriptive | Safety Production Law Offshore Oil Safety Production Regulations Detailed Rules on Offshore Oil Safety Management Provisional Regulations on the Supervision and Administration of Oil and Gas Pipelines Safety Safety Rules for Coalbed Methane Surface Mining Health, Safety and Environmental Management Systems for Oil and Gas Industries |
6.2 Canada: Offshore—Certificate of Fitness; Onshore—Permits to Construct and Operate
6.2.1 Offshore Certificate of Fitness Regime
Canada has operated joint federal—provincial Certificate of Fitness (CoF)-based safety regimes for its offshore oil and gas industry since its beginnings with the Cohasset Panuke project, near Sable Island, southeast of Nova Scotia, in 1991. Since then, other projects, including Newfoundland's Hibernia, Terra Nova, White Rose, and Hebron, and Nova Scotia's Sable and Deep Panuke, have been regulated under the same regime, using a CoF approach. The regulatory agencies and governing regulations for offshore facilities are different than those for pipelines, as described later. Platforms and floating installations are overseen by the Canada—Nova Scotia (and Newfoundland) Offshore Petroleum Boards (CNSOPB, CNLOPB), pipelines by a combination of the foregoing and the National Energy Board (NEB).
The overarching legal instrument governing offshore activity in Nova Scotia is the Canada—Nova Scotia Offshore Petroleum Resources Accord Implementation Act, Part III, Petroleum Operations (Croston, 2016). Similar legislation governs offshore activity in other provinces. Under this act, the Governor in Council is authorized, for the purposes of safety and the protection of the environment, to make various regulations covering, for example:
• The production, processing, and transportation of petroleum.
• The management and control of petroleum production.
• The removal of petroleum from the offshore area.
• The design, construction, operation, and abandonment of pipelines within the offshore area.
The primary regulation governing nonpipeline offshore activity is the overarching “Certificate of Fitness Regulations,” which, in turn, references specific clauses from the next tier of regulations, including:
• Occupational safety and health regulations.
• Production and conservation regulations.
These regulations reference specific codes and standards related to chemical process safety, which are required to be complied with. Such compliance is expected to minimize the likelihood of process related accidents.
While the regime is primarily prescriptive, goal-oriented approaches are being introduced. There are specific requirements for the operator to generate and comply with a concept safety analysis, a safety plan, and to set safety target levels such as the risk to life. Unlike the systems utilized in the United Kingdom and Australia, however, these and other goal setting requirements do not comprise the regime's overarching philosophy. Some specific prescriptive requirements similar to safety case elements are as follows:
• The concept safety analysis is required to encompass all phases of the facility's life, including design, construction, installation, commissioning, operation, and abandonment.
• A determination of probability of occurrence and consequences are required for each potential accident.
• Provision for the safe evacuation of all personnel from the production installation is required.
The future direction of the regime's philosophy can be anticipated by the 2009 publishing of Safety Plan Guidelines, which include concepts similar to those required in the United Kingdom safety cases, stating, for example, that:
• “While the concept ‘as low as reasonably practicable’ (ALARP) is not discussed in the regulations, this will be a factor when considering a safety plan under the regulations.”
• “Industry may demonstrate incorporation of ALARP into their risk reduction and associated mitigating measures through a number of means, including by a combination of qualitative analysis, quantitative analysis, and good industry practice.”
• “The safety plan is to include a listing of all structures, facilities, equipment, and systems critical to safety (analogous to SCEs).”
• “The methodology used to develop the list of safety critical items should include links to the overall risk assessment, design processes, and ALARP studies.”
The operator is required to obtain a permit to operate prior to commencing production, and a CoF is a prerequisite for obtaining this. The petroleum boards rely on classification societies, acting as Certifying Authorities (CAs), to perform sufficient design appraisal and construction surveillance to confirm to the boards that the requirements of the CoF regulations have been complied with.
After production has commenced, the ongoing validity of the CoF is confirmed by the CA via a series of periodical surveys, the frequency of which is determined by the complexity of the installation. The most common frequency is annual, but for larger and more complicated installations, semiannual or quarterly visits are made.
6.2.2 Pipelines
In addition to CNSOPB/CNLOPB oversight for offshore pipelines, all pipelines are subject to regulation by the NEB. The primary regulatory documents are the NEB Act and the Canadian Onshore Pipeline Regulations. The regulations set down prescriptive requirements related to other Canadian national standards, and in some high risk cases (e.g., as defined by Canadian standard Z662, or within 500 m of a railway or paved road) also require submission of a documented risk assessment.
The regulations also specify the submission of several manuals and programs which are very similar to those required by safety case regimes—for example:
• Maintenance safety manual.
• Emergency procedures manual.
• A training program including safety regulations, procedures, and working practices.
• Safety program.
6.2.3 Onshore Facilities: Permits to Construct and Licenses to Operate
6.2.3.1 Introduction and Organizations Offering Applicable Codes and Standards
Onshore facilities in Nova Scotia, including liquefied natural gas (LNG) plants, are subject to the requirements of the Nova Scotia Energy Resources Conservation Act, which in turn references the Pipeline Act (Act) (Province of Nova Scotia, 2000), the Gas Plant Facilities Regulations (Regulations) (Province of Nova Scotia, 2013), and the Nova Scotia Department of Energy Code of Practice for Liquefied Natural Gas (Code of Practice) (Nova Scotia Department of Energy, 2005). These regulations, enforced in Nova Scotia by the Nova Scotia Utilities and Review Board (UARB), require the operator to obtain a permit to construct prior to construction commencement and a license to operate prior to startup. The Code of Practice includes references to various organizations’ codes and standards applicable to chemical process safety, as follows.
• American Gas Association for purging procedures.
• American Petroleum Institute for construction of low pressure storage tanks and associated relief devices.
• American Society of Mechanical Engineers for design of piping and pressure vessels and associated relief devices.
• Canadian Gas Association for cryogenic liquid standards.
• Canadian General Standards Board for piping systems and qualification of personnel conducting nondestructive examination.
• Canadian Standards Association for LNG facilities and equipment.
• Gas Technology Institute for information on modeling of LNG releases.
• Instrument Society of America for design of safety instrumented systems (SISs).
• National Fire Protection Association for fire protection systems.
• Tubular Exchanger Manufacturers Association for design of heat exchangers.
Requirements also include the submission and approval of the proposed facility's quality assurance (QA) plans and policies, and procedures for design, material control, construction, and operation.
6.2.3.2 Prescribed Safety Case Requirements
Many of the main elements of a safety case are required prescriptive elements for issuance of a license to operate, including the following:
• Hazard Operability (HAZOP) Report: Describing the hazard identification activity performed during detailed engineering design, including a list of any changes made after the HAZOP and a copy of the action plan showing the resolution of all action items.
• Emergency Response Plan: Developed in conjunction with the facility security assessment.
• Prestartup Safety Review Report: Summarizing the review and documentation of the identification and subsequent resolution of any action items.
• Operational Phase Process Safety Management (PSM) System procedures: A complete set of PSM procedures to be followed during operation; specifically the remaining procedures not already developed during design and construction, including:
– Prestartup safety review following any changes.
– Process hazard analysis—revalidation of the HAZOP.
– Incident investigation.
– Emergency planning and response.
6.2.3.3 Some Example Process Safety Equipment Requirements
The Code of Practice includes specific requirements for many process safety equipment items, for example:
• Building ventilation: Air intakes to be provided with gas detectors which shutdown air handling units and inhibit startup in the event of gas detection, in order to prevent the introduction of toxic or flammable gas. Control room HVAC system to be designed to cater for the maximum possible thermal radiation flux.
• Relief devices: Sizing to be based on fire exposure, process upsets, thermal expansion, sudden change in barometric pressure, thermal expansion, control malfunction, improper valve position, mechanical failure, and loss of utilities.
• Boil off recovery system: To be installed to collect LNG boil off. Vapors to be safely disposed of through reliquefaction, used as fuel, returned to storage tanks or marine tankers, recompression to a gas pipeline network, or as a last resort, flared or released to atmosphere.
• Flare and venting system: Sized for the maximum expected accidental gas flow.
• Check valves: To be installed downstream of block valves in the direction of flow. In this manner, any LNG trapped between the check valve and block valve will be relieved on expansion into the downstream piping.
• ESD valves: Closure time to be adjusted to ensure closing does not result in pressure surges that could cause piping or pipe support failure. ESD valves to meet the following criteria:
– Valves that may be operated for process control by the basic process control system (BPCS) shall only be operated for emergency reasons by the SIS.
– Valves shall fail in a safe position as identified in the HAZOP.
– Valves which are used also to isolate inventories of flammable materials shall be designed as fire safe.
• Emergency power: Designed to ensure, in case of main power supply failure, continued availability of all vital safety functions.
• Safety instrumented system (SIS): Designed to protect equipment and personnel from process upsets and emergency conditions. Required to automatically detect unsafe conditions and activate automatically or manually the appropriate equipment, unit, process, or ESD. Main functions to include:
– Activate automatically the appropriate shutdown system and protection equipment.
– Inform the operator of an incident.
– Inform the BPCS of SIS activation.
– Monitor and control the protection equipment (e.g., fixed fire protection systems).
– Monitor and control protection system auxiliaries (e.g., fire pumps, foam agent pumps, and fire water system valves).
6.2.3.4 Approval Process and Classification Societies
The onshore approval process includes the direct engagement by the UARB of a classification society to act as a CA. The essential scope is to certify that the applicable requirements of the regulations have been complied with during the design, construction, operation, and abandonment phases of the facility's life cycle. The CA scope of work can include the following:
• A review of QA plans, policies, and procedures prepared by project proponents, in order to confirm that they reflect the applicable standards referenced in the Regulations.
• A review of, and provision of advice to the UARB regarding, applications made by project proponents for permits to construct. The advice can include recommendations regarding terms and conditions which should be attached to the permit.
• Prior to issuance of the UARB's permit to construct, certification that the LNG plant has been designed in accordance with the applicable provisions of the Regulations, including all applicable codes and standards.
• A review of the QA and quality control (QC) programs and procedures of major equipment fabrication, to ensure they reflect all applicable standards referred to in the Regulations. The CA attends at the manufacturing plants for such time at it considers necessary in order to meet the requirements of this section.
• Provision of a report to the UARB describing the work performed and certifying that the fabricated equipment fully meets the requirements of the Act, Regulations, and all applicable codes and standards.
• Monitoring, on both a scheduled and random audit basis, of all plant construction activities including the implementation of field testing programs, and communication of any concerns to the UARB.
• A review of, and provision of advice to the UARB regarding, applications made by project proponents for licenses to operate. The advice can include recommendations regarding terms and conditions which should be attached to the permit.
• Prior to issuance of the UARB's license to operate, certification that the LNG plant has been constructed in accordance with the applicable provisions of the Regulations, including all applicable codes and standards.
• Provision of requested advice, assistance, reports, certifications, or other related work required in relation to abandonment of facilities, including support for any permits or licenses which the UARB may need to issue.
6.3 The United States: Code of Federal Regulations
Crowl and Louvar (2002) describe the United States government process for generating and enacting laws and regulations, as summarized below.
