Improving order allocation in fashion supply chains using radio frequency identification (RFID) technologies
M. Teucke and B. Scholz-Reiter, University of Bremen, Germany
Abstract:
Apparel retail for fashion products has to cope with many different product variants, long transport distances for ready-made products, long production and delivery times, short product sales times and low demand predictability due to erratic end consumer behavior. The need to route large numbers of articles through the suppliers’ distribution centers for customer individual picking causes inefficient use of storage space and workforce capacities, as well as excess transport. This chapter outlines a concept on how radio frequency identification (RFID) technology can be used for identification and tracking of individual garment pieces and packages, to allow customer order specific picking already at production plants. This eliminates the need for storage, order-specific picking and packing at warehouses. This chapter describes a prototypical software tool and discusses benefits and requirements for application of RFID technology to support more flexible forms of product delivery to retailers.
Key words
RFID; fashion supply chain; order allocation; direct delivery
6.1 Introduction
Production and distribution of fashion apparel articles are the last two main steps of an integrated textile process chain. The textile chain comprises all the process steps of the textile and apparel production and distribution process. It also includes manufacture of fibers (yarns and threads) by the fiber industry, and forming of textile surfaces (fabrics), as well as finishing and coloring of surfaces by the textile industry (Abd-Ellatif, 2004; Hurcks, 1993).
Fashion garments belong to the most important consumer goods. During the last two decades, the fashion apparel industry has performed as one of the most dynamic industries in world trade. The geographical distribution of production facilities has moved from Europe and North America to Asia and other developing countries, while main retail markets remain in Europe and North America. About 50% of textiles and over 60% of clothing are produced in developing countries, but over 74% are sold in Europe and North America (Gereffi and Memedovic, 2003). In 2009, global apparel retail achieved revenues of $1032 billion, of which $384.2 billion were achieved in Europe. Global revenues are expected to grow to $1163 billion by 2016 (DataMonitor, 2010).
The European fashion industry as a whole (including textiles, clothing, footwear, leather and fur products, jewellery and accessories) is made up of 850 000 companies, working in the areas of design, manufacturing, distribution and retail of materials and fashion goods. Most of the companies are small or medium-sized. In 2009, the industry employed more than 5 million people, or 3.7% of the European non-financial business economy. Roughly 2 million people were employed in fashion manufacturing, representing 6% of all EU manufacturing jobs. A further 3 million people were employed in related jobs, such as design, branding and marketing, to supply chain management and retail (EC, 2012a). The European textile and clothing industry (not including footwear, leather and fur) was made up of 220 000 companies in 2006, which employed altogether 2.5 million people and generated a turnover of €190 billion. The textile and clothing sector thus accounts for 3% of total manufacturing value added in Europe (EC, 2012b).
Apparel logistics in Europe has to cope with a number of specific problems, resulting from geographically widely distributed supply chains, long lead times, high product variation, short product life-cycles and low demand predictability. This chapter looks specifically from the angle of European fashion apparel suppliers, at how RFID technology can be used to improve the allocation of finished apparel products to customer orders in fashion supply chains. It concentrates on exploring how of RFID technology can be used for identification and tracking of individual garment pieces and packages. Use of RFID allows early allocation of garments to individual customer orders already at the production plants. The consequences this may have for apparel distribution are also discussed.
Section 6.2 outlines production and distribution in the European apparel industry. Section 6.3 describes the differences between warehouse-based distribution of garments and more flexible distribution forms, including direct delivery of the garments. Section 6.4 explains the use of RFID technology for allocation of garments and garment packages to customer orders during delivery of the garments. Section 6.5 describes some aspects of a prototypical software application that has been created to support the described allocation method. Section 6.6 discusses some benefits that can be gained by application of the described method, as well as their requirements. Section 6.7 provides the conclusion with an outlook on future work. Section 6.8 points to additional sources related to the topic of this chapter and Section 6.9 lists the sources used.
6.2 Production and distribution in the European apparel industry
Apparel supply chains are often geographically widely distributed, due to strong outsourcing of fashion manufacturing to low labor cost regions, in particular Asian countries during recent decades. This development is illustrated by the marked increase of international trade of ready-to-wear garments. During the period 1973 to 2000, global exports of ready-to-wear garments grew by more than 1500%, which raised the share of garments on total international trade volume from 2.2 to 3.2% (Grömling and Matthes, 2003).
In this context, European fashion suppliers (or distributors) have reduced, or often completely surrendered, their own manufacturing capacities and have adapted their primary activities towards integration, planning and coordination within geographically widely distributed supply chains (Fissahn, 2001; Langenhorst, 1999).
Thus, as detailed in Table 6.1, typical supply chains include raw material suppliers and garment manufacturers, with production plants situated in Asia as well as local procurement agencies. The suppliers continue to operate ready-made product storage warehouses and distribution centers mainly located in Europe, from which they serve retailers close to the customers. Several different logistics providers bridge the geographical distances and often provide additional services.
Table 6.1
Roles of the participating companies within a generic apparel supply chain of the case study
| Participant (role) | Location | Tasks, activities |
| Garment suppliers/distributors | Europe | Supply and distribution of garments to retailers in Europe and coordination of the garment supply chain. Production of garments either via own production plants, or by subcontract with manufacturers. Operation of one or several distribution centers near customers (retailers) to serve customer orders. |
| Raw material suppliers | Asia | Supply and delivery of raw materials (dressed fabrics and additional components like zippers, buttons, labels) to production plants. |
| Manufacturers/production plants | Asia | Manufacturing and finishing of ready-to-wear garments, either as independent sub-contractors or joint-ventures. |
| Procurement agencies | Asia | Selection of suppliers and orders of materials needed for manufacture, selection of ready-to-wear manufacturers, price contracting, book keeping and quality control. |
| Local logistic service provider | Asia | Transport of ready-to-wear garments from production plants to sea or air port. |
| Global logistic service provider | Asia and Europe | Transport of ready-to-wear garments from Asian sea or air port to European sea or air port. |
| Local logistic service providers | Europe | Transport of ready-to-wear garments from European sea or air port to distribution center. |
| Distribution centers (garment supplier) | Europe | Distribution of garments. Picking of garments according to daily customer orders and shipping of garments to the customers. If necessary, taking-back of returning articles not sold by retailers, for temporary storage or for re-selling. |
| Local logistic service providers | Europe | Transport of the ready-to-wear garments from distribution centers to retailers by lorry or van. |
| Retailers | Europe | Selling of garments to end users; daily ordering of articles in order to replace articles sold to end-customers and replenish own stocks. |
Source: Based on Bruckner and Müller (2003) and Fissahn (2001).
Besides the composition of apparel supply chains, other important factors affecting fashion logistics originate from the specific properties of fashion products, which are characterized by high product variation and short product life-cycles, resulting in short product sales periods and low demand predictability (Mostard et al., 2011).
A large number of custom-tailored and non-interchangeable products have to be manufactured for the many existing different supplier or retailer brands, trademarks and product lines, even if many of these products are often relatively similar to each other. Fashion apparel products have to be delivered in many different variants, differing in their colors and sizes (Scholz-Reiter et al., 2009a). The many different products and variants result in large numbers of different stock-keeping units (SKU). Often fashion suppliers have to deal with several thousand, or tens of thousands of different SKU. Small retailers, or outlets, often order garments across a large variety of different SKU, but only a small number of pieces of each SKU (Thomassey, 2010). This still ongoing product diversification induces fashion suppliers to keep pieces of each SKU in stock in order to be able to react faster than the mentioned long delivery times normally allow for. This creates pressure to increase aggregate stock levels (Scholz-Reiter et al., 2009d). Due to relatively high product value per volume, storage areas filled with garment pieces as well as containers filled with garments in transport, represent a comparatively high value for the suppliers as bound capital.
Generally, it is useful to classify apparel products according to their fashion degree, which is inversely related to their life-cycle expectancy. Thus, products can be classified into the following categories:
• Less fashionable, more utility orientated, so-called basic articles (basics), which have longer product life-cycles of several years, during which they are marketed.
• Seasonal fashion products, which are characterized by regular, seasonal exchanges or updates of the product assortment at least twice a year.
• High-fashion products, which are notoriously short-lived, with short marketing and sales periods of only a couple of weeks. Properties of these different classes of apparel products are listed in Table 6.2.
Table 6.2
Differentiation of apparel products according to fashion degree
Source: Based on Quick et al. (2010), Fissahn (2001) and Hoyndorff et al. (2010).
