9
Life cycle Approaches for Evaluating Textile Biovalorisation Processes: Sustainable Decision‐making in a Circular Economy
Karpagam Subramanian, Shauhrat S. Chopra, Cakin Ezgi, Xiaotong Li, and Carol Sze Ki Lin
School of Energy and Environment, City University of Hong Kong, Kowloon Tong, Hong Kong, China
9.1 Introduction
Rapid urbanization and modernization drive many environmental changes, like pollution, threats to biodiversity, GHG emissions, and health consequences across local and global scales (Nagendra et al. 2018). It is a complex phenomenon that propels social, economic, and environmental footprints, compelling industries to achieve sustainable development in multiple dimensions (Pedro et al. 2019). Environmental problems associated with the production of conventional products using fossil fuels and consumer awareness of eco‐friendly products, have also prompted the need for sustainable production approaches (González‐García et al. 2016). Sustainable development was popularized as a concept by the Brundtland Commission (United Nations, 1987) to “meet the needs of the present without compromising the ability of future generations to meet their own needs.” Subsequently, the Rio Summit in 1992 introduced and emphasized a connection between society, economy, and environment as fundamental to sustainable development. Hence, sustainable production approaches that ensure social cohesion, environmental protection, and worldwide prosperity have to be developed.
The concept of biovalorisation, based on biowastes plays a key role in the transition from conventional products to bio‐based products, and helps achieve sustainable development by addressing the three main dimensions: environmental sustainability, by converting waste to biofuels/virgin raw materials through valorisation; economic sustainability: production of value‐added byproducts that can bring revenue when sold in various other industries/markets; and social sustainability: creation of job opportunities in involved industries and satisfying the growing customer demand for bio‐based products (Fava et al. 2015). Recently, the demand for bio‐based products derived from sustainable resources has increased in many sectors, such as food, fuel, textiles, and chemicals, as they help to improve ecosystem quality, achieve zero waste, and make a positive contribution to society and economy (González‐García et al. 2018). Also, an increasing number of publications in the area of waste valorisation to produce bio‐based products, indicating a growing trend, has been observed while searching in databases such as Scopus and Science Direct.
Now that the exploration and development of such biovalorisation techniques is growing, it is important to evaluate the efficiency of such technologies from a sustainability perspective. Life Cycle Assessment (LCA) has been widely used in the textile sector for analyzing the environmental impacts of various aspects of the supply chain (Muthu et al. 2012), but application of LCA to evaluate biovalorisation methods is still new. Few studies have evaluated the environmental and economic dimensions of biovalorisation techniques in the literature, and LCA is the most widely used tool to calculate potential impacts (Iribarren et al. 2016). Social dimensions of sustainability are completely neglected mainly due to the lack of: (i) standardized procedures to calculate social impacts, and (ii) understanding of the social mechanisms and interactions between the involved processes and stakeholders (Popovic et al. 2018; Subramanian et al. 2018).
The textile industry produces an enormous amount of waste globally (Hu et al. 2018). An increasing population, fast‐changing fashion trends and the rise of purchasing power are all factors that have further stimulated worldwide clothes consumption and consequently, waste generation (Ling et al. 2019). Reuse is considered an ideal solution to this global problem, but it may not be a scalable solution; recycling might also have some environmental implications when the involved processes are driven by fossil fuel‐derived energy (Sandin and Peters 2018). Hence, recently the textile sector has been paying attention to organic waste valorisation. The huge amount of textile waste generated can be a potential feedstock for biobased products, which can replace virgin material in the production process. Most of the textile wastes generated are a blend of cotton and polyester. The literature recommends polyester recycling, considering the kind of environmental impacts created, and also to reduce the depletion of petroleum resources. Additionally, 35–40% of textile waste, specifically, 95–99% of cotton, contains cellulose, which has numerous applications and is also a potential feedstock for bioethanol and biogas production in biorefineries (Shen et al. 2013). Recently, research on pretreatment and hydrolysis of cellulose, the biodegradable part in textile fabrics, has been carried out to convert it into fermentable glucose (Huang and Fu 2013). Byproducts such as glucose obtained during bioconversion also add to the economics. However, polyester in the cotton‐based textiles inhibits bioconversion of textile waste, as it obstructs the enzymes from reaching the cotton during hydrolysis (Gholamzad et al. 2014). Hence, current research mainly focuses on optimizing the conditions for pretreatment and enzymatic hydrolysis, for effective and efficient bioconversion of cotton–polyester blends.
In this chapter, a textile biorecycling method used to recover polyethylene terephthalate (PET) fibers from a 50:50 cotton–polyester blend of waste textile fabrics is investigated from a sustainability perspective. The impacts are quantified using Life Cycle Assessment. In the analyzed biorecycling method, cellulose, the biodegradable part of the textile, is subjected to alkaline pretreatment and enzymatic hydrolysis under optimum conditions to convert it to glucose, while the remaining polyester, the non‐biodegradable part, is recovered and re‐spun into fibers. The polyester fiber recovered through the biorecycling method becomes virgin material for the next textile production cycle; glucose obtained as an additional byproduct has numerous applications in other markets. The analyzed textile biorecycling method also aligns with the circular economy principles of converting waste to resources. For instance, recently many textile industry retailers like H&M, Zara, Adidas, and Nike have started adopting such circular economy (CE) initiatives. The Hong Kong Research Institute of Textiles and Apparel (HKRITA) has been involved in research collaborations and development activities for transforming a fossil‐based textile industry into a bio‐based one (www.hkrita.com).
Though the biorecycling method can effectively recover polyester and convert cellulose in cotton into glucose, potential implications related to non‐renewable energy consumption of the involved processes, production of the chemicals, and the cost of the enzymes used in the hydrolysis step might reduce the efficiency of the biorecycling method, and cannot be ignored (Ling et al. 2019). Hence, an evaluation of this biorecycling method is needed to understand its efficiency from a sustainability perspective. Previously, a techno‐economic evaluation of the biorecycling method was carried out at a pilot scale, indicating the need to lower the enzyme usage, considering the huge cost involved (Kwan 2018). However, other possible advantages of biorecycling like moderate nonrenewable energy consumption, when compared with conventional recycling techniques, social aspects like job opportunities, improved health and safety, and organizational wellbeing are not explored in the literature (González‐García et al. 2019). Similarly, LCA as a tool has been widely applied to assess various aspects of the textile supply chain, but the applicability of LCA to evaluate textile biovalorisation is less well explored (Neupane et al. 2013). Here, we adopt LCA methods to evaluate environmental and social implications of the textile biorecycling method. Inclusion of social dimensions along with environmental implications is mandatory to ensure safe and healthy working conditions for the involved workers and other related stakeholders (Lenzo et al. 2017).
This chapter describes the adoption of environmental LCA to identify potential environmental hotspots in the lifecycle of a biovalorisation process, taking bio‐based PET as an example. Additionally, this work explores the possible social interaction associated with an integrated textile waste‐based biorefinery and outlines an approach to evaluate social sustainability of biovalorisation processes based on social LCA. Such a comprehensive LCA framework that covers social and environmental aspects, along with a techno‐economic evaluation, can guide businesses and other involved stakeholders to make informed decisions from a holistic perspective, rather than overemphasizing any one of the sustainability dimensions.
