CHAPTER 3
Supply Chain Operations
Making and Delivering

After reading this chapter you will be able to
- Exercise an executive level understanding of operations involved in the categories of making products and delivering products
- Assess supply operations in your company that may be candidates for outsourcing
Many companies and the supply chains they participate in serve customers who are growing more sophisticated every year and demanding higher levels of service. Continuous improvements to the operations described in this chapter are needed to deliver the efficiency and responsiveness that evolving supply chains require.
Product Design (Make)
Product designs and selections of the components needed to build these products are based on the technology available and product performance requirements. Until recently, little thought was given to how the design of a product and the selection of its components affect the supply chain required to make the product. Yet these costs can become 50 percent or more of the product's cost.
When considering product design from a supply chain perspective the aim is to design products with fewer parts, simple designs, and modular construction from generic sub-assemblies. This way the parts can be obtained from a small group of preferred suppliers. Inventory can be kept in the form of generic sub-assemblies at appropriate locations in the supply chain. There will not be the need to hold large finished-goods inventories because customer demand can be met quickly by assembling final products from generic sub-assemblies as customer orders arrive.
The supply chain required to support a product is molded by the product's design. The more flexible, responsive, and cost efficient the supply chain is, the more likely the product will succeed in its market. To illustrate this point, consider the following scenario.
Fantastic Company designs a fantastic new home entertainment system with wide screen TV and surround sound. It performs to demanding specifications and delivers impressive results. But the electronics that power the entertainment center are built with components from 12 different suppliers.
Demand takes off and the company ramps up production. Managing quality control and delivery schedules for 12 suppliers is a challenge. More procurement managers and staff are hired. Assembly of the components is complex and delays in the delivery of components from any of the suppliers can slow down production rates. So buffer stocks of finished goods are kept to compensate for this.
Several new suppliers were required to provide the specified product components. One of them has quality control problems and has to be replaced and another supplier decides after several months to cease production of the component it supplies to Fantastic Company. They bring out a new component with similar features but not an exact replacement.
Fantastic Company has to suspend production of the home entertainment system while a team of engineers redesigns the part of the system that used the discontinued component so that it can use the new component. During this time, buffer stocks run out in some locations and sales are lost when customers go elsewhere.
A competitor called Nimble Company is attracted by the success of Fantastic Company and comes out with a competing product. Nimble Company designed a product with fewer parts and uses components from only four suppliers. The cost of procurement is much lower since they only have to coordinate four suppliers instead of 12. There are no production delays due to lack of component parts and product assembly is easier.
While Fantastic Company, who pioneered the market, struggles with a balky supply chain, Nimble Company provides the market with lower cost and a more reliable supply of the product. Nimble Company with its responsive and less-costly supply chain takes market share away from Fantastic Company.
What can be learned here? Product design defines the shape of the supply chain and this has a great impact on the cost and availability of the product. If product design, procurement, and manufacturing people can work together in the design of a product, there is a tremendous opportunity to create products that will be successful and profitable.
There is a natural tendency for design, procurement, and manufacturing people to have different agendas unless their actions are coordinated. Design people are concerned with meeting the customer requirements. Procurement people are interested in getting the best prices from a group of pre-screened preferred suppliers. Folks in manufacturing are looking for simple fabrication and assembly methods and long production runs.
Cross-functional product design teams with representatives from these three groups have the opportunity to blend the best insights from each group. Cross-functional teams can review the new product design and discuss the relevant issues. Can existing preferred suppliers provide the components needed? How many new suppliers are needed? What opportunities are there to simplify the design and reduce the number of suppliers? What happens if a supplier stops producing a certain component? How can the assembly of the product be made easier?
At the same time they are reviewing product designs, a cross-functional team can evaluate existing preferred suppliers and manufacturing facilities. What components can existing suppliers provide? What are their service levels and technical support capabilities? How large a workforce and what kind of skills are needed to make the product? How much capacity is needed and which facilities should be used?
A product design that does a good job of coordinating the three perspectives—design, procurement, and manufacturing—will result in a product that can be supported by an efficient supply chain. This will give the product a fast time to market and a competitive cost.
Production Scheduling (Make)
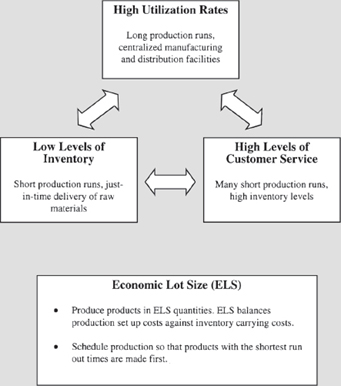
Production scheduling allocates available capacity (equipment, labor, and facilities) to the work that needs to be done. The goal is to use available capacity in the most efficient and profitable manner. The production scheduling operation is a process of finding the right balance between several competing objectives:
- High Utilization Rates—This often means long production runs and centralized manufacturing and distribution centers. The idea is to generate and benefit from economies of scale.
- Low Inventory Levels—This usually means short production runs and just-in-time delivery of raw materials. The idea is to minimize the assets and cash tied up in inventory.
- High Levels of Customer Service—Often requires high levels of inventory or many short production runs. The aim is to provide the customer with quick delivery of products and not to run out of stock in any product.
When a single product is to be made in a dedicated facility, scheduling means organizing operations as efficiently as possible and running the facility at the level required to meet demand for the product. When several different products are to be made in a single facility or on a single assembly line, this is more complex. Each product will need to be produced for some period of time and then time will be needed to switch over to production of the next product.