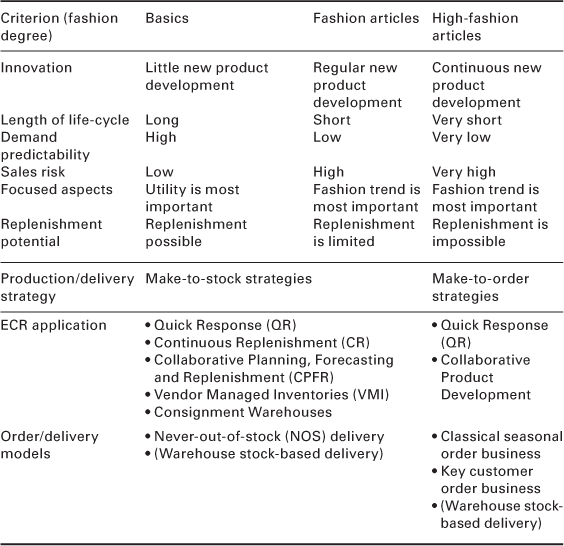
On average, 95% of stock-keeping units change every sales period (season). Thus, they fall into the fashion or high-fashion product categories. Once their regular sales period has ended, many of these seasonal articles can only be sold with large price reductions in discount retail stores, or in less wealthy countries. Demand is more regular for basics, but particularly difficult to predict for short-lived fashion products (Thomassey, 2010), due to the erratic nature of customer decisions based on changing fashion tastes (Brun and Castelli, 2008). Delivery dates have to be synchronized with changes between summer and winter collections in stores. The exact dates of the changes depend on seasonal weather changes, which are difficult to predict during production and distribution planning. Retailers, who have to react flexibly to modifications in customer requirements, require the same flexible reaction to demand fluctuation of their suppliers.
6.3 Order and delivery models of apparel products
In reaction to different fashion product types and their different retail or customer requirements, different order and delivery models have been established in apparel supply chains involving suppliers and retailers. The most common order and delivery models are listed in Table 6.2 and their basic structure is illustrated in Fig. 6.1. Selection of the appropriate order and delivery model depends on the longevity of the articles’ sales periods and according to customer classes. The duration of the sales periods can be grouped into two classes only: fashion or high-fashion articles sold for only one season and basic articles sold for many seasons. Customer classes can be grouped into two classes: small retailers and large retailers. Small retailers, such as boutiques or millineries, have only one or a few sales points and order small volumes; large retailers, such as clothing chains or mail order wholesalers, often own many sales points and order large volumes.
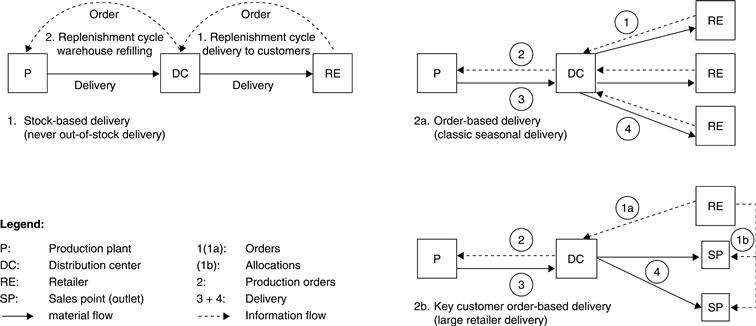
6.1 Order and delivery models in apparel supply chains (source: based on Ahlert and Dieckheuer (2001) and Bruckner and Müller (2003).
As is shown in Table 6.2 and in Fig. 6.1, the different order and delivery models can be distinguished according to two basic delivery strategies: make-to-stock and make-to-order. Make-to-stock strategies are largely employed for standard articles, which are sold for several seasonal periods without being modified. Warehouse delivery and never-out-of-stock (NOS) delivery are examples of make-to-stock strategy applications in the apparel industry. Make-to-order strategies are normally employed for more short-lived, seasonal products, which are created and sold only for one season and thus follow recent fashion trends. Classical seasonal business and large retailer (key customer) business are examples of make-to-order strategy applications in the apparel industry.
Most important among make-to-stock delivery strategies is NOS delivery, which may be considered a fashion retail specific form of continuous replenishment, or CR retail strategy (von der Heydt, 1999). NOS delivery is applied to basic products sold over long periods of several years. As illustrated in part 1 of Fig. 6.1, the basic structural characteristic of NOS delivery is synchronization of two replenishment cycles, one short-term for retailers, and one more long-term orientated for apparel suppliers, concerning order, sales and stock volumes. Many retailers only keep base stock inventories of NOS articles, while the suppliers keep inventories to replenish retail stocks with short lead times. Retailers review daily (or, in some cases, weekly) the number of pieces sold of each SKU in each of their sales points and reorder these overnight at the suppliers’ warehouses. Delivery times from the warehouse to the customer range from one to three days. Service level agreements (SLA) between supplier and retailer specify the availability of ordered articles within certain boundaries. Supplier warehouses are refilled periodically from production with a more long-term replenishment process (Ahlert and Dieckheuer, 2001).
Another form of stock-based delivery, which is now decreasing in importance, can be described as follows. Suppliers occasionally produce articles based entirely on their own market estimates, without any pre-orders, and then sell them with short delivery times directly from their warehouses, until stocks have run out (Fissahn, 2001). For NOS delivery in particular, suppliers often have to keep large product stocks in order to be able to react to demand fluctuation faster than the already mentioned long delivery times allowed, and thus maintain high service levels.
Classical seasonal business and large retailer (key customer) business are the most important implementations of make-to-order delivery strategies. Classical seasoning business (Ahlert and Dieckheuer, 2001; Fissahn, 2001) is characterized by fixed seasonal cycles with fixed dates, or phases, for product offers, orders and delivery. A supplying apparel company presents its collections of articles to potential customers some six to eight months before regular delivery dates. During a defined pre-order period of several weeks or months, retailers can pre-order pieces of the presented articles in the desired quantities and variants. Delivery of the products is guaranteed either at a fixed date or, in some cases, within a fixed time span around a pre-ordered date. These delivery dates are synchronized with anticipated changes between seasons (e.g. summer and winter clothes) in stores. Production volumes are based on aggregation of the retail pre-orders, though in practice, production planning and procurement of raw materials have to start already before the end of the pre-order period, using forecasts of total demand. Products may also be produced in larger quantities than if only based on pre-orders.
The part of the production volume, which has been produced in excess to pre-ordered volumes, is offered directly from the warehouses to so-called post-orders, until stocks run out (Ahlert and Dieckheuer, 2001). Nevertheless, as illustrated in Fig. 6.1(a), the principal process can be summed up as first collection of retail orders, then placement of production orders based on aggregated pre-order volumes, and at a later date delivery of the ready-made garments to the ordering customers. Depending on the type of products, the described process is repeated several times a year. Each repetition may be called a cyclical process, or cycle. Classical seasonal order is directed largely to small retailers, such as millineries or boutiques. For this reason it often involves a large number of customers. Most of the customers order only a small number of articles belonging to different SKU, often just one or two pieces for each SKU.
As the fashion products expire quickly and can only be sold during a single, short sales period, no re-production of additional volume is possible before the end of the sales period. Thus, production volumes have to be fixed at, or before, the beginning of the sales season. At the end of the sales period, the stock levels of the fashion products should ideally be close to zero, as they cannot be sold with profit in the next season. However, stocks should not run out before the end of the sales period. However, usually production and storage of fashion products cannot be handled efficiently enough for stock levels to be close to zero at the end of a sales season. It is estimated that roughly 30 to 40% of the articles produced for one sales period have to be written off at the end of the sales period, or sold with high price cuts, whereas on the other hand, part of customer demand cannot be satisfied, with corresponding loss of potential sales revenues (Hoyndorff et al., 2010).
For key customers, who regularly order large quantities of articles and thus are important for the supplier’s success, for example, clothing chains or mail order wholesalers, the original classical seasonal order business has been modified in certain ways in reaction to these customers’ special needs. They often run own brands and trade labels requiring specialized, custom-made products. Thus, product development is often performed as a collaborative process of supplier and retailer. Ordering and delivery are generally not restricted to pre-fixed dates but are largely dependent on customer wishes for delivery dates (Fissahn, 2001). As illustrated in Fig. 6.1(b), orders of large retail chains are placed by the chains’ central procurement departments, based on aggregation of the individual demands of their many sales stores and outlets. Garments can be sent by the suppliers directly to the different sales points, or to distribution hubs operated by the retailers. Even in the latter case, the garments are picked and bundled according to the orders of the individual sales points at the suppliers’ distribution centers. The individual bundles are then aggregated into larger transport freight loads. As larger retail chains often operate hundreds of outlets or sales points scattered across several different countries, the distribution effort and complexity are similar to classical seasonal business, where a large number of small retailers are the customers.
