Chapter 27
Subsea Pipelines
Contents
27.1 Introduction
27.2 Design Stages and Process
27.2.1 Design Stages
27.2.1.1 Conceptual Engineering
27.2.1.2 Preliminary Engineering or Basic Engineering
27.2.1.3 Detailed Engineering
27.2.2 Design Process
27.3 Subsea Pipeline FEED Design
27.3.1 Subsea Pipeline Design Basis Development
27.3.2 Subsea Pipeline Route Selection
27.3.3 Steady-State Hydraulic Analysis
27.3.4 Pipeline Strength Analysis
27.3.5 Pipeline Vertical and Lateral On-Bottom Stability Assessment
27.3.6 Installation Method Selection and Feasibility Demonstration
27.3.7 Material Take-Off (MTO)
27.3.8 Cost Estimation
27.4 Subsea Pipeline Detailed Design
27.4.1 Pipeline Spanning Assessment
27.4.2 Pipeline Global Buckling Analysis
27.4.3 Installation Methods Selection and Feasibility Demonstration
27.4.4 Pipeline Quantitative Risk Assessment
27.4.5 Pipeline Engineering Drawings
27.5.1 Wall-Thickness Sizing
27.5.1.1 Stress Definitions
27.5.1.2 Stress Components for Thick-Wall Pipe
27.5.1.3 Hoop Stress
27.5.1.4 Longitudinal Stress
27.5.1.5 Equivalent Stress
27.5.2 On-Bottom Stability Analysis
27.5.3 Free-Span Analysis
27.5.4 Global Buckling Analysis
27.5.5 Pipeline Installation
27.5.5.1 Pipe Laying by Lay Vessel
27.5.5.2 Pipe Laying by Reel Ship
27.5.5.3 Pipeline Installation by Tow or Pull
27.6 Challenges of HP/HT Pipelines in Deep Water
27.6.1 Flow Assurance
27.6.2 Global Buckling
27.6.3 Installation in Deep Water
27.1 Introduction
Subsea pipelines are used for a number of purposes in the development of subsea hydrocarbon resources, as shown in Figure 27-1. A flowline system can be a single-pipe pipeline system, a pipe-in-pipe system, or a bundled system. Normally, the term subsea flowlines is used to describe the subsea pipelines carrying oil and gas products from the wellhead to the riser foot; the riser is connected to the processing facilities (e.g., a platform or a FPSO). The subsea pipelines from the processing facilities to shore are called export pipelines. The subsea pipelines include:
• Export (transportation) pipelines;
• Flowlines to transfer product between platforms, subsea manifolds, and satellite wells;
• Flowlines to transfer product from a platform to export lines;

Figure 27-1 Application of Subsea Pipelines
The design process for each type of line in general terms is the same. It is this general design approach that will be discussed in this chapter. For a more detailed design and analysis methodology refer to the book Subsea Pipelines and Risers[1].
27.2 Design Stages and Process
27.2.1 Design Stages
The design of subsea pipelines during subsea field development is usually performed in the following three stages:
The continuity of engineering design from conceptual engineering and preliminary engineering to the detailed design is essential to a successful project. The objective and scope of each design stage vary depending on the operator and the size of the project. However, the primary aims are discussed next.
27.2.1.1 Conceptual Engineering
The primary objectives of the conceptual engineering stage are normally:
• To establish technical feasibility and constraints on the system design and construction;
• To eliminate nonviable options;
• To identify the required information for the forthcoming design and construction;
• To allow basic cost and scheduling exercises to be performed;
• To identify interfaces with other systems planned or currently in existence.
The value of the early engineering work is that it reveals potential difficulties and areas where more effort may be required in the data collection and design areas.
27.2.1.2 Preliminary Engineering or Basic Engineering
The primary objectives of the preliminary engineering are normally:
• Perform pipeline design so that the system concept is fixed. This will include:
• Verifying the sizing of the pipeline;
• Determining the pipeline grade and wall thickness;
• Verifying the pipeline’s design and code requirements for installation, commissioning, and operation;
• Prepare authority applications;
• Perform a material take-off (MTO) sufficient to order the line pipe.