6.3.1 Establishment of Laws
The United States laws are put in force using the following process:
1. A member of congress proposes a bill, which is a document that, if approved, becomes a law, or act.
2. If both houses of congress approve the bill, it is sent to the president, who has approval or veto rights. If approved, it becomes a law.
3. The complete text of the law is published in the US Code (USC), which is the official record of all federal laws.
6.3.2 Establishment of Regulations
Laws do not specify detailed requirements to be complied with. These are provided in regulations, which are generated by organizations so authorized by congress, for example:
• Environmental Protection Agency (EPA).
• Occupational Safety and Health Administration (OSHA).
• Bureau of Ocean Energy Management (BOEM).
• Bureau of Safety and Environmental Enforcement (BSEE).
The process for generating regulations is as follows:
1. The authorized organization or agency decides when a regulation is needed and then researches, develops, and proposes the regulation document. The proposal is listed in the federal register for public evaluation and comment. The comments are used to finalize the regulation.
2. After a regulation is finalized, it is posted to the federal register as a final rule, and it is simultaneously codified by publishing it in the Code of Federal Regulations (CFR).
Many acts and regulations are in force related to chemical process safety. The number of federal laws related to process safety has increased from less than 10 in 1950 to more than 50 today. Two of the more prominent and widely used regulations, both of which were generated in response to the Bhopal chemical accident in 1985, are:
• 29 CFR 1910.119—Process Safety Management.
• 40 CFR 68.65—Risk Management Program.
Some details of these two important chemical process safety documents are offered below.
6.3.3 Content of the PSM Regulations
The PSM regulation, formally titled “Process Safety Management of Highly Hazardous Chemicals,” is comprised of the following 14 sections:
2. Process safety information.
3. Process hazard analysis.
4. Operating procedures.
5. Training.
6. Contractors.
7. Prestartup safety review.
8. Mechanical integrity.
9. Hot work permits.
10. Management of change (MOC).
11. Incident investigation.
12. Emergency planning and response.
13. Audits.
14. Trade secrets.
Details of each section are included in Crowl and Louvar (2002). This regulation is primarily designed to protect personnel inside a process plant. It is noteworthy that within this primarily prescriptive document, many of the elements required by a safety case are specified (process safety information, process hazard analysis, prestartup safety review, incident investigation, emergency planning and response).
There is also significant consistency between the requirements prescribed within many of the regulation's sections and those of most safety cases utilized globally, for example:
• The process hazard analysis is required to be performed by experts, including duly qualified engineers and industrial hygienists. For complex processes, a HAZOP is required, and for less complicated processes, “what if” scenarios, fault trees and failure mode and effects analyses (FMEAs) are utilized.
• The prestartup review is conducted before restarting a facility following modifications or repairs. Elements of the review include design appraisal, confirmation that appropriate safety and emergency procedures are in place, and that suitable training has been conducted.
• A MOC process is required to be developed and effectively implemented. Changes need to be evaluated, particularly with respect to safety, prior to their implementation. Employee training and a prestartup review are both postchange requirements.
6.3.4 Content of the Risk Management Plan
Protection of citizens outside a process plant is provided by the risk management plan. Its primary elements, detailed in Crowl and Louvar (2002), are as follows:
2. Prevention program.
3. Emergency response program.
4. Site-based documentation maintained on site, submitted to federal, state, and local authorities, and shared with the local community.
Again, elements of safety case content are present in these prescriptive requirements (hazard assessment, emergency response program). Some noteworthy comments are as follows:
• Both worst case and more likely scenarios are required to be assessed in the hazard assessment. The use of risk matrices is encouraged in the analysis.
• The prevention program includes many of the same elements as the Process Safety Management Regulations, for example, a prestartup review, MOC process, emergency response, and safety audits.
• The emergency response program includes the requirement to notify local authorities and agencies in the event of an accident. This is similar to notifications processes required by both prescriptive and safety case-based regimes in other countries.
6.3.5 US Offshore Regulation
The US offshore oil and gas industry is overseen by the BSEE. The regime can be generally classified as prescriptive, requiring the issuance of United States Coast Guard (USCG) certificates of compliance and inspection. A classification certificate issued by a recognized classification society can be accepted as partial input to the USCG certificate of compliance.
6.4 The United Kingdom: Safety Case/Verification Regime
6.4.1 The United Kingdom: Health and Safety at Work Act
Under the United Kingdom (UK) legislative process, an Act of Parliament is a law, enforced in all applicable areas of the UK. The Act is approved by a majority in the UK Parliamentary House of Commons and House of Lords, the two separate houses of the UK Parliamentary system, and formally agreed by the UK monarch.
The Health and Safety at Work Act (Act) is the top level UK health and safety legislation (Russell, 2016). This Act places a duty on all employers to ensure, as far as is reasonably practicable, the health, safety and welfare at work of their employees.
6.4.2 Piper Alpha and the Cullen Enquiry
Following the 1988 Piper Alpha disaster, Lord Cullen's UK government-initiated enquiry (described in more detail earlier) rejected prescriptive regulation in favor of a safety case regime for offshore oil and gas installations. This was implemented into legislation in 1992 through the Offshore Installations (Safety Case) Regulations, Statutory Instrument (SI 1992/2885).
The Safety Case Regulations require that specific safety cases and associated safety requirements be defined and established by the duty holder for each offshore oil and gas installation. The safety case has to be accepted by the UK Health and Safety Executive (HSE).
6.4.3 Supporting Regulations
Lord Cullen recommended that the offshore safety case regime should not rely solely on the facility-specific safety cases, and that the Safety Case Regulations should be complemented by other regulations dealing with specific features of offshore safety. This led to the following three additional sets of offshore-specific regulations:
• Prevention of Fire and Explosions, and Emergency Response on Offshore Installations Regulations (PFEER).
• Offshore Installations and Wells (Design and Construction) Regulations (DCR).
• Offshore Installations and Pipeline Works (Management and Administration) Regulations (MAR).
The UK HSE then used the combined requirements of the Offshore Installations (Safety Case) Regulations, PFEER, DCR, and MAR, under the overall UK Health and Safety at Work Act requirements for all employers, “to ensure, so far as is reasonably practicable, the health, safety and welfare at work,” of all UK employees.
6.4.4 Subsequent Amendments
In 2005 the Offshore Installations (Safety Case) (OSCR) Statutory Instruments were finalized, and came into force on April 6, 2006. They replaced and revoked the previous 1992 Regulations along with certain transitional arrangements.
In 2015 the Offshore Installations (Offshore Safety Directive) (Safety Case) Regulations (SCR 2015), Statutory Instruments were finalized and came into force on July 19, 2015. They apply to oil and gas operations in the territorial sea adjacent to Great Britain and any designated area within the UK continental shelf. They replaced the 2005 Offshore Installations (Safety Case) Regulations (SCR 2005) in these waters, subject to certain transitional arrangements.
A change under the 2015 Safety Case Regulations requires that safety cases be submitted for assessment to the competent authority, the Offshore Safety Case Directive Regulator (OSDR).
The 2015 Safety Case Regulations incorporate additional safety-related requirements of certain European Union (EU) Directives together with a requirement to ensure improved incident response mechanisms.
6.4.5 Verification by an Independent Body
The 2015 Safety Case Regulations require that a verification scheme be established by the duty holder. Furthermore, an “independent and competent person” (ICP) is required to be engaged by the duty holder to confirm that the SCEs are suitable and remain in good order. The ICP role is usually fulfilled by one of the classification societies. The independence of the ICP organization is defined in the regulations, paraphrased as follows:
• The ICP scope is not to include examination of something for which the ICP bears or has borne responsibility, or where the ICP's objectivity may be compromised.
• The ICP is required to be sufficiently independent of a management system which has, or has had, any responsibility for any aspect of something liable to be examined by the ICP, so as to ensure objectivity in carrying out the ICP function under the scheme.
Some activities of a classification society acting as an ICP are also suggested in the regulations, as below:
• Examination, including testing where appropriate, of the SCEs.
• Examination of any design, specification, certificate, marking, or standard relating to the SCEs.
• Examination of work in progress.
• The creation of reports covering the examination and testing carried out, findings, and any remedial action recommended.
• The documentation of appropriate action by the duty holder following a report.
• The reporting to the duty holder of any instances of noncompliance with the scheme's standards.
6.5 Australia: Safety Case Validation/Verification Regime
6.5.1 Offshore/Onshore/Pipelines Regulatory Summary
Onshore and offshore regulatory regimes in Australia are similar, relying on goal setting and safety cases and their associated SCEs and PSs. In addition to the management of major accidents, risk-based regulation in Australia also includes occupational accident management, which is somewhat unusual. Australian guidance on safety case generation recognizes the benefits of both qualitative and quantitative approaches to risk management.
All offshore facilities and pipelines within Australian commonwealth waters fall under The Offshore Petroleum Act (OPA). This act is administered by the National Offshore Petroleum Safety and Environmental Management Authority (NOPSEMA).
Supporting this act are the Offshore Petroleum and Greenhouse Gas Storage (Safety) Regulations which set out the requirements for the contents of safety cases and general requirements for Validation and Verification. Further applicable regulations are as follows:
• Petroleum (Submerged Lands) (Occupational Safety and Health) Regulations.
• Petroleum (Submerged Lands) (Management of Safety on Offshore facilities) Regulations.
• Petroleum (Submerged Lands) (Management of Well Operations) Regulations.
• Petroleum (Submerged Lands) (Pipelines) Regulations.
• Petroleum (Submerged Lands) (Diving Safety) Regulations.
Onshore activities are regulated by the Resources Safety Department of the Western Australian Department of Mines and Petroleum (DMP). The overarching act is the Petroleum and Geothermal Energy Resources Act. The governing regulations, which have very similar requirements to their offshore counterparts, are as follows:
• Petroleum and Geothermal Energy Resources (Occupational Safety and Health) Regulations.
• Petroleum and Geothermal Energy Resources (Management of Safety) Regulations.
Pipelines (onshore and offshore) fall under the Petroleum Pipelines Act. The governing regulations are:
• Petroleum Pipelines (Management of Safety of Pipeline Operations) Regulations.
• Petroleum Pipelines (Occupational Safety and Health) Regulations.
Since the onshore and offshore regulatory regimes are similar, the remaining discussion in this section will specifically describe the offshore requirements. The distinctive element of the Australian regime is the differentiation between Validation and Verification, which, in other regimes, are jointly known as Verification. The differences will be described in detail below.
