Chapter 4
Materials Investigations
Various industry groups have approached reuse by investigating the opportunities offered by particular materials – examining how to establish circular infrastructures and construction systems for those materials. This chapter describes four very different initiatives that researched how circular systems for reuse could be established at the material/component level.
4.1 Nordic Built Component Reuse
The Nordic Built Component Reuse projecta set out to explore new practices for reuse of dismantled building components and materials, resulting in visions of new ways to organize, tender, trade and build with them. The aim was to devise and prototype new systems from discarded building materials that: are beautiful, apply reversible construction principles, are marketable and are possible to manufacture through processes that are effective in cost and energy. By establishing a strong architectural identity as well as a viable business model for reused and upcycled components, the intention was to move the boundary between waste and value, and inspire and assist the development of the circular economy in the Nordic countries.
Demolition practices in Nordic countries today are efficient in terms of separating construction debris and minimizing landfill. However, the project partners felt the Nordic construction industry was poorly prepared for conversion towards a more effective and careful use of these waste resources to capture their potential value. They observed a widespread reluctance of industry professionals as well as building users to incorporate second use materials. The challenge was to find new ways to access this value and find industry acceptance.
The transformational journey from waste materials to valuable new components was investigated through a variety of aspects: technical/practical, environmental, commercial and cultural. Using the Scandinavian SfB building component classification system, a matrix was used as a generator for possible transformations between the original, first generation function of a component and its potential second generation function. In total, twenty different prototypes for construction systems were studied and five key prototypes were developed and analysed in detail. A variety of product stages were considered, including sourcing materials, rehabilitation and processing, design integration, construction and marketing.
A variety of investigative tools were used: full size mock-ups were created to explore details, renderings and design explorations were used to illustrate aesthetic potential, extensive workflow charts assessed practical implementation and life cycle assessment (LCA) was carried out to quantify environmental benefits.
The five key prototypes focused on the following: concrete, clay, metal, wood and windows. These were chosen based on interviews with industry experts and the following criteria:
- availability: volume;
- preparedness for off-site industrialization: risks, technology;
- production costs: labour hours, resources, time, process complexity;
- sales potential: attractions, price, competing solutions;
- ease of construction (on site): risks, difficulty;
- in-use performance: including maintenance, risks, requirements, possible reactions;
- cultural performance: experience, identity, architectural motifs, materiality;
- environmental performance (LCA):
- DfD performance: future disassembly process, reuse potential.
The five key prototypes are shown in below:
Concrete
Cutting larger concrete units into smaller modular paving and façade elements displays the aesthetics of weathering and exposing concrete aggregate (Figure 4.1). The complexity, energy intensity and cost of cutting concrete meant that the environmental and business case for this prototype was weak (Figure 4.2).

Figure 4.1 The concrete wall cladding prototype.

Figure 4.2 Performance diagram for the concrete prototype.
Clay
Old roof pantiles were used to create a new façade system designed for disassembly and with a customized mounting system (Figure 4.3). Though the process is time consuming and availability of pantiles is currently inconsistent, the tiles do weather beautifully like brickwork, which adds to the cultural value and acceptability of the concept, and the environmental analysis is positive (Figure 4.4).

