Case 7. BESSI: The Importance of Coordinating Product Development with Supply Chain Planning in the Fashion Goods Industry
† Politecnico di Milano, Milan, Italy; [email protected]
‡ Politecnico di Milano, Milan, Italy; [email protected]
* Politecnico di Milano, Milan, Italy; [email protected]
Company Background
Founded in 1958 in the southern Italian city of Naples, BESSI, as a manufacturer and retailer of fine leather handbags, opened its first store outside of Italy in Paris in 1965, followed by many others in important world cities. With its association with royalty and film stars, the BESSI brand soon became a byword for luxury. Starting from the late 1970s, BESSI extended its product range by offering a wide variety of leather goods (such as handbags, gloves, belts, suitcases), and in the 1980s–1990s, it launched the BESSI Accessories Collection, including eyeglasses, jewels, perfumes, and watches.
Over the years, design and product development have always been the core of BESSI’s success, and the company has consistently striven to maintain an outstanding brand image. BESSI designs and distributes very-fashionable high-quality products. Eyeglasses and perfumes are produced and distributed by outstanding licensees. The critical success factors of BESSI include craftsmanship, quality, and made-in-Italy. Nowadays BESSI is the 50th most famous brand worldwide. The estimated value of the brand is about $7 billion. BESSI’s turnover exceeds $2 million in continuous double-digit increases in recent years.
BESSI’s market is divided into four macro regions: the United States, Europe, the Far East, and Japan. The turnover is equally distributed among the four macro regions. Some differences among regional demands sometimes occur due to changes in tourist flows (e.g., September 11th, avian flu).
BESSI has six distribution channels:
• Direct Operated Stores (DOS): More than 200 stores in 60 countries. These represent the most important channel (70%–80% of the overall turnover). Each store displays the whole collection, included the high-end items. BESSI uses DOS as a showcase for reinforcing its brand (flagship stores). Moreover, these stores allow better control of distribution (e.g., discounts, parallel markets).
• Multi-brand stores (authorized stores): These are located in European and U.S. cities where BESSI’s DOS are not present. They collect 20%–30% of the overall turnover. In order to keep the risk of unsold goods to a minimum, multi-brand stores usually buy BESSI’s low-medium price products, which have a high probability to be sold.
• Franchising stores: These are mono-brand stores, delegated to external partners. BESSI adopts this approach in India, Russia, the Middle East, Asia, and South Africa, where the company does not have enough local expertise or where it would be impractical to establish DOS. Each store is free to select the collection to display, although the franchisees are required to have a certain amount of items of some specific products, considered as “must have” by BESSI.
• Duty-free shops: These are located mainly in Far East.
• E-commerce: Since 2004 in the UK, 2006 in France and Germany, and 2007 in Italy, BESSI has introduced this new channel. To avoid the risk of losing control of the shopping experience, especially for high-luxury products, e-commerce is generally used to sell low- to medium-priced products. This choice is consistent with the fact that e-commerce is mainly used by young customers.
• Outlet: BESSI has introduced a few outlets, mainly in Italy and Europe, to sell unsold products at the end of season at a discounted price.
BESSI Leather Goods
BESSI’s range of leather goods encompasses four product categories: handbags, small leather goods (such as wallets, key cases, small gadgets), belts, and suitcases. In each season, BESSI manages about 5,000 SKUs divided as follows: 35% handbags, 35% small leather goods, 15% belts, and 15% suitcases. BESSI’s products are mainly fashion products (new products launched during a collection, with a life cycle of, at maximum, one season). As a matter of fact, only 30% of BESSI’s turnover is due to carryover products (products maintained the same over time, for more than one collection). This percentage increases up to 50% in the case of some products—e.g., belts. Thus, planning and managing BESSI’s operations are complex. Additionally, leather goods production is technologically underdeveloped if compared to the clothing industry or to the shoe industry. The reason is tightly connected to raw materials—leather properties are not uniform like those of industrial goods. The typical characteristics of leather, such as variations of grade, shade, or shape, as well as the presence of small scars, make the usage of automation difficult for leather goods manufacturing. The headquarters in Naples is responsible for managing operations for all leather products. All of the production phases are outsourced. In fact, BESSI relies on a network of suppliers who manufacture leather goods. All of the suppliers are Italian craftsmen, and most of them (95%) are located near BESSI. They are small companies (often family companies) whose revenues have been for years almost completely generated by their business with BESSI. Craftsmen cut and assembly (façon) leather for BESSI. They have a long-term relationship with BESSI, based on mutual trust. On the one hand, BESSI orders constant quantities and respects regular payments. On the other hand, craftsmen provide BESSI with products of outstanding quality, and BESSI can trust that they will deliver on time in the required quantities.