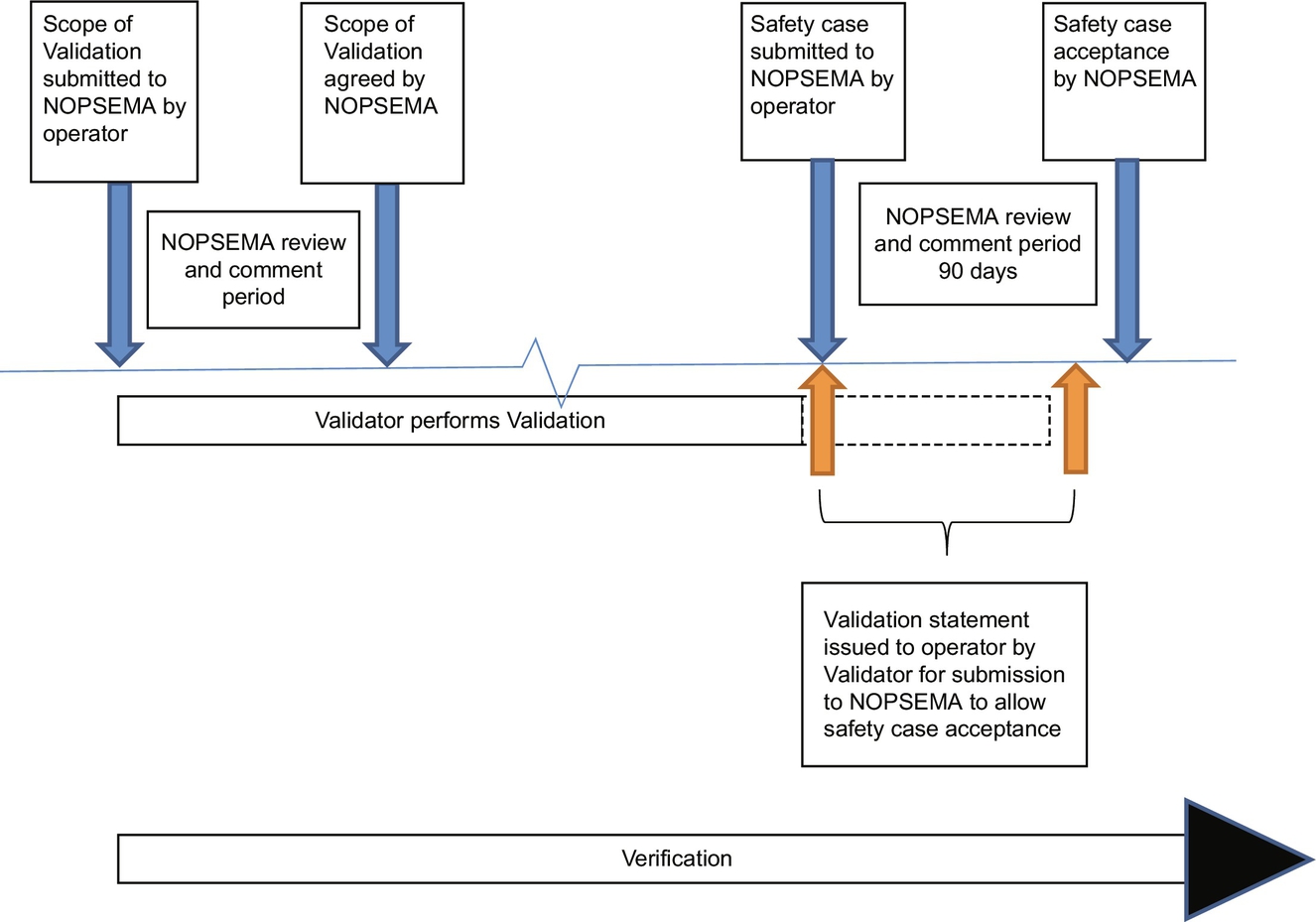
6.5.2 Steps in the Validation Process
The steps whereby NOPSEMA approval is achieved are as follows:
1. NOPSEMA requests Validation for new facilities and significant modifications.
2. NOPSEMA and the operator reach agreement on the Scope of Validation (SoV), specifically which SCEs are required to be Validated and against which codes and standards.
3. The SoV is agreed by NOPSEMA in writing and Validation commences.
4. The operator submits the facility safety case.
5. Safety case assessment is underway (including formal comment from NOPSEMA).
6. Validation is finalized and a “clean” statement delivered.
7. Final safety case decision making is delivered.
Verification is a separate process which applies throughout, in parallel with and continuing after Validation.
6.5.3 The Validation and Verification Processes
The separation of Validation and Verification is unique to Australian safety regulation. The Australian versions of the two activities are generally captured under the term Verification in other regimes.
Validation, as applied in Australia, is a documentation review exercise that can, in theory, be completed before or by the early stages of construction, provided sufficient documentation on the design, construction, and installation of the SCEs has been made available to the Validator and all comments resolved.
Verification requires a physical check to ensure that safety critical equipment has been installed correctly and is fit for its function and use. Verification is a survey process, including routine surveillance, witness and hold points, and attendance at final factory and site acceptance tests.
Safety case regulations detail Verification requirements that must be addressed in the safety case. NOPSEMA require that Validation can be documented as a separate assurance process, provided by the regulations and tied to safety case decision making.
More details describing the two processes are as follows.
6.5.3.1 Validation
Validation is a process undertaken by an independent competent party, known as the Validator, which is required to be separate from the duty holder. The process is meant to ensure that the design, construction, and installation of the facility's SCEs will incorporate appropriate measures to protect the health and safety of personnel. Validation activities related to construction and installation are limited to a review of related documentation (e.g., inspection and test plans and welding instructions) and do not include physical survey of equipment.
Validation is required for an operator to obtain safety case acceptance. The operator produces a SoV and obtains NOPSEMA approval. A Validator then performs Validation in accordance with the approved SoV and issues a Validation statement. The statement allows NOPSEMA to be assured that the design, construction, and installation of safety critical systems will incorporate measures that protect the health and safety of persons to the extent required by the SoV, provided the agreed codes and standards are implemented as specified in the documentation reviewed by the Validator. Validation of design, construction, and installation can be defined as follows:
• Validation of design is the review of design documentation against nominated codes and standards in order to form a view about the appropriateness of the standards for the SCEs and to confirm that they are consistent with the safety case.
• Validation of construction and installation are reviews of documentation to ensure that the intent of the design is specified to be carried forward into actual facility build. Typically, this would include construction and installation specifications such as piping or structural fabrication specifications, procedures such as anchor pile installation procedures, and inspection and test plans. Again, the codes and standards must be appropriate and consistent with the safety case.
Since it relies upon forward-looking project documentation, it is possible for Validation to be completed before construction is complete and prior to installation.
The scheduling and relationships between the SoV, the Validation and safety case acceptance are illustrated in Fig. 6.
6.5.3.2 Verification
NOPSEMA require that Verification is documented as a separate and distinct process from Validation and generally should be addressed within the safety case for the facility rather than documented in combination with Validation. Fig. 6 shows that Verification can take place along an independent timeline from Validation, at the discretion of the duty holder.
Verification is not required in relation to the acceptance of a safety case but is a requirement within the safety case. The safety case will contain a commitment from the operator that a suitable verification process has been performed. Verification is the determination that “the SCEs have been designed, constructed, installed, tested, and commissioned in accordance with the nominated codes and standards.” It is the physical survey of the facility's onshore procurement, construction, testing and precommissioning and offshore installation, testing, and final commissioning.
6.6 Denmark Offshore
Energy supply administration in Denmark is the responsibility of the Danish Energy Agency (DEA), which is part of the Ministry of Energy, Utilities, and Climate (Ens.dk (2016)). The Minister grants licenses to produce oil and gas when all legislation has been complied with. The overarching legislation is the Danish Subsoil Act together with its accompanying executive orders, guidelines, etc. Safety of offshore installations is regulated by the Offshore Safety Act (Act). The regime can be considered to be primarily prescriptive, in that the requirements of the Act must be complied with. However, many of the Act's requirements are similar to those defined within operator-generated safety cases utilized in other regimes. This section describes the Danish offshore safety regime only.
6.6.1 Definitions and Requirements Included in the Offshore Safety Act
The purposes of the Offshore Safety Act are “to promote a high level of health and safety offshore which is in accordance with technical and social developments in society” and “to create a framework that allows enterprises themselves to address health and safety issues offshore.” The latter is consistent with the “operator is completely responsible” fundamental philosophy utilized in fully goal setting/safety case regimes. Several key definitions and requirements of the Act, which are similar to those seen in operator-defined safety cases, are as follows:
Definitions
• “Emergency response plan” is a document. A plan is required to be prepared and submitted and must have a strategy to prevent escalation and/or limit the consequences of a major accident.
• “Risk” is defined as the product of the probability of occurrence of an event and its consequences.
• “Safety critical elements” are defined as “parts of an installation, equipment, or components, including computer programs, the purpose of which is to prevent or limit the consequences of a major accident, or the failure of which could cause or contribute substantially to a major accident.”
• “Major accidents” are defined as either of three types of incidents:
– Incidents involving explosions, fires, loss of well control, or release of oil, gas, or dangerous substances or materials with potential to cause fatalities or serious personal injury.
– Incidents leading to serious damage to the facility and having the potential to cause fatalities or serious personal injury.
– Any other incident having the potential to cause fatalities or serious injury to five or more persons.
It is noteworthy that the definitions include details of the types of incidents, make reference to facility damage, and even specify the number of persons to be seriously injured. In regimes considered to be totally goal setting in nature, the operator would be responsible for defining such things.
Requirements
• A “safety and health document” is required to be submitted by the owner. The document is required to contain or comply with many of the same elements included in operator-generated safety cases in goal setting regimes. Examples are:
– Identification and assessment of safety risks.
– Demonstration that the risks have been reduced to a level ALARP.
– Provision of efficient and controlled methods for safe escape, evacuation, and rescue of all persons on board during emergency situations.
– Documentation that the management system ensures compliance with all of the Act's and Regulations’ requirements.
– Description of the independent verification scheme.
– An emergency response plan.
– Requirement that the document is reviewed and updated at least once every 5 years.
• The operator is required to establish and maintain a safety management system.
• A scheme for independent verification is required to be established, intended to provide assurance that the SCEs are appropriately tested and will meet their objectives (usually referred to as PSs in goal setting regimes).
Independent verification is defined as an assessment and confirmation of validity of written statements by an enterprise or organizational part of the operator, not under the control of or influenced by the enterprise or organizational part using those statements. The definition is interesting in that it excludes the usually required physical survey from verification, and it also allows a part of the owner's organization to act as the verifier.
• The design plans for both new installations and any major reconstructions are required to be submitted to the supervisory authority.
• The owner is required to obtain approval, via a permit, before any material modifications are made. The safety document must be updated and resubmitted in such cases.
6.6.2 Control Measures and Inspections
Several key elements of safety supervision and control are utilized, including the following:
• The owner's self-monitoring process, documented under the safety management system. Two key objectives of the program are confirmation of regulatory compliance and minimization of both personal and property risk.
• Independent verification by classification societies and/or certification companies. The verification process is described elsewhere but basically includes a combination of design appraisal and site visits, executed throughout a facility's lifecycle.
• Inspection visits by the Danish Working Environment Authority (WEA). Executed under the Offshore Safety Act, the inspections’ purpose is to assess compliance with the various applicable safety-related acts and regulations. The main types of visit are:
– Those covering specific areas deemed by the WEA to require special attention.
– Routine audits to assess selected elements of an owner's operation to ensure that Danish regulations have been complied with in task planning and execution.
– Supervision visits intended to achieve the following objectives:
○ Assessment of general facility condition.