9.2 Literature Review
9.2.1 Circular Economy and Sustainable Development
Sustainability has started to gain more attention due to “wicked” environmental threats like global warming, soil acidification, biodiversity loss, and pollution (Duckett et al. 2016). The need for sustainable development and the impact of urbanization has been discussed in a variety of industries (Opoku 2019) involving the three pillars of sustainability: society, economics, and environment. Global sustainability can be achieved only by transforming the widely accepted and used linear economy model to a CE, which is restorative and regenerative by design. The CE aims to close the loops to regain resources back to the economy (Baydar et al. 2015). In order to do so, a new relationship between businesses and resources needs to be formed. Along with reduction of waste and efficient resource consumption, industries have to improve the safety of workers and customers, develop innovative products rather than conventional ones, and at the same time make a profit (Rugani et al. 2014). The main challenge while creating this new relationship is the lack of tools that support decision‐making from a sustainability perspective (Traverso 2018). Environmental, social, and cost assessment methods that are easily applied commercially need to be developed to help in such decision‐making processes, to facilitate economic growth while minimizing negative impacts on the environment and society.
9.2.2 Textile Industry – Sustainability Issues and Recycling
The textile industry is considered highly unsustainable due to the sheer volume of textiles that is produced and wasted, and concerns about disposal and management of textile waste are increasing (Pensupa et al. 2013). The fast‐changing fashion trends and the increase in demand has resulted in an increase in the rate of textile production as well as the subsequent waste generation. As a consequence, more than 1.2 billion tonnes of carbon emissions are created every year through textile manufacturing processes, and most textile waste ends up in landfills (Zamani et al. 2015). The increasing amounts of textile waste, accompanied by decreasing landfill space in cities, has further prompted investigation into novel reuse and recycling methods (Sandin et al. 2011). Ideally, reuse of products is a more environmentally beneficial route as compare to recycling; however, the fast‐changing fashion industry limits the reuse of clothing and encourages the development of recycling as the main solution to the textile waste problem.
9.2.2.1 Textile Recycling Routes
Currently, textile recycling processes are classified as mechanical, semi‐mechanical, thermochemical, and chemical (Shen et al. 2010). Chemical recycling is usually carried out by either depolymerizing the polymers or dissolving them, whereas repolymerization of monomers or oligomers produces the recycled fibers. Mechanical recycling is executed by directly extruding polymers from PET flakes, followed by spinning and drawing filaments into fibers. Semi‐mechanical methods, instead, pelletiz and melt‐spin PET flakes into fibers, while later on ethylene glycol is usually added to increase the quality of the fiber (Shen et al. 2011). Thermal recycling produces flakes, pellets and chips mechanically, and melt‐extrudes them into fibers. These recycling routes are not distinctively different from each other, which allows the methods to be referred to interchangeably. The environmental impacts of these methods are analyzed in the literature, which concludes that chemical recycling is the method with the highest environmental impact, and the mechanical method is the least impactful (Dahlbo et al. 2017).
There is now a pressing need to use sustainable raw materials in textiles, due to growing awareness and the need to reduce the environmental footprint. The concept of a textile‐based biorefinery has been developed to produce raw materials and chemicals from textile wastes. Outside the conventional recycling methods, a few studies have investigated possible biovalorisation techniques that enable bioconversion of textile wastes. Cotton and sisal waste are bioconverted into biofuel by alcoholic fermentation and biogas technology, which has revealed the potential of using textile residues for energy production (Nzila et al. 2009). In the biorecycling method chosen to be analyzed, the biodegradable part of polyester–cotton textile waste is converted to a value‐added byproduct, glucose syrup, while the non‐biodegradable part is recovered to produce polyester fibers. Further to the rising interest in the development of textile biorefineries, sustainable development of these technologies is also essential to ensure efficient operation and encourage involved stakeholders to make investment decisions by understanding the tradeoffs (Budzianowski and Postawa 2016). Comparison of these novel technologies with conventional techniques (mechanical/chemical recycling) will also enable involved stakeholders to choose a sustainable technology for textile recycling.
9.2.2.2 Quantification of Sustainability in the Textile Industry
Sustainability in the textile industry can only be achieved with collaborative efforts of all the partners involved in the sector, from industry leaders to consumers and the government (Boström and Micheletti 2016). The traditional Triple Bottom Line (TBL) approach considers environment, society, and economy as the three pillars of sustainability, where each pillar carries equal importance and needs to be quantified. Environment and economy‐related aspects of sustainability are mostly evaluated within the textile supply chain (Muthu et al. 2012). One of the most widely accepted tools for assessing environmental impact is LCA (Subramanian and Yung 2016). LCA considers the whole lifecycle of a product/service where raw material extraction, manufacturing, use, and disposal stages are all included.
LCA has been used to evaluate various textile product lifecycles and it is a quite well‐established tool within the textile industry (Sandin and Peters 2018). Benchmarking of various textiles (cotton, polyester, nylon, and others) has been carried out using LCA (Van Der Velden et al. 2014). LCA was conducted to investigate environmental impacts of cotton/wood‐based textile products and antibacterial T‐shirts either ending the lifecycle with disposal at landfills or excluding the disposal/recycling stage from the process boundary (Moazzem et al. 2018). LCA has also been used to analyze the environmental impacts of the overall textile supply chain (Moazzem et al. 2018). Improved designs for the textile manufacturing process were developed based on LCA results (Zhang et al. 2018). Textile reuse and recycling techniques have been analyzed to evaluate overall environmental impacts, as well as single issues such as carbon footprint (Muthu et al. 2012; Sandin and Peters 2018; Zamani et al. 2015). Textile recycling using non‐textile materials such as tires (Landi et al. 2018) and PET bottles (Shen et al. 2010, 2011) have all been previously analyzed in the literature using LCA. Application of recycled PET fiber in building thermal insulation was evaluated for its environmental implications based on the LCA approach (Ingrao et al. 2014). A European textile sorting center was evaluated based on material flow analysis and lifecycle inventory (Norup et al. 2019). The socioeconomic advantages of textile recycling were reviewed by Leal Filho et al. (2019). An environmental assessment of textile material recovery techniques by examining textile flows in Sweden was carried out by Youhanan (2013). A number of studies in the literature have used LCA for assessing environmental impacts associated with textile waste recycling, and the most studied material is polyester. However, LCA application to evaluate textile biovalorisation techniques is a new emerging tool. Some studies have evaluated the social aspects of the textile supply chain (Lenzo et al. 2017; Musaazi et al. 2015; Waas et al. 2014; Zamani et al. 2016).
Quantification of economic sustainability performance carries great importance in businesses that aim for financial profitability. Techno‐economic analysis (TEA) is a frequently used method to determine the potential of a technology/product/service during its development stage, where results indicate the feasibility of the developing process/product. Investment decisions are based on TEA reports, where the areas that need to be improved are also revealed. Previously, a few studies in the literature have assessed the economic sustainability of textile procedures via TEA (Leal Filho et al. 2019).