The level of engineering is sometimes specified as being sufficient to detail the design for inclusion into an engineering, procurement, construction and installation (EPCI) tender. The EPCI contractor should then be able to perform the detailed design with a minimum number of variations as detailed in its bid.
27.2.1.3 Detailed Engineering
The detailed engineering phase is when the design is developed to a point where the technical input for all procurement and construction tendering can be defined in sufficient detail.
The primary objectives of the detailed engineering stage can be summarized as follows:
• Select the wall thickness and coating.
• Confirm code requirements on strength, VIVs, on-bottom stability, global buckling, and installation.
• Confirm the design and/or perform additional design as defined in the preliminary engineering stage.
• Development of the design and drawings in sufficient detail for the subsea scope. This may include pipelines, tie-ins, crossings, span corrections, risers, shore approaches, and subsea structures.
• Prepare detailed alignment sheets based on the most recent survey data.
• Prepare specifications, typically covering materials, cost applications, construction activities (i.e., pipe lay, survey, welding, riser installations, spool piece installation, subsea tie-ins, subsea structure installation), and commissioning (i.e., flooding, pigging, hydrotesting, cleaning, drying);
• Prepare MTO and compile necessary requisition information for the procurement of materials.
• Prepare design data and other information required for the certification authorities.
27.2.2 Design Process
The object of the design process for a subsea pipeline is to determine, based on given operating parameters, the optimum pipeline size parameters. These parameters include:
The design process required to optimize the pipeline size parameters is an iterative one and is summarized in Figure 27-2. The design analysis is illustrated in Figure 27-3.

Figure 27-2 Subsea Pipeline Design Process
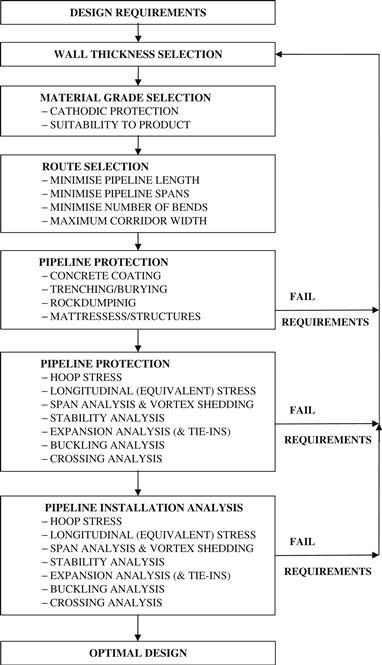
Figure 27-3 Subsea Pipeline Design Analysis
Each stage in the design should be addressed whether it is a conceptual, preliminary, or detailed design. However, the level of analysis will vary depending on the required output. For instance, reviewing the objectives of the detailed design (Section 27.2.1.3), the design should be developed such that:
• Pipeline wall thickness, grade, coating, and length are specified so that the pipeline can be fabricated.
• Route is determined such that alignment sheets can be compiled.
• Pipeline stress analysis is performed to verify that the pipeline is within allowable stresses at all stages of installation, testing, and operation. The results will also include pipeline allowable spans, tie-in details (including expansion spool pieces), allowable testing pressures, and other inputs into the design drawings and specifications.
• Pipeline installation analysis is performed to verify that stresses in the pipeline at all stages of installation are within allowable values. This analysis should specifically confirm if the proposed method of pipeline installation will not result in pipeline damage. The analysis will have input into the installation specifications.
• Analysis of global response:
27.3 Subsea Pipeline FEED Design
27.3.1 Subsea Pipeline Design Basis Development
A design basis should be prepared to cover all necessary data, parameters, codes, and standards. All relevant data should be reviewed and evaluated and the criteria established for the detailed design. These should cover the following as a minimum:
27.3.2 Subsea Pipeline Route Selection
Develop a pipeline route selection based on route survey information and environmental data provided by the owner. The scope of work should include at a minimum the following tasks:
• Select the pipeline route and prepare platform approach drawings.