○ Follow up on focus areas.
○ Reassessment of corrective action applied to previously identified problems.
○ Meeting with the facility safety organization.
6.6.3 Consultancy Notices
The Danish authorities can issue consultancy notices which require owners to seek advice from a safety consultant in order to solve both specific safety problems and strengthen preventive safety measures. There are several types of consultancy notice:
• Related to either a serious and complex safety problem, or multiple safety problems.
• Associated with psychological working environment problems.
• Following repeated violations (at least 15 on two different facilities).
• Upon failure to draw up a satisfactory safety plan.
6.7 Norway
Safety in the Norwegian petroleum industry is regulated by the Petroleum Safety Authority (PSA) (psa.no, 2016). The PSA proposes to take a confident leadership role in improving safety, stating on its website, “The past 2 years have been characterized by serious incidents and safety challenges. This trend will be reversed in 2017—with us as the driving force and industry as implementer.”
Similar to the transformation in the UK after the Piper Alpha incident, a philosophical change has taken place within the Norwegian regulatory regime, whereby the responsibility for safety has migrated from the regulator to the duty holder. This is emphasized by the characterization above of industry owners as “implementers.”
6.7.1 Acts, Regulations, and Regulatory Framework
Safety-related acts under the PSA's authority are:
• Working Environment Act.
• Fire and Explosion Prevention Act.
• Electrical Supervision Act.
Five sets of safety-related regulations are applicable, as below. Nonlegally binding guidelines associated with the regulations have also been issued.
Applicable both onshore and offshore
• Framework regulations (Regulations relating to health, safety, and the environment in the petroleum activities and at certain onshore facilities). Key framework elements include:
– Assignment of responsibility (to the operator).
– Principles for the reduction of risk.
– Health and safety principles, including HSE culture.
– Some rules extracted from the Working Environment Act.
– The rights of all employees to be involved in the HSE process.
• Management regulations (Regulations relating to management and the duty to provide information in the petroleum activities and at certain onshore facilities). Key-specific requirements include:
– Barriers (referred to as SCEs in other regimes).
– Management system elements.
– Nonconformity and improvement processes.
Applicable offshore
• Activities regulations (Regulations relating to conducting petroleum activities). Key safety-related requirements governing the way activities are conducted include:
– Operational startup preconditions.
– Working environment factors.
– Emergency preparedness.
– Maintenance.
• Facilities regulations (Regulations relating to design and outfitting of facilities, etc, in the petroleum activities). Key safety-related requirements governing facility design and outfitting include:
– Materials.
– Physical barriers.
– Emergency preparedness.
Applicable onshore
Technical and operational regulations (Regulations relating to technical and operational matters at onshore facilities in the petroleum activities, etc.). Their requirements are equivalent to those of the offshore activities and facilities regulations.
6.7.2 Some Key Elements Included in the Regulations
Several fundamental safety elements and requirements of the regulations are discussed below, particularly those related to goal setting/safety case philosophies prevalent in many global regimes.
From the framework regulations
• Assignment of responsibility: The owner/operator is made clearly responsible for safety (and all other aspects) associated with the facility. This is a fundamental aspect of all safety case approaches.
• Safety management system: The owner is required to establish and effectively implement a safety management system designed to ensure compliance with all safety-related legislation.
From the management regulations
• Risk reduction: The operator is required to adopt technical, operational, and organizational solutions which reduce overall risk.
• Risk analysis: The operator is required to identify and analyze all credible risks associated with the facility, using a systematic process including:
– Hazard and accident situation identification (termed HAZID in many regimes).
– Identification of potential major accident causes.
– Accident sequence analysis.
– Consequence analysis.
– Identification and analysis of risk reduction measures (barriers).
– Identification of barrier performance requirements (termed “Performance Standards” in other regimes). Confirmation of compliance with these performance requirements comprises the primary scope of work of third party inspection agencies (usually classification societies) utilized on facility design, construction, and operation.
• Barriers: Similar to the terminology “safety critical elements” used in other regimes, barriers which prevent or limit the consequences of accidents are expected to:
– Identify conditions which could lead to failures or accidents, for example, as provided by smoke/fire/gas detection equipment and high pressure indicators in pressure retaining equipment.
– Reduce the possibility of failures and the occurrence and escalation of accidents.
– Limit the extent of consequences, for example, as provided by deluge systems, ESD systems, and evacuation equipment.
• Notification: Operators are required to notify the PSA immediately upon occurrence of accidents, specifically including those resulting in death, serious, or acute life threatening injury or impairment of barriers.
From the facilities regulations
• Design: Facilities are required to be designed in the simplest and most robust manner possible, with specifically mentioned requirements as follows:
– All loads must be able to be withstood without major consequence.
– Major accident risk needs to be demonstrated to be as low as possible.
– The principle of redundancy is to be applied—no single component failure can be allowed to result in serious consequences.
– Main safety functions are to be in place and maintained.
– A safe working environment is to be provided.
– Barriers are to be provided which can detect abnormal conditions and prevent accident situations from occurring and escalating.
– The design is to provide for the ability to conduct effective ongoing maintenance routines.
Appraisal and confirmation of the suitability of design and its compliance with all regulations are key activity of the third party inspection agency/verifier/class society. For large construction projects a multidisciplinary team is often put in place, led by lead engineers for each of the main disciplines.
From the activities regulations
• Simultaneous operations (SIMOPS): The operator is required to identify which simultaneous activities could contribute to an increase in risk and take the necessary mitigative precautions.
• Installation and commissioning: The owner is required to ensure that all loads experienced by the facility are within design limitations, and that all other technical requirements of the regulations have been complied with. This is usually part of the third party verifier/classification society scope of work.
6.7.3 Documentation Required to be Submitted
Safety-related documentation required to be submitted to the Ministry of Petroleum and Energy and the PSA, as stipulated by the framework regulations and elsewhere, includes the following:
• Health and safety objectives.
• Risk acceptance criteria.
• Organizational description.
• Management systems description.
• List of applicable codes, standards, and specifications.
• Maintenance plans and requirements.
• Safety zone description.
• Reports following accident occurrence.
• Reports of any damage to load bearing structures and pipelines.
6.8 Nigeria
Process safety regulation and compliance in Nigeria are primarily prescriptive and managed by the Ministry of Petroleum and its regulatory arm, the Department of Petroleum Resources. Areas of interest include any locations where petroleum is processed, stored, or sold, including producing wells, production platforms, and flow stations, crude oil export terminals, refineries, storage depots, pump stations, and pipelines.
Some safety-related activities of the government agencies include but are not limited to:
• Supervising operations being carried out under licenses and leases in the country.
• Monitoring flaring operations.
• Ensuring that health and safety regulations conform with international best oilfield practice.
6.8.1 Key Legislation
Safety-related legislation in the Nigerian petroleum industry includes the following:
• Oil Pipelines Act.
• Oil in Navigable Waters Act.
• Mineral Oils (Safety) Regulations.
• Petroleum Regulations.
• Petroleum (Amendment) Regulation.
• Petroleum (Drilling and Production) Regulations with Amendments.
6.8.2 Intent and Objectives of Key Legislation
The safety-related intent and objectives of some of the key legislation are as follows:
• Petroleum Act: Provides a framework whereby regulations can be made to ensure operations are carried out in a safe manner.
• Petroleum (Drilling and Production) Regulations: Identifies the documents required for an application for a lease. It imposes obligations on the operator to take necessary precautions to prevent and control pollution should an accident occur.
• Minerals Oils (Safety) Regulations: Intended to ensure safe handling of mineral oil. No specific requirements are included in this regulation. Instead, practices are expected to conform with good oil practice as prescribed by current Institute of Petroleum Safety Codes, the American Institute Code, or the American Society of Mechanical Engineers Codes.
• Oil in Navigable Waters Act: Specifies conformance with the International Convention for the Prevention of the Pollution of the Sea (and Nigerian navigable waters) by Oil.
6.9 China
Process safety in China is regulated within a prescriptive regime. The primary safety-related laws and regulations include:
• Offshore Oil Safety Production Regulations.
• Detailed Rules on Offshore Oil Safety Management.
• Provisional Regulations on the Supervision and Administration of Oil and Gas Pipelines Safety.
• Safety Rules for Coalbed Methane Surface Mining (for trial implementation).
• Health, Safety, and Environment Management System for Oil and Gas Industries.
Key state-owned oil company internal documents are also considered to be applicable to the wider industry, for example, China National Petroleum Corporation's (CNPC) Guidelines on Health, Safety and Environmental Management System for Oil and Gas Drilling, and China National Offshore Oil Corporation's (CNOOC) Requirements for Offshore Oil Operations Safety Training.
Operators are required to provide formal documentation to local governmental agencies prior to conducting hydrocarbon operations. The authorities review and approve the documentation and in some cases conduct a site visit. Some elements of the submissions include the following:
• Appropriate storage and management of life-saving and fire-fighting equipment and hazardous items.
• Appropriate maintenance of stand-by vessels and helicopters.
• Appropriate safety training of all personnel.
• Antihydrogen sulfide safeguarding measures.
• Establishment of an accident/emergency contingency plan.
• Establishment of an effective reporting program.
• The rights of workers to stop work and evacuate in the event of an emergency.
• The duty of workers to report any safety hazards to management.
• Suitable training and appropriate certification of management personnel, including full-time process safety managers.
• Documented confirmation that pipelines have been constructed, checked, and accepted in accordance with national standards.
6.10 Approach Where Safety Cases or Prescriptive Regulations Are Not Required by Legislation
In some cases, particularly regions where offshore oil and gas development is relatively new, prescriptive regulations or the development of a safety case and the associated requirement to comply with PSs are not mandated by legislation.
In most of these cases, however, as part of their due diligence process, multinational owners/operators nevertheless decide to establish safety cases and have them verified by an independent competent body, usually one of the classification societies. Compliance with industry best practice safety standards has come to be accepted as a matter of good business practice, particularly in light of the financial, reputational, environmental, and moral consequences of MAEs.
Duty holders usually choose the safety case process with which they are most familiar, often the one required by the country where the duty holder's headquarters is situated. In addition to safety case requirements, duty holders routinely request their contractors to comply with company-specific standards and practices, as well as any applicable requirements of the chosen classification society's rules. Achieving compliance with these three sets of requirements needs careful management by the duty holders, EPIC contractors, and the classification society, throughout the design, build, and operate phases. This is particularly true with respect to equipment package procurement.
6.11 Comparison of a Safety Result Indicator (TRIF) by Countries Considered
It is tempting to evaluate the approaches used in different countries by comparing the country-specific safety results achieved. There are many sources of statistics available in the literature and electronic media. For example, The International Association of Oil and Gas Producers (IOGP) generates an annual report showing accident statistics divided by many categories—by region and country, accident category, activity being undertaken, and time (International Association of Oil & Producers, 2015). The 2012–2014 average TRIR* in the eight countries considered in this section, as reported in the IOGP's 2015 report are shown in Fig. 7.
