
7 Review on Rheological Behavior of Aluminum Alloys in Semi-Solid State
R. Gupta
Research Scientist Sigma Carbon Technologies Jaipur
A. Sharma and U. Pandel
MNIT Jaipur
CONTENTS
7.3 Factor Affecting Viscosity
7.1 Introduction
Various characteristics of material are governed by numerous factors such as size, shape, circulation of solid particles throughout the material, solid fraction, shear rate, and viscosity of the material. During solidification, the conventionally cast alloys comprise dendritic morphology. The dendritic morphology exhibits poor ductility, feed ability, and can lead to hot tearing. The alloys being processed in a semi-solid state, this dendritic morphology must change into globular morphology. The alloy with globular morphology has better mechanical properties than the alloy having dendritic morphology [1,2].
Semi-solid metal working is a process in which alloy having partial solid and liquid behavior is injected into the die. The main requirement for semi-solid casting is a non-dendritic microstructure [3]. About 40 years ago, Spencer [4,5] remarked that stirring of alloy in semi-solid state leads to non-dendritic morphology with rheological characteristics. Modigell and Pape [6] studied rheology as an interdisciplinary science that connects physics, physical chemistry, and engineering sciences. The word “rheology” integrates the Greek words rheo denotes flow and logos implies science. Therefore, rheology deals with concurrent deformation and flow of materials [7]. The rheological behavior of material mainly reliant on viscosity of the slurry, and further the viscosity can be determined with non-dendritic morphology of SSM processing [8]. The non-dendritic morphology can be attained by several approaches such as (i) mechanical or electromagnetic stirring, (ii) thermo-mechanical treatments that involve plastic deformation monitored by heating to a semi-solid temperature, and (iii) cooling slope [9,10 and 11].
A356 aluminum alloy has been extensively studied due to its vast difference between solids and liquids temperature, excellent castability, weldability, high strength to weight ratio, and good corrosion resistance. Therefore, A356 alloy is widely used for various applications in automotive and aerospace sectors [12].
7.2 Fundamentals of Rheology
Fundamentals of rheology are given as follow.
7.2.1 Newtonian Fluids
Fluids in which shear stress is directly related to the shear rate are known as Newtonian fluids.
Where, τ = shear stress, η = dynamic viscosity and
Figure 7.1 shows a graph between shear stress and shear rate, in which the straight line is for Newtonian fluid and its slope illustrates the dynamic viscosity. Viscosity designates resistance to flow and given as internal resistance of fluids. For Newtonian fluids, the viscosity is constant irrespective of shear stress and shear rate [13]. Most gases and water are the examples of such kind of fluid [14,15].
7.2.2 Non-Newtonian Fluids
The fluids that do not conform to Newton’s law, i.e., viscosity continually varies are known as non-Newtonian fluids. The curves in Figure 7.1 for non-Newtonian fluids are non-linear and defined as:
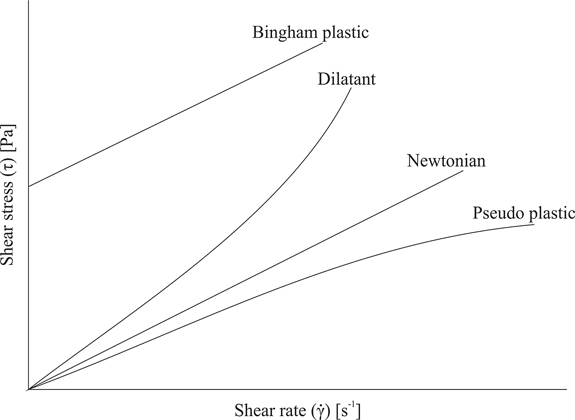
FIGURE 7.1 Different types of fluid behavior [13].
Where, K= constant and n= power law index.
In Equation 7.3 for n = 1, the viscosity is constant and shows behavior similar to Newtonian fluid. A pseudo-plastic behavior of the material is apparent for n < 1. Various fluids such as gelatin, blood, milk are examples of fluids having pseudo-plastic behavior. While shear thickening for n > 1. Sugar in water, an aqueous suspension of rice starch, etc., shows shear-thickening characteristics [16,17].
Another type of fluids in which no yield stress is observed, but for which the viscosity increases with the shear rate are acknowledged as dilatant/shear-thickening fluids and for shear thickening fluids n > 1 [18]. Since the viscosity of non-Newtonian fluids continually changes and mentioned as apparent viscosity [19,20 and 21].
