
5
Glass Fiber Hybrid Effects in Assessing the Abrasive Wear Mechanisms of Naturally Woven Fabric/Polymer Composites Under Dry Conditions
Irulappasamy Siva1Manoharan Thirukumaran1Jebas T.W. Jappes1Bhimappa Suresha 2Subramaniyan A. Kumar 3 and Buradagunta R. Sunil 4
1 Kalasalingam Academy of Research and Education, Centre for Composite Materials, Department of Mechanical Engineering, Krishnankoil, 626126, Tamil Nadu, India
2 The National Institute of Engineering, Department of Mechanical Engineering, Mysore, 570008, Karnataka, India
3 Indian Institute of Technology Jammu, Jammu, 181121, Jammu and Kashmir, India
4 Rajiv Gandhi University of Knowledge Technologies (IIIT‐AP), Department of Mechanical Engineering, Mylavaram Road, Nuzvid, 521202, Andhra Pradesh, India
5.1 Introduction
Natural fibers are now considered as suitable alternatives to synthetic fibers such as E‐glass and other commercial fibers [1]. The major advantages of the natural fibers are that they are biodegradable, renewable, harmless during processing, etc. Hence, many automobile sectors have now started utilizing vegetable fibers as replacements to the synthetic fibers in use [2]. On the other hand, natural fibers have severe disadvantages such as swelling, high brittleness due to rich cellulose content, and unstableness to chemicals [3]. Hence, in order to attain and maintain the service standard, natural fiber composites need hybridization to provide additional support [4]. Hybridization refers to the inclusion of two or more reinforcements to a single matrix medium [5]. Relative weight percentage of the reinforcement eventually alters the properties of the final hybrid composites [6].
Coconut sheath is one of the less explored natural fibers [7] in the literature. The strength and properties of the coconut sheath are completely different from those of the so‐called coir fiber [8]. Siva et al. [9] explored the dry sliding wear of the coconut sheath polyester composite; the authors have also discussed the effect of glass fiber hybridization on the dry sliding wear of the composite. Siva and Winowlin [10] studied the effect of silane coupling agent on the mechanical properties of coconut sheath polyester composites. The authors proved the influence of the silane coupling agent’s coating on the coconut sheath fiber using scanning electron microscopy. Harish et al. [11] reported the advantages of “mat” type fibers compared to E‐glass fibers.
Abrasive wear occurs when a solid object is loaded and slid against particles of another material with a similar or higher roughness [12]. Its wear mechanism can be two‐body abrasion, three‐body abrasion, or both, depending on the wear debris removed from the contacting surfaces. Although abrasive wear involving fiber polymeric composites covers a huge area in the literature, the wear process particularly involving polymeric composites is still not well understood [13, 14]. This motivates the current work to be focused on abrasive wear behavior.
Nonetheless, substantial research has been done on the tribological properties of manmade fiber composites; very few reports are found with coconut sheath/polymer composites hybridized with glass fibers. The aim of this research is to study the possibility of using naturally woven coconut sheath fibers (which is seen in the hidden portion of the coconut branches) and glass fibers as reinforcements for tribological applications. Polyester composites based on woven coconut sheath and glass fibers (chopped strand mat) were fabricated, and their mechanical and abrasive wear behavior was explored eventually to analyze the hybridization effect of the fibers on its abrasive wear. Further, hardness and tensile strength of these composite materials are also discussed.
5.2 Experimental Details
5.2.1 Fiber and Matrix
Unsaturated polyester (USP) (general purpose grade: SBA2303) was used as the matrix. Reagents such as methyl ethyl ketone peroxide (MEKP) as catalyst and cobalt‐naphthenate as accelerator were used. The resin and reagents were supplied by Vasavibala Resins, Chennai, Tamil Nadu, India. Trichlorovinyl silane from Sigma‐Aldrich, Bangalore, Karnataka, India, was used as the coupling agent. Naturally woven coconut sheath was acquired from the nearest agriculture field. Commercially available E‐glass chopped strand mat was also used as reinforcement for comparison purpose. Photographs of the two fibers used in this work are shown in Figure 5.1.

Figure 5.1 Photographs of coconut sheath (a) and glass fiber (b) used in this study.