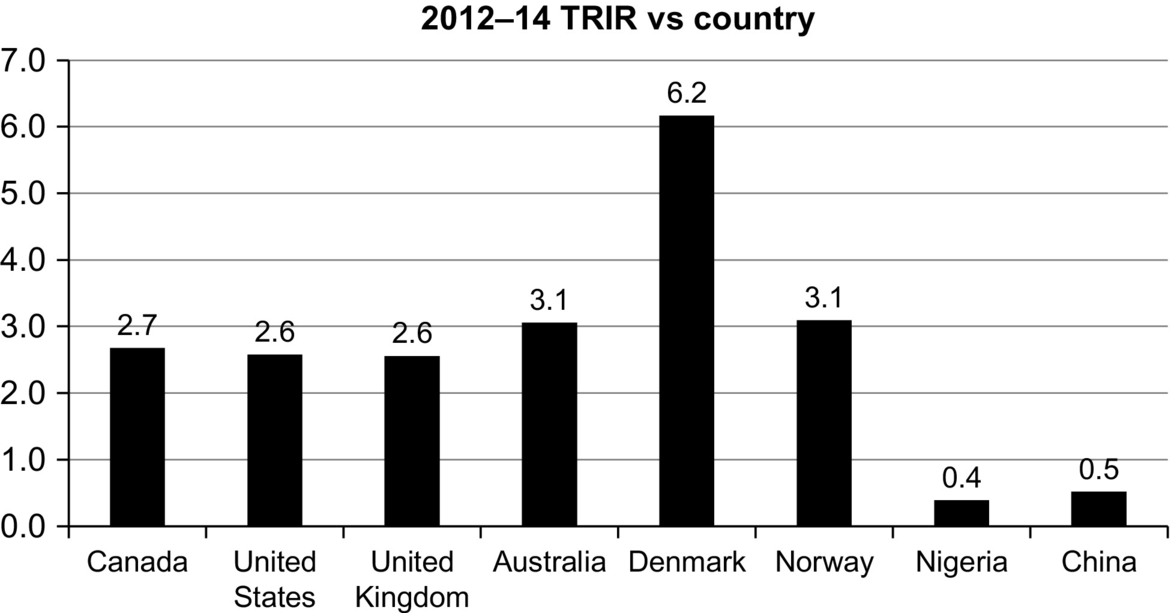
The reasons for the comparatively high TRIR value in Denmark and low values in Nigeria and China are unknown. However, despite differences in regulatory approaches, the TRIR results from five countries (Canada, the United States, the United Kingdom, Australia, and Norway) with similar levels of oil and gas experience are fairly consistent, ranging from 2.6 to 3.1. This might indicate that the differences in approaches in process safety regulation may not be as important as having some form of reasonably well defined and enacted form of regulation, regardless of, for example, whether the safety case is considered the primary tool for regulation, or its requirement is embedded in a defined prescriptive regulation.
*TRIR: The number of recordable injuries (fatalities+lost work day cases+restricted work day cases+medical treatment cases) per million hours worked.
7 Some Historical Process Related Accidents: Could Effective Regulation Have Prevented Them?
The safe management of hydrocarbons within production facilities has challenged engineers for as long as oil and gas have provided energy for society. Unfortunately, shortcomings or errors in the management process have occasionally produced catastrophic disasters over the years. This section considers whether effective, or more effective, regulation could have prevented some of these well known accidents.
7.1 Piper Alpha: Offshore Oil and Gas Production Platform Explosion and Fire in the UK North Sea, 1988
The Piper Alpha platform exploded and burned in the North Sea on July 6, 1988 (Wikipedia, Piper Alpha, 2016), resulting in the deaths of 167 personnel and causing property damage of £1.7 billion. The platform, originally designed and constructed for oil only operation but subsequently modified to add gas production, accounted for about 10% of North Sea production. At the time, the accident was the worst ever offshore oil disaster, both in terms of lost lives and property damage.
The direct cause of the accident was overpressure in one of the two parallel condensate pumps, which could not be withstood by an improperly fitted temporary blind flange. The first pump, originally called upon, failed. The second, subsequently called upon, had its pressure safety valve removed and replaced by the loosely fitted blind flange by an earlier shift as part of partially completed routine maintenance. Gas then leaked out of the pump/flange and was ignited, causing an explosion which blew through a firewall designed to withstand fire, but not explosions. Some other issues associated with the accident were as follows, together with suggestions of how a rigorous regulatory program might have averted the disaster.
• Ineffective PTW process. A PTW covering the status of the pump undergoing maintenance was in place. It was generated by day shift personnel and stated that the pump was not ready and should not be switched on under any circumstances. Unfortunately, the situation was not discussed directly with the incoming night shift foreman. Instead, the permit, which could not subsequently be found, was simply left in the control center.
PTW systems and procedures are key elements of safety cases and are also mandated by other regulatory requirements. PTW procedures are usually required to be part of the formal documentation submitted for review and approval to the regulator, classification society, and/or CA. Procedures generally require sign-off at all stages of the work, including handover from one group or shift to the next. The argument could be made that had the night shift foreman been required to formally sign-off all active work permits in place during his upcoming shift, the disaster may have been averted.
Communication is also a key element of the safety case process. Usually a communications plan is required, which would include, for example, short tool-box style meetings between personnel ending and beginning their shifts. It is quite possible that had such a meeting taken place, the condition of the pump undergoing maintenance would have been known to the night shift staff.
• Unacceptable design. A contributory factor in the disaster was the inability of the firewall to withstand an explosion. In fact one panel from the firewall was violently dislodged and caused a rupture in another pipe and subsequently another fire. Design review and approval of all safety-related structures and equipment are primary elements of all regulatory programs, both prescriptive and those relying on safety cases. It is quite likely that the unsuitability of the firewall for the facility's current configuration would have been picked up by the design appraisal process.
• Notification of changes to the facility. Regulatory programs require operators to advise the regulator, classification society, and/or CA when any significant changes are made to the facility. The Piper Alpha platform was originally intended to produce oil only, but was reconfigured to add gas production. This would certainly constitute a significant change.
One of the significant changes associated with this would have been the upgrade of the firewall to a blast wall. Had there been a rigorous process in place to review all aspects of the changes it is quite possible that the effect of this contributory factor could have been minimized or eliminated altogether.
A second and more fundamental result of the change from oil only to oil and gas production was the breaking of the basic safety concept that the most dangerous operations should be kept as far away as possible from personnel areas. The change resulted, for example, in gas compression equipment being located next to the control room. This change was also considered to be a contributory factor in the disaster.
• Ineffective interfield communications and levels of authority. The fire would have burned out more quickly except that oil from two adjacent platforms, Tartan and Claymore, continued to feed it. The managers of the adjacent platforms either believed they had no authority to stop production, or they were directly instructed by their superiors to continue production.
Regulatory programs and safety cases have requirements for clearly defined, submitted, and approved communications plans, level of authority matrices and similar. It is quite likely that such plans would provide for communications protocols in emergency situations and give offshore installations managers the complete authority to take any appropriate steps they considered necessary to safeguard life and property in the event of an incident. This would have been an obvious mitigative step in dealing with the disaster.
7.2 Texas City Hydrocarbon Refinery Explosion, 2005
A refinery in Texas City, United States exploded on March 23, 2005 (Wikipedia, Texas City, 2016), resulting in the deaths of 15 workers and injuries to 170 others. The direct cause was the ignition of a flammable hydrocarbon vapor cloud, which was released from an overfilled and overheated pressure vessel. Secondary and root causes of the accident are listed below, together with some suggestions of how a rigorously enacted regulatory process may have eliminated the causes and prevented the disaster.
• Heavier than air hydrocarbon vapors coming into contact with an ignition source (suspected to have been a running vehicle's engine).
Prevention of unintentional escapes to the external environment of hydrocarbon vapors is a key regulatory objective at several project/facility stages. The design approval process ensures that pressure vessels are sufficiently robust to withstand all applied forces for the life of the facility. Suitable corrosion allowances are required to be included, which specifically need to be approved by the authorities and/or classification society/CA. The effective and appropriate construction of vessels should be confirmed during mandatory new-construction surveys. The ongoing fitness for purpose of hydrocarbon containing equipment is to be confirmed during annual (or more frequent) poststartup surveys.
A major component of modern safety cases is the identification and management of sources of ignition. Operators are required to execute systematic hazard identification exercises (HAZIDs and HAZOPs), usually in a workshop format with government representatives and the classification society present, in order to identify and manage all potential sources of ignition. It is possible that such a session would have led to the prohibition of vehicles in proximity to any hydrocarbon containing vessels having the possibility of leaking gaseous mixtures.
• Engagement of the overpressure protection system following overfilling and overheating of a production vessel.
Regulatory regimes require that effective overpressure protection systems be designed, constructed, and installed according to industry recognized codes and standards. This includes the requirement that any release of hydrocarbons be only to a “safe” area, thereby minimizing the risk of ignition. In the present case, the protection system was effective in that it operated to relieve pressure from the vessel, but ineffective in terms of the location of gas release.
• Numerous technical and organizational failings at the refinery and within BP. Regulatory regimes, in combination with mandatory QA requirements, require that effective management systems be enacted. It is likely that the overarching system requirements required would address at least some of the organizational failings.
• Poor maintenance for several years (the refinery was built in 1934). All current regulatory regimes require that detailed maintenance plans be submitted and approved by the authorities, including the verifier/classification society/CA. Furthermore, annual inspections are required following startup of facilities, and these annual inspections always require a review of adherence to the maintenance program.
Postincident reviews of the conditions at the plant revealed the following situations, which, although they did not directly cause this accident, may have caused one having equal or even greater consequences.
• Broken alarms. Current regulatory regimes require that the design, installation, and subsequent effective operation of alarm equipment and systems is according to industry accepted codes and standards. Testing of alarm equipment and systems is a prime activity during annual (or more frequent) surveys. Such testing, done with sufficient rigor, will ensure that alarms remain in good operational efficiency throughout the operational life of the facility.
• Thinned pipe. This is addressed by regulatory regimes at both the design and operational phases of a facility's life cycle. At the design stage, a corrosion allowance for all equipment is included which should prevent dangerous pipe thinning. The annual survey acts as a backup to detect and manage corrosion before it gets to dangerous levels.
• Chunks of concrete falling. This is addressed by regulations covering the design, construction, and operational phases of the facility's life cycle. Concrete and any other main structural elements (e.g., steel for floating vessels or fixed offshore platforms) are required to be designed to effectively withstand (including agreed factors of safety) the effects of environmental and any other applied forces for the operational lifetime of the facility. The effective and code-compliant construction of the structure is required to be surveyed during new-construction surveys. Annual surveys confirm that the structure remains fit for purpose and that any unacceptable degradation is corrected.
• Bolts dropping 60 feet. This is addressed in both the design and ongoing survey stages of regulatory approval. At the design stage, a dropped object study is a common requirement, which addresses the types of objects that could fall, the consequences of potential events, and measures taken to prevent objects from falling. Other common design requirements include, for example, kick boards, which prevent tools or other items from being accidentally kicked over the side of a deck to one below. At the annual survey, the ongoing fitness for purpose of the dropped object prevention measures are evaluated, as well as the observance of any areas which may have been missed at the design phase.