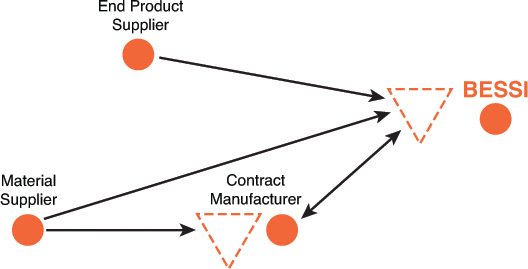
Some end products are manufactured by contract manufacturers, using materials that BESSI buys and sends to them. Some materials are directly delivered to the contract manufacturers by material suppliers, while other materials are first delivered to BESSI’s warehouse in Naples and then on to the contract manufacturers. Certain other products are totally managed by end-product suppliers. In this case, suppliers buy materials, manufacturer the product, and deliver it to the BESSI warehouse in Naples (see Figure 7-1).
On average, material purchasing lead-time is about seven weeks, whereas contract manufacturer lead-time is seven weeks further. Thus, lead-time of a product along BESSI’s supply chain amounts to 14 weeks. In addition, end-product suppliers need, on average, 14 weeks for delivering end products once BESSI issues an order. The previously stated lead-times include safety lead time, so that they are reliable for planning operations activities.
The Central Role of Planning
The main activities performed by BESSI’s Operations department involve planning. About 20 persons are employed as planners. Three typologies of planners are present: end-product planners, material planners, and production planners (i.e., contract manufacturer planners). End-product planners make completely autonomous decisions. Once they receive the demand forecasts from the Merchandising department (aggregate quantity for the season), each planner determines the sourcing plan of the finished goods that he/she is responsible for.
On the contrary, material planners’ and production planners’ decisions are expected to be tightly connected. Indeed, contract manufacturers can only manufacture end products if materials have punctually reached their shops! Unfortunately, the two plans often fail to be coordinated. In fact, material planners determine their plan starting from the provisional demand forecast provided by Merchandising. On the basis of this information and of some lot-sizing criteria, they plan material arrival along the planning horizon. Only 70% of purchased materials are pulled directly by orders collected from distribution channels. Demand forecast pulling material sourcing is often inaccurate and unreliable, because the collection for the new season has not been yet completely designed. Final decisions taken after the Fabric to Sketch phase (see Appendix 7-2) may change most of materials, making urgent some materials and obsolete some others. Moreover, when developing the new collection, some materials are chosen without taking into consideration either their actual availability in the market or the sourcing times. This may have disastrous consequences on material planning and on actual material availability.
Unlike material planners, production planners determine most of their plan on the basis of orders collected during catwalk/showroom presentations. Only a small fraction of finished goods are planned on the basis of Merchandising’s forecasts. Production plans are basically pulled by orders, both in time and in volume. BESSI’S production capacity consists of the sum of the production capacities of BESSI’s suppliers. Thus, production planners might increase or decrease the number of suppliers involved in each period based on the current demand level.
When planners have decided the exact quantity they want suppliers to manufacture, they insert into the information system an “order proposal” that is confirmed by material planners only if the corresponding materials are available. Materials are often not available, and so material planners have to expedite them. In these cases, if Q represents the quantity proposed by the production planners, material planners are able to confirm just a fraction of Q, e.g., Q/2. In order to cope with the lack of materials, over the years, production planners have over-ordered to prevent poor customer service. Instead of ordering Q, they order a higher quantity, say 2Q. If material planners confirm (2Q)/2, production planners will have the desired quantity. Unfortunately, in the cases when material planners actually confirm 2Q, the corresponding end-product quantity will be manufactured, thus creating undesired inventory. Thanks to this mechanism, the probability of end-product unavailability is lower, but the inventory level has risen too high for this make-to-order company.