The presence of yield stress is measured when SSM slurry is considered as Bingham fluid. Herschel–Bulkley model describes the characteristics of Bingham fluid and defined as:
Where τ0 = yield stress. Equation 7.3 is for the material that doesn’t exhibit plastic behavior. If the material comprises plastic behavior, then a term related to yield stress is added and further given by Equation 7.4. This equation gives the steady-state curves and compares the theoretical and experimental results for yield stress. Various researchers [22,23] perceived extensive variations in theoretical and experimental results. For example, the shear rate exponent n = 0.83 for a semi-solid slurry of Sn-15Pb with a solid fraction of 0.45 [22], while n = 1.29 by Modigell and Koke [23]. To examine the defectiveness of the anticipated model, this anticipation was linked with the Herschel–Bulkley model (Figure 7.2).
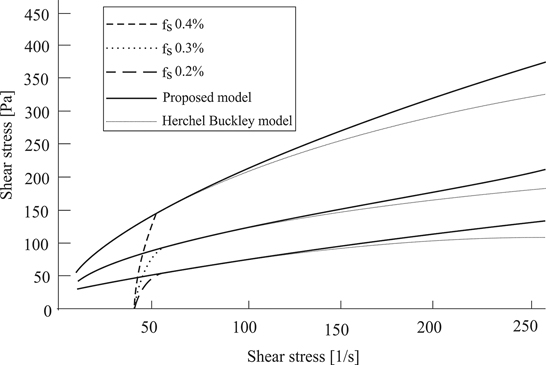
FIGURE 7.2 Comparison between proposed model and the conventional Herschel–Bulkley model [22].
Figure 7.2 shows that the Herschel–Bulkley model is valid for lower value of shear rate, and at higher value, it revealed variations between theoretical and experimental quantities. So, the parameters must regulate the higher and lower values demonstrated with error [24].
7.3 Factor Affecting Viscosity
Different factors that affect the viscosity of slurry are described below:
7.3.1 Solid Fraction
It is an important parameter which affects the viscosity of the primary α-Al phase, e.g., dendritic α-Al phase of Al-Si alloys. In general, at constant shear rate, as solid fraction increases, the viscosity also increases, first slowly for lower value of solid fraction and rapidly for higher value solid fraction. Figure 7.3 depicts the continuous cooling curve for Sn-15Pb alloy [25].
Figure 7.3 shows that when solid fraction was < 0.6, the viscosity of Sn-15Pb alloy increases slowly and exhibits pseudo-plastic (steady-state) behavior. But for larger than 0.6 solid fraction, the viscosity varies rapidly and illustrates thixotropy (transient-state) behavior.
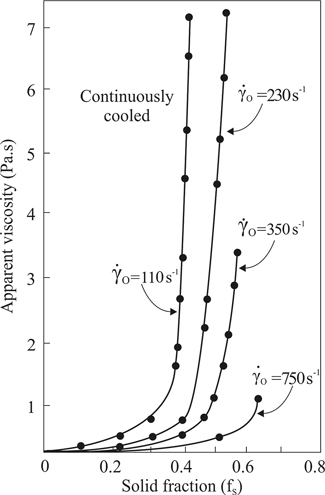
FIGURE 7.3 Apparent viscosity and solid fraction of Sn-15Pb alloy sheared at various shear rates
Lorenz et al. [26] observed the effect of an increase in solid fraction on the microstructure of Al-7Si alloys as shown in Figure 7.4. It is illustrated that as the solid fraction increases, the primary α-Al phase tends to spherical morphology having uniform grain size throughout the material.
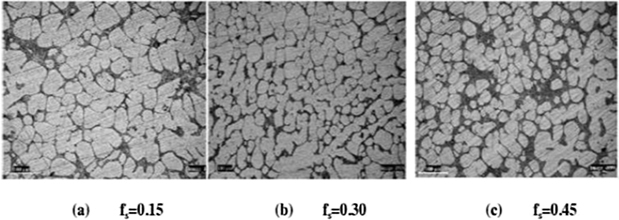
FIGURE 7.4 Optical micrographs of Al-7Si alloy water-quenched semi-solid slurry under different conditions (grain refined with SiB alloy at 1000 rpm, 5 min holding time [26]).
Figure 7.4 also showed that increment in solid fraction produces coarse and round particles. At higher solid fraction, coalescence phenomena take place that lead to coarser α-Al phase and prolonged processing time support more globularization.