• Staff being overcome with fumes. Modern regulatory regimes require the implementation of an effective and rigorous notifications process. This would require, for example, the authorities (governmental, classification society, and CA) to be formally advised within specified time periods of any safety-related event, which would certainly include the observed presence of gas fumes at a facility. The reporting time and level of detail required to be submitted are dependent upon the seriousness of the event.
• Five managers in 6 years. Regulatory regimes require effective management systems, covering both safety and quality. It is likely that having so many managers over a short period of time would trigger questions, comments, or noncompliances within the regulatory process.
7.3 Bhopal: Toxic Gas Release From the Union Carbide Insecticide Production Facility, 1984
The Bhopal (India) disaster (Crowl & Louvar, 2002) occurred on December 3, 1984, when more than half a million people were exposed to 42 tons of toxic methyl isocyanate gas released from a Union Carbide pesticide plant. Thousands died immediately, and many more were trampled in the ensuing panic. More than 18,000 people are estimated to have died from the immediate, short-term, and long-term effects of the event. Cost cutting in response to poor selling of the plant's end product, Carbaryl, and the associated reduction in maintenance frequencies, was proposed as the fundamental root cause of the accident. It is noteworthy that at the time of the disaster, there was no production underway since there was a surplus of Carbaryl on the market.
The events leading to the incident have been proposed as follows:
• Unintentional water ingress into a pressure vessel during routine cleaning of adjoining pipe. This hypothesized initiating cause was later challenged, when in 1985 the scenario was tested in the presence of official investigators and demonstrated to be invalid. The plant owners proposed the alternative scenario of sabotage by a disgruntled worker who may have intentionally introduced water into the tank.
• A chemical reaction resulting from the presence of water, leading to a build-up of carbon monoxide. The rate and volume of the reaction were exacerbated by the rusty condition of the vessel.
• A resulting increase in internal temperature and pressure to a level higher than the vessel was designed to withstand.
• A resulting opening of pressure relief valves and release of gas to the environment for a period of approximately 2 h.
A 1985 report on the disaster suggested several causal factors, as below. It can be reasonably suggested that the effective and rigorous application of some of the basic fundamental safety case and management system requirements mandated by most regulatory regimes could have prevented the tragedy. The specific regulatory elements which may have eliminated each causal factor are described below.
• Failure to use, where possible, less dangerous chemicals than the ones actually used. One of the basic principles of risk management is to replace, where possible, a hazardous substance with a less dangerous one. The choice of chemical used may have been challenged as part of hazard analysis exercises, “what if” workshops, and similar, which are part of current safety case generation activities.
• Storage of chemicals in larger than necessary tanks. This would likely have been challenged within the design appraisal function at the early stages of plant design, possibly front end engineering and design (FEED), when overall configuration is considered. Regulatory or third party verifier review of the facility's safety case is another activity which may have discovered this problem.
• Possible piping and vessel corrosion. At the design stage, submission and approval of design plans, including a suitable corrosion allowance, are a requirement of most current regulatory regimes. Furthermore, the plans and procedures for routine maintenance, which would have included checking for excessive corrosion, are required to be submitted for review and approval to the authorities and classification society/CA. The problem would also have been apparent and likely found during mandatory annual third party surveys of the facility and the operator's routine maintenance activities.
• Poor maintenance after the plant stopped production. See the above related to submission of maintenance plans and annual surveys. More fundamentally, however, the mandatory safety cases in most of today's regulatory regimes require a “cradle to grave” philosophy, wherein the operator needs to demonstrate safety at all project phases, including design, fabrication, procurement, installation, life extension, and decommissioning. The philosophy would require that appropriate, albeit probably reduced, maintenance was conducted even during periods of shutdown.
• Failure of safety systems. This is a general causal factor, but current safety case regimes require a facility wide rigorous and systematic approach which looks at all safety critical systems.
• Plant design modifications in response to economic pressures. One of the key requirements of all regulatory regimes is that the operator must advise the regulator, classification society, and/or CA when significant modifications affecting safety are made. In this case, weaknesses or errors associated with the modifications may well have been discovered and prevented, thereby averting the tragedy.
7.4 Flixborough, England: Explosion of the Nypro Limited Nylon Component Fabrication Facility, 1974
The Flixborough factory of Nypro Limited exploded in June 1974, completely destroying the facility, killing 28 people and injuring 36 others (Crowl & Louvar, 2002). The plant produced caprolactam, a material used in the production of nylon. The accident was believed to have been caused when inadequately supported and overflexing 20 inch feed stock, which was used to replace existing cracked and leaking 28 inch feed stock, ruptured under internal pressure. Thirty tons of cyclohexane were released, and the resulting vapor cloud was subsequently ignited by an unknown source. Several of the root causes mentioned below could reasonably be expected to have been prevented by an effective and rigorously enacted regulatory regime.
• Lack of a safety review following the replacement of the piping. Regulatory regimes require any significant repairs or modifications to be subjected to an effective internal safety review, including approval and sign-off by duly authorized personnel, some of whom are independent from the production and commercial departments of the company. Furthermore, the appointed classification society/verifier/CA/is required to be made aware of the details and approve the repair/modification. In this case, no safety review was conducted. A safety review and/or involvement of the third party agency may have discovered any safety weaknesses in the proposed modifications at the drawing stage and prevented them from becoming part of the physical changes, which may then have averted the disaster.
• Documentation of repairs and qualifications and background of supervisory and technical personnel. Regulatory regimes require repairs and modifications to be formally documented, approved, and signed off by experienced and qualified technical personnel. In the present case, the technical proposal was found to have been sketched on the machine shop floor using chalk.
• Inadequacy of design. Subsequent reviews of the accident showed that the design details of the repair were unacceptable. Design appraisal is a significant component of modern regulatory regimes. Approval is required both prestartup and before the physical implementation of any significant changes or repairs. An effective regulatory program would have required the submission of the repair details to the classification society/CA/verifier, and any deficiencies against either industry codes, standards, or good practice, may well have been discovered and rectified, thereby preventing the disaster.
• Excessive inventories (330,000 gallons of cyclohexane, 66,000 gallons of naptha, 11,000 gallons of toluene, 26,400 gallons of benzene, and 450 gallons of gasoline). The excessive inventories contributed to the duration and general destructiveness of the postexplosion fires, which burned for 10 days. Modern regulatory regimes require workshop-based exercises such as hazard identification (HAZID) and hazard and operability (HAZOP) studies. Potential consequences of all credible accident scenarios are considered, which contribute to the determination to each hazard's risk. It is probable that during the analysis of potential explosion consequences during HAZID/HAZOP/risk assessment exercises, the inventory level would have been challenged, and quite possible that alternatives would have been considered and evaluated.
7.5 Pasadena, Texas, Explosion of a High Density Polyethylene Plant, 1989
A high density polyethylene plant in Pasadena, Texas, exploded on October 23, 1989, resulting in 23 deaths, 314 injuries, and $715 million in property damage (Crowl & Louvar, 2002). The direct cause of the disaster was the ignition of an accidentally released 85,000 pound gas cloud comprised of ethylene, isobutene, hexane, and hydrogen. The subsequent accident investigation revealed that standard operating procedures had not been followed during routine maintenance procedures on some process valves. Some of the secondary and root causes are as below, together with suggestions of how an effective regulatory program may have prevented the disaster.
• Failure to follow maintenance procedures: Modern regulatory regimes require that procedures and other documentation describing maintenance plans and programs are reviewed and approved by the regulator, classification society, CA, and/or verifier prior to startup. Furthermore, the effective implementation of the approved maintenance procedures is the subject of regular (usually annual) inspections and surveys. It is probable that any weaknesses in the maintenance plan documentation would have been discovered in the initial review, and that any implementation nonconformances would have been discovered and rectified during the annual survey process. Either of these activities may have prevented the problems in compliance with documented maintenance procedures which contributed to the disaster.
• Failure to conduct ongoing routine process safety hazard analyses, resulting in the ongoing existence of serious safety deficiencies. The planning and execution of hazard analyses are key components of management systems required by current safety case/goal setting regimes. The ongoing inclusion of such activities may have identified safety concerns and prevented the disaster.
• Unacceptable design of process valves (not designed to fail to a “safe” condition). Modern regulatory regimes all include requirements for design appraisal. A main design principle is that, upon loss of power or other unexpected event, equipment fails to a safe position. An example is fuel supply line valves which fail to a closed position in the event of loss of power, so that a continuous fuel supply in an emergency (fire) situation is prevented. A rigorous design appraisal, which would include not just the valves themselves but the system in which they were installed, may well have picked up and corrected this deficiency.
• Absence of a permitting system covering plant activities. A PTW system is a key element of safety management systems required under all regimes, particularly those based on safety case philosophies. The permitting system generally requires sign-off by many levels of management as well as all participants in the activity. The requirement for sign-off generally ensures that all disciplines assume their appropriate share of the responsibility that a particular activity is conducted in both a safe and technically correct fashion.
• Absence of a combustible gas detection and alarm system. Modern regulatory regimes demand the presence of such systems, and their proper design, construction, and operation are all checked. The overall design appraisal function would have noted its absence, or it would have been picked up during the mandatory safety risk assessment, hazard identification, or hazard and operability workshops. In the unlikely event that these functions failed to identify the absence of this key safety element, final prestartup surveys would almost certainly capture and rectify the omission.
• Proximity of high occupancy structures to hazardous operations. Current regulatory regimes encourage and in many cases mandate that a third party verifier become involved in plant design very early in the design process. The classification society, CA, or independent verification body is usually engaged at the FEED phase, when overall design aspects such as module and/or building occupancy and location are considered. This would have been the opportunity to identify and rectify a dangerous overall design flaw such as this.
• Inadequate building separation. Under a rigorously implemented regulatory regime, this type of problem would likely have been identified and corrected during the interaction between the designer and the third party agency during FEED review activities.
• Crowded process equipment. As in the previous root cause, this type of issue can be discovered at the FEED project stage, either by the designer or by the third party checking process mandated by the regulator.
7.6 ARCO Chemical Plant Explosion, Channelview, Texas, USA, 1990
A 900,000 gallon process wastewater tank at the ARCO chemical plant in Channelview, Texas, exploded on July 5, 1990, killing 17 people and causing $100 million in damage (Ness, 2016). The direct cause of the explosion was the development, during routine maintenance, of an explosive atmosphere in the tank, which was ignited when the plant was restarted. There were several secondary and root causes of the incident, which are listed below together with suggestions of how an effective regulatory regime might have averted the disaster.
• No MOC review was conducted. The technical root causes will be discussed below, but from an overarching management perspective, regulatory regimes require documented, and effectively implemented fundamental programs and procedures, such as MOC, to be in place. These programs require a series of formal steps to be taken by the appropriate group of duly certified and qualified management representatives, including those representing operations, design, and safety. The steps would include, for example, a review of the design of the equipment installed to ensure safety during normal operations and the suitability of steps taken to ensure ongoing safety during maintenance activities, when some of the main systems may be turned off. All management representatives are required to sign the resulting MOC report, which ensures that all are aware of the responsibility they are assuming. There is a reasonable chance that a rigorous MOC process would have averted this accident.