5.2.2 Fiber Surface Treatment
Naturally woven coconut sheath was initially battered with cold water and then dried. The dried fibers were immersed in 1 N alkali solution for an hour. After a thorough wash using distilled water, the fibers were dried in a hot air oven at 60 °C for 4 h. Trichlorovinyl silane solution was prepared by diluting 0.3% trichlorovinyl silane in 1 l acidified water with a pH of 3.5. The dried fibers were then immersed into the silane solution for an hour followed by simple drying process in atmospheric condition for 24 h [15]. Dried fibers were cut into the required dimension and kept ready for molding.
5.2.3 Composite Fabrication
Compression molding technique was used in the fabrication of pure and hybrid composites. Preprocessed naturally woven coconut sheath and glass fibers were cut to the dimension of 180 × 150 mm2. Close mold was used in the compression molding process, and the mold cavity was protected with a releasing agent.
Referring to Table 5.1, the designations N and G represent two layers of coconut sheath and chopped strand glass mat, respectively. Catalyzed resin was coated on the bottom of the mold cavity followed by the stacking of six (overall optimized number) natural fiber and/or glass fiber laminas. For hybrid composites, the lamina numbers were relative. An optimized compression pressure of 50 kg cm−2 was applied for composite molding. After 12 h of curing, the specimens were taken out from the mold and cut into the dimensions according to the respective ASTM standards. In the same manner, the glass fiber reinforced polyester composites were also prepared. For hybrid composites, intermediate positioning of the fibers was done.
Table 5.1 Formulation of composites.
| Composites | Specimen code | Polyester (wt%) | Coconut sheath (wt%) | Glass fiber (wt%) |
| Coconut sheath‐USP | NNN/USP | 52 | 48 | — |
| Coconut sheath + glass fiber USP | NNG/USP | 52 | 31 | 17 |
| Coconut sheath + glass fiber USP | NGG/USP | 52 | 16 | 32 |
| Glass fiber‐USP | GGG‐USP | 52 | — | 48 |
5.2.4 Mechanical Testing
Tensile properties (ASTM D3039) of the coconut sheath and glass fiber reinforced USP composites and hybrid composites were measured at room temperature using an Instron (Series‐3382) Universal Testing Machine. The tests were conducted at a crosshead speed of 2 mm min−1. Some of the measured mechanical properties of composites are listed in Table 5.2. Shore hardness of composite samples was also measured using a Shore D hardness tester (Time Group Inc., Shore D Durometer TH210). Ten readings at different points were taken and the average values are reported in Table 5.2.
Table 5.2 Mechanical properties of composites.
| Property | NNN/USP | NNG/USP | NGG/USP | GGG/USP |
| Tensile strength, σ (MPa) | 60 | 120 | 80 | 95 |
| Elongation (%) | 2.3 | 4.8 | 4.02 | 5.67 |
| Young’s modulus, E (GPa) | 2.608 | 2.5 | 1.990 | 1.676 |
| Density (g cm−3) | 1.059 | 1.079 | 1.302 | 1.513 |
| Hardness (Shore D) | 75 | 88 | 87 | 78 |
5.2.5 Abrasive Wear Test
The modified dry sand silica/rubber wheel abrasion test setup (make: Magnum Engineers, Bangalore/Karnataka, India) as per ASTM G‐65 was used to conduct three‐body abrasive wear experiments and the schematic diagram is shown in Figure 5.2. In the present study, abrasive particles of AFS 60 grade silica sand were jagged in shape with sharp edges and were used as abrasive. The abrasive was fed at the contacting face between the rotating rubber wheel and the test sample. The test was conducted at the rotational speed of 200 rpm. The feed rate of the abrasive was 255 ± 5 g min−1. The sample was cleaned with acetone and dried. Its initial weight was determined in a high precision digital balance (0.1 mg accuracy, Mettler Toledo make) before it was mounted on the sample holder.

Figure 5.2 Schematic diagram of dry sand rubber wheel abrasion tester.