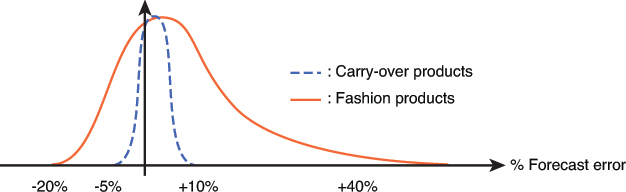
Each season a new collection is launched, and the past collection soon becomes obsolete. The risk of obsolescence of end products is very high. The only way out is to sell unsold products via the outlet channel, whose selling prices are obviously lower than the regular ones. The demand forecast percentage error ranges from -20% to 40%. Forecast error varies both collection-by-collection and product-by-product. In general, a lower forecast error has been observed for carry-over products and a higher forecast error for fashion items. Figure 7-2 illustrates the probability distribution of percentage forecast error for both carry-over and fashion products.
By analyzing the forecast errors in detail, the probability of over- and under-estimated demand is computed, as shown in Table 7-1.
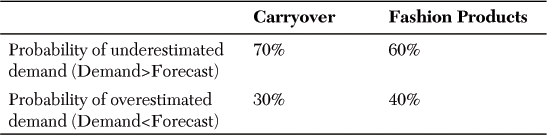
Table 7-1. Probability of Overestimating and Underestimating Demand
For materials, thanks to the high level of commonality among materials and end products (e.g., the same metal component is assembled on the handbag, regardless of color), for certain materials the distribution of materials consumption forecast error is even more concentrated around zero than is the demand forecast error. Thus, the standard deviation of percentage forecast error is lower. Table 7-2 summarizes the range of percentage forecast error of materials, depending on the level of commonality and on the type of finished product using those materials.

Table 7-2. Range of Percentage Forecast Errors for BESSI Materials
The Challenge
At the beginning of 2012, BESSI’s Operations Manager, Mr. Giorgi, is charged by the CEO, Mr. Brown, to find a solution to the poor logistics performance of the company. Delayed deliveries have grown higher and higher, and meanwhile, inventory levels are out of control. Mr. Brown observes, “Products are not available when they are needed. High inventories mean high costs because of our risk of product obsolescence. Late deliveries mean losing market share since customers buy the products of our competitors! What are the reasons for this? And what might be the solution?”
Mr. Brown has given Mr. Giorgi one month to find a solution. “One month is a very short time,” says Mr. Giorgi. “The new information system we are implementing will not be able to provide satisfying results within one month.” For a while, Mr. Giorgi has believed that the new information system will solve problems in the Operations department. He has hoped that a newly integrated “Sales and Operations Planning” system, together with a new Material Requirements Planning procedure, will definitely assure on-time delivery and low inventory. Now he is starting to believe that the information system can do very little by itself “within a month!”
Mr. Giorgi decides to charge Dr. Castelli, his assistant, to analyze the situation. “I am sure that in the business school where you have just completed your Masters degree with honors, they taught you how to manage problems of material management as complex as the one we are currently experiencing,” Mr. Giorgi says. Then, he asks Dr. Castelli to analyze the main weak points of their planning process and to make some proposals in order to solve them, “In no more than two weeks!” he adds.