The literature review clearly indicates that the social aspect of sustainability is often neglected, and there is a dearth of articles that quantify the environmental and social sustainability performance of textile biorefineries. LCA is a tool that can be used to evaluate multiple dimensions of sustainability, such as environment, society, and economics, by taking material and energy inputs/outputs, costs, benefits, and social aspects into consideration. Hence, this chapter focuses on the production of bio‐based products that are beneficial to the environment and society.
9.3 Methods
9.3.1 Description of Environmental Assessment
Environmental Life Cycle Assessment (ELCA) is considered to be one of the best‐established systems analysis tools to measure the environmental impacts of products/processes/services across the entire lifecycle, encompassing different stages from raw material extraction, through production, distribution, use, and disposal. It is widely used by researchers and policymakers for a holistic evaluation of the environmental dimensions of sustainability (Chopra et al. 2019; Chopra and Theis 2017; Falinski et al. 2018; Subramanian and Yung 2017; Yeo et al. 2019; Zaimes et al. 2015). As already mentioned, numerous studies have applied ELCA to analyze environmental aspects of various textile products, supply chain and recycling techniques following the ISO 14040 (2006) guidelines. Additionally, a few researchers have explored the applicability of ELCA to evaluate the environmental dimension of biorefineries (Moussa et al. 2016; Neupane et al. 2013; Smidt et al. 2016; Gilani and Stuart 2015). Hence, the applicability of ELCA for assessing environmental impacts of textile biorecycling is justified.
ELCA is conducted in four main phases based on ISO 2006 (Song et al. 2013): (i) goal and scope, (ii) Life Cycle Inventory (LCI), (iii) Life Cycle Impact Assessment (LCIA) and (iv) interpretation. The aim of the study, process flow, system boundaries, geographical limitations, functional unit used, and any other assumptions made, are included when defining the goal and scope in the first step. Collection of data regarding the inputs and outputs of the analyzed process needed to conduct an LCA study are discussed in the LCI step. Data can be collected from primary (site‐specific) and secondary sources (literature sources, previous studies). In the third step of impact assessment, inventory data are used and the results are characterized into impact categories. It includes four main steps: classification, characterization, normalization, and weighting. Only classification and characterisation are included here – the optional steps of normalization and weighting are excluded. The characterization factors reported by the ReCiPe (H) method are considered in this analysis. The ReCiPe method was chosen for impact assessment as it can provide results at midpoint and endpoint level (Muthu et al. 2012). There are 18 midpoint categories into which the inventory results can be translated. The characterization factors are applied to the inventory results, and results are obtained in the corresponding indicator units. For example, results are obtained in kg CO2 for the impact category of global warming potential (GWP). The midpoint results are represented as contribution percentages, the impact category that contributes the maximum environmental implications is represented as 100%, and the rest of the impact categories are calculated as relative percentages. The 18 midpoints are further grouped into three endpoints: human health, ecosystem quality, and resource depletion. Endpoint results are easily interpretable even by non‐LCA experts, as they are represented using points. The following four basic and important midpoint impact categories are chosen for this study: global warming potential (GWP), human health, terrestrial acidification (TA), freshwater eutrophication (FE), and fossil resource scarcity (FRS). In the final interpretation step, the impact categories, the processes and materials that contribute to these impact categories can be identified and analyzed. Results help decision‐makers to identify critical or key problematic processes in the analyzed system, and derive recommendations to mitigate the environmental impacts. SimaPro 8.5 software with the inbuilt Ecoinvent v3.5 database is used to implement LCA and derive results (Goedkoop et al. 2014).
9.3.2 Description of Social Assessment
Social Life Cycle Assessment (SLCA) is used to quantify social aspects of products/processes/systems through their entire lifecycle (Petti et al. 2018). SLCA is a new variant of LCA that analyses processes from a lifecycle perspective, hence it includes processing of raw materials, manufacturing, transportation, use, and disposal. Though human health is measured as an endpoint in ELCA, still SLCA varies from ELCA slightly due to its nature and objectives. The effect of production processes on the environment and consequently on human health is measured in ELCA, whereas effects of business activities and how they affect the human wellbeing of stakeholders are analyzed in SLCA (Subramanian and Yung 2018). Hence, SLCA can be used along with ELCA and LCC to assess social dimensions in sustainability assessments. Environmental consequences (impact categories) of the analyzed process are included in the inventory. Social consequences like forced labor, child labor, workers' rights, and discrimination in business activities are measured using social indicators in SLCA (Weidema 2018).
The social indicators need not necessarily be quantitative – they can be qualitative or semi‐quantitative in nature. For instance, quantitative social indicators can be salary, number of working hours, percentage of child labor in an organization, women:men ratio in a business; qualitative indicators and representative data can be descriptions about cultural heritage in a region, or community engagement activities being conducted; while semi‐quantitative indicators can be presence or absence of a child labor/technology development strategy in an organization. Overall, the social consequence or issue is represented by numbers or percentages for quantitative social indicators; yes/no answers for semi‐quantitative indicators; and described in words for qualitative indicators. Due to the qualitative nature of the social data in most cases, measuring social aspects and deriving meaningful results can be complicated. UNEP/SETAC (2009) came up with guidelines based on the ISO 14040 framework, including the four main phases given in Section 9.3.1. In SLCA, human wellbeing is the main endpoint, and the effects of social pressures on this endpoint are measured using social indicators (Arcese et al. 2016). Organization and societal wellbeing are also considered as additional endpoints in this work to broaden the range of social aspects that possibly affect the involved stakeholders.
The measure of social aspects within sustainability assessment is emerging and is relatively very new at a technology level (Subramanian et al. 2018). Hence, the measurement of social impacts through the lifecycle of products from emerging technologies like biorefineries needs special attention. Human wellbeing directly measures social indicators like health and safety, working hours, discrimination; organizational wellbeing measures aspects like supplier relationships, fair competition; and societal wellbeing measures aspects like safe and healthy living conditions and access to resources.
There are many social indicators to measure a varied set of social aspects or issues proposed by the UNEP methodological sheets (Benoît‐Norris et al. 2011). From these, social indicators that are relevant to the studied concept of biorefineries are selected and included here. The selected indicators linked to the corresponding endpoint can be found in Figure 9.1. These social indicators are linked to different social endpoints based on their potential contribution to the social issues that affect the involved stakeholders like workers, the local community, and society. Finally, a social sustainability index can be derived by taking into account all three endpoints equally, with a set of indicators detailed below, that describe aspects like working hours, health, safety, transparency, and access to resources by the people involved in the bioproduct manufacture.

Figure 9.1 A selected list of stakeholders, indicators, and endpoints.
The following indicators are selected under each social endpoint to measure the wellbeing of stakeholders in biorefinery production and the effects on the local community and society where biorefineries are situated: workers, local community, society, and value‐chain actors.