The abrasive was introduced between the test specimen and the rotating abrasive wheel composed of chlorobutyl rubber (hardness: Durometer‐A 58‐62). The test specimen was pressed against the rotating wheel at a specified force by means of the lever arm while a controlled flow of abrasive abraded the test surface. The rotation of the abrasive wheel was such that its contacting face moved in the direction of sand flow. The pivot axis of the lever arm lay within a plane, which was approximately tangential to the rubber wheel surface and normal to the horizontal diameter along which the load was applied. At the end of the set test duration, the specimen was removed, thoroughly cleaned, and again weighed (final weight). The difference in weights before and after abrasion was determined. The experiment was carried out at two different normal loads of 24 and 36 N and at a constant sliding velocity of 2.15 m s−1. Further, the abrading distances were 250, 500, 750, and 1000 m respectively.
The specific wear rate was calculated by the equation:
where, ΔV is the volume loss, L is the applied load, and d is the abrading distance.
5.3 Results and Discussion
5.3.1 Mechanical Properties
Table 5.2 represents the experimental results of the mechanically characterized virgin and hybrid composites of coconut sheath and glass fiber with polyester. Incorporation of a single glass fiber layer into NNN‐USP composite resulted in significant enhancement in the mechanical properties. In the meantime, no such significant improvements were observed while reinforcing a single layer coconut sheath fiber into glass fiber composites. Such reverse hybridization weakens the structure, resulting in lower tensile strength at rupture. Hybridization, i.e. coconut sheath and glass fiber reinforcement into neat resin, increased the tensile strength of the neat polymer by 33% in the case of the single glass/natural fiber composite (NNG) and by 100% for single natural fiber/glass fiber composite (GGN). The hardness also increased from 75 to 88 for NNG and 78 to 87 for NGG composites, respectively.
The fractographs of the NNN‐USP (Figure 5.3a) composites show poor adhesion with natural fiber and polyester matrix, and the presence of the hackles near the fractured matrix surface makes it evident that the newly identified coconut sheath fiber has the ability to be used as reinforcement to the polymer matrix. Similarly, in the fractography of the NNG‐USP (Figure 5.3b), more fiber pull‐outs and matrix failure were also observed. Hybridization imparts enhancement in the tensile strength of the coconut sheath reinforced composite. The newly identified coconut sheath (Figure 5.1a) has a mesh‐like nature and the incorporation of glass fibers into the mesh of the fibers builds enhanced mechanical interlocking, which is attributed to improved tensile strength.

Figure 5.3 Fractography of NNN‐USP composite (a) and NNG‐USP composite (b).
Increasing hybridization increased the tensile strength of the coconut sheath reinforced composite (Table 5.2). Pull‐out fibers appeared with rich resin quantity, which shows better stress transfer from the matrix to the reinforcements.
5.3.2 Hardness (Shore‐D) of Composites
Table 5.2 lists the Shore‐D hardness of the composites for different stacking of coconut sheath and glass fiber layers in the USP matrix. It was seen that the value of Shore hardness of the composite increased from 75 to 88, when the coconut sheath was hybridized with glass fibers. This indicated that the glass fibers significantly increased the load‐carrying capacity of coconut sheath polyester composite. The physical properties of natural fibers are mainly determined by their chemical and physical composition, such as structure of fibers, cellulose content, angle of fibrils, and cross section, and by the degree of polymerization [16]. The presence of glass fiber strengthens the coconut sheath polyester composite.
5.3.3 Specific Wear Rate
Fiber type and loading are known to improve many physical and/or mechanical and tribological properties of polymers [17]. Yousif et al. [18] investigated the wear and frictional behavior of epoxy composite based on treated betel nut fibers subjected to three‐body abrasion using different abrasives/sliding velocities and at a constant applied load of 5 N. They revealed that the predominant wear mechanism of the treated betel nut fiber reinforced epoxy composite sliding against grain sands was plastic deformation, pitting and pull‐out of betel nut fibers. The composite exhibited higher values of frictional coefficient when it was subjected to coarse sand. Higher weight loss is noticed at high sliding velocities. The specific wear rate for the composite subjected to three different sand particles follows the order coarse > grain > fine sands respectively.
A typical abrasive wear scar is illustrated in the Figure 5.4 for various applied loads and running distances. Figure 5.4a shows the wear scar of NNN‐USP composite for 36 N applied load and abrading distance in steps of 250 m. One can see the increase in abrasive depth from 250 to 1000 m in the NNN‐USP composites. Similarly for NGG‐USP (Figure 5.4b) composites also an increased abrasive cavity is noted with the increase in abrading distance.