The first step in scheduling a multi-product production facility is to determine the economic lot size for the production runs of each product. This is a calculation much like the economic order quantity (EOQ) calculation used in the inventory control process. The calculation of economic lot size involves balancing the production set-up costs for a product with the cost of carrying that product in inventory. If set ups are done frequently and production runs are done in small batches, the result will be low levels of inventory but the production costs will be higher due to increased set-up activity. If production costs are minimized by doing long production runs, then inventory levels will be higher and product inventory carrying costs will be higher.
Once production quantities have been determined, the second step is to set the right sequence of production runs for each product. The basic rule is that if inventory for a certain product is low relative to its expected demand, then production of this product should be scheduled ahead of other products that have higher levels of inventory relative to their expected demand. A common technique is to schedule production runs based on the concept of a product's “run-out time.” The run-out time is the number of days or weeks it would take to deplete the product inventory on hand given its expected demand. The run-out time calculation for a product is expressed as
R = P / D
R = run-out time
P = number of units of product on hand
D = product demand in units for a day or week
The scheduling process is a repetitive process that begins with a calculation of the run-out times for all products—their R-values. The first production run is then scheduled for the product with the lowest R-value. Assume that the economic lot size for that product has been produced, and then recalculate all product R-values. Again, select the product with the lowest R-value, and schedule its production run next. Assume the economic lot size is produced for this product and again recalculate all product R-values. This scheduling process can be repeated as often as necessary to create a production schedule going as far into the future as needed.
TIPS & TECHNIQUES
Production Scheduling
Production scheduling is a constant balancing act between utilization rates, inventory levels, and customer service levels.
After scheduling is done, the resulting inventory should be continuously checked against actual demand. Is inventory building up too fast? Should the demand number be changed in the calculation of run-out time? Reality rarely happens as planned, so production schedules need to be constantly adjusted.
Facility Management (Make)
All facility-management decisions happen within the constraints set by decisions about facility locations. Location is one of the five supply chain drivers discussed in Chapter 1. It is usually quite expensive to shut down a facility or to build a new one, so companies live with the consequences of decisions they make about where to locate their facilities. Ongoing facility management takes location as a given and focuses on how best to use the capacity available. This involves making decisions in three areas:
- The Role Each Facility Will Play
- How Capacity Is Allocated in Each Facility
- The Allocation of Suppliers and Markets to Each Facility
The role each facility will play involves decisions that determine what activities will be performed in which facilities. These decisions have a big impact on the flexibility of the supply chain. They largely define the ways that the supply chain can change its operations to meet changing market demand. If a facility is designated to perform only a single function or serve only a single market, it usually cannot easily be shifted to perform a different function or serve a different market if supply chain needs change.
How capacity is allocated in each facility is dictated by the role that the facility plays. Capacity allocation decisions result in the equipment and labor that is employed at the facility. It is easier to change capacity allocation decisions than to change location decisions, but still it is not cost effective to make frequent changes in allocation. So, once decided, capacity allocation strongly influences supply chain performance and profitability. Allocating too little capacity to a facility creates inability to meet demand and loss of sales. Too much capacity in a facility results in low utilization rates and higher supply chain costs.
The allocation of suppliers and markets to each facility is influenced by the first two decisions. Depending on the role that a facility plays and the capacity allocated to it, the facility will require certain kinds of suppliers and the products and volumes that it can handle mean that it can support certain types of markets. Decisions about the suppliers and markets to allocate to a facility will affect the costs for transporting supplies to the facility and transporting finished products from the facility to customers. These decisions also affect the overall supply chain's ability to meet market demands.
Order Management (Deliver)
Order management is the process of passing order information from customers back through the supply chain from retailers to distributors to service providers and producers. This process also includes passing information about order delivery dates, product substitutions, and back orders forward through the supply chain to customers. This process has long relied on the use of the telephone and paper documents such as purchase orders, sales orders, change orders, pick tickets, packing lists, and invoices.
A company generates a purchase order and calls a supplier to fill the order. The supplier who gets the call either fills the order from its own inventory or sources required products from other suppliers. If the supplier fills the order from its inventory, it turns the customer purchase order into a pick ticket, a packing list, and an invoice. If products are sourced from other suppliers, the original customer purchase order is turned into a purchase order from the first supplier to the next supplier. That supplier in turn will either fill the order from its inventory or source products from other suppliers. The purchase order it receives is again turned into documents such as pick tickets, packing lists, and invoices. This process is repeated through the length of the supply chain.
IN THE REAL WORLD

OfficeMax (www.OfficeMax.com) sells office supplies, office furniture, and office technology through a network of more than 800 stores. In the face of a tough economy and the need to improve supply chain operations, OfficeMax found that increased collaboration between different internal groups delivered significant benefits. Reuben Slone, Executive Vice President of Supply Chain, and Nikhil Sagar, Vice President of Inventory Management, describe how these improvements were achieved.
While OfficeMax was in the midst of executing a major turnaround plan, the onset of the “Great Recession” set a much greater hurdle, calling for it to overcome the effects of rapidly shrinking sales and volatile fuel costs. More than ever, OfficeMax had to deliver greatly improved working capital productivity and cost productivity levels while maintaining the customer experience through strong product availability. The case for internal collaboration was never stronger.
This was also the time that an economic value added (EVA) mindset was being developed within the company. EVA training was widely rolled out with the help of the University of Notre Dame, and caused a much greater focus on asset and working capital management.
Reuben Slone, Executive Vice President of Supply Chain, called his team together and communicated his vision for the transformation needed to overcome the new economic challenge. The Supply Chain team had already established a powerful track record of delivering strong results against the turnaround plan, but the challenge at hand now called for the team to reach new and higher levels of performance, and develop and implement strategies that made conscious trade offs between supply chain operational costs and working capital productivity. The Supply Chain Operations and Inventory Management groups were asked to challenge each other's assumptions. This was not going to be easy— there was a lot of high performing talent in both groups. These were people that now had to work together on the same team.