Figure 4.3 The clay wall cladding prototype.
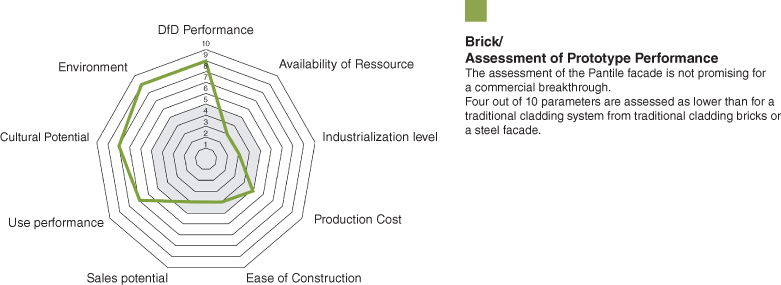
Figure 4.4 Performance diagram for the clay prototype.
Metal
A new façade system was proposed using rolled metal ventilation tubes and an existing mounting system for slate (Figure 4.5). The aesthetics of the metal surface appears culturally well known and the concept has a strong story – two parameters that add to a strong assessment of the concept. Furthermore, the alteration of tubes to sheets is simple, which results in a positive LCA (Figure 4.6).
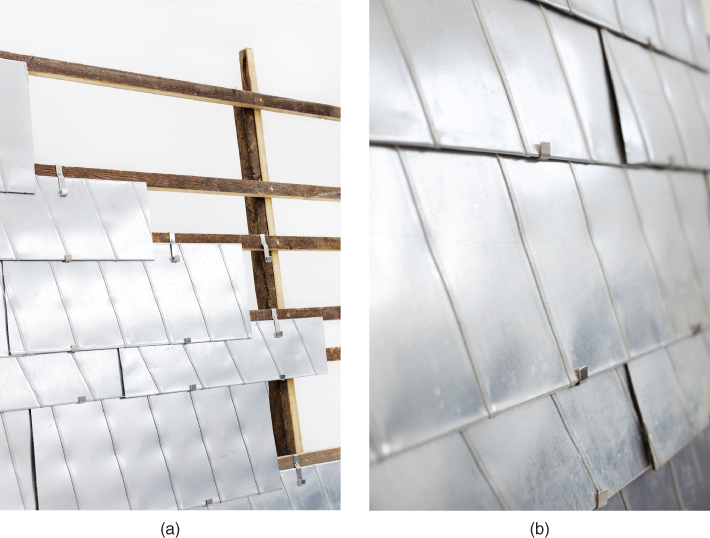
Figure 4.5 The metal façade prototype.

Figure 4.6 Performance diagram for the metal façade prototype.
Windows
This system creates a façade screen with reused glazed windows supported by metal profiles (Figure 4.7). It is possible to adapt window elements to a metal support system and to adjust their size by cutting the wooden frame. By using simple wedges to fasten the frames to the metal profile, the new façade screen is fully reversible with beautiful detailing and a positive LCA (Figure 4.8).

Figure 4.7 The reused window façade screen prototype.

Figure 4.8 Performance diagram for the window façade screen prototype.
Wood
The new ‘Nordic Wall’ is a double-sided, stackable building block for interior partitions and decorative panels. The sandwich components fit together with a tongue and a groove; they have a core of standard fire doors and cladding in a variety of wooden surfaces from old floors or façades. The LCA shows positive environmental benefit.