Figure 5.4 Worn surface images of composites: coconut sheath composite (a) and hybrid composite (b).
Figure 5.5 shows the wear volume as a function of abrading distance for the different applied loads. Figure 5.5a shows the effect of hybridization as a function of wear volume for 24 N applied load. An increasing trend in the wear volume was noted irrespective of the fiber type and purity in composite. Especially in the low loading condition, coconut sheath and glass fiber pure composites showed less mass loss compared to the hybrid composites. Among the pure composites, silane treated coconut sheath fiber reinforced polyester composite exhibits higher wear resistance (by means of less wear volume). In the meantime, inclusion of less glass fiber hybrid (NNG‐USP) highly affects the wear resistance of the coconut sheath polyester composite. Further incorporation of more glass fibers slightly lowers the wear volume. Stacking the same group of fibers together into the composite promotes load bearability resulting less wear. Nevertheless, when abrading for a longer distance, this effect was suppressed. Figure 5.5b shows the wear volume of the pure and hybrid composites for 36 N applied load. Similar to the low loading results, at high loads only the coconut sheath polyester composites exhibit greater wear resistance. Incorporation of the glass fibers increased the wear volume of the composites. On the other hand, incorporation of the coconut sheath fiber into the glass fiber composites greatly reduced the wear volume of the glass fiber polyester composites.
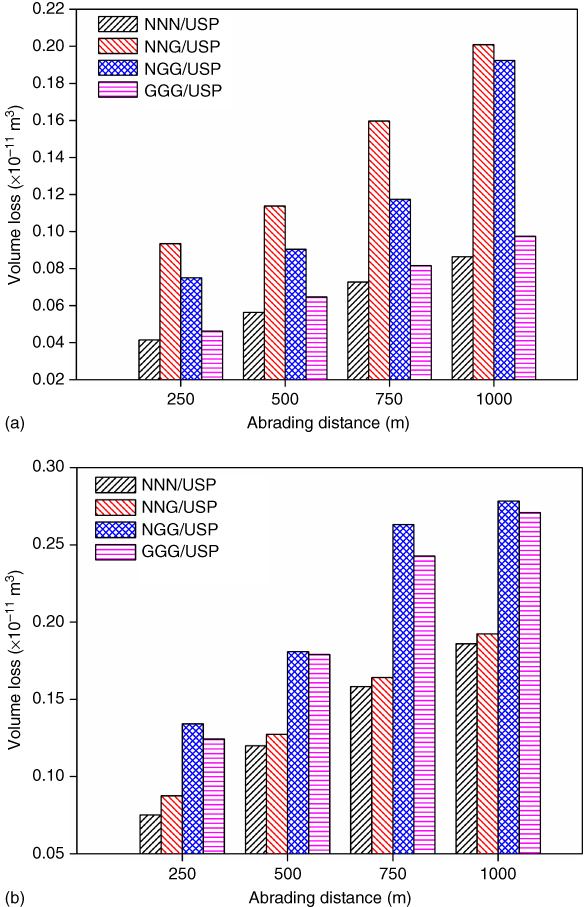
Figure 5.5 Volume loss of pure and hybrid composites, run at 24 N (a) and at 36 N (b).
Figure 5.6 shows the specific wear rate (Ks) as a function of abrading distance of various composite systems using silica sand as abrasive. Specific wear rate data reveal the fact that it tends to decrease with increasing abrading distance from 250 to 1000 m. However, the higher naturally woven coconut sheath (N) reinforced N‐USP exhibited the lowest Ks at all loads/abrading distances. It was observed that the wear rate of a solid body in three‐body abrasion strongly depends on the hardness of the counter‐body.

Figure 5.6 Specific wear of pure and hybrid composites, run at 24 N (a) and at 36 N (b).
Figure 5.6a shows the specific wear rate of pure and hybrid composite under 24 N applied load. Pure coconut sheath polyester composite has the least specific wear rate. This is due to the good abrasive resistance of the coconut sheath fiber. In the beginning, the soft polymer medium was removed and then the hard coconut sheath fiber brought into contact. Hence, further wear was reduced. In this plot, NNG‐USP composite showed higher wear rate in the beginning; this is due to the aggressive removal of the glass fibers and soft polymer materials in the beginning. After the whole erosion of the glass fibers, the hard coconut sheath fibers came into contact with the abrasive particle and rubber wheel and hence the wear was controlled.