Guidelines for the internal collaboration were established. All parties on the project were declared equal, no existing practices were considered sacred, and all parties were encouraged to question everything. The project group would make fact-based decisions, not emotional reactions, and the EVA model would be used as an empirical framework for decision making. The team was given a clear set of priorities—product availability, working capital productivity, and cost productivity. And finally, business goals were revised to reflect a broad set of shared supply chain outcomes.
Interpersonal relationships were focused on open discussions between the Supply Chain Operations and Inventory Management teams to discuss past problems (perceived or real) and close collaboration was strongly encouraged between the two teams. For example, a territorial mindset would no longer be tolerated, and a good idea would be a good idea, regardless of which team it came from. A low-cost team-building event was held to help lay the foundation for this new collaborative working model.
These guidelines and the resulting collaboration delivered a highly effective solution to the challenge. The team improved the use of delivery truck storage volume (known as cube utilization) through modification of limitations on stops per truck. They established the optimal number of deliveries for all stores based on the EVA model. By comparing delivery costs with working capital, the EVA model offers a very relevant framework for making supply chain trade-offs between operating cost and working capital.
The model's strength lies in its ability to compare the impact of decisions on post-tax net operating profit with the opportunity cost of working capital invested to implement that decision. In the delivery example, the team estimated the working capital impact of progressively increasing delivery frequencies to a store. This was done across clusters of stores grouped together based on similar sales-velocity levels. The EVA model was then used to identify the inflection point for each store velocity group—essentially the point at which the trade off was EVA positive—and this was used as the ideal delivery investment for that store group.
Clearly, higher-velocity stores deserved higher delivery frequencies, because they had the potential to sell more inventory. This model, however, allowed people to make the intuitive decision more of an exact science, allowing them to save valuable delivery-cost dollars without hurting service levels and minimizing the working capital impact. The functional teams worked together to allocate delivery frequencies down to the individual store level. In addition to looking at quarterly store rankings based on sales, they also incorporated unique location level constraints (such as isolated, single-store deliveries with higher cost per delivery) through collaborative review with the Transportation team.
The team modified delivery spacing to maximize productivity of deliveries through more even balancing of the point of sale (POS) capture between multiple deliveries. This ensured that for a two-delivery-per-week store, each replenishment run should target three or four days of sales. For a three-delivery-per-week store, each replenishment run should have two or three days of sales.
They next moved the creation of replenishment delivery schedules from evening to morning. When the deliveries were being created in the evenings, the POS capture for the current day were not completed yet, so the delivery plan was based on the POS movement up to the previous day only. By moving the delivery-creation process to the following morning, an additional day's worth of POS movement was captured, reducing the latency of the plan, without increasing the overall lead time, since the execution against the delivery plan was still allowed to commence at its normal time every morning.
The team also created Opportunistic Delivery Skipping—by introducing a check into the delivery schedule-creation process to eliminate extremely low cube loads. The inventory management group developed and executed the criteria for this check. They used criteria such as store-in-stocks measured as a percent of SKUs within a store that had one or more units on hand, ensuring at least one delivery a week and avoiding two consecutive skips.
The team then implemented palletization of loads—enabling easier loading and offloading, and allowing for reduced handling costs at distribution center (DC) and store level. The quicker receipt process at store level also enabled greater store flexibility around receipt planning; weekend deliveries and a broader receipt window being a couple of the favorable outcomes.
Next the group worked with OfficeMax's third-party transportation carrier, Werner, to migrate from a graduated stop charge to a flat stop charge. And finally, they shifted the delivery-truck trailer-storage capacity target from 1800 cubic feet to 2500 cubic feet.
All of this work resulted in breakthrough results. The total number of miles driven to retail stores was reduced by 24 percent, or 6.9 million miles, from 2007 to 2009. Store inventory shrunk by 16 percent year-over-year, while maintaining a record low number of stock outs per store. OfficeMax proved that internal collaboration enabled unprecedented supply chain improvements despite the extraordinary challenges of the Great Recession.
Reuben Slone is Executive Vice President, Supply Chain for OfficeMax. Harvard Business Review published two of his articles: “Leading a Supply Chain Turnaround” October 2004; and “Are You the Weakest Link in your Supply Chain?” September 2007. In May 2010, Harvard Business Press published his book, The New Supply Chain Agenda: The 5 Steps that Drive Real Value.
Nikhil Sagar is Vice President, Inventory Management for OfficeMax. He is the author of the article “CPFR At Whirlpool Corporation: Two Heads and An Exception Engine” Journal of Business Forecasting, Winter 2003–2004 and one of the authors of the article “Forecasting and Risk Analysis in Supply Chain Management – GARCH Proof of Concept” published in the book Managing Supply Chain Risk and Vulnerability.
In the last 20 years or so, supply chains have become noticeably more complex than they previously were. Companies now deal with multiple tiers of suppliers, outsourced service providers, and distribution-channel partners. This complexity has evolved in response to changes in the way products are sold, increased customer service expectations, and the need to respond quickly to new market demands.
The traditional order-management process has longer lead and lag times built into it due to the slow movement of data back and forth in the supply chain. This slow movement of data works well enough in some simple supply chains, but in complex supply chains faster and more accurate movement of data is necessary to achieve the responsiveness and efficiency that is needed. Modern order management focuses on techniques to enable faster and more accurate movement of order-related data.