Figure 4.9 The Nordic Wall prototype.
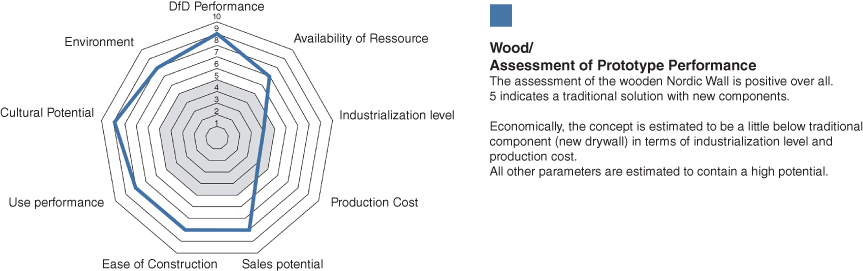
Figure 4.10 Performance diagram for the Nordic Wall.
The overall findings of the project suggested the following problems, failures, risks and shortcomings:
- Feasibility – Commercial feasibility was the highest risk of the project. In fact, only the the Nordic Wall has developed into a marketable product by Genbyg. One reason is that a stable delivery is hard to maintain. This challenge has led to a new business model that is based on custom made-to-order and system principles rather than fixed products.
- Failure – In creative and innovative processes that have shaped this project, successes emerge from trial and error – and failures are inevitable. Hence, some concepts failed and were ruled out by poor cost evaluations, others by the environmental evaluation, even though they lived up to other quality parameters for becoming a marketable product.
- Logistics – Handling the odd size waste materials and managing the workshop logistics proved a challenge for the team.
- Technology – This became an unexpected challenge, as it was not clear to the team which technologies were feasible for use on a production line. Furthermore, some of the technologies may not exist yet or have not yet been applied for the purpose. In such cases, possible technological scenarios that could be pursued in further projects were envisioned and illustrated.
4.2 Storywood
The concept of StoryWoodb (proposed by the Delta Institute) is interesting in the context of urban mining. StoryWood is wood from urban sources, with a ‘compelling history and unique provenance that sets it apart from other building materials’1. It is timber material that has been mined from reclaimed wood and trees harvested in urban areas that has a history.
StoryWood highlights the fact that such materials have a unique and interesting past and a story to tell. The value of the wood component depends on how its story is expressed through its end use. So rather than trying to make such materials mimic mainstream, new materials, designers should understand these stories, feature them and make them transparent. In this way the richness of the wood's story gives a competitive advantage and can add value to projects.
In order to tell the story of any material, the supply chain needs to be transparent and understandable. Stories about any forest product start with the origins of that wood: the tree from which it was sawn and how that tree was harvested or the building from which the wood was reclaimed. The stories of mass-produced products are not told, because their supply chains are not transparent. When a material's supply chain is transparent or documented, designers can evaluate whether the material meets their priorities based on its extraction and production, sustainability, support of local workers, or interesting story.1

Figure 4.11 Storywood – wood with a history can take many forms.
A transparent supply chain reveals the three variables that give a material the potential to tell a story: its source, the proximity of where it came from and its sustainable stewardship. Woods from different sources and different species have different stories to tell; the benefits and challenges associated with each type vary. Use of StoryWood can also support social and economic sustainability goals, including job creation, local business and community cohesion.
The Delta Institute has created a Toolkit for Using StoryWood to help architects, designers and developers understand the value of this concept. The toolkit aims to help designers navigate the universe of unique wood products and ‘identify, evaluate and share the most interesting parts of a certain type of wood’s back story, and, more specifically, it will help to align material choices to achieve LEED certification'.1
The StoryMaterial concept can be applied to other materials, such as bricks coming from urban mining and even industrial steel, encouraging designers to think of these materials in a different way to new materials from primary sources. The value of the material's story depends on how its history is captured and expressed through its end use. The uniqueness of each story gives a competitive advantage, which has led designers, such as Reclaim Detroit, Cleveland's Rustbelt Reclamation and Chicago-based groups Rebuilding Exchange and Icon Modern, to build StoryWood into their brands. However, the concept is more relevant to featured components in buildings and less so for residential scale structural framing that is usually hidden within the building.