• No prestartup safety review was conducted. Modern regulatory regimes require safety reviews to be conducted at appropriate times. The most obvious of these is prior to the original startup of a facility, but legislation also requires that safety reviews be undertaken whenever significant changes are made, as well as following periods of shut down and/or maintenance. Such a safety review would most likely have identified and prevented the technical causes of the incident described below, thereby averting the accident.
• The wastewater tank was not considered to be part of the operating facility. Historical reviews of accident causation sometimes describe misjudgments about the degree to which apparently harmless equipment and processes can affect overall facility safety. Compared to the hydrocarbon containing tanks and equipment at the large and complicated chemical process facility, safety issues associated with the wastewater tank were not given the same consideration, with tragic consequences. A rigorous safety review, which would have taken an overview of facility wide safety considerations, may well have detected this misconception and ensured that the appropriate safety measures were taken.
• Nitrogen purge was significantly reduced during maintenance. The effectiveness of a nitrogen purge system, which was designed to maintain an inert condition in the tank, had been significantly reduced during the maintenance activity. Safety was expected to be maintained through the installation of a temporary oxygen analyzer (see below). It is not unusual for systems ensuring ongoing safety during regular operations to be turned off or reduced during maintenance activities, when less chemical is circulating through pipes. However, a safety review or MOC session might be expected to consider the consequences of reduced or eliminated safety systems and take the appropriate steps, thereby eliminating this accident root cause.
• A temporary gas analyzer was located incorrectly during the maintenance activity. The analyzer should theoretically have detected the dangerous build-up of gases. However, the analyzer was installed between roof beams in the headspace of the tank, which was effectively a stagnant dead zone, and therefore the dangerous condition was not detected. Unfortunately, this type of error, which can be well understood by most, is very common in historical accident accounts. There is no guarantee that safety reviews will pick up every safety concern, but their rigorous and systematic performance certainly increases the likelihood of accident prevention.
7.7 Summary of Accident Causation
A summary of the causes of the major accidents described in this section is shown in Table 3. Many, perhaps all, of the direct and secondary/root causes of the accidents could have been eliminated had an effective regulatory regime been rigorously implemented.
Table 3
Summary of Major Accident Causes
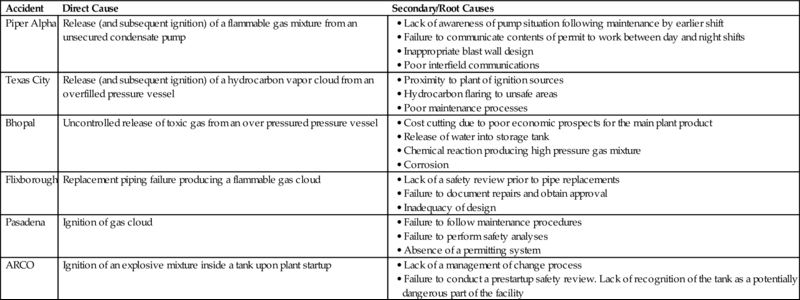
8 Classification Societies: An Introduction and Their Role in Process Safety
8.1 Introduction
Classification societies originated when insurance companies wished to assign appropriate premiums to goods being transported on ships about which they knew little or nothing. The first society surveyors were retired ships’ captains and first mates to whom the insurance companies assigned the task of rating ships against an agreed series of categories, resulting in a “classification” of the ship. From those beginnings hundreds of years ago, class society activities have expanded to other industries, particularly the offshore oil and gas sector. Today's role in the energy sector is not philosophically dissimilar from that first assignment, except that now facilities are evaluated against the requirements of safety cases or prescriptive regulations.
Some details of four prominent classification societies are as follows:
• Lloyd's Register (LR). LR was founded in 1760 at Edward Lloyds’ coffee house in London, England (lr.org (2016)). Its corporate headquarters continue to be in London, but it has created centers of technical excellence in Southampton, UK, and Singapore. The world's oldest classification society is a “global engineering, technical, and business services organization.” LR's more than 9000 employees operate in 78 countries across three regions: the Americas, Europe/Middle East/Africa, and Asia.
LR's areas of business are marine, oil and gas, low carbon power, QA, industrial manufacturing, utilities and buildings, rules and regulations, and research and innovation.
LR's mission statement is “We secure, for the benefit of the community, high technical standards of design, manufacture, construction, maintenance, operation, and performance for the purpose of enhancing the safety of life and property at sea, on land, and in the air … because life matters. We advance public education including within the transportation industries and any other engineering and technological disciplines.”
LR's historical strength in the oil and gas sector has been in the fixed offshore platform market and it has recently become involved in new-concept energy megaprojects in Kazakhstan and Australia.
• Det Norske Veritas-Germanischer Lloyd (DNV-GL, formed by the merger of DNV and GL). DNV was founded in 1864 and is headquartered in Oslo, Norway (Dnvgl.com, 2016). Germanischer Lloyd was founded in 1867 and was headquartered in Hamburg, Germany. The two organizations were considering joining forces from as early as 1868, but the combined organization finally became operational in September 2013. The combined group comprises about 15,000 employees operating in more than 100 countries.
DNV-GL is organized functionally into the maritime, oil and gas, business assurance, energy, software, technology and innovation, and rules and standards sectors. It provides its clients with classification, technical assurance, software, and independent expert advisory services.
DNV-GL’s strength has been in the research, innovation, and rule development areas, although it competes effectively with the other societies in all traditional market areas.
• American Bureau of Shipping (ABS). ABS was founded in 1862, and is headquartered in Houston, Texas, United States (Abs-group.com, 2016). It operates in the marine, offshore, oil, gas and chemical, power, and government sectors across three geographical regions—the Americas, Europe/Middle East/Africa, and Asia Pacific.
ABS offers risk management services to industries that “power, fuel, and regulate our world.” Its mission is “to be a leading global provider of technical services that better enables our clients to operate safely, reliably, efficiently, and in compliance with applicable regulations and standards.”
ABS has traditionally dominated the drilling rig classification and certification market and also participates in various other energy activities.
• Bureau Veritas (BV). BV was founded in 1828 in Antwerp, Belgium (Bureauveritas.co.uk, 2016). BV is structured along eight global businesses: marine, industry, inspection/in-service verification, health, safety and environment, construction, certification, consumer product services, and government services/international trade. Its 66,000 employees operate from 1400 offices and laboratories, geographically divided into four regions: the Americas, Europe, Middle East/Africa/Eastern Europe, and Asia/Pacific.
BV's mission is “To deliver economic value to customers through quality, health, safety, environment and social responsibility management of their assets, projects, products and systems, resulting in licenses to operate, risk reduction and performance improvement.”
BV has traditionally offered inspection services to all types of projects in many different disciplines. This strategy ensures a presence on a variety of energy projects, including ones where it is not the primary verifying agency.
8.2 General Role
Classification societies execute different roles within the overall initiative of maintaining and improving process safety. In some cases, specialist technical expertise is provided within a consultancy/subject matter expert role. More commonly, however, class societies act either in a third party verification capacity on behalf of flag administrations and/or national petroleum boards, or as second party inspection organizations on behalf of operators having no legal requirement to have a third party evaluation of their safety arrangements.
When acting as a second or third party verifier, the society evaluates a facility's safety arrangements from both the design and construction perspectives, with the objective of issuing certification attesting that the arrangements meet the requirements of the mandatory codes and standards and provide a level of safety which is ALARP.
The basic class society scope of work required to achieve the foregoing objective is as follows:
• For design appraisal, to identify the required drawings from a client generated master document register (MDR), review them against the agreed codes and standards (usually listed in the safety case/PS documentation), and issue comments and request changes until it can be confirmed that the design meets the requirements of the codes and standards.
• For construction, to attend at construction facilities to confirm that:
– The materials and construction practices comply with the agreed codes and standards.
– The finished product is in compliance with the requirements of the design appraisal process and the codes and standards.
Modern economics has driven multinational oil companies to favor megaprojects, with an associated requirement for the classification societies to provide much more detail and structure in their service offerings than previously. Where shipyards’ assessments of the situation with the class society was at one time expressed simply by questions such as “is the Class man happy?,” today's requirements are much more demanding. LR has adopted a structured project management approach to megaprojects, which includes:
• Internal and external review boards which oversee project teams’ performance.
• Extensive project-dedicated organizations, including discipline specialists who remain on the project from FEED to abandonment. The organizations provide management, technical, commercial, and administrative functions.
• The specification of quality, documentation, and other project management requirements at all project phases from FEED to abandonment.
• Quality programs structured to cover each project component at all levels, from overarching quality and execution plans to detailed work instructions for site surveyors and design appraisal specialists.
LR's approach to megaproject classification, certification, and verification is described in the next sections (Attwood, Bates, & Price, 2013).
8.3 LR Project Management Framework
All projects, but especially large ones, benefit from a documented project management framework supported by robust tools and processes and with clear control points. Fundamental processes, for example, project risk management, are continuously applicable throughout all project stages.
The benefits, both to the specific project and the wider internal organization, of using a standard framework are:
• Consistent and repeatable approach to delivery of all projects within an organization.
• Increased likelihood of successfully achieving objectives.
• Continuous improvement of processes and tools.
• A scalable approach that can be adopted to both large and small projects.
• A common understanding of project roles, responsibilities, and terminology.
• Reduced risk from the loss/transfer of critical project staff from an in-progress project.
• Ability of management to quickly digest project reports, which will be in a consistent format across the project portfolio, and focus on principal issues.
The main aspects of a standard defined process are shown in Fig. 8. The processes, controls, and project management deliverables within the execution stage of a project lifecycle are highlighted. Each stage has inputs from the previous stage and expected outputs to be delivered to the next.