7.3.2 Temperature
Temperature has a substantial part in SSM processing. As temperature increases, the viscosity of slurry decreases. Temperature delivers the activation energy to the molecules of the fluid as a result the molecule starts to move on each other, i.e., comes in the state of motion [27]. Zheng et al. [28] studied the influence of temperature on semi-solid ZL 101 (Al-7.46 Si-0.49 Mg) alloy during electromagnetic stirring.
Figure 7.5a illustrates that primary phase has rosette-like, globular-like, and particle-like morphology having coarse grains. In Figure 7.5b, most of primary phase comprises globular-like and particle-like and few shows rosette-like a-Al phase with refined grain size. Figure 7.5c depicts that primary phase has more spheroidal-like and particle-like morphology and further refined grains than grains in Figure 7.5a and b [28]. Hence, the results showed that the average grain size of primary phase decreases as pouring temperature decreases.
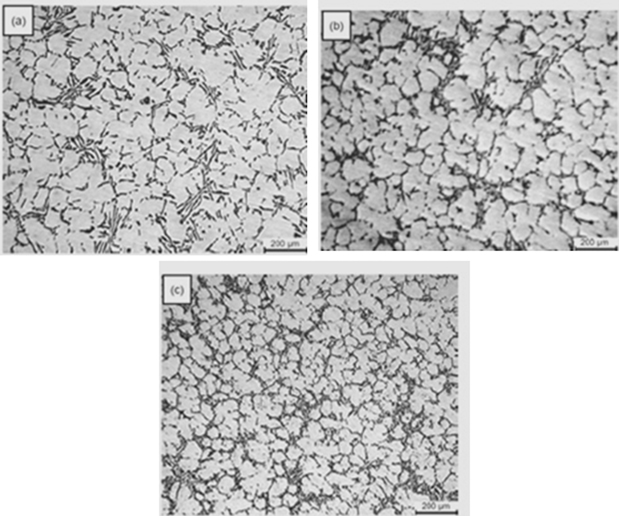
FIGURE 7.5 Morphology of α-Al phase in ZL101 alloy with stirring at various pouring temperature (a) 650, (b) 630, and (c) 615°C [28].
7.3.3 Shear Rate
More precisely the rheological characterization can be studied with isothermal steady-state experiments. The steady state, as defined earlier, is a state where the viscosity remains constant for the given value of solid fraction, shear rate, and stirring time. Hence, the steady-state viscosity is a function of solid fraction and shear rate but not of time [29]. Joly and Mehrabian [25] illustrated the pseudo-plastic behavior for Sn-15Pb alloy (Figure 7.3). Turng and Wang [30] further confirmed this kind of behavior. Figure 7.6 showed that for a fixed level of solid fraction as shear rate increases, the viscosity of the given alloy decreases and it further reached to a constant value when shear rate continually increased. This pseudo-plastic behavior was also observed by Das et al. [31].
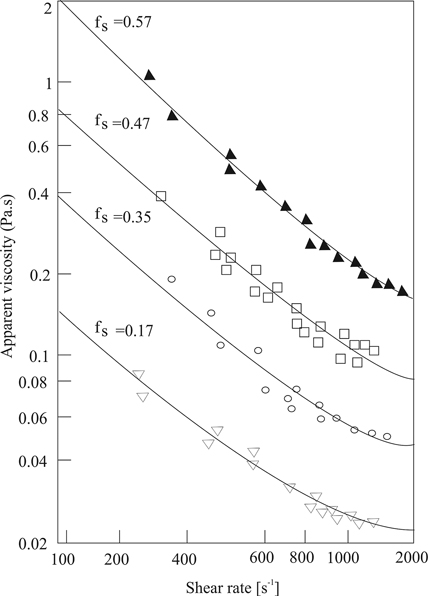
FIGURE 7.6 Steady-state apparent viscosity vs. shear rate in Sn-15Pb alloy for various solid fractions fs values [25].
Various investigators [32,33,34 and 35] also displayed the effect of shear rate on morphology of α-Al phase. They observed that with the shear rate the average grain size of primary α-Al phase decreased. Granath et al. [36] demonstrated the influence of rotation speed on the average grain size of A356 alloy formed with rapid slurry formation (RSF) process. The rotation speed varied from 600 to 1800 rpm at a given solid fraction of about 5wt.%, and the temperature of the slurry was about 627°C. The decrement in viscosity leads to de-agglomeration of α-Al phase, i.e., the features of structural breakdown in semi-solid state. Therefore, the steady-state viscosity of semi-solid state at a given shear rate can be determined by the agglomeration and de-agglomeration phenomena between the particles (Figure 7.7).