Human wellbeing
- Fair salary
- Working hours
- Discrimination
- Health and safety
- Social benefits/security
Organizational wellbeing
- Fair competition
- Promoting social responsibility
- Supplier relationships
- Respect for intellectual property rights
- Feedback mechanism
- Transparency
Societal wellbeing
- Safe and healthy living conditions
- Local employment opportunities
- Access to material resources
- Public commitment to sustainable issues
- Contribution to economic development
- Prevention and mitigation of conflicts
- Technology development
9.4 Case Study
9.4.1 Recovery of PET Fiber from Cotton–Polyester Blended Textile Waste
The textile waste biorecycling method analyzed in this work converts cotton–polyester blended textile waste into polyester and produces glucose as a byproduct. The polyester recovered is respun to produce polyethylene terephthalate (PET) fibers. The proposed biorecycling method can be considered as a circular economy initiative that brings resources back to the textile industry as a raw material. Environmental impacts of the biorecycling method are analyzed based on the LCA approach. Briefly, in the developed biorecycling method, cotton–polyester textile waste is crushed, then the crushed fabric is pretreated, and subjected to enzymatic hydrolysis to separate polyester and cotton. The recovered polyester is re‐spun to PET fiber. In addition, the hydrolysate is purified to obtain glucose syrup as a value‐added byproduct. Results demonstrate (i) the most impactful processes and subprocesses in the biorecycling method; (ii) the most detrimental materials and energy used in the impactful unit processes, (iii) the most affected impact category among the four major categories assessed (global warming potential (GWP), freshwater eutrophication (FE), terrestrial acidification (TA), fossil resource scarcity (FRS)).
All the related inputs and outputs of the studied recycling method are referred to the functional unit (FU), which is chosen as 1 kg of recovered PET fiber. Input is the 50:50 cotton–polyester blend waste textile fabric. The system boundary includes all unit processes like crushing, pretreatment, enzymatic hydrolysis, hydrolysate purification, and respinning (Figure 9.2). The use and end‐of‐life of the produced PET fiber, such as clothing, washing, and disposal of used clothes are not considered. The first life of the textile waste is not considered – a cutoff approach is used. Since the waste that enters as input into recycling is in any case considered waste, a burden‐free approach is assumed.

Figure 9.2 Framework depicting the system boundaries of the textile biorecycling process.
9.4.2 System Description of the Biorecycling Method
A system description of the biorecycling method used to convert 50% cotton and 50% polyester waste fabric into polyester and glucose is given below, with brief explanations of each step (Figure 9.3). A much more detailed description can be found in Li et al. (2018).
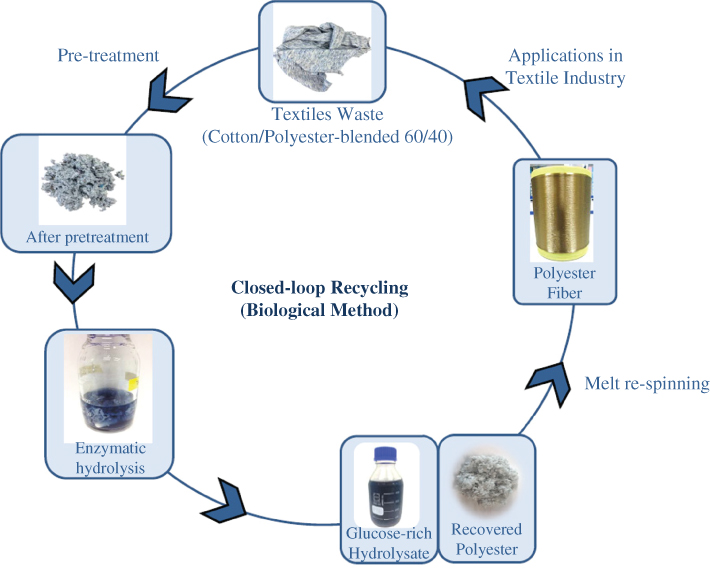
Figure 9.3 System description of the biorecycling method.
Crushing: Insufficient surface area availability obstructs the abrasion of the biological components, which is needed to separate the biodegradable components from non‐biodegradable ones. Therefore, a double shaft shredder was used to crush the input waste in order to increase the surface area, to enhance the effectiveness of the chemicals in pretreatment, and the efficiency of the enzymes used in the enzymatic hydrolysis step.
Pretreatment: In order to decrease the crystallinity of the cellulosic fibers, the crushed fabric was exposed to chemicals that are reusable. The crushed waste fabric was mixed with a solution of 12 w/v% urea and 7 w/v% NaOH and was stored in a freezer at −20°C for 6 h. The mixture was then taken out of the freezer and neutralized with HCl. Then, the sample was washed under tap water and dried in an oven at 40°C for 48 h.
Enzymatic hydrolysis: In order to separate polyester from cotton, the biodegradable component of the textile waste is hydrolyzed. The pretreated textile waste was mixed with sodium citrate buffer (50 mM, pH 5) at a solid loading of 3 w/v%. Cellulose from cotton, which is biodegradable, is hydrolyzed in a bioreactor with an enzyme solution made of 20 FPU/g cellulase and 10 U/g β‐glucosidase at 50°C and pH 5.
PET recovery/purification of hydrolysate: The nonbiodegradable component of the textile waste was separated in a solid form by filtration and the recovered PET residue proceeds to the next step for re‐spinning. Purification of glucose‐rich hydrolysate solution was achieved by the addition of activated carbon at a loading of 15 w/w%. After the hydrolysate is purified from chemicals such as dye, activated carbon is removed by paper filtration. Then, for removal of ions, the filtered solution is passed through ion exchange columns. The columns were cleaned and regenerated with deionized waster, H2SO4 (50 w/w%) and NaOH (7 w/v%) for reusability purposes. Cleaning of resins resulted in a decrease in the efficiency of the glucose recovery method due to the glucose amount lost during washing. Finally, glucose syrup is obtained by placing the hydrolysate solution in an evaporator. This glucose‐rich syrup is a value‐added byproduct and can be used in industries for production of bioplastics, biosurfactants (cleaning agents), and biochemicals.
Re‐spinning: In the final step of the biorecycling method, the recovered PET residue is re‐spun into PET fibers. Re‐spinning the recovered PET into a fiber is needed for further weaving and knitting purposes, which can only be achieved if the fiber has a suitable tenacity. Therefore, the recovered PET residue is processed in three steps: granulation, solid‐state polymerization (SSP), and melt spinning. In the granulating step, the filtered residue was washed and dried before granulation. The dried residue was then passed through the melting stages of granulation and cut into PET pellets. To increase the molecular weight of the pellets, the SSP process was applied. The recovered PET chips were heated at 230°C for 1800 min and mixed with PET bottle chips for the final step. The mixture was spun into PET fibers by the melt spinning process. The whole biorecycling method is designed to ensure the further processability of the final product. Therefore, the proposed method can be considered as a novel solution to the textile waste challenge.
9.4.3 Life Cycle Inventory
A reliable environmental assessment needs valid data. In this study, primary data specific to the analyzed biorecycling method are used for calculating the environmental impacts. All data are collected and converted according to the functional unit considered. Data related to all the inputs and outputs of the unit processes correspond to a lab‐scale textile waste biorecycling process. Information from the lab is used to model the unit processes. An itemized cost report (ICR) and a materials and streams report (MSR) of the TEA, carried out by our research group previously, were used as the basis for creating the inventory. The original TEA report was generated based on textile biorecycling conducted at the laboratory scale for processing 10 MT of 50:50 cotton–polyester waste to produce PET fiber and glucose. Energy requirements of all the subprocesses involved in the unit processes, like heating, cooling, drying, and freezing, were all calculated from the TEA report according to the functional unit of this study. Machine specification, power consumption details, hours of usage, and so on, were also calculated from laboratory information.