In addition, the order-management process needs to do exception handling and provide people with ways to quickly spot problems and give them the information they need to take corrective action. This means the processing of routine orders should be automated and orders that require special handling because of issues such as insufficient inventory, missed delivery dates, or customer change requests need to be brought to the attention of people who can handle these issues. Because of these requirements, order management is beginning to overlap and merge with a function called customer relationship management (CRM) that is often thought of as a marketing and sales function.
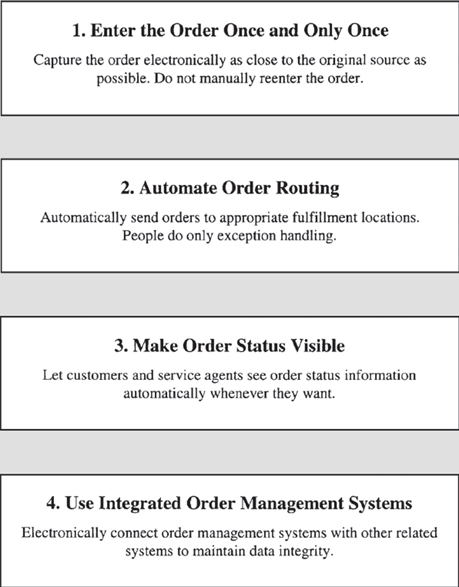
Because of supply chain complexity and changing market demands, order management is a process that is evolving rapidly. However, a handful of basic principles can be listed that guide this operation:
- Enter the Order Data Once and Only Once—Capture the data electronically as close to its original source as possible and do not manually reenter the data as it moves through the supply chain. It is usually best if the customers themselves enter their orders into an order-entry system. This system should then transfer the relevant order data to other systems and supply chain participants as needed for creation of purchase orders, pick tickets, invoices, and so on.
- Automate the Order Handling—Manual intervention should be minimized for the routing and filling of routine orders. Computer systems should send needed data to the appropriate locations to fulfill routine orders. Exception handling should identify orders with problems that require people to get involved to fix them.
- Make Order Status Visible to Customers and Service Agents—Let customers track their orders through all the stages, from entry of the order to delivery of the products. Customers should be able to see order status on demand without having to enlist the assistance of other people. When an order runs into problems, bring the order to the attention of service agents who can resolve the problems.
- Integrate Order Management Systems with Other Related Systems to Maintain Data Integrity—Order-entry systems need product descriptive data and product prices to guide the customer in making their choices. The systems that maintain this product data should communicate with order-management systems. Order data is needed by other systems to update inventory status, calculate delivery schedules, and generate invoices. Order data should automatically flow into these systems in an accurate and timely manner.
TIPS & TECHNIQUES
Four Rules for Efficient Order Management
Delivery Scheduling (Deliver)
The delivery scheduling operation is of course strongly affected by the decisions made concerning the modes of transportation that will be used. The delivery-scheduling process works within the constraints set by transportation decisions. For most modes of transportation there are two types of delivery methods: direct deliveries and milk run deliveries.
Direct Deliveries
Direct deliveries are deliveries made from one originating location to one receiving location. With this method of delivery the routing is simply a matter of selecting the shortest path between the two locations. Scheduling this type of delivery involves decisions about the quantity to deliver and the frequency of deliveries to each location. The advantages of this delivery method are found in the simplicity of operations and delivery coordination. Since this method moves products directly from the location where they are made or stored in inventory to a location where the products will be used, it eliminates any intermediate operations that combine different smaller shipments into a single, combined larger shipment.
Direct deliveries are efficient if the receiving location generates economic order quantities (EOQs) that are the same size as the shipment quantities needed to make best use of the transportation mode being used. For instance, if a receiving location gets deliveries by truck and its EOQ is the same size as a truck load (TL), then the direct-delivery method makes sense. If the EOQ does not equal TL quantities, then this delivery method becomes less efficient. Receiving expenses incurred at the receiving location are high because this location must handle separate deliveries from the different suppliers of all the products it needs.
Milk Run Deliveries
Milk run deliveries are deliveries that are routed to either bring products from a single originating location to multiple receiving locations or deliveries that bring products from multiple originating locations to a single receiving location. Scheduling milk run deliveries is a much more complex task than scheduling direct deliveries. Decisions must be made about delivery quantities of different products, about the frequency of deliveries, and most importantly about the routing and sequencing of pickups and deliveries.
The advantages of this method of delivery are in the fact that more efficient use can be made of the mode of transportation used and the cost of receiving deliveries is lower because receiving locations get fewer and larger deliveries. If the EOQs of different products needed by a receiving location are less than truck load (LTL) amounts, milk run deliveries allow orders for different products to be combined until the resulting quantity equals a TL amount. If there are many receiving locations that each need smaller amounts of products, they can all be served by a single truck that starts its delivery route with a TL amount of products.
There are two main techniques for routing milk run deliveries. Each routing technique has its strengths and weaknesses, and each technique is more or less effective depending on the situation in which it is used and the accuracy of the data that is available. Both of these techniques are supported by software packages. The two techniques are:
- The Savings Matrix Technique
- The Generalized Assignment Technique
The savings matrix technique is the simpler of the two techniques and can be used to assign customers to vehicles and to design routes where there are delivery-time windows at receiving locations and other constraints. The technique is robust and can be modified to take into account many different constraints. It provides a reasonably good routing solution that can be put to practical use. Its weakness lies in the fact that it is often possible to find more cost-effective solutions using the generalized assignment technique. This technique is best used when there are many different constraints that need to be satisfied by the delivery schedule.
The generalized assignment technique is more sophisticated and usually gives a better solution than the savings matrix technique when there are no constraints on the delivery schedule other than the carrying capacity of the delivery vehicle. The disadvantage of this technique is that it has a harder time generating good delivery schedules as more and more constraints are included. This technique is best used when the delivery constraints are limited to vehicle capacity or to total travel time.