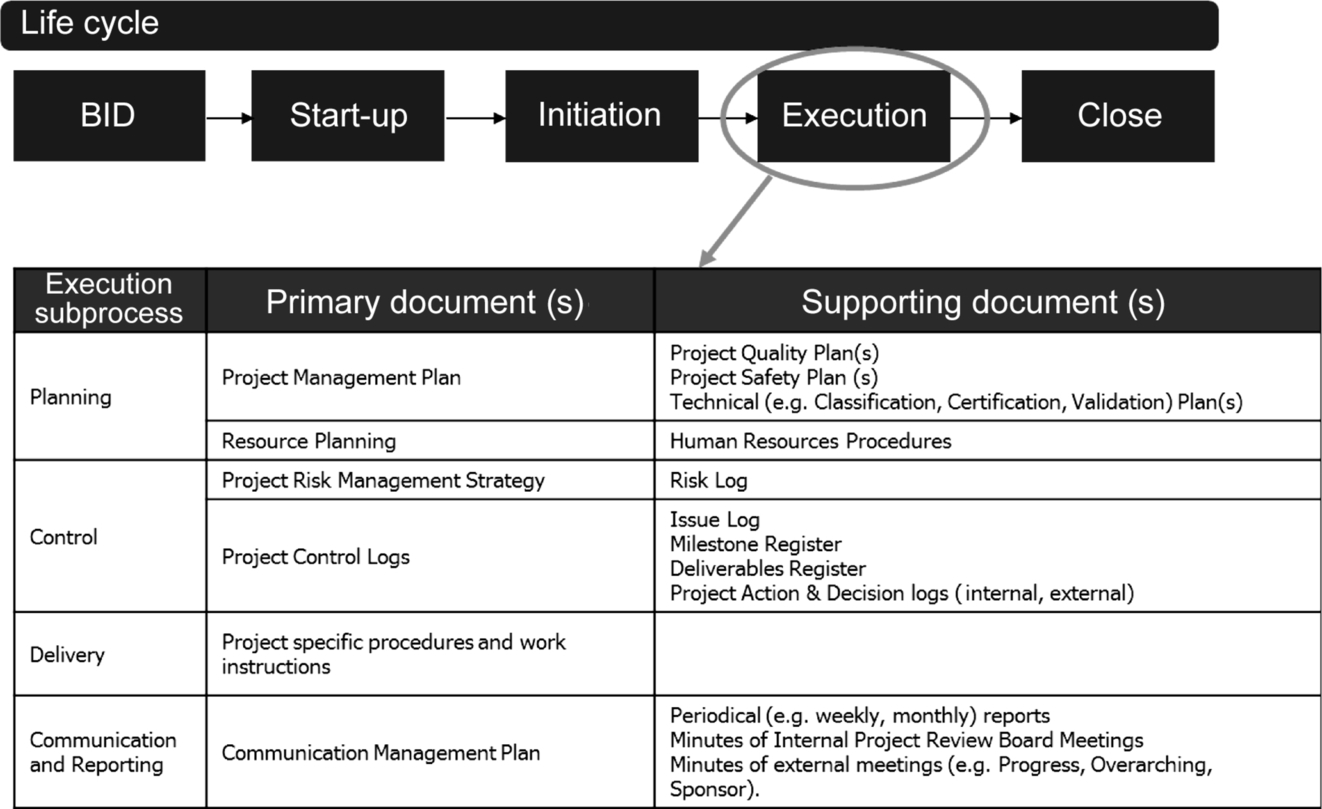
Some of the principles covered by the project framework are as follows. A rigorous implementation of the process will produce significant project benefits.
• A systematic approach to risk management is essential to successful project delivery. Risk identification, formal documentation in a project risk log, and subsequent management is an activity for all project team members. The review board also becomes involved in any intolerable or otherwise problematic risks.
• Early engagement. Most industry participants agree that the sooner the class society becomes involved in a project, the better. The purpose is to facilitate the documentation of a fully understood scope, broken down sufficiently to form detailed execution plans that have been agreed by the project team and client at an early stage.
• Maintaining open, regular, and accurate channels of communication with all levels of project stakeholders is vital to ensuring the smooth flow of instructions and sufficient warning of risks and changes to enable early assessment and appropriate management.
8.4 LR Approach to Megaproject Organization
A typical organizational chart for a large project is shown in Fig. 9. There are three main groups having the following roles:
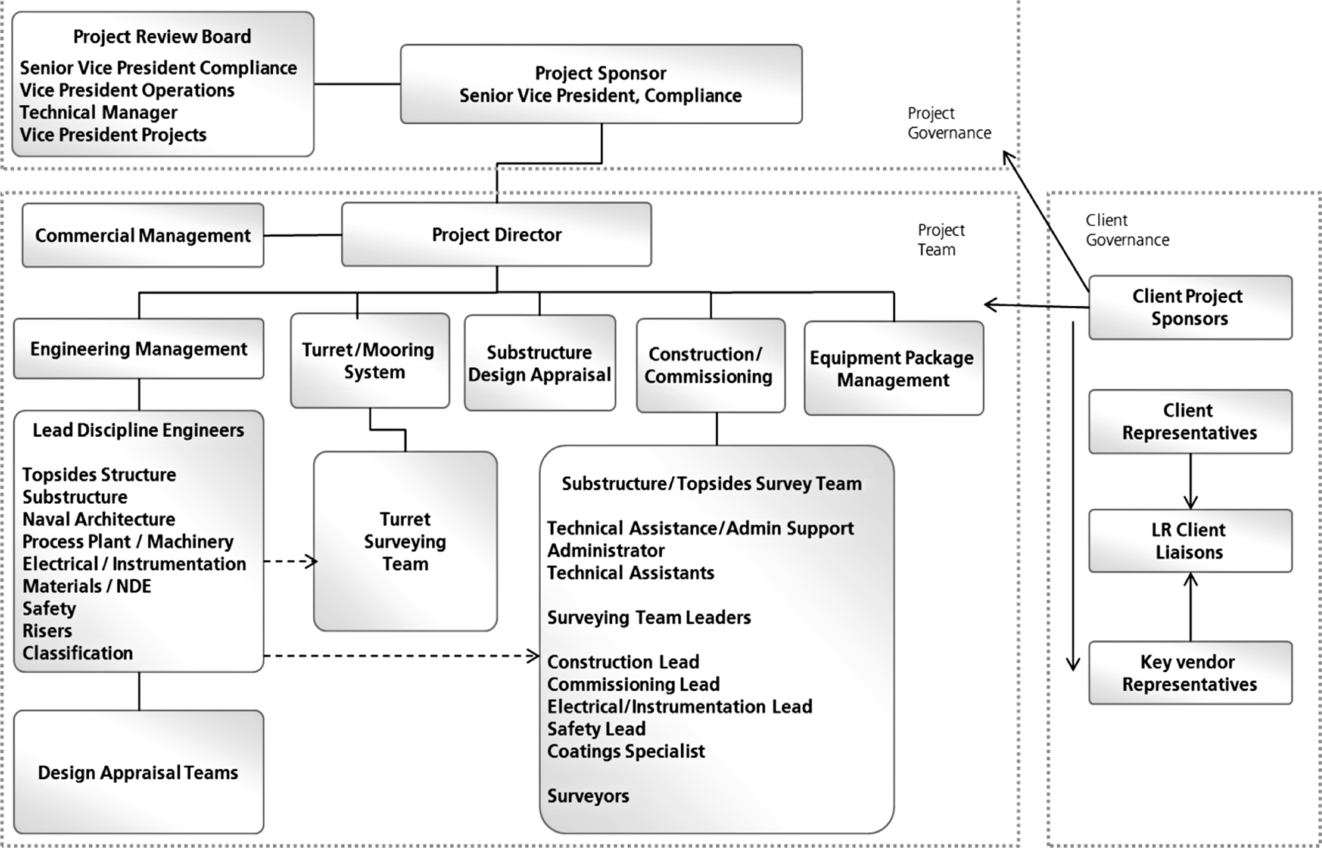
• Project team—responsible for the effective execution of the project.
• Governance group (includes senior representatives up to the senior vice president/director level)—internal governance, guidance, support, and corporate accountability.
• Client group—external governance, provision of information, and access to sites and vendors’ works to allow the class society to execute its function.
A key governance element is regular project review board meetings, the objectives of which are:
• To give the project manager an opportunity to seek support from senior management.
• To give senior management an opportunity to assess project performance and plans.
• To give all internal stakeholders an opportunity to share ideas, ask questions, and assign and accept actions related to project activities.
• To share financial and technical project status and thereby enable informed decisions.
Some noteworthy points with respect to the organization are:
• The lead discipline engineers remain with the project throughout its lifecycle. The dotted lines between them and the site teams indicate that in addition to their design appraisal responsibilities they also provide support to the surveyors whenever necessary.
• The specialist team includes representatives for all critical disciplines, including a process, plant, and machinery (PPM) expert, whose responsibility specifically includes chemical process safety.
• Equipment package management can be very complicated on megaprojects, with in some cases more than 1500 individual certificates required. A separate project management group is required and is shown on the organizational chart.
8.5 LR Megaproject QA Program
The classification/verification process involves a series of activities described in quality documents such as project management execution plans, classification plans, survey work instructions, and similar. These documents have become more critical to the process as the geographical spread of megaproject activities widens and consistency expectations increase.
A typical map of quality documents for a megaproject is shown in Fig. 10. Some noteworthy points are as follows:

• The requirements extend from the very general corporate and local nonproject-specific requirements near the top of the diagram (e.g., corporate human resources procedures) to very project-specific instructions for site surveying and design appraisal near the bottom.
• Looking horizontally, the range of facility components is observable. For a megaproject, different modules are often designed and constructed by different EPIC contractors, resulting in separate contracts with the classification society. This provides challenges for the overall project managers and directors.
• In Australia, the regulator requires that Validation be kept independent from all other classification society activities. This concept is indicated by the lines surrounding Validation processes in the lower right corner of the diagram.
• Equipment package management is often the most complicated element of the megaproject classification process. Therefore separate dedicated execution and quality plans and procedures are required, as shown.
9 Concluding Remarks
Whenever a group of safety professionals gather to perform the unenviable and unpleasant task of investigating an accident, one of the first questions posed by the facilitator is often some version of “What went wrong?” At this point several hands are usually raised and the predictable responses include “poor communication,” “inadequate training,” “inexperienced staff,” “too much cost cutting,” “poor design,” and others, depending on the particular backgrounds, preferences, training, and even prejudices of the attendees. The author's experience has been that most accidents have multiple causes. A previous section of this chapter describing historical process accidents included references to all of the causes mentioned earlier.
However, what is seldom, if ever, heard, is “the government should have enacted more regulation.”
Although the principles and structures utilized differ, most countries have reasonable laws, acts, legislation, and regulation to ensure that, if effectively implemented, the risk of accidents is reasonably low, if not “ALARP”. Furthermore, most process facilities, whether onshore or offshore, are operated under the umbrella responsibility of major international oil companies, which have libraries full of documented plans, procedures, and programs covering all aspects of safety management, including requirements for training, communication, safety review, MOC, and supply of personal protective equipment. Again, these programs, although differing from one company to the next, if effectively implemented, should maintain accident risk ALARP.
The situation is reminiscent of a recent analysis of the most successful half dozen teams in the major baseball leagues of the United States. The analyst wondered which approach to the game was best—attempt to assemble the best pitching staff? The best hitters? The best fielders? Go for a speed game? Recruit the best managers and coaching staff? The conclusion was that no single approach guaranteed the most championships. What was obvious, however, was that the most successful teams did, at least, have an approach and, importantly, stuck to it year after year. This lesson seems applicable to process safety regulation. Differences in approach are secondary to having a program and ensuring that it is effectively implemented.
So, to consider the title of the chapter and the various approaches and equipment utilized at chemical process facilities around the world, it is considered that government regulators have made a reasonable contribution to the generation of a framework to keep safety risk reasonably low. Accident history shows, however, that the system falls down when implementation fails to live up to both the spirit and the letter of the “laws” which have been put in place by the regulators.
Over time, hydrocarbon reserves have become more difficult to recover. Much of the remaining reserve base is located in areas that can be environmentally, technically, politically, and culturally challenging. Furthermore, the financial pressure to improve bottom line results using the latest, and sometimes untested, technology becomes ever greater. Under these circumstances, the challenge to keep all participants safe becomes ever more difficult. There is much at stake.