Solid‐to‐liquid ratios and weight‐to‐volume ratios of the solutions used in the laboratory were used to determine stoichiometrically (based on molar mass) the mass of materials and chemicals (sodium hydroxide, urea, citric acid, and hydrochloric acid) used in the pretreatment and enzymatic hydrolysis steps. Beta‐glucosidase was not found in the Ecoinvent database, hence only cellulase was used while modeling the enzymatic hydrolysis. Commercially, beta‐glucosidase is used only when the cellulase enzyme does not contain enough beta‐glucosidase; such a scenario was not assumed, and hence beta‐glucosidase was excluded and replaced with cellulase while modeling. The TEA report was also used to determine the amount of activated carbon used in the hydrolysis purification step. Production processes associated with steam, tap water, electricity mix, activated carbon, sulfuric acid, cationic and anionic resins were all taken from Ecoinvent v3.5.
Polyester recovered in the enzymatic hydrolysis step was sent to Taiwan for melt re‐spinning. Recovered polyester is mixed with 80% w/w PET bottle chips in the melt spinning process (80:20 ratio of PET bottle chips to recovered polyester sent for re‐spinning) to produce PET fiber. The PET fiber production process takes place in Taiwan and it includes three main processes: pellet production, melt spinning, and drawing processes. The TEA report was used to determine the electricity, water, and steam needed for re‐spinning, again using the database Ecoinvent v3.5 for data related to production processes. Table 9.1 provides a summary of LCI for the biorecycling method used to produce 1 kg of PET fiber.
Table 9.1 Life Cycle Inventory (LCI) of the biorecycling process used to produce 1 kg of PET fiber.
Source: Li et al. (2018), reproduced with permission of Springer.
| Process specification | Materials (kg) | Amount | Electricity (kWh) | Water (kg) | Steam (kg) |
| Crushing | 0.54 | — | — | ||
| Pretreatment | NaOH | 0.68 | 10.09 | 1.46 | — |
| Urea | 1.17 | ||||
| HCl | 0.62 | ||||
| Enzymatic hydrolysis | NaOH | 0.10 | 0.08 | 16.24 | 3.54 |
| Citric acid | 0.16 | ||||
| Cellulase | 0.16 | ||||
| Beta glucosidase | 0.01 | ||||
| PET recovery/ purification of hydrolysate | Activated carbon | 0.0002 | 0.0006 | 0.16 | — |
| H2SO4 | 0.0041 | ||||
| NaOH | 0.0016 | ||||
| Monosphere 88 Resin (cationic) | 0.12 | ||||
| Monosphere 66 Resin (anionic) | 0.12 | ||||
| Pellet production | — | — | 10.91 | 12.02 | — |
| Re‐spinning | PET bottle chips – | 0.8 | 0.10081301 | 0.84 | 7.3376 |
9.5 Results and Discussion
9.5.1 Environmental Sustainability of Bio‐based PET Fiber
The characterization results per kg of valorized 50:50 cotton–polyester textile waste for the four selected midpoints is displayed in Figure 9.4. The relative contribution (%) for each step in the biorecycling towards the impact categories can be found in Figure 9.4. Alkaline pretreatment and melt spinning are identified as the main processes responsible for creating potential environmental impacts in the bio‐based PET fiber recovery. Enzymatic hydrolysis is the third main step responsible for creating impacts. Among all the unit processes, pretreatment is the environmental hotspot, as it is responsible for the maximum contributions (100%) in all four selected impact categories. The rationale behind this huge environmental burden can be attributed to the electricity production (coal‐powered generation) required in the freezing and drying for crystallinity reduction in the pretreatment step, together with the production of urea, a chemical required in alkaline pretreatment. Impacts can be traced back to ammonia liquid, commonly used in urea production. “Hard coal mine operation” (coal‐powered electricity generation) and ammonia production also increase the contribution to GWP. Also, fossil resource scarcity is mainly impacted by coal and natural gas used for electricity generation.

Figure 9.4 Contribution of impacts per unit process involved in the biorecycling process.
Melt spinning makes the second‐highest contribution to all the four selected impacted categories. Production of electricity (oil and gas fired generation within electricity production) required in the granulation, SSP and re‐spinning are considered as the main contributors to environmental impacts. Also, fossil resource scarcity is mainly affected by the melt spinning step with a contribution ratio higher than 80%, and pellet production with a contribution ratio of 36%. Impacts can be traced back to xylene production, a subprocess in the PET granulate, used in the production of PET bottles. Enzymatic hydrolysis makes the maximum contribution in affecting eutrophication potential. Impacts can be traced back to the production of citric acid in China, a chemical used in hydrolysis using the submerged fermentation process.
Pretreatment makes the maximum contribution on all four impact categories. Relative contributions from the melt spinning process are 31, 21, 29, and 84% of total GWP, TA, FE, and FRS respectively. Relative contributions from enzymatic hydrolysis are 19, 18, 20, and 21% of total GWP, TA, FE, and FRS. Thus, further optimization of textile biovalorisation techniques should focus on energy‐efficient processes that demand less electricity and use chemicals that do not add to environmental impacts, or identify and use alternative organic chemicals and pretreatment agents that can be recycled. However, such replacement has to be again analyzed to check for a reduction in environmental impacts. The overall quality of the PET fiber recovered from hydrolysis has to be improved, to reduce the amount (%) of PET bottles being added in the melt spinning step, consequently reducing the associated environmental impacts. Though the final product is said to replace virgin PET fiber that can be used in the production cycle of textiles, rebound effects caused due to increased usage and economics have to be considered in the future.
Figure 9.5 presents the endpoint results for the production of 1 kg of PET fiber through the analyzed textile biorecycling method. Like the midpoint results, pretreatment caused the highest impact on all the three endpoints compared with the other steps in biorecycling (human health, ecosystems, and resource depletion respectively). Electricity production and ammonia within urea production are the major process/substance contributors to ecosystem quality and human health impacts. Process energy used includes use of coal and natural gas within electricity production, contributing the most to resources depletion. Enzymatic hydrolysis was the next most dominant step that affected ecosystem quality (70.7%) and human health (52.2%). This step caused comparatively lower impacts on mineral resources and fossil resources scarcity (33%). Melt spinning was the next most impactful step, and it majorly affected the resource depletion category (83.58%), but was comparatively less impactful on ecosystems and human health. Again, process energy used in electricity and steam production, as well as xylene used in PET bottle production, were responsible for the impacts. Like the midpoint characterization results, pellet production, hydrolysate purification, and crushing were found to be less critical in terms of environmental impacts.
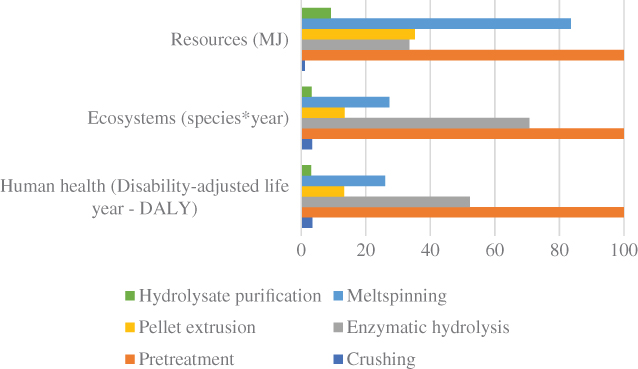
Figure 9.5 Endpoint assessment results of textile biorecycling to produce 1 kg of PET fiber.