• Design the spacing between two parallel pipelines.
• Optimize the pipeline route to minimize costs for the new pipelines including any crossings of existing subsea pipelines and submarine cables.
• Prepare the proposed pipeline route drawing.
• Determine the minimum horizontal curvature radius for the pipeline routes.
• Prepare arrangement drawings and layouts for all tie-in/interface locations (i.e., start and termination of line) clearly showing break points between facilities that will eventually be installed by a pipeline construction contractor and those that will be installed by a facilities and substructure construction contractor.
• Pipeline routing should take into account the environmental conditions, design, installation, operation, and maintenance of the pipelines.
• Pipeline routing should be selected such that the pipeline follows a smooth seabed profile avoiding wherever possible huge and multiple spans, coral growths, rock outcrops, soft or liquefiable soils, and other seafloor obstructions.
• Prepare route selection and optimization reports for the proposed pipeline route including other available options, indicating their respective pros and cons.
27.3.3 Steady-State Hydraulic Analysis
Prepare a steady-state hydraulic analysis study to confirm the selected pipeline sizes and define the operating envelope based on the production forecast given, selected pipeline route and overall pipeline configuration. Possible changes in flow rates and operational modes over the entire operational life of the pipeline should be included. The study should include:
• Pressure drop calculation and pipeline capacity curve for various flow rate scenarios and selection of optimum pipeline size;
• A sensitivity study on the pipeline size optimum selection;
• Liquid hold-up volume for various flow rate scenarios and turndown limitations;
• Liquid arrival rate for various flow rate scenarios;
• Fluid velocity and flow pattern inside the flowline for various flow rate;
• Pressure and temperature profile along the flowline;
• Occurrence of severe slugging in the flowline/riser and slug size;
• Liquid catching facilities and slug control requirements;
• Flow assurance addressing after well shutdown and restart and insulation requirements;
• Thermal insulation requirements (if any) especially for waxy crude services.
27.3.4 Pipeline Strength Analysis
Prepare a mechanical design of the pipeline:
• Select the material for the pipeline.
• Perform mechanical strength analyses of the pipeline along the proposed route to determine the optimum wall thickness.
• Perform analyses for pipeline collapse, buckling due to bending and external pressure, buckle initiation and propagation for installation and operating conditions, and the “worst case” load condition.
• Perform design of appropriate measures against possible pipeline collapse and buckling if required.
27.3.5 Pipeline Vertical and Lateral On-Bottom Stability Assessment
Perform pipeline on-bottom stability analysis in accordance with DNV RP E305 [2] (or DNV RP F109 [3]) design code or using AGA software (Subsea pipeline on-bottom stability analysis) [4]. The pipeline should be stable both laterally and vertically, incorporating “liquefaction” and self-burial consideration against the environmental loadings and soil condition. The ballast weight may need to be determined during the installation and operational phases.
An on-bottom stability analysis for the pipelines should include the following conditions:
27.3.6 Installation Method Selection and Feasibility Demonstration
The following studies should be performed when designing subsea pipelines:
• Installation feasibility study for available installation methods;
• Economic comparison for all methods of pipeline installation;
• Cost comparison between preinstalled riser and conventional method;
• Tie-in methodology study that includes above-water welding (stalk on), hyperbaric welding, and subsea flange tie-in for the pipeline and riser portion;
• Preliminary analysis for the selected pipeline installation method.
Designers should consider pipeline installation via a conventional pipe-laying barge (S-lay, J-lay, and reel-lay), bottom tow, off-bottom tow, and surface tow or any other installation method.