Delivery Sources
Deliveries can be made to customers from two sources:
- Single-Product Locations
- Distribution Centers
Single-product locations are facilities such as factories or warehouses where a single product or a narrow range of related items are available for shipment. These facilities are appropriate when there is a predictable and high level of demand for the products they offer and where shipments will be made only to customer locations that can receive the products in large, bulk amounts. They offer great economies of scale when used effectively.
Distribution centers are facilities where bulk shipments of products arrive from single-product locations. When suppliers are located a long distance away from customers, the use of a distribution center provides for economies of scale in long-distance transportation to bring large amounts of products to a location close to the final customers.
The distribution center may warehouse inventory for future shipment or it may be used primarily for crossdocking. Crossdocking is a technique pioneered by Wal-Mart where truckload shipments of single products arrive and are unloaded. At the same time these trucks are being unloaded, their bulk shipments are being broken down into smaller lots and combined with small lots of other products and loaded right back onto other trucks. These trucks then deliver the products to their final locations.
Distribution centers that use crossdocking provide several benefits. The first is that product flows faster in the supply chain since little inventory is held in storage. The second is that there is less handling expense since product does not have to be put away and then retrieved later from storage. The benefits of crossdocking can be realized when there are large predictable product volumes and when economies of scale can be had on both the inbound and outbound transportation. However, crossdocking is a demanding technique and it requires a considerable degree of coordination between inbound and outbound shipments.
Transporting and delivering goods is expensive so capabilities in this area are closely aligned with the actual needs of the market that the supply chain serves. Highly responsive supply chains usually have high transport and delivery costs because their customers expect quick delivery. This results in many small shipments of product. Less-responsive supply chains can aggregate orders over a period of time and make fewer and larger shipments. This results in more economies of scale and lower transport costs.
Return Processing (Deliver)
This process is also known as “reverse logistics.” All supply chains have to deal with returns. This is often a difficult and inefficient process and in the Supply-Chain Council's supply chain operations reference (SCOR) model a whole category of activities has been devoted to this process. End customers, retailers, distributors, and manufacturers all return products under certain circumstances. The most common circumstances are: the wrong products were delivered; the products that were delivered were damaged in transit or were defective from the factory; and more product was delivered than was needed by the customer. All of these circumstances arise from supply chain inefficiencies that created the need to return products.
Companies and supply chains as a whole need to keep track of the kinds of returns that happen, their frequency, and if the return rates are rising or falling. Return processing should be efficient, yet at the same time remember that if other supply chain activities are managed effectively there will not be the need for a lot of return processing. Optimizing the return process can become an exercise in improving the efficiency of a process that should not be happening in the first place. If return rates are increasing it is far more effective to find and fix the sources of the problems that make returns necessary.
One area where returns are a value-added activity for the entire supply chain is where product recycling comes into play. In this area returns happen at the end of the product life cycle as the end user sends the product back to the manufacturer or some other organization that will either reuse or safely dispose of the product. As environmental awareness spreads and companies and governments adopt green policies and regulations, there will be a steadily growing volume of recycling activity. And recycling companies will emerge to handle this activity not as return processing but instead as a sourcing activity. This will be the way they acquire their raw materials.
Transforming public health supply chains in developing countries calls for collaboration between all parties in the supply chain, and Partnership for Supply Chain Management is a leader in this effort. Jay Heavner, director of communications, and David Jamieson, deputy director for project planning describe the work their organization is doing in this area.
The Partnership for Supply Chain Management (PFSCM) is a nonprofit organization established to manage the Supply Chain Management System (SCMS), a project of the United States' President's Emergency Plan for AIDS Relief (PEPFAR).
When PEPFAR began, HIV/AIDS was devastating many countries in sub-Saharan Africa and elsewhere. The disease was destroying communities and leaving an entire generation of orphans. Those living with HIV/AIDS had little or no hope of receiving treatment. In 2005, PEPFAR established SCMS to provide a reliable, cost-effective, and secure supply of products for HIV/AIDS programs focused on 15 countries. According to Richard Owens, SCMS Project Director, “PEPFAR and other international prevention, care, and treatment efforts could not begin to meet the need without national and regional supply chains that could operate at a scale and level of reliability never before seen in the developing world.”
At the time, many doubted that HIV/AIDS commodities could be reliably delivered to the hardest-to-reach areas of the developing world. “But we knew they could,” said Owens.
PFSCM partnered with some of the best-known companies in international public health and supply chain management, leveraging the expertise of each. As the project has developed, JSI Research and Training Institute (U.S.), Management Sciences for Health (U.S.), and Crown Agents (U.S., UK) operate field offices in 16 countries to manage technical assistance, client relations, and procurement. I+solutions (Netherlands) procures pharmaceuticals, and Crown Agents procures laboratory supplies and test kits.
Booz & Company monitors supply chain performance to identify areas for improvement. UPS (U.S.) manages international freight and logistics. 3i Infotech and Northrop Grumman provide world-class supply chain, Information Technology (IT), and enterprise management software and services. Additional team members provide specialty supply chain services.
When the project began, SCMS gathered staff from these companies at their offices to map out process flow on a wall measuring 8 feet high by 50 feet long. Using sticky notes and fueled by coffee and commitment, people clarified roles and responsibilities for each supply chain function and identified how they would measure supply chain performance. The scale of the health emergency meant that failure was not an option for PEPFAR or SCMS.