Several hybrid order and delivery strategies exist, combining different features of the described order and delivery strategies described above. One example is so-called seasonal filling up products, which combine large retailer orders and warehouse-based delivery or NOS delivery of products during a summer or a winter season. For the next half year, existing retailer stocks are exchanged for the complementary season’s products and stored at supplier warehouses, to be delivered again, when the same season arrives during the next year.
Different information management and organization-related solutions have been introduced to improve supply chain management and better cope with supply chain and stock control problems. Most important in the context of end consumer-focused industries, such as the apparel industry, are Efficient Consumer Response (ECR) concepts and methods (Seifert, 2002; von der Heydt, 1999), which deal with collaborative demand, supply and stock control between retailers and suppliers using electronic data interchange (EDI) channels. Among ECR approaches, the concept of Quick Response or Rapid Response (Richardson, 1996), which emphasizes quick and efficient reaction to market changes, is most relevant for the fashion industry. A concept known as collaborative planning, forecasting and replenishment (CPFR) (Seifert, 2002) additionally includes joint planning and coordinating future operations, including in particular collaborative product development and production as well as distribution planning. As shown in Table 6.2, ECR concepts are applied in the stock-based delivery model and the order-based delivery model. However, they can be better applied with long-term, or basic products, which are mostly sold from stock.
As make-to-order products are more challenging in apparel logistics, the concepts for distribution in classical seasonal business and large retailer order business will be the focus of the following sections of this chapter.
6.4 Warehouse-based versus flexible garment distribution forms
Currently, distribution of the ready-made garments to the retailers is often based on routing all garments by default through the suppliers’ distribution centers, where garments are picked and packed for individual customer orders. At the production plants, the ready-made garments are aggregated into large transport units, and packed and put into containers for transport by ship or aircraft. These transport units are product type and variant specific, or random; however, they are not order-specific, as order-specific picking is restricted to the warehouse. During packing, the garments are counted and the quantities documented in packing lists, which serve as arrival forecasts for distribution centers.
The ready-made garments are transported in standard containers, packed into cartons. A container load consists of 200 to 500 packages of up to 20 pieces each. The distance between the production facilities in Asia and the distribution centers in Europe is normally bridged by ship or, in urgent cases, by more expensive air transport. Container vessel transports often need 30 to 40 days until arrival in Europe (Pfohl et al., 2007), compared to two or three days duration of air transport. Both kinds of transports are often handled by external service providers.
At the distribution centers, incoming containers are unloaded and the packages are counted and compared to dispatch notes. However, at this stage, only small samples of the packages are opened for random checks of the garment pieces. Thus packing or counting errors at production are often detected only during later picking, or even later, by the customers. The packages are stored at free space storing areas. When final delivery is due, picking teams open the packages and take from them the ordered pieces. These are then newly packed and directed to the shipping areas for transport to the customers.
Current process execution with routing of all garment pieces through the warehouse results in a number of inefficiencies concerning usage of storage space in the distribution centers and the capacities of their workforce, as well as unnecessary excess transport:
• Storage space problems at warehouses: Arrivals of garments for a product season or a large retailer order cause short, but large peaks in cumulative warehouse stocks and demand large storage areas. These are stored only for a short time until final delivery to the customers. Basic articles delivered via more continuous, stock-based delivery forms occupy the bulk of the storage areas equipped with infrastructure for easy storage, supervision and picking. The more fashion-orientated, short-lived order-based articles, which occupy large storage volumes for a short time are often stored at improvised, additional storage areas without proper storage infrastructure (i.e. storage racks), which makes proper handling and picking of the garments, or keeping track of them, difficult.
• Sharp workload peaks: Picking of orders at the warehouse requires large manual efforts for opening of packages, withdrawal of pieces of the appropriate product variants in the required quantities, and repacking them. Due to the difficulties of accurately planning transport times, workload balancing cannot be applied often, and timely picking of all customer orders is impossible with the warehouse workforce. Thus, additional workers, who are not used to the warehouse processes, have to be hired short-term from work agencies. This results in poorer efficiency of work processes and higher risk of errors.
• Inflated transport distances and transport times concerning certain customer regions: Routing of garments destined to customers located, e.g. in Eastern or North Eastern Europe or the Balkans, through the warehouses of Western or Central European suppliers, results in additional transports and warehouse storage times and thus in longer product delivery times. Transporting garments through different countries, especially first importing them into the European Union, and then again exporting them to countries outside the European Union, such as Russia, increases efforts for customs handling and product traceability.
In order to avoid these problems, many European suppliers favor restructuring distribution of at least part of the produced garments to more direct or flexible delivery forms. This means that instead of routing all articles by default through the warehouses for picking, at least part of the articles should be picked at the factories and then be delivered to customers either directly from the factories, or be routed through the warehouse, but without the need for unpacking and picking there (Fig. 6.2).
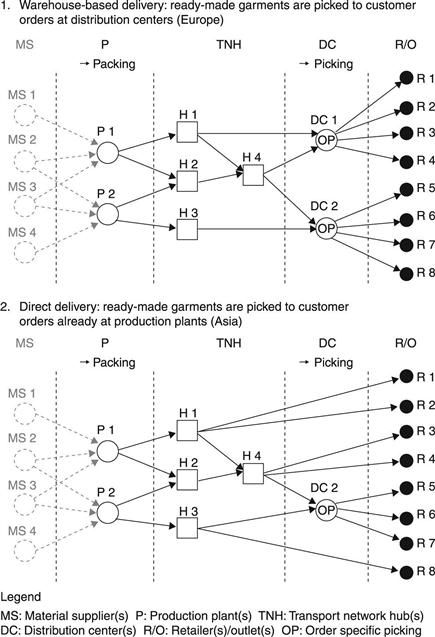
6.2 Customer-specific order picking for (1) warehouse-based delivery and for (2) direct delivery (source: own creation).
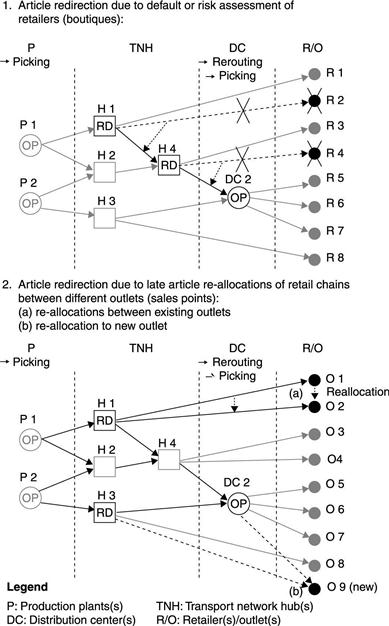
If retailer orders are already individually picked at production, they have to be treated as individual customer orders from that point on during the whole transport process from Asia to Europe and have to be individually routed through the supplier’s distribution network, even though large numbers of garments are transported as one freight load (e.g. a standard ISO container load). In particular, direct delivery has to cope with a number of short-term modifications of customer orders at times when the garments have already left production and are in transport:
• Rerouting of articles for defaulting customers: In the classical seasonal business, articles are often ordered by small millineries and boutiques, which face a high risk of insolvency. In some cases, up to 10% of the orders have to be kept back, as the ordering customers have defaulted or are in immediate danger of doing so. The articles serving such customer orders have to be redirected to the warehouses, where they may be marketed or, if possible, be directly sent to other customers, who have still open orders.
• Redistribution between outlets of large retail chains: Key customers are often large apparel retail chains with many geographically distributed outlets and sales points, which place large master orders aggregating the demand of all outlets. Due to the demand forecasting difficulties, or business policies, these large retailers often delay allocation of the articles of these aggregated orders to the different sales points, or change earlier allocations. For example, allocations may change due to opening of new or takeover of existing outlets, thus increasing overall demand volumes, which require reallocation of articles from existing outlets.
In addition, actually produced article quantities often differ to some degree from ordered quantities, or part of the articles may be damaged or lost during transport. In case of larger differences, more complete reallocations have to be performed between different outlets. For these reasons, the final and definite allocations are made only when ready-made garments have already left factories and are in transport.