Collection Definition (See Appendixes 7-1 and 7-2)
Fashion Product Collection Definition
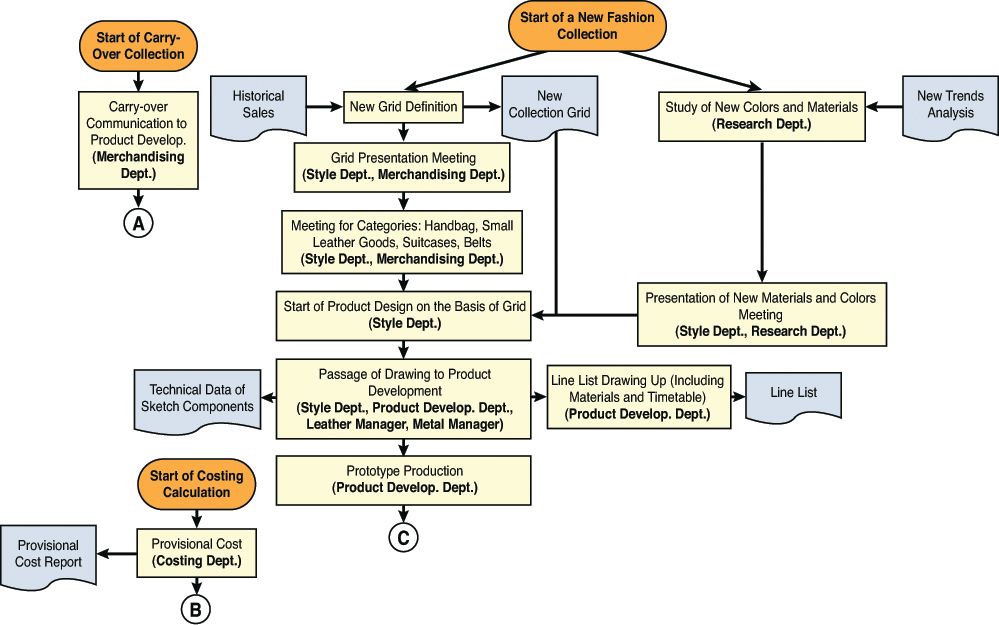
The starting point of the fashion product collection definition process is the Grid definition. The Merchandising department specifies how many different typologies of products the new collection should encompass (e.g., the collection should include three different kinds of high-end shoes). Merchandising defines the Grid on the basis of historical sales data provided by regional buyers. Meanwhile, the Research department provides another important input to the collection definition process. They continuously analyze new stylistic trends all over the world so that the department can inform the Style department about new materials, new colors, and new accessories to use within the new collection. Once the Grid is ready, the Style department starts creating the new collection. About one month later, the collection draft is shown to the Product Development department. During this meeting, about 80% of sketches are modified or rejected. For the remaining 20%, the Product Development department defines the line list, which specifies which materials to use as well as the production timetable. Once the line list is defined, prototype development starts. Prototypes are developed as soon as the Style department asks for them, according to a First-In, First-Out (FIFO) rule.
Meanwhile, the Costing department begins the evaluation of product costs with the final aim of verifying whether the selling prices of the products are consistent with the Grid. Cost evaluation is a difficult activity because it is initially defined on the basis of a sketch and not on the basis of a physical product. In particular, at first the cost evaluation is done for those items with low prices and for carryover products. Low-price products generate high volumes; therefore, cost evaluation must be accurate. For carryover items, industrial cost should always be promptly updated in the information system. Product cost becomes more accurate as the collection definition reaches its conclusion. The final cost and the price list are usually released when the final collection is presented.
After two or three weeks from the start of prototype development, the Style department previews the prototypes. At this juncture, about 50%–60% of the products are modified or rejected. About two weeks later, the Style department provides a final review of prototypes. The outcome of the review is the definition of the pre-editing collection. The pre-editing collection is further developed by the Prototype department, and after about three more weeks the “Fabric to Sketch” is defined. Fabric to Sketch is a critical point of collection definition process. The Style, Merchandising, and Product Development departments are involved in the definition of the range of colors and of fabric/leather of each product.
In the following month, in cases where internal prototype production capacity is not high enough to satisfy the peak demand for prototypes, external prototype makers are asked to make prototypes (in several combinations of color, fabric/leather). Subsequently, the Style, Merchandising, and Product Development departments finally review prototypes during the Editing phase. This review definitively defines the collection that will be presented during the catwalk and in the showroom. Notwithstanding, some further changes are possible when external prototype suppliers prepare final samples. When the final presentation (catwalk/showroom) takes place, the prototypes are definitely ready.