A key mandate of the project was to contribute to bringing down the cost of antiretroviral drugs (ARVs), which at the time was prohibitively expensive—about $1,500 per patient per year. Leveraging their purchasing power and international expertise, SCMS negotiated contracts with suppliers that over time lowered the average cost of ARVs to an affordable $100 to $200 per year. More than 90 percent of ARVs procured by SCMS are from generic suppliers approved by the U.S. Food and Drug Administration. Once SCMS was confident of the quantities required, they further reduced costs by shipping about 65 percent of commodities by sea and land versus costly airfreight, saving the U.S. government up to 80 percent on shipping costs—more than $36 million by September of 2010.
SCMS quickly built a global supply chain that began delivering large volumes of ARVs to regional distribution centers (RDCs) located in Ghana, Kenya, and South Africa, close to points of intended use. These RDCs were established by PHD (South Africa), one of their partners, and operate on a commercial basis, providing services to SCMS and other clients. This strategy meant that SCMS could reliably deliver the required amounts of ARVs to the hardest-hit countries even though the drugs were arriving in areas characterized by weak supply chain infrastructures.
The next step was to provide technical assistance to strengthen local supply chain operations. Lack of demand forecasting and supply planning was a key challenge: SCMS rejected one of the first orders they received for ARVs because they knew the recipient country already had an over-supply of stock that was likely to expire. The country had no visibility into what they had in stock or what they would need in the future.
In many countries, warehouses lacked basic equipment. Boxes were stacked on the ground, and inventory was tracked manually, if at all. Loss of stock through expiry and damage was common. And cold chain capabilities where pharmaceuticals and other perishable goods were kept at cool or frozen temperatures was rarely an option. Through a range of short- and long-term technical assistance—warehousing and distribution, logistics management information systems, and more—SCMS is helping transform the public health supply chains in many of the countries where it operates.
The project was designed to procure ARVs and test kits, and a relatively limited number of other products. But it soon became apparent that laboratory equipment, reagents, and other supplies were equally essential. Lists of these commodities can include thousands of items, many of which are practically identical. This represented a very different procurement and supply challenge. Even agreeing on product specifications was a major hurdle. The SCMS team has supported regional and national harmonization efforts to reduce the range of products being procured, and published a catalog of products available through the project to help clients with product specification.
Developing countries face a major challenge from poor-quality and counterfeit products. So the U.S. Government rightly demanded that SCMS establish a world-class quality assurance program. Partnering with North-West University in South Africa to sample and test ARVs and other pharmaceuticals, “SCMS has prevented any sub-standard medicines from reaching patients through our supply chain,” said Owens.
When asked how these activities might be different in a not-for-profit world as opposed to a for-profit business, Owens observed that the technical approach is the same. SCMS brings industry best practices to their supply chain operations and to the developing countries where they work. Their supply chain includes many private sector companies, and their regional distribution centers now serve a number of public and private sector clients. “What's different,” said Owens, “is the U.S. Government funds the products while local government entities like ministries of health define their needs. Interestingly, our performance is as good as, or usually better than, the private sector in Africa and elsewhere. The only real difference is that we're not motivated by profit. Our mission is to help save lives.”
Jay Heavner is Communications Director for SCMS. He is the author of various publications for the project, including “From Emergency Relief to Sustained Response: long-term success of HIV/AIDS programs depends on integrated national and global supply chains”, and “Three years of saving lives through stronger HIV/AIDS supply chains: A report on the global impact of SCMS.”
David Jamieson is Deputy Director for Project Planning and Global Partnerships for SCMS. He is a co-author of “Improving the Economic Efficiency of PEPFAR Treatment Programs Through Increased Use of Generic Antiretroviral Drugs,” Journal of the American Medical Association published in June 2010. He also contributed to procurement guides for condoms published by World Health Organization (WHO), and for essential drugs for WHO and the World Bank.
Supply Chain Operations Can Be Outsourced
After reading about the 11 basic supply chain operations in this chapter and the previous one, which of these operations are done by in-house staff in your company? How many of these operations are core competencies? How many of these operations bring money into your company and how many of them consume money?
The relentless pressure on profit margins that free markets create is a driving force behind the growth of outsourcing. What may be considered as overhead for Company A may be a service that Company B can offer and make a profit doing so. Company B may be able to offer this service for a price lower than it costs Company A to do it in house. Company A is going to consider outsourcing.
The traditional participants in supply chains are producers, logistics providers, distributors, and retailers. How many of the 10 supply chain operations can be called core competencies of any of these organizations? There are some operations such as credit and collections, product design, and order management that may not be a core competency of any of the traditional participants. This creates opportunities for new service providers to take on these operations and offer them to the other supply chain participants. All 10 of these operations need to be done for the supply chain as a whole, but they do not all need to be done by any single company and indeed they cannot all be done well by any single company.
The other force that drives outsourcing is the growing sophistication of the markets that supply chains serve. Gone are the days when Ford Motor Company could run a vertically integrated company that did everything from mine iron ore to produce steel to design and build automobiles. That structure was only possible because the markets it served were content to buy mass quantities of standard products. As Henry Ford said when asked about what colors his customers could choose from, “They can have any color they want as long as it's black.” Markets today demand and pay for all sorts of innovations, customized features, and services. This creates complexity in the supply chain, and participants who specialize in certain areas bring the expertise and efficiencies that are required to manage this complexity.
A collaborative supply chain can enable a group of smaller companies to better compete with their larger industry rivals. There are tangible benefits generated by collaboration and also obstacles to overcome before the benefits can be achieved. Joel Sutherland, managing director at the Center for Value Chain Research at Leigh University (http://www.lehigh.edu/cvcr), describes a supply chain collaboration project called “The Confection Connection” and the results they achieved.
Candy maker Just Born Inc. may not be a household name but their products are known around the world. Located in Bethlehem, Pennsylvania, USA, Just Born was founded in 1923 and is now the eighth-largest confectioner in the United States. The company's most famous brands include marshmallow Peeps, Mike and Ike, Hot Tamales, and Peanut Chews.