With warehouse-based delivery, handling of these modifications or disturbances is not as difficult, as individual articles are allocated to individual customer orders only during picking at the distribution centers, shortly before final delivery to the customers. This allows the apparel suppliers to react to these circumstances, while the articles have arrived there. However, as illustrated in Fig. 6.3, if retailer orders have already been individually picked at production and then have to be individually routed through the supplier’s distribution network, these order modifications require more extensive handling. For instance, articles that are in transport to defaulting customers have to be redirected to the distribution center (part 1, Fig. 6.3). Articles on the way to an outlet of a large retail chain, which has modified the distribution of its sales volumes over its outlets, may have to be redirected to another outlet (part 2, Fig. 6.3).
6.5 Use of RFID technology for garment allocation to fulfil customer orders
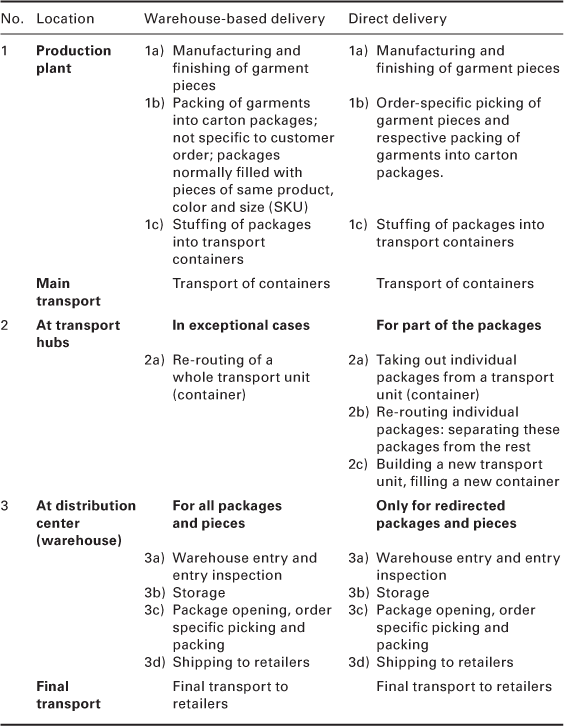
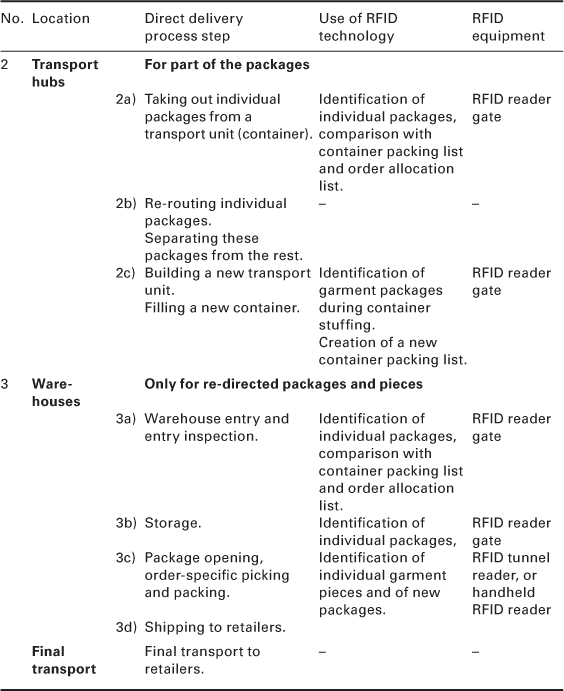
The above-mentioned flexible distribution process is established by replacing a conventional process chain with a modified process chain. As described, the conventional process chain consists of the following process steps: garment producing and finishing; non-order-specific packing and transport unit building; transport via transport hubs to distribution centers, storage at distribution centers; order-specific picking and packing; and dispatch to retailers. The modified process chain consists of the following process steps: garment producing and finishing; order-specific picking and packing; transport unit building; and transport via transport hubs. However, if necessary, and possible, packages may be redirected to distribution centers for redistribution processes similar to conventional process execution (storage, re-picking, re-packing and shipping to customers). The precise order of process steps for current as well as modified process chains is listed in Table 6.3. The modified process chain requires that retailer orders as well as garment packages are handled individually during the transport process. In particular, this includes:
• keeping track of individual orders (in classical seasonal business) or ‘suborders’ (meaning the orders of individual outlets or sales points as parts, which are the ‘building blocks’ of larger, aggregate orders of large retail chains), and their status;
• keeping track of individual garment pieces and of garment bundles (in packages), and their respective status, during the transport and distribution process from the production plant to the customer.
• allocating individual garment pieces or bundles to customer orders or suborders, keeping track of these allocations and re-allocating the pieces or bundles to other customer orders, if necessary.
Table 6.3
Process steps of the conventional, as well as modified, process chains for garment delivery
Retail orders specify a number of pieces of one or several SKU (articles characterized by identical type and variant properties, i.e. color and size) to be delivered at a certain date to the ordering customer’s address. Orders may include articles of different article types. In particular, orders sent by retailers normally express demand of several articles of the same type, but differing in size, and sometimes in color. For this reason, orders are composed of several homogeneous building blocks, which may be called order lines. Each order line comprises all ordered articles of the same SKU, characterized by identical article type, color and size.
Keeping track of individual garment articles has to start at the production plant, during order-specific picking and packing of the ready-made articles. Optionally, individual garments can already be tracked during production, but this case is not described here. The use of RFID technology in the process will be explained for garments that are transported lying in folded form in carton packages; the exact process flow differs somewhat for garments transported in hanging form.
Order-specific picking means taking for each SKU included in the respective customer order out of the available stock of garment pieces the right number of pieces of that SKU, as specified in the order. In order to start picking, a list of individual customer orders is needed. The packers should pick the articles to satisfy the existing retail orders in the sequence as given in the list. Several of the picked garment pieces taken together form a bundle of garment pieces. Normally a bundle will be formed by all garments picked for one retail order. Such a bundle may be packed into one transport package. Alternatively, for a larger order, the bundle may need more than one package, or in the case of very small orders, the bundles for several orders may be transported in one common package.
RFID technology (Finkenzeller, 2004; Shepard, 2005) can be used for individual identification and keeping track of the picked garments during and after packing. The use of RFID technology within the different process steps of a direct delivery process chain is listed in Table 6.4. The allocation of bundles of individually picked garment pieces to packages and then of both to retail orders requires combined use of transponders at item (garment piece) and unit (package) level.
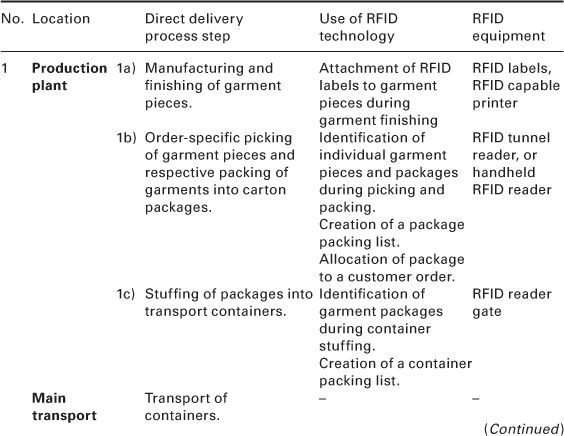
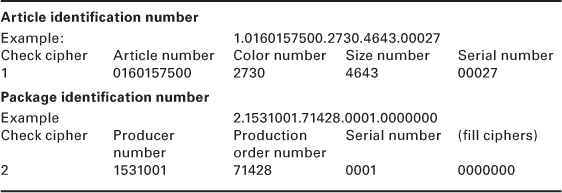
Storage and transport of garments in folded form in packages theoretically allow application of cheap labels, just at unit level, on cartons. This reduces the problems relating to transponder technology and application on or in garments, as well as the number of transponders needed to identify the garments. However, storage at unit level allows only for article type-related data storage, and not for identification of individual garments. For this reason, use of transponder technology for customer order-specific picking and packing also requires the use of transponders at item level. To equip the ready-made garment pieces with transponders at the production plant, custom-made, removable transponder labels can be used, that can be, for instance, printed out at low cost with an RFID capable printer and easily be added to the size books or price stickers attached to the garments during the finishing process. The transponder attached to a piece of garment has to allow precise identification of the SKU the piece belongs to, including, in particular, the article type (or quality), size and color. An additional serial number of the individual piece is useful, but not necessarily required. During packing of garment pieces into packages, the individual packages also have to be identified. It is useful to equip a package with RFID-coded information on the producer and the production order. As the allocation of pieces or packages to customers should be changeable, neither transponder should contain hard information on the customer, but only a simple serial number for individual identification. An example of coding this numerical information on to transponders attached to garments and packages is provided in Table 6.5.