Figure 4.12 The Recycled Cottage designed by Juan Luis Martínez Nahuel, in Chile, features local reused eucalyptus and rauli from a 1970s house.
4.3 Reuse of Structural Steel
A Eurofer survey of European Union member states in 2012 estimated that construction steel has a 96% recovery rate; 91% is recycled but only 5% is reused.2 There is significant potential for energy and financial savings if steel building components are reused rather than melted down and recycled. The Building Research Establishment (BRE) in the United Kingdom has calculated that reused steel typically has only 4% of the carbon emissions of new steel.3 It is estimated that reusing just 10% would reduce UK emissions by 77 000 tCO2e (Table 4.1). Furthermore, the reuse supply chain will demand new skills and create new employment opportunities. Overcoming the barriers to this could kick-start a market worth of 25 000 tonnes/year, 10% of current UK scrap, with a potential value of £12.5 million. There are also potential macro-economic benefits, as currently around 70% of UK steel scrap is exported whereas a larger reuse market would retain greater economic value within the UK.
Table 4.1 Embodied carbon comparison for 1 kg of steel.4
| New steel, kg CO2e | 1.53 |
| Recycled steel, kg CO2e | 0.4 kg CO2e |
| Reused steel, kg CO2e | 0.03 |
Two recent Innovate UK projects aim to explore the sustainability benefits offered by steel reuse and identify pathways to overcome barriers:
- Circular Economy Business Models; Re-use of Structural Steel.* The aim of the project was to propose a new business model for steel reuse.5
- Supply Chain Integration for Structural Steel Reuse.** The aim was to address supply chain issues by examining the practical and economic feasibility of establishing an online information portal through which the supply and demand of reused steel are mapped to stimulate a reused structural steel market
The research indicates that, although technically viable, there are significant barriers both on the demand and supply side to wider reuse of steel. Three types of successful and cost-effective scenarios of steel reuse were reported:
- Recovered sections reused in new design (reduced transport and material costs).
- Refurbishment of structure in situ (with strengthening).
- Relocation of entire structures to new site.

Figure 4.13 Steel truss joists recovered and reused in a building in Montreal.