9.5.2 Social and Economic Sustainability of Bio‐based PET Fiber
An economic evaluation of PET recovery by the biological method was carried out based on the ICR prepared as a part of the techno‐economic analysis conducted by our research group previously (Kwan 2018). It was done on a large scale. The annual production rate of the proposed plant at a 95% working capacity was approximately 170 000 MT PET fiber/year, manufactured from 83 000 MT 50:50 cotton–polyester textile waste/year. The three main stages of the process that were taken into consideration in the techno‐economic analysis were enzymatic hydrolysis, purification of hydrolysate, and PET re‐spinning. Expenses outside of material and utility costs, such as labor, wastewater treatment, logistics, maintenance, insurance, distribution, and marketing, were also taken into consideration. The enzymatic hydrolysis stage contributed 85% of the total material cost (US$1.08 billion) of the plant, mainly due to the high rate of cellulase enzyme consumption. PET bottle chips contributed 15% of the overall material cost. PET re‐spinning and enzymatic hydrolysis stages generated 46% and 42% of the total labor costs (US$1 million), respectively. For 1 MT PET fiber production, raw materials cost approximately US$6300, 88% of the total cost. For recycling of 83 000 MT textile waste/year, the total generated cost was around US$1.22 million. The economic feasibility of a system can only be demonstrated through its benefits. The revenue generated by the biological method comes from the PET fiber (US$1450/kg) and glucose syrup (US$67/kg) obtained. The overall cost–benefit analysis showed a deficit of US$860 million per year (Kwan 2018). Raw material costs due to the commercial enzyme usage and the PET bottle chips added into the melt spinning affected the economics. Again, the PET bottle chips cannot be removed or reduced, as it firstly affects the final quality of the recovered fiber and secondly increases the environmental impacts. For now, the results from the economics analysis do not favor the textile biorecycling technique. However, future research should focus on reducing these deficits, for example, by optimizing the biorecycling method to recover polyester of improved quality that does not require addition of commercially bought PET bottle chips. Cellulase enzyme production that is economically feasible, hydrolysis reactor design, improvements in the process design to accommodate other kinds of textiles such as silk, nylon and wool, are a few other ways that can possibly reduce the raw material and operational costs.
Social sustainability results cannot be calculated as of now, since the process is currently conducted at the laboratory scale. More meaningful results for social dimensions of the biorefineries can be obtained from industry‐scale biorefineries using the outlined approach. Social information for the selected indicators has to be gathered from the involved stakeholders through questionnaires and interviews. The collected social data has to be processed using social impact assessment methods to derive social sustainability results.
9.6 Conclusions and Future Trends
Huge amounts of textile waste are generated annually in Hong Kong. The Hong Kong government is taking initiatives to address this increasing textile waste problem. The most recent initiative is the development of an upcycling mill to recycle textile waste without affecting cost or quality. A few organizations such as the Hong Kong Research Institute of Textile and Apparel (HKRITA), in collaboration with clothing brands (H&M), are also developing sustainable solutions to manage textile waste effectively. One such direction is the proposed biological recycling method developed by our research group. Nowadays, such techniques are considered effective solutions to the global textile waste problem, as the organic waste valorisation aligns quite well with circular economy approaches. Few attempts have been made in the literature to evaluate the environmental and economic implications of such valorisation techniques; however, the social dimension is completely forgotten. Measuring the sustainability of such emerging technologies is emphasized (Falinski et al. 2018). It is also imperative for sustainability assessments to consider all three pillars. Thus, the preliminary environmental analysis conducted in this work is complemented by an approach to measure social sustainability of biorefineries. The social impact assessment approach includes multiple social impact categories that can measure human, social, and organizational wellbeing. The economics of the study are already analyzed and reported using TEA. Further research should focus on gathering real‐time social data from biorefineries to validate the proposed social impact assessment approach. Together with environmental and economic impact assessment results, this can help stakeholders to make informed decisions.
Acknowledgement
The authors acknowledge the Hong Kong Research Institute of Textiles and Apparel (HKRITA), and Innovation and Technology Funding (ITP/002/19TP) from the Innovation and Technology Commission in Hong Kong. We are also grateful to the industrial partners and industrial sponsors, including the H&M Conscious Foundation, and H&M Hennes & Mauritz (Far East) Ltd. for providing textile waste.
References
- Arcese, G., Lucchetti, M.C., Massa, I., and Valente, C. (2016). State of the art in S‐LCA: integrating literature review and automatic text analysis. Int. J. Life Cycle Assess. 23: 394–405. https://doi.org/10.1007/s11367-016-1082-0.
- Baydar, G., Ciliz, N., and Mammadov, A. (2015). Life cycle assessment of cotton textile products in Turkey. Res. Cons. Recycl. 104: 213–223. https://doi.org/10.1016/j.resconrec.2015.08.007.
- Benoît‐Norris, C., Vickery‐Niederman, G., Valdivia, S. et al. (2011). Introducing the UNEP/SETAC methodological sheets for subcategories of social LCA. Int. J. Life Cycle Assess. 16: 682–690. https://doi.org/10.1007/s11367-011-0301-y.
- Boström, M. and Micheletti, M. (2016). Introducing the sustainability challenge of textiles and clothing. J. Consum. Policy 39: 367–375. https://doi.org/10.1007/s10603-016-9336-6.
- Budzianowski, W.M. and Postawa, K. (2016). Total Chain Integration of sustainable biorefinery systems. Appl. Energy 184: 1432–1446. https://doi.org/10.1016/j.apenergy.2016.06.050.
- Chopra, S.S. and Theis, T.L. (2017). Comparative cradle‐to‐gate energy assessment of indium phosphide and cadmium selenide quantum dot displays. Environ. Sci. Nano 4: 244–254. https://doi.org/10.1039/c6en00326e.
- Chopra, S.S., Bi, Y., Brown, F.C. et al. (2019). Interdisciplinary collaborations to address the uncertainty problem in life cycle assessment of nano‐enabled products: Case of the quantum dot‐enabled display. Environ. Sci.: 3256–3267. https://doi.org/10.1039/c9en00603f.
- Dahlbo, H., Aalto, K., Eskelinen, H., and Salmenperä, H. (2017). Increasing textile circulation – consequences and requirements. Sustainable Prod. Consumption 9: 44–57. https://doi.org/10.1016/j.spc.2016.06.005.
- Duckett, D., Feliciano, D., Martin‐Ortega, J., and Munoz‐Rojas, J. (2016). Tackling wicked environmental problems: The discourse and its influence on praxis in Scotland. Landscape Urban Plann 154: 44–56. https://doi.org/10.1016/j.landurbplan.2016.03.015.