27.3.7 Material Take-Off (MTO)
Prepare the MTO for the pipeline for the following items:
27.4 Subsea Pipeline Detailed Design
Many design works between FEED and detailed engineering phases are similar, the detailed engineering phase extends all issues of FEED phase with more detailed designs to give the technical inputs for all procurement and construction of the pipeline project. Following design issues should be included in the detailed engineering phase based on the FEED phase.
27.4.1 Pipeline Spanning Assessment
Prepare a spanning analysis for the pipeline to include the following conditions:
and the following VIV limiting criteria for dynamic analysis:
27.4.2 Pipeline Global Buckling Analysis
Prepare a global buckling analysis for the pipeline for the following operating conditions:
27.4.3 Installation Methods Selection and Feasibility Demonstration
Perform for the pipelines:
• An installation feasibility study for available installation methods;
• Economic comparison for the all methods of pipeline installation;
• Perform cost comparison between pre-installed riser and conventional method;
• Perform tie-in methodology study that subsea pipeline connected with onshore pipeline;
• Perform preliminary analysis for the selected pipeline installation methods.
Consultant should consider pipeline installation via a conventional pipe-laying barge, bottom tow, off-bottom tow and surface tow or any other installation methods.
27.4.4 Pipeline Quantitative Risk Assessment
The assessments carried out in this work are as follows:
27.4.5 Pipeline Engineering Drawings
Prepare a set of pipeline engineering drawings as follows:
27.5 Pipeline Design Analysis
27.5.1 Wall-Thickness Sizing
The wall-thickness level for pipelines should be able to withstand pressure and pressure effect (hoop and burst strength) requirements in accordance with API-RP-1111 [5] and API 5L [6] (or CFR [7], ASME B31 [8, 9], DNV-OS-F101 [10] depending on the project’s requirement). A stress analysis should be carried out for the wall-thickness check.
27.5.1.1 Stress Definitions
A difference of internal pressure and external pressure in a pipeline produces stresses in the wall of a pipeline. These stresses are the longitudinal stress σL , the hoop stress σH , and the radial stress σR. The directions of each stress component are illustrated in Figure 27-4.

Figure 27-4 Definitions of Pipe Wall Stress
27.5.1.2 Stress Components for Thick-Wall Pipe
Figure 27-5 illustrates a thick-wall pipe with a capped end. The stress components for the thick-wall pipe are expressed as follows:
 (27-1)
(27-1)

Figure 27-5 Stresses for Thick-Wall Pipe with Capped End
27.5.1.3 Hoop Stress
Hoop stress σH varies across the pipe wall from a maximum value on the inner surface to a minimum value on the outer surface of the pipe, as expressed in the hoop stress of Equation (27-1). The equation for the hoop stress is also called the Lame equation and is rewritten as follows:
![]() (27-2)
(27-2)
where
Hoop stress for a thin-wall pipe can be obtained from the force balance below, assuming the hoop stress to be constant in the radial direction:
![]() (27-3)
(27-3)
where t is the minimum wall thickness of the pipeline.
The radial stress σR varies across the pipe wall from a value equal to the internal pressure, pi , on the inside of the pipe wall, to a value equal to the external pressure, pe on the outside of the pipe. The magnitude of the radial stress is usually small when compared with the longitudinal and hoop stresses; consequently it is not specifically limited by the design codes.
According to ASME B31.8 (2010) [8], Hoop stress for a thin wall (D/t > 30) can also be expressed in the following equation:
![]() (27-4)
(27-4)
Hoop stress for a thick wall (D/t < 30) can be calculated using the following equation:
![]() (27-5)
(27-5)
Depending on which code/standard is used, the hoop stress should not exceed a certain fraction of the specified minimum yield stress (SMYS).