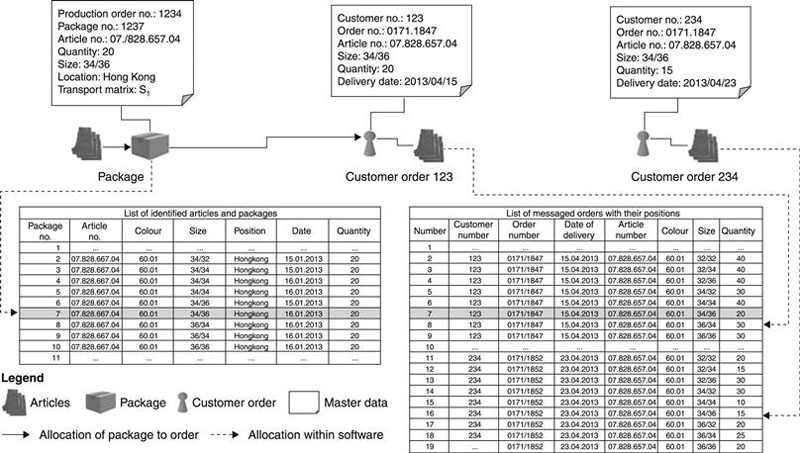
After packing has been completed, the packages are stuffed into a container, which is used for transport between the production plant and the distribution centers or customers. During container stuffing, the packages may be identified and counted using either mobile or gated RFID readers. An aggregate packing list of all the packages and articles in the container may be automatically created and sent to the target hub. The packing list can also contain information for customs service procedures. Figure 6.4 illustrates a simple example of the allocation of an identified individual package of garment pieces to an individual customer order.
In a transport hub, the processes include warehouse entry, redistribution of packages (as far as necessary) and dispatch. During warehouse entry, an RFID-reader reads the information which is stored on the RFID label attached to each package. The gathered information is stored in the order database. The actual stock level data of the hub is updated; the order database is compared to the packages simultaneously. If the order has been modified or cancelled during transport, the package’s destination will be changed to other customers, as described. For instance, a similar order can be brought forward. If the order is still valid, no rearrangement is necessary. RFID readers at the warehouse read the information of every leaving package while it is being placed into a container or trailer. Due to some dynamic influences, as described in Section 6.3, during its transport the customer order that an article bundle or package is allocated to may become invalid, or another more urgent customer order may emerge, which has to be served first. In these cases, at arrival at the hub, a package may have to be redirected to the warehouse, or be re-allocated to another customer order.
In case a package has to be re-allocated to a different customer order, differences between ordered and allocated articles have to be minimal over the ordered product variants. The quantities of each product variant are identified in each package and compared to the ordered quantities. Packages are allocated to those orders, where the difference between ordered quantities and physical quantities is minimal over all product variants. Several difference measures can be used, such as modulus difference or quadratic difference, which are summed up for each product variant to arrive at an overall difference.
In case the number of articles is insufficient to serve all customer orders, it has to be decided which orders should be served, and which should not. For order ranking in priority, appropriate methods are needed. One potentially viable approach is implementation of rule-based decisions (Böse et al., 2005, 2007). For instance, dispatching rules can be employed, which are widely used in production operations and in distribution operations. Such dispatching rules follow the principle of decentralized control and are very robust in a dynamic flow shop system (Heger et al., 2013). The dispatching rules are sequencing rules designed to route the product or item at local decision points. Many different dispatching rules have been introduced (Holthaus, 1997), of which the most common are First-Come-First-Served (FCFS), Shortest Processing Time (SPT), Earliest Due Date (EDD) and Critical Ratio (CR) rules.
Based on requirements in apparel distribution logistics, the following heuristic rules may be used to prioritize the customer orders for selection by the packages: The shortest servable delivery time rule is an adaptation of the slack time rule used in production control (Kistner and Steven, 2001). Orders are ranked according to the length of the time needed for transport of the articles to the customers. The orders with the shortest times are served first. Alternatively, orders may be ranked by the shortest slack time, or difference between contracted delivery date and anticipated transport times to customer. Application of this rule may decrease total tardiness for customer orders. If customer-based order priority is applied, orders are ranked in priority according to the general importance of the ordering customers for the supplier. For example, long-term customers may be served first. Application of this rule decreases tardiness for orders by large customers, but may increase tardiness for orders by less important customers. Accordingly, this rule is mainly applied in those cases when the shortest servable delivery time rule is indifferent to priorities of two different orders.
The range of potential target destinations incrementally decreases during the production and transport process:
• During production and dispatch of the garments in the factories, the garments can in principle be allocated to all customer orders, which include articles of the same product type and product variants as those produced. Regional distribution of customers is not important at this stage.
• During packing and dispatch of finished garments at the production site, a package’s set of potential destinations still includes all customers, who have ordered products of the respective type and variants.
• At a transport network hub, a package’s set of potential destinations includes all customers, who have ordered products of the respective type and variants and whose products are routed through the respective hub. Figure 6.5 illustrates an example of how the potential number of destinations scattered across several European countries, which are delivered from two hubs, is reduced to just the hubs located in France and Spain, after the respective bundle has been routed to the hub located in Northern France.
• Finally, after passing the last transport hub of a package before arrival at a customer, only the finally selected customer order is allocated to each package.
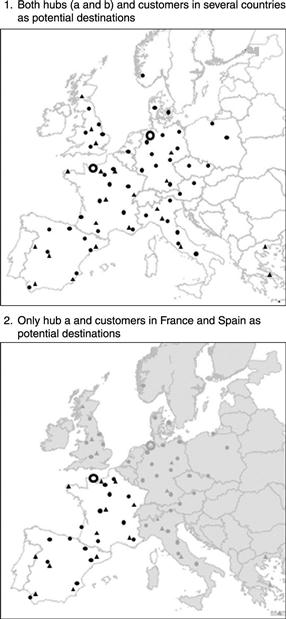
6.5 Decreasing of range of potential target destinations during transport of garments (source: own creation).
The allocation of bundles of garment pieces to individual customer orders is the basis for further decisions during the garment distribution process, such as selection of the next target nodes for transports of garments within the network, and their transport means or storage at the factory.
6.6 Software support for garment allocation
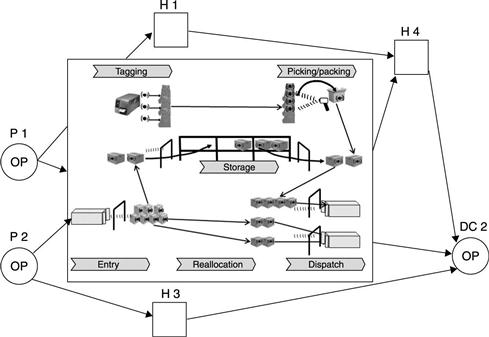
To demonstrate how software can support the described process, an RFID-based test and demonstration tool called OrdWare has been created. It supports the use cases Ordering, Packing, Shipping, Warehouse (hub) entry, Storage and Palletizing. Table 6.6 lists the supporting actions provided by the tool for the use cases. The tool offers interfaces for order entry, RFID-based identification of single garments and packages, allocation of packages to orders, and creation of packing lists. Instances of the application can be installed in several network nodes and exchange data in a simple XML format. The architecture of the tool is based on the concept of a network node representing a generalized distribution hub, in which all use cases can be supported (Fig. 6.6). Thus the software supports, at each hub, all use cases listed. Figure 6.7 illustrates exemplarily in the form of a UML class diagram the static structure of the application’s OrdWarePacking component, which handles the Packing use case.