- Falinski, M.M., Plata, D.L., Chopra, S.S. et al. (2018). A framework for sustainable nanomaterial selection and design based on performance, hazard, and economic considerations. Nat. Nanotechnol. 13: 708–714. https://doi.org/10.1038/s41565-018-0120-4.
- Fava, F., Totaro, G., Diels, L. et al. (2015). Biowaste biorefinery in Europe: opportunities and research & development needs. New Biotechnol. 32 https://doi.org/10.1016/j.nbt.2013.11.003.
- Gholamzad, E., Karimi, K., and Masoomi, M. (2014). Effective conversion of waste polyester‐cotton textile to ethanol and recovery of polyester by alkaline pretreatment. Chem. Eng. J. 253: 40–45. https://doi.org/10.1016/j.cej.2014.04.109.
- Gilani, B. and Stuart, P.R. (2015). Life cycle assessment of an integrated forest biorefinery: Hot water extraction process case study. Biofuels, Bioprod. Biorefin. 9: 677–695.
- Goedkoop, M., Oele, M., Vieira, M. et al. (2014). SimaPro Tutorial. Netherlands: PRé https://www.pre-sustainability.com/download/SimaPro8Tutorial.pdf.
- González‐García, S., Gullón, B., Rivas, S. et al. (2016). Environmental performance of biomass refining into high‐added value compounds. J. Cleaner Prod. 120: 170–180. https://doi.org/10.1016/j.jclepro.2016.02.015.
- González‐García, S., Gullón, B., and Moreira, M.T. (2018). Environmental assessment of biorefinery processes for the valorisation of lignocellulosic wastes into oligosaccharides. J. Cleaner Prod. 172: 4066–4073. https://doi.org/10.1016/j.jclepro.2017.02.164.
- González‐García, S., Gullón, P., and Gullón, B. (2019). Bio‐compounds production from agri‐food wastes under a biorefinery approach: exploring environmental and social sustainability. In: Quantification of Sustainability Indicators in the Food Sector (ed. S.S. Muthu), 25–53. Springer https://doi.org/10.1007/978-981-13-2408-6.
- Hu, Y., Du, C., Leu, S.Y. et al. (2018). Valorisation of textile waste by fungal solid state fermentation: an example of circular waste‐based biorefinery. Resour. Conserv. Recycl. 129: 27–35. https://doi.org/10.1016/j.resconrec.2017.09.024.
- Huang, Y.‐B. and Fu, Y. (2013). Hydrolysis of cellulose to glucose by solid acid catalysts. Green Chem. 15: 1095–1111. https://doi.org/10.1039/c3gc40136g.
- Ingrao, C., Lo Giudice, A., Tricase, C. et al. (2014). Recycled‐PET fibre based panels for building thermal insulation: environmental impact and improvement potential assessment for a greener production. Sci. Total Environ. 493: 914–929. https://doi.org/10.1016/j.scitotenv.2014.06.022.
- Iribarren, D., Martín‐Gamboa, M., Mahony, T.O., and Dufour, J. (2016). Screening of socio‐economic indicators for sustainability assessment: a combined life cycle assessment and data envelopment analysis approach. Int. J. Life Cycle Assess.: 202–214. https://doi.org/10.1007/s11367-015-1002-8.
- Kwan, T.H. (2018). Integrated biorefinery strategies for valorisation of food and textile wastes. PhD thesis. City University of Hong Kong.
- Landi, D., Gigli, S., Germani, M., and Marconi, M. (2018). Investigating the feasibility of a reuse scenario for textile fibres recovered from end‐of‐life tyres. Waste Man. 75: 187–204. https://doi.org/10.1016/j.wasman.2018.02.018.
- Leal Filho, W., Ellams, D., Han, S. et al. (2019). A review of the socio‐economic advantages of textile recycling. J. Cleaner Prod. 218: 10–20. https://doi.org/10.1016/j.jclepro.2019.01.210.
- Lenzo, P., Traverso, M., Salomone, R., and Ioppolo, G. (2017). Social life cycle assessment in the textile sector: an Italian case study. Sustainability 9: 2092. https://doi.org/10.3390/su9112092.
- Li, X., Hu, Y., Du, C., and Lin, C.S.K. (2018). Recovery of glucose and polyester from textile waste by enzymatic hydrolysis. Waste Biomass Valorisation 10: 3763–3772. https://doi.org/10.1007/s12649-018-0483-7.
- Ling, C., Shi, S., Hou, W., and Yan, Z. (2019). Separation of waste polyester/cotton blended fabrics by phosphotungstic acid and preparation of terephthalic acid. Polym. Degrad. Stab. 161: 157–165. https://doi.org/10.1016/j.polymdegradstab. 2019.01.022.
- Moazzem, S., Daver, F., Crossin, E., and Wang, L. (2018). Assessing environmental impact of textile supply chain using life cycle assessment methodology. J. Text. Inst. 109: 1574–1585. https://doi.org/10.1080/00405000.2018.1434113.
- Moussa, H.I., Elkamel, A., and Young, S.B. (2016). Assessing energy performance of bio‐based succinic acid production using LCA. J. Cleaner Prod. 139: 761–769. https://doi.org/10.1016/j.jclepro.2016.08 .104.
- Musaazi, M.K., Mechtenberg, A.R., Nakibuule, J. et al. (2015). Quantification of social equity in life cycle assessment for increased sustainable production of sanitary products in Uganda. J. Cleaner Prod. 96: 569–579. https://doi.org/10.1016/j.jclepro.2013.10.026.
- Muthu, S.S., Li, Y., Hu, J.Y., and Ze, L. (2012). Carbon footprint reduction in the textile process chain: recycling of textile materials. Fibers Polym. 13: 1065–1070. https://doi.org/10.1007/s12221-012-1065- 0.
- Nagendra, H., Bai, X., Brondizio, E.S., and Lwasa, S. (2018). The urban south and the predicament of global sustainability. Nat. Sustain. 1: 341–349. https://doi.org/10.1038/s41893-018-0101-5.
- Neupane, B., Halog, A., and Lilieholm, R.J. (2013). Environmental sustainability of wood‐derived ethanol : a life cycle evaluation of resource intensity and emissions in Maine. USA. J. Clean. Prod. 44: 77–84. https://doi.org/10.1016/j.jclepro.2012.11.039.
- Norup, N., Pihl, K., Damgaard, A., and Scheutz, C. (2019). Evaluation of a European textile sorting centre: Material flow analysis and life cycle inventory. Resour. Conserv. Recycl. 143: 310–319. https://doi.org/10.1016/j.resconrec.2019.01.010.
- Nzila, C., Dewulf, J., Spanjers, H. et al. (2009). Valorisation of textile residues for energy production in Kenya. Moi University 5th Annual International Conference, 4–8 August 2009, Eldoret, Kenya.
- Opoku, A. (2019). Biodiversity and the built environment: Implications for the Sustainable Development Goals (SDGs). Resour. Conserv. Recycl. 141: 1–7. https://doi.org/10.1016/j.resconrec.2018.10.011.
- Pedro, J., Silva, C., and Duarte, M. (2019). Land use policy integrating GIS spatial dimension into BREEAM communities sustainability assessment to support urban planning policies, Lisbon case study. Land Use Policy 83: 424–434. https://doi.org/10.1016/j.landusepol.2019.02.003.