The candy is manufactured in Bethlehem, and then is shipped from there to a nearby distribution center (DC) run by OHL, a global 3PL services provider. From the DC, product ships out to customers nationwide, in either less-than-truckload (LTL) or truckload (TL) shipments. Just Born serves LTL customers via distribution centers known as “pool points.” There, third-party logistics (3PL) providers break down truckloads into smaller shipments for delivery. Full truckloads, meanwhile, move directly from the DC to customers' facilities.
In 2007, Just Born began a major re-engineering of its supply chain network. To design the optimal network Just Born decided to seek help from outside the company, and they opted to work with researchers at the Center for Value Chain Research (CVCR) at Lehigh University, also located in Bethlehem. The researchers at CVCR built a mathematical model for optimizing the company's distribution network.
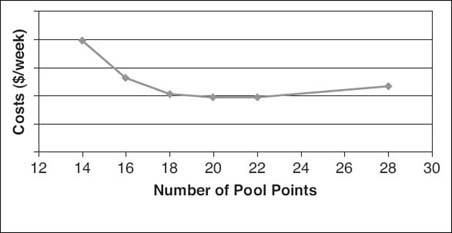
The model's objective is to minimize the manufacturer's average transportation cost. This includes line-haul costs for truckloads to pool points and direct customers as well as the per-pound cost to ship to LTL customers. The model is capable of deciding, for a representative period of time, which of the 28 available pool points should be used and how much volume each pool point should handle. The model also indicates which customers should be served by direct truckload and which by LTL, and how truckload shipments should be scheduled throughout the network. The researchers aggregated Just Born's customers to the three-digit ZIP (postal code) level, and excluded customers that typically receive small or infrequent shipments. The resulting data set modeled roughly 85 percent of the manufacturer's average weekly volume.
The model revealed that Just Born's existing network was too costly and not as efficient as it could be. For example, there were too many pool points—the optimal number turned out to be 22, rather than 28, locations. But the researchers found that the shipper had some leeway in that regard; it could still achieve near-optimal results with anywhere from 20 to 24 pool points (Exhibit 3.1).
Cost vs. Number of Pool Points Used
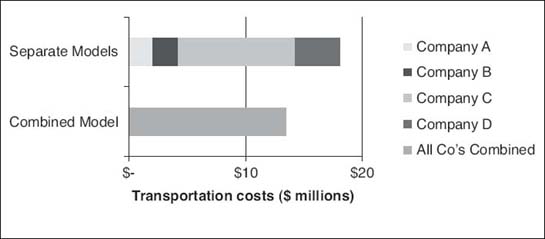
Just Born is now increasing the amount of freight shipped out of this DC by including other confectionery shippers to form a collaboration of like shippers delivering product to like customers. This collaborative arrangement is known as the “Confection Connection”. It is estimated that this new solution will save the collaborating companies approximately 25 percent of their total transportation costs per year, as shown in Exhibit 3.2.
Estimated Combined Freight Spend Savings Is 25 Percent
The concept of freight consolidation is not new, but it is tricky for companies to grasp when they are being asked to partner with competitors in a collaborative way. Yet for smaller confectioneries like Just Born, who are competing with giants like Mars, Nestle, and Hershey, collaborating is a way to achieve the critical mass to compete more effectively with these larger companies. Working with competitors makes sense, especially when their deliveries are going to the same retailers who prefer to have fewer trucks pulling in and out of their own distribution centers.
And partnering helps candy makers create ideal truckloads. For instance, Just Born makes huge shipments of marshmallow Peeps around holiday periods, but they are so light it is better to package them in trucks with heavier freight, achieving an optimal weight-to-cube ratio.
COLLABORATION VALUE ADD
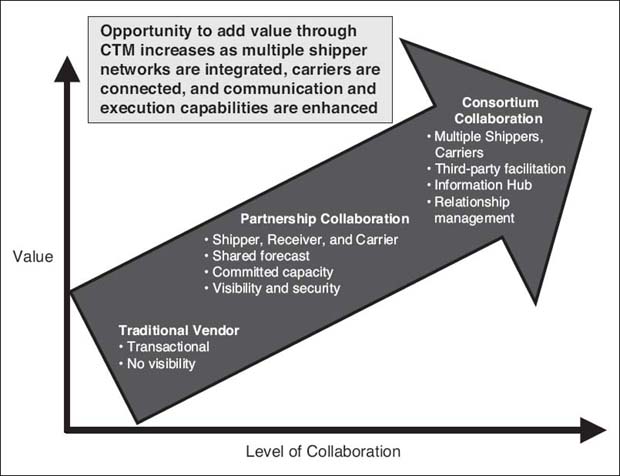
Collaborative transportation management (CTM) demonstrates that opportunities to add value increase as multiple shipper networks are integrated, connecting a broader sphere of shippers, receivers, and carriers and enabling enhanced opportunities for communication and improved execution. Central to the effort to connect a network of collaborating parties is the development of a common information hub. In general, the level of information sharing increases with the level of collaboration. Exhibit 3.3 portrays the extension of value contribution as the collaborative network expands and information sharing increases.
Value Contribution as the Collaborative Network Expands
KEY ENABLERS AND ROADBLOCKS TO COLLABORATION
In order for collaborative initiatives to succeed, key enablers must be in place. These enablers support best practices in critical activity areas and help overcome the roadblocks to success that inevitably surround collaboration.
There are a number of key enablers that are equally important. Successful collaboration is a function of how well people work together both internally and with collaboration partners. The following enablers are related to the human side of CTM:
![]() Common Interest—All parties need to have a stake in the collaboration's outcome to ensure their ongoing commitment.