Table 6.6
Use cases supported by the OrdWare software tool
| Use case | Process steps supported by OrdWare tool |
| Ordering | Messaging and receipt (or entry) of customer orders |
| Tagging | Attachment of transponders on ready-made garments |
| Packing | Identification of all individual garment articles and packages by reading of attached RFID transponders Allocation of all garment pieces to package, in which it is packed Allocation of garment packages to customer orders within system’s order database |
| Shipping | Identification of garment packages during container stuffing and creation of an allocation relation Allocation of packages (and pieces inside) to container and transport Creation of a container packing list |
| Warehouse (hub) Entry | Identification of packages (and inside pieces) after unloading of containers Check with packing list received from sender |
| Storage | Identification of packages (and inside pieces) during storage in a hub or warehouse Allocation of pieces to storage racks |
| Palletizing | Identification of packages during palletizing Allocation of packages (and inside pieces) to packages |
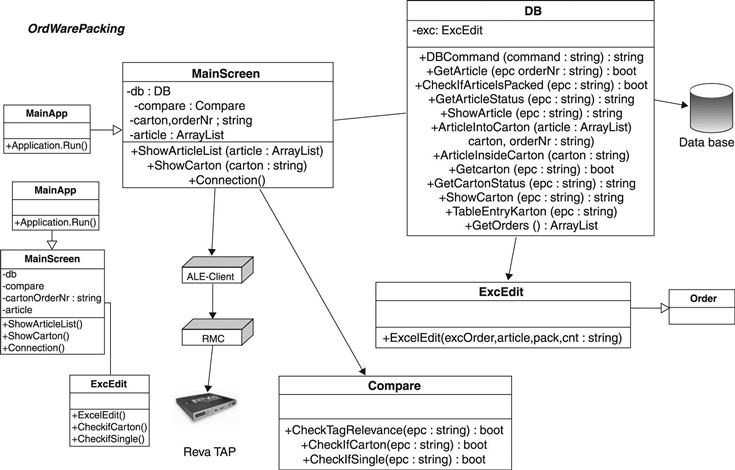
6.7 Static structure (UML class diagram) of the OrdWare application components handling the Packing use case (source: own creation).
The class Compare, which is shared by all modules of the software, checks the incoming transponder data for relevance. The class ExcEdit updates the order lists, which is retrieved from the DB class. The DB class provides access to the database. The method GetArticle() checks whether an article is concordant with the article types and variants of the current order, whether it has been packed already, and whether the ordered number of this article type and variant has already been exceeded. The database and the order list are updated accordingly. The other methods of the class request transponder data from the database, check the status, retrieve article or package data, connect item and package numbers and update the database. The MainScreen class accesses the XML data, filters out the tag data, converts them to strings and then further processes them by accessing methods of other classes by way of the Connection() method. The retrieved package data is stored as strings; article data is stored as an ArrayList for further processing. The components handling the rest of the supported use cases are structured in a similar way.
6.7 The benefits of using RFID technology
RFID technology offers the potential to store individual product-related data and additional logistic process data, both at item and at unit level, allowing the correct data to be more easily associated with the products. This allows better synchronization of physical material flows and associated data flows over supply chains (Gillert and Hansen, 2007; Schuster et al., 2007).
The described application of RFID technology and information processing tools allows individual identification and tracking of individual ready-made garments, or of garments bundled in packages, and their allotment to customer orders at different transport hubs, or already at factories. This allows better coping with some problems appearing in particular within geographically widely distributed apparel supply chains with long lead times.
Generally, quality and reliability of logistic services, despite low costs, are crucial for economic success in the apparel branch. Order fulfillment and product delivery failures, such as stock-outs or increased storage costs and product depreciation write-offs, affect revenues in an unfavorable way. It is estimated that, due to the long lead times and demand forecasting difficulties mentioned in Section 6.2, up to 30 to 40% of high-fashion articles cannot be sold during the short sales season before the life expectancy of the article expires (Hoyndorff et al., 2010). The need to cope with this situation, as well as the impetus to realize Quick Response concepts have led in a number of cases to vertical integration of apparel suppliers and retailers by different organizational measures (Richardson, 1996). Vertically integrated suppliers generally achieve better reaction to market changes due to shortened reaction times and more closely integrated information flows. However, these competitive advantages cannot easily be copied by most traditional suppliers, which are often SMEs. It is estimated they have to write off up to 15 to 20% of their high-fashion articles (Hoyndorff et al., 2010). In this context, the described application may help to improve handling of customer orders and thus cope with the following problems:
• Reduce the risk of stock-outs caused by incorrect packing lists due to manual counting or documentation errors.
• Reduce lead times of critical customer orders by allowing these orders to be served directly, without need for further storage and picking at the distribution centers.
• Improve the handling of articles produced for extinct customer orders: The optimal reaction to the process disturbances mentioned in Section 6.3 would consist in simply redirecting the package of garments accordingly. However, due to the large number of different product variants, it is rare that an open customer order will share the exact SKU in the exact number of pieces of each SKU. For this reason, reaction to order modifications will mainly consist in rerouting these packages to a supplier warehouse. But even when these articles cannot be redirected to other customers with still open orders, they can be better identified, thus allowing redirection to the distribution centers and to trigger marketing activities to sell them in a short time. This may help to reduce the volume of articles that have to be written off, or sold with large price reductions, by the end of a sales season.
Use of RFID technology to support the processes described in this chapter has to meet the necessary conditions for successful application of the technology. Some aspects that will be discussed here are application of transponders well suited to garments or textiles, compatibility of the technologies used at the geographically widely distributed hubs of the logistics network, as well as commitment of the different partners within that network to install and maintain the technology, provide the necessary information, and share the related costs.
Use of RFID technology in the apparel industry requires availability of suitable RFID transponders. A variety of transponders have been specially developed to meet the requirements of applications in textiles or garments (Kallmayer et al., 2003; Kern, 2007; Schneider and Gilbert, 2009). Transponders used for textiles or garments can be classified into inlays, labels and tags (Bertolini et al., 2012). Inlays are semi-finished products, composed of an antenna, often made from conductive ink, and a chip placed on a normally very thin and flexible paper, tissue, plastic or thermoplastic support material. They can be used as components of different types of attachable transponders such as labels. Labels are inlays with an added thin support (protective liner, foil or coating), which is normally flexible and can be adhesive. Tags are labels or inlays embodied into a rigid material or support (Bertolini et al., 2012).
Transponders, which are to be permanently applied at item level, are often sewed into the garments during production. They have to be resistant to physical strains, such as heat, pressure and deformation, as well as chemical strains, such as water, and acid or alkaline environments, due to their exposition to washing, dyeing, ironing and folding during production and transport, or during later use by the end consumer. In addition, permanent labels may reduce the wearing comfort of the garments, and generally require acceptance by end consumers. Alternatively, transponders may be applied only temporarily, for example, as removable labels or stickers. Removal of transponders, before handing garments over to the end consumer or the retailer, avoids the mentioned problems. However, it requires additional process steps for removing and recycling, or disposal, of the transponders, and sufficient quality control of the attachment of the transponders to make sure they remain with the garment and are operational during their required operation time. Custom-made, removable transponder labels can be used, which can be printed out at low cost with an RFID capable printer and added to size books or price stickers.
Collecting data from geographically widely scattered logistic objects and disseminating this data in the nodes of the supply network necessitates common standards concerning hardware components, communication protocols, interfaces and data. In apparel logistics, meeting this requirement is rendered even more difficult by the distribution of the supply chain over many countries in different global regions. One solution may be more universal application of the Electronic Product Code (EPC) industrial standard, which has been designed to enable data sharing across enterprises. EPC defines an architecture, which proposes transponders to store only a product identity and use this to reference a data file containing all relevant product-related data via an internet-based registration and access mechanism, enabling participants to obtain a common view of the objects within a business context. EPC (EPCglobal, 2007a) compatible codes, such as EAN or ILE, can be used to specify article or transport unit-related data (Fleisch, 2005; Schuster et al., 2007).
Different coding systems for logistic objects are listed in Table 6.7. Generally, there are two different alternatives for automatic identification of logistic objects. The first alternative is identification of only the type of an object (e.g. an article), without distinguishing between different instances, as with the standardized barcode EAN 128. The second alternative allows additional identification of individual objects, for example, the instances or pieces of the same type, as with SGTIN. Both alternatives are often compatible with each other. For example, SGTIN takes over the typical fields for coding the producing company and the article type from EAN and adds an individual serial number for the individual piece (Floerkemeier, 2005). The so-called EPCIS events (Electronic Product Code – Information Service events) specify an information infrastructure for the standardized exchange of RFID-based data across enterprise boundaries (EPCglobal, 2007b). However, actual implementation of these standards is still incomplete.
Table 6.7
Application of GS 1 data structure standards
| Level of identification | German Standard | International Standard |
| Identification of transport units (e.g. ISO containers) | Mehrwegtransport-verpackung (MTV) = re-usable unit transport package) | Global Returnable Asset Identifier (GRAI) Global Individual Asset Identifier (GIAI) |
| Identification of packing units (e.g. palettes, cartons) | Nummer der Versandeinheit (NVE) |
Serialized Shipping Container Code (SSCC) |
| Identification of retail items (e.g. articles) | EAN SGTIN (serialized EAN) |
Global Trade Item Number (GTIN) |
| Identification of a physical, functional or legal unit (e.g. company, or company location, e.g. warehouse) | Serialized Global Location Number (SGLN) |
International Location Number (ILN) |
Source: Based on Gross (2006) and Koenings (2007).