27.5.1.4 Longitudinal Stress
The longitudinal stress σL is the axial stress experienced by the pipe wall. It consists of stresses due to:
The components of each are illustrated in Figure 27-6. Poisson’s ratio is assumed to be 0.3 for steel. The longitudinal stress can be determined using the equation:
![]()
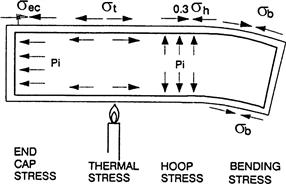
Figure 27-6 Flowline Longitudinal Stresses
The longitudinal stress in a restrained pipeline wall, σL,R , due to the temperature and Poisson’s ratio pressure stress components is expressed as follows:
![]() (27-6)
(27-6)
where Ai is the internal bore area of pipe, Ae the external area of pipe, As the pipe cross section area of steel, E the Young’s modulus, α the thermal expansion coefficient of pipe material, Tp the temperature of pipe wall, and Ta the ambient temperature.
The longitudinal stress of an unrestrained pipeline is expressed as follows:
![]() (27-7)
(27-7)
Note that sign conventions should be utilized when employing this equation; that is, tensile stress is positive.
27.5.1.5 Equivalent Stress
The combined stress is determined differently depending on the code/standards utilized. However, the equivalent stress (σe ) for a thin wall pipe can usually be expressed as:
![]() (27-8)
(27-8)
where
For high-pressure pipes with D/t ratios of less than 20 and where the shear stresses can be ignored, the form of equivalent stress may be calculated as:
![]() (27-9)
(27-9)
27.5.2 On-Bottom Stability Analysis
Subsea pipelines resting on the seabed are subject to fluid loading from both waves and steady currents. For regions of the seabed where damage may result from vertical or lateral movement of the pipeline, it is a design requirement for the pipe weight to be sufficient to ensure stability under the worst possible environmental conditions. In most cases this weight is provided by a concrete coating on the pipeline. In some circumstances the pipeline may be allowed to move laterally provided stress (or strain) limits are not exceeded. The first case is discussed briefly in this section since it is applied in the majority of design situations.
The analysis of on-bottom stability is based on the simple force balance or detailed finite element analysis. The loads acting on the pipeline due to wave and current action are the fluctuating drag and lift and inertia forces. The friction resulting from effective weighting of the pipeline on the seabed to ensure stability must resist these forces. If the weight of the pipe steel and contents alone or the use of rock berms is insufficient, then the stability design must establish the amount of concrete coating required. In a design situation, a factor of safety is required by most pipeline codes.
The hydrodynamic forces are derived using traditional fluid mechanics with a suitable coefficient of drag, lift and diameter, roughness, and local current velocities and accelerations.
The effective flow to be used in the analysis consists of two components:
• The steady current, which is calculated at the position of the pipeline using boundary layer theory;
• The wave-induced flow, which is calculated at the seabed using a suitable wave theory. The selection of the flow depends on the local wave characteristics and the water depth.
The wave and current data must be based on extreme conditions. For example, the wave with a probability of occurring only once in 100 years is often used for the operational lifetime of a pipeline. A less severe wave, say, of 1 year or 5 years, is applied for for pipeline installation, in which the pipeline is placed on the seabed in an empty condition and has less submerged weight.
Friction, which depends on the seabed soils and the submerged weight of the pipe, provides the equilibrium of the pipeline. Remember that this weight is reduced by the fluid lift force. The coefficient of lateral friction can vary from 0.1 to 1.0 depending on the surface of the pipeline and on the soil. Soft clays and silts provide the least friction, whereas coarse sands offer greater resistance to movement.
Figure 27-7 illustrates the component forces for a subsea pipeline stability analysis. For the pipeline to be stable on the seabed, the following relationship must be satisfied:
![]() (27-10)
(27-10)
γ: factor of safety, normally not to be taken as less than 1.1;
FD : hydrodynamic drag force per unit length (vector);
FI : hydrodynamic inertia force per unit length (vector);
μ: lateral soil friction coefficient;

Figure 27-7 Subsea Pipeline Stability Analysis
We can see that stability design is a complex procedure that relies heavily on empirical factors such as force coefficient and soil friction factors. The appropriate selection of values is strongly dependent on the experience of the engineer and the specific design conditions.