FIGURE 7.7 Effect of rotation speed on the average grain size [36].
7.4 Concluding Remarks
The consequence of various process parameters on the viscosity of SSM slurry has been studied. The major conclusion draws are as given below:
As the solid fraction increased, the viscosity of SSM slurry also increases; slowly at lower value of solid fraction and rapidly for higher value of solid fraction. The particles possess more globular morphology as the solid fraction increases.
As the temperature increased, the viscosity of the slurry and the globular morphology decreases. But the average grain size of particles increases as the temperature increases.
As the shear rate increased, the viscosity of the slurry decreases, and the particles have more globular morphology. Particle size also decreases, and the particles become fine as the shear rate increases.
References
1. G. H. Nickodemus, C. M. Wang, M. L. Tims, J. J. Fisher, and J. J. Cardarella, Rheology of material for semi-solid metal working applications, 5th International Conference on Semi-Solid Processing of Alloy and Composites, 1996, pp. 29–34.
2. P. Kapranos, D. H. Kirkwood, H. V. Atkinson, Development of hypereutectic Al alloys for thixoforming based on A390 composition, 6th International Conference on Semi-Solid Processing of Alloy and Composites, 1998, pp. 341–346.
3. G. Hirt, R. Kopp, Thixoforming Semi-Solid Metal Processing, 1st ed. Weinheim: Wiley, Verlag GmbH, 2009, pp. 25–38.
4. D. B. Spancer, R. Mehrabian, M. C. Fleming, Patent 6, International Materials Reviews, 1972, pp. 1932–1935.
5. A. V. Adedayo, Effects of addition of iron filings to green moulding sand on the microstructure of grey cast iron. Journal of Brazilian Society for Material Sciences and Engineering, vol. 32, 2010, pp. 171–175.
6. M. Modigell, L. Paper, H. V. Atkinson, Fundamentals of Rheology in Modeling of Semi-Solid Processing. Aachen: Shaker Ltd, 2008, pp. 20–49.
7. O. Lashkari, R. Ghomashchi, The implication of rheology in semi-solid metal processes: An overview, Journal of Materials Processings Technology, vol. 182, 2007, pp. 229–240.
8. S. Ordonez, O. Bustos, R. Colas, Thermal and Microstructural Analysis of an A356 Aluminium Alloy Solidified under the Effect of Magnetic Stirring. International Journal of Metal Casting, vol. 3, 2009, pp. 37–41.
9. P. R. Sahm, Y. Tsutsui, M. Kiuchi, K. Ichikawa, Approaches to the production of semi-solid Al alloy in the rheocasting process, Proceedings of the 7th International Conference on Advanced Semi-Solid processing of Alloys and Composites, 2002, pp. 789–794.
10. B. Bobic, M. Babic, S. MItrovic, M. T. Jovanovic, I. Bobic, Comparison of Rheological Behavior Between Semi-Solid Mixtures of Za27 Alloys and Za27-Al2O3 Composites. Association of Metallurgical Engineers of Serbia, 2009.
11. H. Moller, G. Govender, W. E. Stump, P. C. Pistorious, Comparison of heat treatment response of semi-solid metal processed alloys A356 and F357, International Journal of Cast Metals Research, vol.23, pp.37–43, 2010.
12. P. Das, K. Sudip, S. H. Chattopadhyay, P. Dutta, N. Barman, Rheological Characterization of Semi-Solid A356 Al Alloy. Trans. Tech Publications, Switzerland,vol. 192, 2013, pp. 329–334.
13. L. Ma, C. Denny, L. Davis, G. Obaldo, V. Gutavo, B. Canovas, Engineering Properties of Food and Other Biological Materials: A Laboratory Manual. Washington, DC: Washington State University, 1998, pp. 99–114.
14. N. D. Nevers, Fluid Mechanics for Chemical Engineers, 2nd ed., 1999, pp. 458–467.
15. T. Basner, Rehocasting of semi-solid A357 aluminium alloy, SAE Technical Paper Series, Singapore: McGraw-Hill International Editions, 2000, pp. 1–7.
16. V. Pouyafar and S.A. Sadough, An Enhanced Herschel–Bulkley Model for Thixotropic Flow Behavior of Semisolid Steel Alloys, Metallurgical and Materials Transactions B, Vol. 44, pp. 1304–1310, 2013.
