
4.4.5. Controlling Quality of Molded Parts
The aspects described above can be influenced by the process parameters and the technology of the tool and the machine. Splitting off the influence in these two groups the capability of influencing the quality of molded parts will be described in a general way. Depending on the design, the influence of each factor can vary.
4.4.5.1. Control of Quality by Process Parameters
- Shrinkage can be controlled by adequate dwell pressure during cooling. Here higher dwell pressure will reduce the shrinkage of the molded part. An estimate can be found by the use of the p-v-T diagram for the selected polymer.
- The cooling rate is also a factor that influences the shrinkage behavior, especially for semicrystalline polymers. A higher cooling rate increases the part of crystallites and results in a higher anisotropic shrinkage of the molded part.
- The thickness of the residual layer can be controlled in on sense by an adequate thickness of the polymer foil, but also by the press force, the molding temperature influencing the viscosity of the polymer melt, and the holding time. A high force at high temperature acting a long time will effect thin residual layers (see Section 6.1).
- Deformation of structures during demolding can be avoided by demolding near the glass transition temperature of the polymer (or melting temperature, if semicrystalline polymers are used). The difference in shrinkage between mold and polymer will effect higher contact stress if the demolding temperature decreases.
- To reduce internal stress the shear stress of the polymer during cavity filling should be minimized. This can be achieved by low molding velocities (for example, in the range of 1 mm/min).
- Internal stress can also be reduced by relaxation processes. Here, higher molding temperatures will effect shorter relaxation times, which can be decreased in the range of typical process times (Section 6.3.3).
4.4.5.2. Control of Quality by Molding Technology
The influence of the machine, the tool, and the mold on the quality of the molded part is complex and has to be individually specified. In general, some basic factors can be named.
- Warpage can be reduced by attaining a homogeneous pressure distribution during molding. To obtain a homogenization of pressure distribution in the residual layer, free-flow fronts should be avoided during the act of dwell pressure. The use of a simple frame around the mold insert, for example, can help to attain a homogeneous pressure and will further prevent an anisotropy of shrinkage (Section 9.5.3).
- To reduce warpage and deformation during demolding, the thickness of the residual layer should be as even as possible over
the whole area. Therefore, even substrate plates and a minimum of bending of the tool under load will help to minimize non-homogeneous
thickness distribution of the residual layer. Otherwise, bending of the crossbars and tools under load and uneven substrate
plates result in a variation in thickness, typically in a bi-convex shape (Fig. 4.13).
Figure 4.13. Typical shape of a residual layer as a result of bending or uneven substrate plates.

- The bending of the machine and the tool under load can also result in a convex form of the residual layer. In extreme cases
this shape of the residual layer can be one reason for higher demolding forces and deformation of structures. The influence
of bending is illustrated in Fig. 4.14.
Figure 4.14. Principle of the deformation of structures in the case of bending of the microstructured mold. The molded part solidifies under the bending curve of the mold. During demolding an angle between mold and molded structure occurs, which can result in deformation of microstructures.
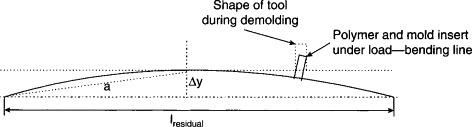
The cooling state is characterized by the act of the dwell pressure similar to the press force. During this state bending of the machine can deform the molded part and the thickness of the molded part along the bending line of the mold insert or substrate plate. If the temperature decreases, the polymer will solidify under this bending line. The convex shape of the molded part similar to the bending line of the mold will be frozen. During the following demolding step, the press force is not effective anymore and, because of the elasticity of the mold material, the shape of the mold will go back to the initial shape. In contrast, therefore, the solidified molded part retains the shape and this results in an angle between mold and structure during demolding. This angle can be one reason for deformation of structures during the demolding step. For a first approach the bending curve can be approximated by a straight line. The difference angle between mold and structure can be approximated by the bending of the mold and the length of the mold insert,
(4.4)![]() where Δy is the bending of the mold and lres is the length of the residual layer.
where Δy is the bending of the mold and lres is the length of the residual layer.
The influence of bending is not negligible. For example, for a mold insert with an area of 26 mm × 66 mm and a bending-under load of 30 μm, the angle is in the range of 0.5 degrees. A 100 μm high structure undergoes with this angle a shift of 0.9 μm, which results in additionally demolding forces (Section 6.4.4).
- Another influence factor is the homogeneous temperature distribution during heating and, more important, during cooling. During heating a non-homogeneous temperature distribution can cause a non-uniform melting of the polymer foil, which can result in a non-uniform flow of the polymer melt. A non-uniform viscosity of the polymer can cause problems during filling of microcavities and can be the reason for variations in thickness of the residual layer. During cooling a non-homogeneous temperature distribution becomes more important because of the risk of non-uniform cooling of the molded part. Non-uniform cooling can result in anisotropy of shrinkage, which is one reason for warping of a molded part. The technology of heating and cooling is therefore an important aspect in the development of molding tools (Chapter 8).