The goal of the subsea pipeline stability analysis described is to determine how much additional weight should be added via the coating. If the weight of the concrete required for stability makes the pipe too heavy to be installed safely, then additional means of stabilization will be necessary. The two main techniques are:
27.5.3 Free-Span Analysis
Over a rough seabed or on a seabed subject to scour, pipeline spanning can occur when contact between the pipeline and seabed is lost over an appreciable distance (see Figure 27-8). In such circumstances, normal code requirements are that the pipeline be investigated for:

Figure 27-8 Pipeline Span Analysis
Due consideration to these requirements will result in the evaluation of an allowable free-span length. Should actual span lengths exceed the allowable length, then correction is necessary to reduce the span for some idealized situations. This can be a very expensive exercise and, consequently, it is important that any span evaluations conducted be as accurate as possible. In many cases, multiple span analyses have to be conducted that account for a real seabed and in situ structural behavior.
The flow of waves and current around a pipeline span, or any cylindrical shape, will result in the generation of sheet vortices in the wake (for turbulent flow). These vortices are shed alternately from the top and bottom of the pipe, resulting in an oscillatory force being exerted on the span as shown in Figure 27-9. Vortex shedding means that cross currents will generate alternating loads on a pipe, resulting in vibration of the pipe.

Figure 27-9 Pipeline Vortex Shedding
If the frequency of shedding approaches the natural frequency of the spanning pipeline, severe resonance can occur. This resonance can induce fatigue failure of the pipe and cause the concrete coating to crack and possibly be lost. The evaluation of the potential of a span to undergo resonance is based on the comparison of the shedding frequency and the natural frequency of the spanning pipeline. The calculation of shedding frequency is achieved using traditional mechanics although some consideration must be given to the effect of the closeness of the seabed. Simple models have traditionally been used to calculate the natural frequency of the spanning pipeline, but recent theories have shown these to be oversimplified and multiple span analyses need to be conducted. Finite element analysis for a pipeline on a seabed is widely used for the natural frequency and VIV fatigue damage analyses.
27.5.4 Global Buckling Analysis
Global buckling of a pipeline occurs when the effective compressible force within the line becomes so great that the line has to deflect and, hence, reduces these axial loads (i.e., takes a lower energy state). As more pipelines operate at higher temperatures, the likelihood of buckling becomes more pertinent.
Global buckling analysis will be performed to identify whether the global buckling is likely to occur (see Figure 27-10). If it is, then further analysis is performed to either prevent buckling or accommodate it.

Figure 27-10 Global Buckling of Pipeline [11]
A method of preventing buckling is to dump rocks on the pipeline. This induces even higher loads in the line but prevents it from buckling. However, if the rock dump does not provide enough restraint, then localized buckling may occur (i.e., upheaval buckling), which can cause failure of the pipeline.
Another method is to accommodate the buckling problem by permitting the pipeline to deflect on the seabed, by using a snake lay or buckle mitigation methods such as sleepers or distributed buoyancies. This method is obviously cheaper than rock dumping, and results in the pipeline experiencing lower loads. However, the analysis will probably have to be based on the limit-state design, because the pipe will have plastically deformed. This method is becoming more popular. This method can also be used with intermittent rock dumping; by permitting the pipeline to snake and then to rock dump, the likelihood of upheaval buckling is reduced.
The methods employed in calculating upheaval and lateral buckling, as well as the pullover response, are detailed in Ref. [12].
27.5.5 Pipeline Installation
Various methods are used to install subsea pipelines. The method of installation determines the type of analyses that must be performed, as discussed next.
27.5.5.1 Pipe Laying by Lay Vessel
Pipe laying (including the S-lay and J-lay) by a lay vessel involves joining pipe joints on the lay vessel, where welding, inspection, and field joint coating take place at a number of different workstations. Figure 27-11 illustrates an the S-lay method. Pipe laying progresses with the lay vessel moving forward on its anchors. The pipe is placed on the seabed in a controlled S-bend shape. The curvature in the upper section, or the overbend, is controlled by a supporting structure, called a stinger, that is fitted with rollers to minimize damage to the pipe. The curvature in the lower portion is controlled by application of tension on the vessel using special machines.