Similarly, in Figure 5.6b, NNN‐USP composite showed the least specific wear among all composites. At higher applied load, the wear of the glass fiber composite was huge.
This is because abrasive particles can be embedded into the softer surface and then form grooves in the harder one. Severe damage to the glass fiber and USP matrix is the main reason for the higher wear rate of the GGG‐USP composite. More debris and micro‐cracks in the matrix were evident due to deformation of the softened matrix under higher load conditions. In this case, fiber removal was aggravated since the softened polymer matrix could not effectively protect the brittle nature of glass fiber from peeling off. As a result, the wear resistance of the GGG‐USP decreased significantly. From Figures 5.5 and 5.6, it is clear that the hybrid reinforced composites (GGN‐USP and NNG‐USP) showed higher specific wear rate, and the effect of hybridization is not beneficial from the abrasion resistance point of view. The specific wear rate increased when hybrid fibers were used in USP. As such, pitting cracks and fracture on the composite are evidenced, which lead to high material removal (Figures 5.3–5.6).
Figure 5.7 shows the worn surfaces of the pure and hybrid composites under 24 N applied load. Figure 5.7a reveals the debonding (DB) in the NNG‐USP composites. In Figure 5.7b, wear on matrix (MW) formed due to matrix distortion and damage. The abrasive particles led to micro‐ploughing (MP) on the fiber–matrix interface, and the cutting action due to the sharp tip of the abrasive particles (SP) damaged the fibers (FD) (Figure 5.7c). Hence, in most places the sharp abrasive particles plug into the fiber/matrix surfaces (Figure 5.7d). Such an observation reveals the matrix shrinkage (MS) and fiber damage with the matrix and hence the locking of smaller abrasive particle into the fiber–matrix interface occurred and micro‐cracking (MC) was also observed (Figure 5.7e). Owing to the abrasive action, the fiber surface also deteriorated with matrix shrinkage (Figure 5.7f).

Figure 5.7 (a–f) SEM images of worn surface of N‐USP after wear (for 36 N of load and abrading distances of 250, 750, and 1000 m).
Figure 5.8 shows the worn surface of the pure and hybrid composites under 36 N applied load. From Figure 5.8a,b silica particle (SP) and micro‐cracking (MC) damaged the surface due to the abrasive flow with striking pressure. At higher applied load also, cavities occurred on the fiber–matrix interface due to the micro‐ploughing (MP) of the matrix materials by sharp abrasive particles (Figure 5.8c). Owing to the cutting action of the short abrasive particle, a progressive growth of cracks (CI) was noted on the fiber–matrix interface and the fiber damaged (FD) (Figure 5.8d). Lower matrix ductility eventually resulted in higher wear rate. Owing to higher applied load, the abrasive particles fed over tends to fill the micro‐cracks which resulting micro‐ploughing can be seen on the worn surface (Figure 5.8e,f).

Figure 5.8 (a–f) SEM images of worn surface of NNG‐USP after wear (for 36 N of load and abrading distances of 250, 750, and 1000 m).
5.4 Conclusion
The mechanical and tribological properties of the coconut sheath and glass fiber reinforced USP matrix composites have been investigated. The effect of surface‐modified fibers using a silane coupling agent on the tribological behavior is discussed. The following conclusions could be drawn:
- The coconut sheath and glass fiber reinforced USP matrix composites possess good tensile and hardness properties. There is also synergy effect between the coconut sheath and glass fibers on the enhancement of the wear resistance.
- Three‐body abrasive wear of all the composites depends on the experimental parameters such as load, abrading distance, and type of fiber and also on loading of fibers in the USP resin.
- Glass fiber reinforced USP and GGN/NNG reinforced USP composites experienced higher specific wear rate under all test conditions employed in the present work.
- The best wear resistant composition achieved in this study is that of a silane treated coconut sheath fibers reinforced USP composite. Therefore, in abrasive wear situation, the use of synthetic glass fiber reinforcement or hybridization of fibers is not beneficial in the design of wear resistant polymer composites.