Common Interest—All parties need to have a stake in the collaboration's outcome to ensure their ongoing commitment.
![]() Openness—For a relationship to work, the partners must openly discuss their practices and processes. Sometimes this means sharing information traditionally considered proprietary (though adherence to anti-trust guidelines remains prerequisite).
Openness—For a relationship to work, the partners must openly discuss their practices and processes. Sometimes this means sharing information traditionally considered proprietary (though adherence to anti-trust guidelines remains prerequisite).
![]() Recognizing who and what is important—Not all prospective collaborators and supply chain activities are created equal. Choose those that will deliver the greatest benefits.
Recognizing who and what is important—Not all prospective collaborators and supply chain activities are created equal. Choose those that will deliver the greatest benefits.
![]() Clear expectations—All parties need to understand what is expected of them and others in the relationship.
Clear expectations—All parties need to understand what is expected of them and others in the relationship.
![]() Leadership—Without a champion to move collaboration forward, nothing significant will ever be accomplished.
Leadership—Without a champion to move collaboration forward, nothing significant will ever be accomplished.
![]() Cooperation, not punishment— When things go wrong in a relationship, punitive actions seldom make them better. The right approach is to solve the problem jointly.
Cooperation, not punishment— When things go wrong in a relationship, punitive actions seldom make them better. The right approach is to solve the problem jointly.
![]() Trust—This basic human quality must be evident throughout the organization—at every management level and functional area.
Trust—This basic human quality must be evident throughout the organization—at every management level and functional area.
![]() Benefit Sharing—In a true relationship, the partners need to share both the pain and the gain—use of a shared modular supply chain scorecard can help.
Benefit Sharing—In a true relationship, the partners need to share both the pain and the gain—use of a shared modular supply chain scorecard can help.
![]() Advanced IT—IT is essential to enabling collaborative relations across the supply chain. Communication and process automation achieved through IT enables CTM by facilitating real-time, accurate data transfer.
Advanced IT—IT is essential to enabling collaborative relations across the supply chain. Communication and process automation achieved through IT enables CTM by facilitating real-time, accurate data transfer.
In addition to enablers, firms seeking to implement CTM should recognize and avoid roadblocks to CTM success. Many of these roadblocks stem from behaviors, attitudes, and practices associated with traditional business operations. The following list summarizes primary potential roadblocks to successful collaboration, as identified at Lehigh University's Center for Value Chain Research.
![]() Control and Trust—How is knowledge shared in such relationships? Who owns and controls the intellectual property gained in such relationships and how is this shared?
Control and Trust—How is knowledge shared in such relationships? Who owns and controls the intellectual property gained in such relationships and how is this shared?
![]() Sharing of proprietary information—How is information protected from getting into the hands of competitors?
Sharing of proprietary information—How is information protected from getting into the hands of competitors?
![]() Ethical issues—The very nature of collaborative relationships has not yet been clearly ironed out.
Ethical issues—The very nature of collaborative relationships has not yet been clearly ironed out.
![]() Integration of systems and technology—When sharing information and integrating systems, each company within the relationship must have accurate data to share.
Integration of systems and technology—When sharing information and integrating systems, each company within the relationship must have accurate data to share.
![]() Going global—Due to the size and scope of many businesses today, the complexity of global collaboration is something that has not yet been demonstrated.
Going global—Due to the size and scope of many businesses today, the complexity of global collaboration is something that has not yet been demonstrated.
![]() Measuring and documenting benefits—While there are a number of different metrics in use today, there is no easy way to document total CTM benefits.
Measuring and documenting benefits—While there are a number of different metrics in use today, there is no easy way to document total CTM benefits.
![]() Structure—Establishing effective and implementable “standards” will be needed before such relationships can be successful and sustainable.
Structure—Establishing effective and implementable “standards” will be needed before such relationships can be successful and sustainable.
Collaboration is not meant for every situation. That is, collaborative efforts must result in gains for everyone involved. If outcomes involve only one party gaining, and the winner's gains are not shared to offset the losses of others, the collaboration should not be pursued. Therefore, no single party can only consider what it stands to gain from the effort. The initiative must represent a collective win.
The final requirement is ability. Having good opportunities and good intentions will only get you so far. The partners must individually and collectively have the skills and information capabilities to seize the opportunities. Management and analytical skills are necessary for finding the value and selling the prospects with internal and external parties.
While outside parties such as 3PL providers are not required of CTM, they can serve as facilitators of communication or execution. This is particularly true when potential for gains are found among trading partners but capabilities are lacking. The presence of an unbiased, capable intermediary can sometimes make collaboration possible when it might not exist otherwise.
Joel Sutherland is Managing Director, Center for Value Chain Research, and Adjunct Professor at Lehigh University. He is also president at Envoy Inc, a supply chain consulting company he founded in 1994. He has more than 30 years experience as a supply chain professional working for manufacturers, wholesale distributors, and third party service providers and is a frequent speaker at supply chain conferences.
Chapter Summary
The Make category includes the operations required to develop and build the products and services that a supply chain provides. Operations that are in this category are: product design; production management; and facility and management. The Deliver category of operations encompasses the activities that are part of receiving customer orders and delivering products to customers. The two main operations are order entry/fulfillment and product delivery. These two operations constitute the core connections between companies in a supply chain. The third operation in this category is return processing. This activity happens when customers need to return a product for any reason.
The relentless pressure on profit margins that free markets create is a driving force behind the growth of outsourcing. What may be considered as overhead for Company A may be a service that Company B can offer and make a profit doing so. Company B may be able to offer this service for a price lower than it costs Company A to do it in house. In that case Company A is going to consider outsourcing.