Figure 4.14 This in situ steel structure in Toronto was stripped down to its frame and refurbished into a new building.
A radical rethink is necessary around the design and delivery process, as well as a shift in culture necessitating new and effective communication lines. Central to the challenge of making reuse more common is the need to share information about steel reuse between the demand side (the client and its design team) and the supplier side (the demolition contractor). For instance, architects and demolition experts may need to work together and develop a common language. A series of online surveys and semi-structured interviews with UK construction industry members indicated that barriers to reuse are largely systemic and need to be dealt with first to increase reuse rates.6 This requires a coordinated approach across the construction supply chain. The following barriers were identified:
- Economic/cost – There is a perception in industry that reuse of steel is more expensive than new steel, and this was confirmed by analysis. But the differences are small and subject to the varying price of new and scrap steel. This gives hope that this difference could be overcome with larger-scale operations and improved infrastructure. Since 2000 the average difference between the price of new steel beams and steel scrap has been £313/tonne, with a minimum range of £187/tonne. Therefore, steel reuse should be profitable if the total cost of reconditioning, testing, deconstructing and additional transport of the reclaimed steel is between £187/tonne (in the worst case) and up to an average of £313/tonne. This provides an opportunity for the right business model, although the margins are tight. Successful, cost-effective examples of reuse are able to eliminate one or more of the cost components (e.g. testing, transport, re-fabrication).
- Availability/storage – Given the low volume of steel that is being reclaimed for reuse it is inevitable that supply is currently limited. Both supply and demand need to be stimulated and a means of sharing information is needed. Although stockists could hold reclaimed steel, currently this does not mesh well with their usual operations.
- Traceability and certification - Information concerning the provenance of the reclaimed steel and its mechanical and chemical properties is clearly important for designers to be comfortable using the material. In future BIM may provide a mechanism to make this readily available but for today more onerous methods of identifying historical steel characteristics are necessary, sometimes requiring testing. A database of all buildings Tekla files (structural models) would make the steel more easily traceable when a building is deconstructed. The requirement for CE marking under the Construction Products Regulations is a particular concern for all second use materials.
- Lack of demand/incentive – There is a lack of legislative incentive to reuse structural steel and together with an uncertain economic justification there is little incentive for clients to pursue reusing structural steel other than for principled reasons, to reduce embodied carbon, or for corporate social responsibility reasons.
- Lack of supply chain integration – Construction projects usually have a long life (sometimes hundreds of years) and little connection between the demolition contractor (potential supplier) and a new building client (with its professional advisers). These need to be connected so that information on supply (from deconstruction) can be connected with the demand from the designer.
- Automated demolition and health and safety – Current demolition is automated and destructive for reasons of cost, time and health and safety. Technically it is quite feasible for more deconstruction to occur as long as project plans, schedules and budgets accommodate these activities.
Four mechanisms to overcome these practical barriers are proposed:
- Creation of a database of suppliers of reclaimed steel – A web-based database of suppliers providing a material exchange facility is a method to overcome availability concerns. This will create a repository of construction steel information to facilitate future reuse of steel if/when the legislative and economic climate make reuse viable or a requirement.
- A demonstration of client demand – If demolition contractors perceive a demand and a viable economic model they are more likely to deconstruct steel for reuse. Growing awareness of the significance of embodied carbon, material efficiency and the circular economy means that more clients are interested in reuse. These two need to be connected. A website portal for sharing information about structural steel reuse, with a knowledge centre that addresses technical information and where reclaimed steel sections can be sourced and traded, can provide clients and demolition contractors with confidence to embrace reuse.
- Technical guidance and education for the construction industry – Detailed guidance is needed on the process of designing with reused steel, including procedure for testing, with a list of suitable test houses.
- Government leadership – Various levels of government can influence industry in many ways, such as: incorporating design for deconstruction objectives into local planning regulations, requiring a pre-demolition audit to ascertain what materials could be salvaged, specifying a percentage of all steelwork to be reused, fiscal incentives, public sector procurement rules, initiating a registry for suppliers of reused steel, information sharing, awareness raising and recognition for projects leading steel reuse.
A Reusable Buildings Network (RUBN) has been created by the partners to collaborate on overcoming barriers. The network is developing rules of thumb for reuse in new construction and refurbishment and simple check lists for designing for deconstruction and reuse.
4.4 Rebrick Projectc
Manufacturing bricks requires large amounts of energy and material resources, and currently at the end of their first use bricks are typically crushed to become waste to landfill or are downcycled to site fill. This happens despite the fact that many types of bricks can easily last for several centuries. One of the problems with the way we currently use bricks is the strength of the cement-based mortars that make it difficult to deconstruct brick walls without damage to the bricks. Developing an automated way of cleaning bricks for reuse can significantly contribute to resource efficiency. The REBRICK project was a European collaboration to address this by:
- developing and modifying existing brick cleaning technology to fulfil regional requirements;
- exploring the market possibilities for reused bricks in Europe;
- marketing the use of reused bricks to key stakeholders in Europe.
The project demonstrated a new approach to what was previously demolition waste, potentially saving energy and resources (Figure 4.15). Danish companies Gamle Mursten (meaning Old Brick) and Scan-Vibro in collaboration with D'Appolonia SpA from Italy developed a new patented technology that consists of an automated process for sorting of demolition waste, a vibration-based system that both sorts the demolition waste and cleans mortar from old bricks without using water or chemicals, thus constituting a very environmentally friendly process. The technology exploits the reuse potential of used bricks, maintaining a higher value use for the material than just crushed aggregate. The Danish Environmental Protection Agency estimates that each reused brick saves 0.5 kg of carbon dioxide emissions compared to typical new bricks. The bricks are more expensive than the cheapest bricks on the market but cost competitive with good quality bricks, and are particularly sought by designers who want a less machined appearance.
Since there is no harmonized European standard for reused bricks, the REBRICKS have been approved for CE marking based on a European Technical Assessment (ETA), which is a voluntary process, providing information declaring the essential characteristics of a construction product where the product is not covered by any harmonized European Standard.