Figure 27-11 Typical Pipe Configuration during S-Lay Pipeline Installation
The pipeline designer must analyze the pipe-lay configuration to establish that the correct tension capacity and barge geometry have been used and that the pipe will not be damaged or overstressed during the laying process.
An appropriate analysis can be performed by a range of methods, from a simple catenary analysis that provides approximate solutions, to a precise analysis that uses finite element analysis. The main objective of the analysis is to identify stress levels in two main areas. The first is on the stinger where the pipe can undergo high bending, especially at the last support. Because the curvature can now be controlled, the pipeline codes generally allow a small safety factor. The second high-stress area is in the sag bend where the pipe is subject to bending under its own weight. The curvature at the sag bend varies with the pipeline’s lay tension and, consequently, is less controllable than the overbend area.
In all cases the barge geometry and tension are optimized to produce stress levels in the pipe wall that stay within specified limits.
27.5.5.2 Pipe Laying by Reel Ship
The pipe reeling method has been applied widely in the North Sea and Gulf of Mexico for pipeline sizes up to 18 in. The pipeline is made up onshore and is reeled onto a large drum on a purpose-built vessel. During the reeling process the pipe undergoes plastic deformation on the drum. During installation the pipe is unreeled and straightened using a special straightening ramp. The pipe is then placed on the seabed in a configuration similar to the J-lay configuration that is used by the laying barge, although in most cases a steeper ramp is used and overbend curvature is eliminated.
The analysis of the reeled pipe-laying method can be carried out using the same techniques as for a laying vessel. Special attention must be given to the compatibility of the reeling process with the pipeline steel grade since the welding process can cause unacceptable work hardening in higher grade steels.
A major consideration in pipeline reeling is that the plastic deformation of the pipe must be kept within limits specified by the relevant codes, such as DNV-RP-F108 [13]. Existing reel ships reflect such code requirements.
27.5.5.3 Pipeline Installation by Tow or Pull
In certain circumstances a pipeline may be installed by a towing technique where long sections of pipeline are made up onshore and towed either on the seabed or off the bottom by means of an appropriate vessel (tug or pull barge). The technique has its advantages for short lines and for bundled lines where several pipelines are collected together in a carrier. In this case difficult fabrication procedures can be carried out onshore. The design procedures for towed or pulled lines are very dependent on the type of installation required. For example, it is important to control the bottom weight of a bottom towed line to minimize towing forces and at the same time give sufficient weight for stability. Thus, a high degree of weight optimization may be needed, which can involve tighter control on pipeline wall thickness tolerances than for pipe lay methods, for example.
Detailed subsea pipeline installation is described in Chapter 5.
27.6 Challenges of HP/HT Pipelines in Deep Water
High-pressure, high-temperature (HP/HT) pipelines are increasing in deepwater areas such as West Africa and the Gulf of Mexico. In deep water, severe conditions lead to challenges in installation, flow assurance, thermal buckling, and management, all of which are critical issues for HP/HT pipeline design [14].
27.6.1 Flow Assurance
Flow assurance is one crucial factor for HP/HT pipeline design, which includes (1) steady-state performance of the flowline as governed by the overall heat transfer coefficient or U-value, and (2) transient performance of heatup and cooldown requirements. During the cooldown period after shutdown of the fluid flow, the product temperature must remain above a specified value to avoid hydrate formation. In deep water, pipeline design must seek a balance between the steady-state and transient cooldown requirements to meet the specific field conditions, along with issues of weight, installation needs, and other commercial and economic factors.