17. M. C. Fleming, Behavior of metals in the semi-solid state, Metallurgical Transactions A, vol. 22, 1991, pp. 957c981.
18. R. A. Mclelland, N. G. Henderson, H. V. Atkinson, D. H. Kirkwood, Anomalous rheological behaviour of semi-solid alloy slurries at low shear rates, Material Science and Engineering, Vol. 232, pp. 110–118, 1997.
19. H. V. Atkinson, Current status of semi-solid processing of metallic materials, Advance in Material Forming, 2007, pp. 81–98.
20. A. Rouff, V. Favier, R. Bigot, Characterization of thixo forging steel during extrusion test, 7th International Conference on Semi-Solid Processing of Alloys and Composites, 2002, pp. 423–428.
21. Z. Fan, J. Y. Chen, Modelling of rheological behavior of semi-solid metal slurries part 2, steady state behavior, Journal of Material Science and Technology, vol. 18, 2002, pp. 243–249.
22. D. H. Kirkwood, M. Suery, P. Kapranos, H. V. Atkinson, K. P. Young, M. Suery, C. H. Peng, K. K. Wang, Semi-Solid Processing of Alloys. Berlin, Heidelberg: Springer, vol. 124, 2010.
23. M. Modigell, J. Koke, Time dependent rheological properties of semi-solid metal alloys. Mechanics of Time Dependent Materials, vol. 3, 1999, pp. 15–30.
24. V. Pouya, S. A. Sadough, An enhanced Herschel-Bulkley model for thixotropic flow behavior of semi-solid steel alloys, Metallurgical and Materials Transactions B, vol. 44, 2013, pp. 1304–1310.
25. Y. Murakami, K. Miwa, N. Omura, S. Tada, Effects of injection speed and fraction solid on tensile strength in semi-solid injection molding of AZ91D magnesium alloy, Materials Transactions, vol. 53, 2012, pp. 1775–1781.
26. L. Ratke, A. Sharma, D. Kohali, Effect of process parameters on properties of Al-Si alloys cast by Rapid Slurry Formation (RSF) technique, 3rd International Conference on Advances in Solidification Processes, IOP Conference Series; Material Science and Engineering, vol. 27, 2012, pp. 1–7.
27. T. Z. Kattamis, T. J. Piccone, Rheology of semi-solid Al-4.5Cu-1.5Mg alloy, Material Science and Engineering A, vol. 131, 1991, pp. 265–272.
28. L. Zheng, M. Weimin, Effect of pouring temperature on semi-solid slurry of ZL101 alloy prepared by slightly electromagnetic stirring, China Foundry, vol. 6, 2009, pp. 9–14.
29. Y. Fukui, D. Nara, N. Kumazawa, Evaluation of the deformation behavior of a semi-solid hypereutectic Al-Si alloy compressed in a drop-forge viscometer, Metallurgical and Materials Transactions A, vol. 46, 2015, pp. 1908–1916.
30. L. H. Qi, L. Z. Su, J. M. Zhou, J. T. Ghun, X. H. Hou, H. J. Li, Infiltration characteristics of liquid AZ91D alloy into short carbon fiber preform, Journal of Alloys and Compounds, vol. 527, 2012, pp. 10–15.
31. M. Agarwal, R. Srivastava. Influence of processing parameters on microstructure and mechanical response of a high-pressure die cast aluminum alloy. Materials and Manufacturing Processes, vol. 34, 2019, pp. 462–472.
32. R. Gupta, A. Sharma, U. Pandel, L. Ratke, Effect of varying shear force on microstructure of A356 alloy cast through rheo-metal process, International Journal of Material Research, vol. 108, pp. 648–655, 2017.
33. R. Gupta, A. Sharma, U. Pandel, L. Ratke, Wear analysis of A356 alloy cast through rheometal process, Material Research Express, vol. 4, 2017, pp. 1–11.
34. R. Gupta, A. Sharma, U. Pandel, L. Ratke, Effect of heat treatment on microstructures and mechanical properties of Al alloy cast through rapid slurry formation (RSF) process, International Journal of Cast Metal Research, vol. 30, 2017, pp. 283–292.
35. R. Gupta, A. Sharma, U. Pandel, L. Ratke, Coarsening kinetics in Al alloy cast through rapid slurry formation (RSF) process, Acta Metallurgica Slovaca, vol. 23, 2017, pp. 12–21.
36. C. G. Kang, J. W. Bae, B. M. Kim, The grain size control of A356 aluminum alloy by horizontal electromagnetic stirring for rheology forging, Journal of Material Processing Technology, Vol.187–188, pp.344–348, 2007.