Figure 4.15 Diagram of REBRICK value stream.
The process starts with mechanical separation of the brick from other demolition materials. At local recycling centres bricks now have their own dedicated containers. When a container is full, it is taken to the Gamle Mursten factory, where whole bricks are then separated from damaged bricks by an automated system. Whole bricks are cleaned by a vibration-based rasping technology process and then sorted manually after visual inspection of characteristics, quality and colour. Cleaned bricks are placed on a conveyer system and an automated system stacks and wraps them ready for transport to a new construction project (Figure 4.16).
In addition to developing the patented technology, the REBRICK project aimed to demonstrate commercial scale application for various European markets. Initially, full-scale demonstration was implemented for the greater Copenhagen area with a capacity of 4000 bricks/hour to demonstrate the technical ability to produce reusable bricks within market specifications. Bricks from the agricultural University in Copenhagen and from the former Carlsberg plant were the first to be processed. The facility now receives brick waste mainly from Copenhagen and Zealand (Figures 4.17 and 4.18). By 2017 three factories were in operation in Denmark processing 4.5 million bricks/year, selling to northern Europe. The old bricks typically originate from buildings from 1900 to 1955 that are being demolished.
The production can be customized to different regional requirements within Europe with differences in labour costs, brick weight and mortar types. Bricks with a low-to-modest cement content in the mortar can be processed. Furthermore, the machine can be disassembled and the entire production facility can be moved to another location in a matter of weeks. Hence, it is technically possible to temporarily locate the facility close to large demolition projects.
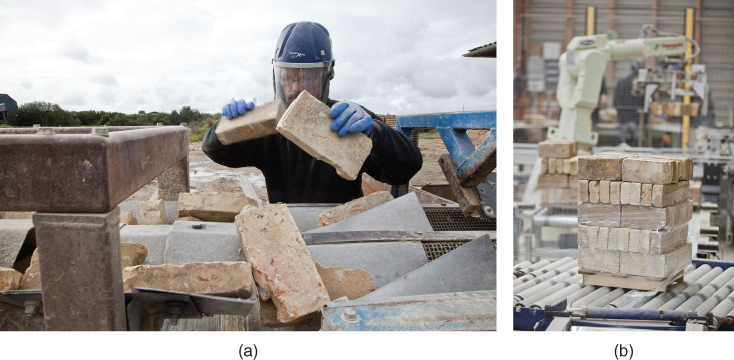
Figure 4.16 Brick recycling process.

Figure 4.17 These town houses on Brygge Island, Copenhagen, designed by Vandkunsten were built using 640 000 yellow machine scrubbed brick that came from Værløse airfield and Hunsballe Seed facility in Slagelse.

Figure 4.18 Interior of the town houses on Brygge Island, Copenhagen.
References
- 1 The Delta Institute (n.d.) Toolkit for using StoryWood (www.delta-institute.org).
- 2 SteelConstruction.info (2012) The recycling and reuse survey, http://www.steelconstruction.info/The_recycling_and_reuse_survey (last accessed 10 May 2017).
- 3 BioRegional (2008) The Reclaimed Building Products Guide, WRAP (Waste & Resources Action Programme), http://www.bioregional.com/wp-content/uploads/2015/05/WRAPReclaimedBuildingProducts_May08.pdf (last accessed 10 May 2017).
- 4 Calculations based on The Inventory of Carbon and Energy (ICE database) and UK Building Research Establishment Environmental Profiles.
- 5 ASBP (2016) Circular Economy Business Models – Reuse of Structural Steel within Construction, Project No. 132064, Final Report, ASBP (Alliance for Sustainable Building Products).
- 6 Tingley, D.D. , Cooper, S. and Cullen, J. (2017) Understanding and overcoming the barriers to structural steel reuse, a UK perspective. Journal of Cleaner Production, 148, 642–652.
Image Credits
Figures 4.1, 4.3, 4.5, 4.7 & 4.9 by Kristine Autzen, courtesy of Vandkunsten; figures 4.2, 4.4, 4.6, 4.8 & 4.10 Courtesy of Vandkunsten; figures 4.11, 4.13 & 4.14 By Author; figure 4.12 Courtesy of Juan Luis Martínez Nahuel; figures 4.15, 4.16, 4.17, 4.18 Courtesy of Gamle Mursten