For the thermal insulation system, conventional single pipe and pipe-in-pipe (PIP) systems are two options and the final selection depends on a range of factors, such as cost, installation and thermal management. PIP systems may offer the best balance of thermal efficiency and steady-state performance for HP/HT pipelines; however, the increased weight is a factor of considerably greater significance for installation in deep water than in shallow.
The wet insulation materials used with HP/HT pipelines will result in an extremely thick coating for good steady-state performance, which introduces increased cost and seabed stability issues due to the low submerged weight. For the transient cooldown procedure for a flowline, low thermal conductivity and high thermal inertia are very important to determine the “no-touch” time during a shutdown and also the thickness of the insulation layers. The higher density also results in an increased submerged weight, which, in turn, eases seabed stability issues. Flow assurance for HP/HT pipelines is detailed in Part 2 of this book.
27.6.2 Global Buckling
HP/HT pipelines laid on the seabed are susceptible to global lateral buckling, resulting in deflections that can lead to the pipe cross section yielding. This is caused by compressive axial force building up as the pipeline tries to expand thermally but is restrained due to soil resistance between the pipe and the seabed.
The key to an effective solution is the pipe’s ability to extend axially. Control of the axial and lateral movements of a pipeline can be obtained by using either a buckle initiation device or expansion spools and it will result in economic relief of the axial force. Various approaches have been tried and applied to manage pipeline global buckling.
Finite element (FE) modeling of the pipeline installation and operation has been widely used to identify the issues related to the management of thermal buckling, which includes pipeline walking under cyclic thermal loading, global buckling interactions, etc. The detailed analysis and modeling of thermal buckling will enable cost-effective mitigation options.
27.6.3 Installation in Deep Water
The installation of HP/HT pipelines is more challenging and costly in deep water than in shallow water. As the reservoir and field go deeper, the weights involved with these pipeline systems may become too heavy for conventional installation methods. PIP systems are more installation-vessel dependent than conventional pipe, and this dependency is even more pronounced with increasing water depth.
Lay rates and reliability are key factors for the pipeline installation in deep water. The high tensions associated with the J-lay method and the high bending in the steep S-lay method may cause high stress in the pipeline. The strain-based design approach has been used in many installation analyses. Pipeline installation is detailed in Chapter 5.
REFERENCES
1. Bai Y, Bai Q. Subsea Pipelines and Risers. Elsevier, Oxford 2005.
2. Det Norske Veritas, On-Bottom Stability Design of Submarine Pipelines, DNV-RP-E305, (1998).
3. Det Norske Veritas, On-Bottom Stability Design of Submarine Pipelines, DNV-RP-F109, (2007).
4. Kellogg Brown & Root Inc., Submarine Pipeline On-Bottom Stability - vol. I & II, PR-178-01132, (2002).
5. American Petroleum Institute, Design, Construction, Operation, and Maintenance of Offshore Hydrocarbon Pipelines, (Limit State Design), API-RP-1111, (2009).
6. American Petroleum Institute, Specification for Line Pipe, API Specification 5L, fourty second ed., (2000).
7. US Department of the Interior, Minerals Management Service, 30 CFR 250, DOI-MMS Regulations, Washington D.C., (2007).
8. American Society of Mechanical Engineers, Gas Transmission and Distribution Piping Systems, ASME B31.8, (2010).
9. American Society of Mechanical Engineers, Pipeline Transportation Systems for Liquid Hydrocarbons and Other Liquids, ASME B31.4, (2002).
10. Det Norske Veritas, Submarine Pipeline Systems, DNV-OS-F101, (2000).
11. Hobbs RE. In-Service Buckling of Heated Pipelines. Journal of Trans Engineering. March, 1984;110.
12. Det Norske Veritas, Global Buckling of Submarine Pipelines, DNV-RP-F110, (2007).
13. Det Norske Veritas, Fracture Control for Pipeline Installation Methods-Introducing Cyclic Plastic Strain, DNV-RP-F108, (2006).
14. M. Dixon, HP/HT Design Issues in Depth, E & P, Oct. 2005.