Besides the lack of standards for scalable RFID systems on a global scale, distribution of RFID-induced costs and benefits across supply chains is considered an additional obstacle to adoption of the technology (Szmerekovsky and Zhang, 2008). This includes in particular the asymmetric distribution of costs and benefits across logistics. Often costs for collection, retrieval and distribution of data are to a large degree to be taken at the upstream stations of a production network, while the benefits from using this data can be gained at the downstream stations of the production network. To balance costs and benefits evenly across the supply chain, a quantification of both the costs and the value of a particular piece of information in a logistics network is required. However, existing approaches to the cost-benefit-sharing have not been universally successful (Uckelmann, 2012). A potentially suitable approach may be the use of billing systems that allow determination of the costs of generating and messaging a piece of information and fully automated billing of these costs to the recipient of that information (Uckelmann and Scholz-Reiter, 2011).
According to the concepts developed in a collaborative project at the University of Bremen, autonomous control is characterized by interacting elements in non-deterministic, logistic systems, which possess the capability to render their own decisions independently. Application of autonomous control aims to improve the behavior of a logistic system in cases of dynamic instability resulting from sudden changes affecting the system from within, or from the outside. Examples of changes from within are the breakdown of a production or transportation resource. An example of changes from the outside is a sudden change in customer demand. Improved behavior in dynamic situations makes the system more robust (Windt and Huelsmann, 2008).
In logistic processes, intelligent objects should be able to collect and process information on their environments and to identify and evaluate alternative process executions (e.g. alternative transport routes within a logistic network) according to their individual evaluation system (Böse and Windt, 2007), if the concept of autonomous logistic objects is applied to apparel logistics and the allocation of garments to customer orders, article pieces, logistic units (bundles of article pieces) and customer orders. Individual garment pieces may be considered instances of an article type, which specifies potential customers, quality, color and size. Logistic units for storage or transportation bundling together articles that share similar characteristics should be considered autonomous logistic objects and be provided with an identity of their own. Customer orders should also be considered autonomous logistic articles. Smart labels might be considered as the first step to attaching intelligence to the articles, which enables them to render and execute their own decisions referring to their own objectives, such as short lead times until delivery to a customer, or minimizing transport costs (Scholz-Reiter et al., 2010).
6.8 Conclusion and future trends
This chapter outlined a concept of how the use of RFID technology for individual identification of garment pieces, or packages of garments, can be used to support more direct delivery of garments from production plants to retailers. This eliminates the need to route them by default through supplier warehouses for order-specific picking. Direct delivery requires more flexible allocation of articles to customer orders in apparel supply chains, which have to cope with large numbers of different product variants. In this way, the allocation can be made for any garment packages within the supply network, not only at the final distribution center. Allocation decisions can be rule-based, using combinations of priority rules to rank customer orders, and differences across different product variants.
Further research should try to further explore the application of the concept of autonomous control to apparel logistics and refine and expand the model of apparel pieces and bundles as autonomous logistic objects within transport scenarios. Autonomous control might help achieve full flexibility of the product distribution process, when each bundle of articles may render its own decisions, in order to route itself through a transport network from the production plant directly to the customer. The validity of the concept has to be checked by additional test trials or a limited roll-out for individual product lines.
6.9 Sources of further information and advice
Autonomous control of logistic processes has been studied in a large collaborative research project at the University of Bremen. Two publications give extensive information on this collaborative research project, the first by Windt and Huelsmann (2008) on the basic concepts and first applications, and the second by Huelsmann et al. (2011) on the limitations of autonomous control. Within this collaborative project, one sub-project has studied the potential for using the concept of autonomous control in apparel logistics in several publications. Scholz-Reiter et al. (2009a,b) provide introductions to the topic and outline the basic applications in apparel logistics, while Scholz-Reiter et al. (2009c,d) apply the concept of autonomous control also to the realm of apparel manufacturing. Scholz-Reiter et al. (2010) have outlined how the concept of autonomous control can be used for flexible product allocation in distribution processes within an apparel supply chain. Scholz-Reiter et al. (2011) report some lessons learned on the limitations of autonomous control in practical applications, including apparel logistics, while in Scholz-Reiter et al. (2013), a model for cost determination of autonomous control in apparel logistics is described.
Three German language sources deal in detail with many aspects of using RFID technology in apparel distribution logistics: Schmidt and Mannel (2002) report the results of a project involving tagging of leisure wear garments in a factory in Bangladesh; Mannel (2006) describes a process-orientated model for assessment of economic effects in logistics; and Vogeler (2009) describes a detailed implementation procedure for employment of RFID.
6.10 Acknowledgement
The authors are grateful for the generous support received from the German Research Foundation (DFG) as part of the Collaborative Research Centre 637, Autonomous Cooperation Logistic Processes – A Paradigm Shift and its Limitations (CRC637).
6.11 References
1. Abd-Ellatif SAM. Strukturierungsmethoden als Basis für die Einführung von qualitätsorientierten Leitsystemen in der textilen Prozesskette Aachen: University of Aachen; 2004; http://darwin.bth.rwth-aachen.de/opus3/volltexte/2004/996/pdf/Abd-Ellatif_Samar.pdf; 2004; Available from, (accessed 22 January 2013).
2. Ahlert D, Dieckheuer G. Marktorientierte Beschaffung in der Bekleidungsindustrie Münster: FATM; 2001.
3. Bertolini M, Bottani E, Ferretti G, Montanari R, Volpi A. Analysis of the requirements of RFID tags for efficient fashion supply chain management. International Journal of RF Technology: Research and Applications. 2012;3(1):39–65.
4. Böse F, Piotrowski J, Windt K. Selbststeuerung in der Automobil-Logistik. IndustrieManagement. 2005;20(4):37–40.
5. Böse F, Windt K. Catalogue of criteria for autonomous control in logistics. In: Hülsmann M, Windt K, eds. Understanding Autonomous Cooperation and Control in Logistics – The Impact on Management, Information and Communication and Material Flow. Berlin: Springer; 2007:57–72.
6. Bruckner A, Müller S. Supply Chain Management in der Bekleidungsindustrie. Cologne: Forschungsstelle der Bekleidungsindustrie; 2003.
7. Brun A, Castelli C. Supply chain strategy in the fashion industry: Developing a portfolio model depending on product, retail channel and brand. International Journal of Production Economics. 2008;116:169–181.
8. Datamonitor. Global Apparel Retail. www.datamonitor.com; 2010; Available from, (accessed 12 October 2012).
9. EC. Policy Options for the Competitiveness of the European Fashion Industries – where manufacturing meets creativity, European Commission Staff Working Document SWD(2012) 284 final/2. Available from http://ec.europa.eu/enterprise/newsroom/cf/_getdocument.cfm?doc_id=7666; 2012a; (accessed 2 February 2013).
10. EC. Textiles and clothing industry. http://ec.europa.eu/enterprise/sectors/textiles/index_en.htm; 2012b; Available from, (accessed 4 October 2012).
11. EPCglobal. The EPCglobal Architecture Framework EPCglobal Final Version 1.2 2007a; http://www.gs1.org/gsmp/kc/epcglobal/architecture/architecture_1_2-framework-20070910.pdf; 2007a; Available from, (accessed 28 March 2012).
12. EPCglobal. EPC Information Services (EPCIS) Version 1.0.1 Specification 2007b; http://www.gs1.org/gsmp/kc/epcglobal/epcis/epcis_1_0_1-standard-20070921.pdf; 2007b; Available from, zuletzt aktualisiert am 25.10.2007, (accessed 26 March 2012).
13. Finkenzeller K. RFID Handbook: Fundamentals and Applications in Contactless Smart Cards and Identification. Munich: Carl Hanser; 2004.
14. Fissahn J. Marktorientierte Beschaffung in derBekleidungsindustrie. Münster: Münster University; 2001.
15. Fleisch, E. and Friedemann, M., Das Internet der Dinge, Berlin: Springer, 87–100. DOI: 10.1007/3-540-28299-8.
16. Floerkemeier C. EPC-Technologie: vom Auto-ID Center zu EPCglobal. In: Floerkemeier C, Fleisch E, Friedemann M, eds. Das Internet der Dinge. Berlin: Springer; 2005:87–100.