Acknowledgement
The authors want to thank CNPq for the BJT grant and DST‐CNPq for the support of the Brazil‐India collaboration project.
References
- 1 Scarponi, C. and Messano, M. (2015). Comparative evaluation between E‐glass and hemp fiber composites application in rotorcraft interiors. Composites Part B: Engineering 69: 542–549.
- 2 Mansor, M.R., Sapuan, S.M., Zainudin, E.S. et al. (2013). Hybrid natural and glass fibers reinforced polymer composites material selection using analytical hierarchy process for automotive brake lever design. Materials and Design 51: 484–492.
- 3 Van Vuure, A.W., Baets, J., Wouters, K., and Hendrickx, K. (2015). Compressive properties of natural fibre composites. Materials Letters 149: 138–140.
- 4 Arthanarieswaran, V.P., Kumaravel, A., and Kathirselvam, M. (2014). Evaluation of mechanical properties of banana and sisal fiber reinforced epoxy composites: influence of glass fiber hybridization. Materials and Design 64: 194–202.
- 5 Jayamani, E., Hamdan, S., Rahman, M.R., and Bakri, M.K.B. (2014). Comparative study of dielectric properties of hybrid natural fiber composites. Procedia Engineering 97: 536–544.
- 6 Zhang, Y., Li, Y., Ma, H., and Yu, T. (2013). Tensile and interfacial properties of unidirectional flax/glass fiber reinforced hybrid composites. Composites Science and Technology 88: 172–177.
- 7 Winowlin Jappes, J.T., Siva, I., and Rajini, N. (2012). Fractography analysis of naturally woven coconut sheath reinforced polyester composite: a novel reinforcement. Polymer‐Plastics Technology and Engineering 51 (4): 419–424.
- 8 Satyanarayana, K., Pillai, C., Sukumaran, K. et al. (1982). Structure property studies of fibres from various parts of the coconut tree. Journal of Materials Science 17: 2453–2462.
- 9 Siva, I., Winowlin Jappes, J.T., and Suresha, B. (2012). Investigation on mechanical and tribological behavior of naturally woven coconut sheath‐reinforced polymer composites. Polymer Composites 33 (5): 723–732.
- 10 Siva, I. and Winowlin Jappes, J.T. (2011). Studies on the influence of silane treatment on mechanical properties of coconut sheath‐reinforced polyester composite. Polymer‐Plastics Technology and Engineering 50 (15): 1600–1605.
- 11 Harish, S., Peter Michael, D., Bensely, A. et al. (2009). Mechanical properties evaluation of natural fiber coir composite. Journal of Material Characterization 60 (1): 44–49.
- 12 Stachowiak, G.W. and Batchelor, A.W. (2000). Engineering Tribology. Amsterdam: Elsevier.
- 13 Shipway, P.H. and Ngao, N.K. (2003). Microscale abrasive wear of polymeric materials. Wear 255: 742–750.
- 14 Chand, N., Naik, A., and Neogi, S. (2000). Three‐body abrasive wear of short glass fibre polyester composite. Wear 242: 38–46.
- 15 Irullappasamy, S., Durairaj, R., Irulappasamy, S., and Manoharan, T. (2016). Investigation on wear behaviors and worn surface morphology of surface treated palmyra fruit fiber/polyester composites to appraise the effects of fiber surface treatments. Polymer Composite doi: 10.1002/pc.24163.
- 16 Brahmakumar, M., Pavithran, C., and Pillai, R.M. (2005). Coconut fibre reinforced polyethylene composites: effect of natural waxy surface layer of the fibre on fibre/matrix interfacial bonding and strength of composites. Composites Science and Technology 65 (3–4): 563–569.
- 17 Azwa, Z.N., Yousif, B.F., Manalo, A.C., and Karunasena, W. A review on the degradability of polymeric composites based on natural fibres. Materials and Design 47: 424–442.
- 18 Yousif, B.F., Nirmal, U., and Wong, K.J. (2010). Three‐body abrasion on wear and frictional performance of treated betelnut fibre reinforced epoxy (T‐BFRE) composite. Materials and Design 31 (9): 4514–4521.