Carryover Collection Definition
The collection is made up of both fashion and carryover products. In recent years, the percentage of carryover products has grown. In each collection, about 80% of carryover products are lightly modified (mainly colors and materials). The carryover collection definition process is quite simple and has the aim of approving changes to carryover products. Similar to fashion products, on the basis of historical sales data, Merchandising defines the carryover products to include in the collection. After the fashion collection draft is presented and the line list is defined, Merchandise communicates to Product Development the carryover selection. Then the carryover prototypes are developed (according to an approval process that is much simpler than that of fashion products) so that they are ready for final presentation to Style and Merchandising. Both fashion and carryover products are evaluated in order to define which products actually will be presented in catwalks and showrooms.
Demand Planning Process
The demand planning process of BESSI is tightly connected with the collection definition. When analyzing the fashion product collection definition, the complexity of the process of prototype approval emerges. Prototypes are expensive, and often materials are not available when they are needed. It should be noted that production capacity of external prototype makers is high (they can handle up to 1,050 items in 10 days, which is high above the volume required by BESSI’s Style department). On the contrary, material availability is a major problem. On-time physical prototypes ready for Fabric to Sketch are often few or are produced with temporary materials. As a consequence, the Style department sometimes has to make decisions only on the basis of sketches or with in-progress prototypes. This makes product and cost evaluation difficult. Unreliable and slow costing makes demand forecasting inaccurate. Moreover, the approval process becomes longer. Fabric to Sketch is subject to further revisions before final approval. A brief description of the demand forecasting process is provided next.
Demand Forecasting (See Appendix 7-3)
Demand forecasting is critical for material sourcing. During the prototype development phase, the first provisional forecast is required in order to define which materials and which quantities will be needed for the collection so that the Sourcing department can start buying them. For this reason, merchandising requests with high priority the cost of fashion items. In order to define the provisional forecast, the regional growth objectives are taken into consideration. Moreover, regional buyers evaluate the market potential for their regions, and, by comparing the potential with the items in stock, they define the “Open-to-Buy.” On the basis of the Open-to-Buy, Merchandising develops the aggregate provisional forecast. According to a top-down approach, regional buyers define the forecast at item level by decomposing the aggregate provisional forecasts. Meanwhile, the Planning department defines the delivery time of the products. The final forecast is ready within the Editing phase.
Discussion Questions
1. What are the weak points of BESSI’s planning process?
2. How can we help Dr. Castelli in carrying out this hard job?
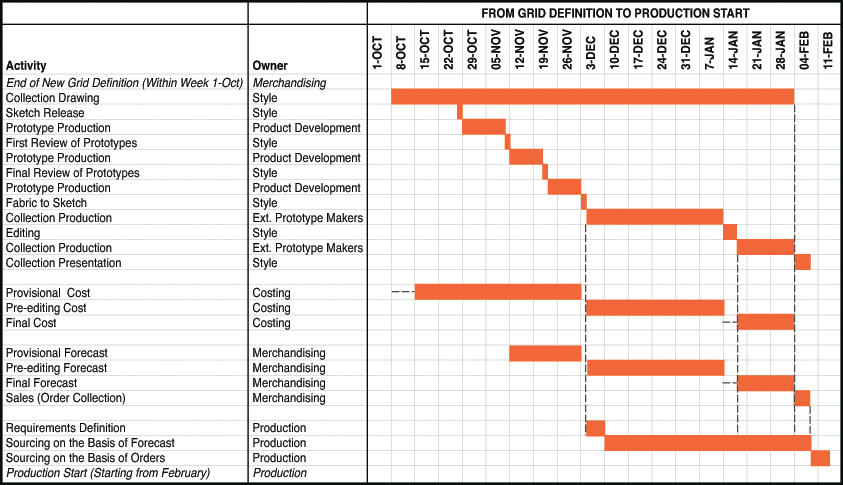
Appendix 7-1 Gantt Chart of the Fashion Product Collection Definition (from Grid Definition to Start of Production)