17. Gereffi G, Memedovic O. The Global Apparel Value Chain: What Prospects for Upgrading by Developing Countries? Vienna: UNIDO; 2003.
18. Gillert F, Hansen W-R. RFID für die Optimierung von Geschäftsprozessen. Munich: Hanser; 2007.
19. Grömling M, Matthes J. Globalisierung und Strukturwandel der deutschen Textil- und Bekleidungsindustrie. Cologne: Deutscher Instituts-Verlag; 2003.
20. Gross S. Eine Informationssystem-Architektur für RFID-gestützte logistische Geschäftsprozesse Fallbeispiele, Konzepte, Handlungsempfehlungen. Bamberg: Difo-Druck; 2006.
21. Heger J, Hildebrandt T, Scholz-Reiter B. Switching dispatching rules with Gaussian processes. In: Robust Manufacturing Control. 2013:73–85.
22. Heydt Avd. Efficient Consumer Response – so einfach und doch so schwer. In: Heydt Avd, ed. Efficient Consumer Response – Konzepte – Erfahrungen und Herausforderungen. Munich: Franz Vahlen GmbH; 1999:2–23.
23. Holthaus O. Efficient dispatching rules for scheduling in a job shop. Journal of Production Economics. 1997;48:87–105.
24. Hoyndorff K, Hülsmann S, Spee D, ten Hompel M. Fashion Logistics Grundlagen über Prozesse und IT entlang der Supply Chain. Huss-Verlag GmbH: Munich; 2010.
25. Huelsmann M, Scholz-Reiter B, Windt K. Autonomous Cooperation and Control in Logistics: Contributions and Limitations – Theoretical and Practical Perspectives. Heidelberg: Springer; 2011.
26. Hurcks K. Internationale Beschaffungsstrategien in der Textil- und Bekleidungsindustrie. Bergisch Gladbach, Cologne: Verlag Josef Eul; 1993.
27. Kallmayer C, Pisarek R, Neudeck A, et al. New assembly technologies for textile transponder systems. In: Proceedings of the IEEE Components, Packaging, and Manufacturing Technology Society: 53rd Electronic Components & Technology Conference. Piscataway, NJ: IEEE Service Center; 2003:1123–1126.
28. Kern C. Anwendungen von RFID-Systemen. Berlin: Springer; 2007.
29. Kistner K-P, Steven M. Produktionsplanung. Heidelberg: Physica-Verlag; 2001.
30. Koenings B. RFID im Handel: eine geschäftsprozessorientierte Einführung von Transpondertechnologien. Saarbrücken: VDM-Verlag; 2007.
31. Langenhorst I. Shop-Logistik in der Bekleidungswirtschaft: eine Analyse der Anforderungen herstellerinitiierter Shop-Systeme an die Logistikprozesse der Bekleidungsindustrie Frankfurt (M.): Peter Lang – Europäischer Verlag der Wissenschaften; 1999.
32. Mannel A. Prozessorientiertes Modell der ökonomischen Auswirkungen des RFID-Einsatzes in der Logistik. Dortmund: Dortmund University; 2006.
33. Mostard J, Teunter R, de Koster R. Forecasting demand for single-period products: A case study in the apparel industry. European Journal of Operational Research. 2011;211(1):139–147.
34. Pfohl H-C, Gomm M, Shen X. China: Textil- und Bekleidungs-Supply Chain zwischen Deutschland und China. In: Wolf-Kluthausen H, ed. Jahrbuch der Logistik 2007. Korschenbroich: free beratung; 2007:258–264.
35. Quick J, Rinis M, Schmidt C, Walber B. SupplyTex – Erfolgreiches Supply-Management in KMU der Textil- und Bekleidungsindustrie Aachen: Forschungsinstitut für Rationalisierung (FIR) e.V. an der Universität Aachen; 2010.
36. Richardson J. Vertical integration and rapid response in fashion apparel, Organization Science. 1996;7(4):400–412 http://www.jstor.org/stable/2635100; 1996; Available from (Stable URL), (accessed 13 February 2013).
37. Schmidt J, Mannel A. Einsatzpotenziale der Transpondertechnologie in der Bekleidungsindustrie. Cologne: Forschungsgemeinschaft Bekleidungsindustrie; 2002.
38. Schneider A, Gilbert H. Textile-Smart-Label (RFID + EAS) für die Bekleidungsindustrie. Forward Textile Technologies. 2009;12:34–36 http://www.fashiongrouprfid.de/presse_downloads/ftt_Ausgabe0912_TextileSmartLabel_091127.pdf; 2009; Available from, (Accessed 9 February 2013).
39. Scholz-Reiter B, Teucke M, Özsahin M-E, Sowade S. Smart label-supported autonomous supply chain control in the apparel industry. In: Proceedings of the 5th international Congress on Logistics and SCM Systems (ICLS2009), Program Committee the 5th International Congress on Logistics and SCM Systems. 2009a:44–52.
40. Scholz-Reiter B, Teucke M, Özsahin M-E, Mehrsai A. Autonomous order allocation in large distance apparel industry supply chains based on use of RFID technology (a case study). In: Proceedings of the 14th International Symposium on Logistics (ILS 2009). Nottingham: Nottingham University (on CD); 2009b:329–336.
41. Scholz-Reiter B, Sowade S, Rippel D, Teucke M, Özsahin M, Hildebrandt T. A contribution to the application of autonomous control in manufacturing. International Journal of Computing. 2009c;3(3):279–291.
42. Scholz-Reiter B, Teucke M, Sowade S, Rippel D, Özsahin M-E, Hildebrandt T. Applying autonomous control in apparel manufacturing. In: Proceedings of the 9th WSEAS International Conference on Robotics, Control and Manufacturing Technology (ROCOM’09). Stevens Point, WI: WSEAS Press; 2009d:73–78.
43. Scholz-Reiter B, Teucke M, Schweizer Virnich A, Özsahin M-E. Flexible product allocation in distribution processes in an apparel supply chain. In: Proceedings of the International Conference on Logistics and Maritime Systems (LOGMS). 2010:604–613. NN, Pusan, South Korea.
44. Scholz-Reiter B, Ruthenbeck C, Teucke M, Hoppert J. Limitations of autonomous control in practical applications: Report on lessons learned from vehicle an apparel logistics. In: Huelsmann M, Scholz-Reiter B, Windt K, eds. Autonomous Cooperation and Control in Logistics. Heidelberg: Springer; 2011:291–311.
45. Scholz-Reiter B, Sowade S, Teucke M. Modelling the costs of autonomous logistics. In: Proceedings of the First Conference of the German Academic Society for Production Engineering (WGP). Berlin: Springer; 2013:221–232.
46. Schuster E, Allen S, Brock D. Global RFID: the Value of the EPCglobal Network for Supply Chain Management. Berlin: Springer; 2007.
47. Seifert D. Collaboration Planning Forecasting and Replenishment. Bonn: Galileo Press; 2002.
48. Shepard S. RFID–Radio Frequency Identification. New York: McGraw-Hill; 2005.
49. Szmerekovsky J, Zhang J. The effect of supply chain contracts on supplier and retailer costs and benefits in an RFID system. In: Blecker T, Huang G, eds. RFID in Operations and Supply Chain Management: Research and Applications. Berlin: Schmidt; 2008:355–375.
50. Tellkamp C, Quiede U. Einsatz von RFID in der Bekleidungsindustrie – Ergebnisse eines Pilotprojekts von Kaufhof und Gerry Weber. In: Fleisch E, Mattern F, eds. Das Internet der Dinge. Berlin: Springer; 2005:143–160.
51. Thomassey S. Sales forecasts in clothing industry: The key success factor of the supply chain management. International Journal Production Economics. 2010;128(2):470–483.
52. Uckelmann D. In: Quantifying the Value of RFID and the EPCglobal Architecture Framework in Logistics A Technology-based Approach to Evaluate and Bill Product-related Information in an Internet of Things. Berlin: Springer; 2012.
53. Uckelmann D, Scholz-Reiter B. Integrated billing solutions in the internet of things. In: Harrison M, Michahelles F, eds. Architecting the Internet of Things. Berlin: Springer; 2011.
54. Vogeler S. Entwicklung eines Vorgehensmodells zur Implementierung der RFID-Technologie in logistischen Systemen am Beispiel der Bekleidungswirtschaft. Berlin: Universitätsverlag der TU Berlin; 2009.
55. Windt K, Hülsmann M. Understanding Autonomous Cooperation and Control in Logistics: The Impact on Management, Information and Communication and Material Flow. Berlin: Springer; 2008.