- Pensupa, N., Jin, M., Kokolski, M. et al. (2013). A solid state fungal fermentation‐based strategy for the hydrolysis of wheat straw. Bioresour. Technol. 149: 261–267. https://doi.org/10.1016/j.biortech.2013.09 .061.
- Petti, L., Sanchez Ramirez, P.K., Traverso, M., and Ugaya, C.M.L. (2018). An Italian tomato “Cuore di Bue” case study: challenges and benefits using subcategory assessment method for social life cycle assessment. Int. J. Life Cycle Assess 23: 569–580. https://doi.org/10.1007/s11367-016-1175-9.
- Popovic, T., Barbosa‐Póvoa, A., Kraslawski, A., and Carvalho, A. (2018). Quantitative indicators for social sustainability assessment of supply chains. J. Cleaner Prod. 180 https://doi.org/10.1016/j.jclepro.2018.01.142.
- Rugani, B., Benetto, E., Igos, E. et al. (2014). Towards prospective life cycle sustainability analysis: exploring complementarities between social and environmental life cycle assessments for the case of Luxembourg's energy system. Mater. Tech. 102: 605. https://doi.org/10.1051/mattech/2014043.
- Sandin, G. and Peters, G.M. (2018). Environmental impact of textile reuse and recycling – a review. J. Cleaner Prod. 184: 353–365. https://doi.org/10.1016/j.jclepro.2018.02.266.
- Sandin, G., Peters, G., Pilgård, A. et al. (2011). Integrating sustainability considerations into product development: a practical tool for prioritising social sustainability indicators and experiences from real case application. In: Towards Life Cycle Sustainability Management (ed. M. Finkbeiner), 3–14. Springer https://doi.org/10.1007/978-94-007-1899-9.
- Shen, L., Worrell, E., and Patel, M.K. (2010). Open‐loop recycling: A LCA case study of PET bottle‐to‐fibre recycling. Resour. Conserv. Recycl. 55: 34–52. https://doi.org/10.1016/j.resconrec.2010.06.014.
- Shen, L., Nieuwlaar, E., Worrell, E., and Patel, M.K. (2011). Life cycle energy and GHG emissions of PET recycling: change‐oriented effects. Int. J. Life Cycle Assess. 16: 522–536. https://doi.org/10.1007/s11367-011-0296-4.
- Shen, F., Xiao, W., Lin, L. et al. (2013). Enzymatic saccharification coupling with polyester recovery from cotton‐based waste textiles by phosphoric acid pretreatment. Bioresour. Technol. 130: 248–255. https://doi.org/10.1016/j.biortech.2012.12.025.
- Smidt, M., Den Hollander, J., Bosch, H. et al. (2016). Life cycle assessment of biobased and fossil‐based succinic acid. In: Sustainability Assessment of Renewables‐Based Products: Methods and Case Studies (eds. J. Dewulf, S. De Meester and R.A.F. Alvarenga), 307–322. Wiley.
- Song, Q., Wang, Z., Li, J., and Yuan, W. (2013). Life cycle assessment of desktop PCs in Macau. Int. J. Life Cycle Assess. 18: 553–566. https://doi.org/10.1007/s11367-012-0515-7.
- Subramanian, K. and Yung, W.K.C. (2016). Review of life cycle assessment on consumer electronic products: developments and the way ahead. Crit. Rev. Env. Sci. Technol. 46: 1441–1497. https://doi.org/10.1080/10643389.2016.1245550.
- Subramanian, K. and Yung, W.K.C. (2017). Life cycle assessment study of an integrated desktop device – comparison of two information and communication technologies: Desktop computers versus all‐in‐ones. J. Cleaner Prod. 156: 828–837. https://doi.org/10.1016/j.jclepro.2017.04.089.
- Subramanian, K. and Yung, W.K.C. (2018). Modeling Social Life Cycle Assessment framework for an electronic screen product – A case study of an integrated desktop computer. J. Cleaner Prod. 197: 417–434. https://doi.org/10.1016/j.jclepro.2018.06.193.
- Subramanian, K., Chau, C.K., and Yung, W.K.C. (2018). Relevance and feasibility of the existing social LCA methods and case studies from a decision‐making perspective. J. Cleaner Prod. 171: 690–703. https://doi.org/10.1016/j.jclepro.2017.10.006.
- Traverso, M. (2018). Is social life cycle assessment really struggling in development or is it on a normal path towards harmonization/standardization? Int. J. Life Cycle Assess. 23: 199–200. https://doi.org/10.1007/s11367-017-1387-7.
- UNEP/SETAC. (2009). Guidelines for Social Life Cycle Assessment of Products. United Nations Environment Program. DTI/1164/PA. https://wedocs.unep.org/handle/20.500.11822/7912
- United Nations. (1987). Our Common Future. Report of the World Commission on Environment and Development (Brundtland Commission). https://sustainabledevelopment.un.org/content/documents/5987our-common-future.pdf (accessed 28 April 2020).
- Van Der Velden, N.M., Patel, M.K., and Vogtländer, J.G. (2014). LCA benchmarking study on textiles made of cotton, polyester, nylon, acryl, or elastane. Int. J. Life Cycle Assess. 19: 331–356. https://doi.org/10.1007/s11367-013-0626-9.
- Waas, T., Huge, J., Block, T. et al. (2014). Sustainability assessment and indicators: Tools in a decision‐making strategy for sustainable development. Sustainability 6: 5512–5534. https://doi.org/10.3390/su6095512.
- Weidema, B.P. (2018). The social footprint – a practical approach to comprehensive and consistent social LCA. Int. J. Life Cycle Assess. 23: 700–709. https://doi.org/10.1007/s11367-016-1172-z.
- Yeo, J., Chopra, S.S., Zhang, L., and An, A.K. (2019). Life cycle assessment (LCA) of food waste treatment in Hong Kong: On‐site fermentation methodology. J. Environ. Manage. 240: 343–351. https://doi.org/10.1016/j.jenvman.2019.03.119.
- Youhanan, L. (2013). Environmental assessment of textile material recovery techniques: Examining textile flows in Sweden. MSc thesis. Royal Institute of Technology Sweden (KTH).
- Zaimes, G.G., Vora, N., Chopra, S.S. et al. (2015). Design of sustainable biofuel processes and supply chains: challenges and opportunities. Processes 3: 634–663. https://doi.org/10.3390/pr3030634.
- Zamani, B., Svanström, M., Peters, G., and Rydberg, T. (2015). A carbon footprint of textile recycling: A case study in Sweden. J. Ind. Ecol. 19: 676–687. https://doi.org/10.1111/jiec.12208.
- Zamani, B., Sandin, G., Svanström, M., and Peters, G.M. (2016). Hotspot identification in the clothing industry using social life cycle assessment – opportunities and challenges of input–output modelling. Int. J. Life Cycle Assess. 23: 536–546. https://doi.org/10.1007/s11367-016-1113-x.
- Zhang, Y., Kang, H., Hou, H. et al. (2018). Improved design for textile production process based on life cycle assessment. Clean Technol. Environ. Policy 20: 1355–1365. https://doi.org/10.1007/s10098-018-1572-9.