
![]()
3
▼
Further Development
An Autonomic Nervous System in the Business Organization
A BUSINESS ORGANIZATION is like the human body. The human body contains autonomic nerves that work without regard to human wishes and motor nerves that react to human command to control muscles. The human body has an amazing structure and operation; the fine balance and precision with which body parts are accommodated in the overall design are even more marvelous.
In the human body, the autonomic nerve causes us to salivate when we see tasty food. It accelerates our heart rate during exercise so that circulation is enhanced. It performs other similar functions that respond automatically to changes in the body. These functions are performed unconsciously without any directive from the brain.
At Toyota, we began to think about how to install an autonomic nervous system in our own rapidly growing business organization. In our production plant, an autonomic nerve means making judgments autonomously at the lowest possible level; for example, when to stop production, what sequence to follow in making parts, or when overtime is necessary to produce the required amount.
These discussions can be made by factory workers themselves, without having to consult the production control or engineering departments that correspond to the brain in the human body. The plant should be a place where such judgments can be made by workers autonomously.
In Toyota’s case, I believe this autonomic nervous system grew as the idea of just-in-time penetrated broadly and deeply into the production field, and as adherence to the rules increased through the use of kanban. As I thought about the business organization and the autonomic nerves in the human body, the concepts began to interconnect, overlap, and stir my imagination.
In actual business practice, the production control department, as the center of operation, sends out various directives. These plans must then be altered continuously. Because these plans are what really affect a business’s present and future, we could say they correspond to the backbone in the human body.
Plans change very easily. Worldly affairs do not always go according to plan and orders have to change rapidly in response to changes in circumstances. If one sticks to the idea that, once set, a plan should not be changed, a business cannot exist for long.
It is said that the sturdier the human spine, the more easily it bends. This elasticity is important. If something goes wrong and the backbone is placed in a cast, this vital area gets stiff and stops functioning. Sticking to a plan once it is set up is like putting the human body in a cast. It is not healthy.
Some people think that acrobats must have soft bones. But this is not true — acrobats are not mollusks. Their strong, flexible backbones enable them to make surprising movements.
The spine of an older person, like myself, does not bend easily. And, once bent, it does not unbend quickly. This is definitely a phenomenon of aging. We observe the same phenomenon in a business.
I think a business should have reflexes that can respond instantly and smoothly to small changes in the plan without having to go to the brain. It is similar to the fluttering reflex action of the eyes when dust is around or the reflex action of a hand pulling away quickly when it touches something hot.
The larger a business, the better reflexes it needs. If a small change in a plan must be accompanied by a brain command to make it work (for example, the production control department issuing order slips and plan change sheets), the business will be unable to avoid burns or injuries and will lose great opportunities.
Building a fine-tuning mechanism into the business so that change will not be felt as change is like implanting a reflex nerve inside the body. Earlier I said visual control is possible through just-in-time and autonomation. I firmly believe that an industrial reflex nerve can be installed by using these two pillars of the Toyota production system.
► Provide Necessary Information When Needed
I have emphasized that an “agricultural” mind at work in the industrial age causes problems. But should we then go to a “computer” mind in one jump? The answer is no. There should be an “industrial” mind between the agricultural and the computer minds.
The computer is indeed a great invention. With computers available, it is a waste to perform calculations by hand. Conventional wisdom dictates that such work be done by computers. In reality, however, the situation seems different. While we intend humans to control them, computers have become so speedy that now it looks as if humans are controlled by the machine.
Is it really economical to provide more information than we need — more quickly than we need it? This is like buying a large, high-performance machine that produces too much. The extra items have to be stored in a warehouse, which raises the cost.
Much of the excess information generated by computers is not needed for production at all. Receiving information too quickly results in early delivery of raw materials, causing waste. Too much information throws the production field into confusion.
The industrial mind extracts knowledge from manufacturing people, gives the knowledge to the machines working as extensions of the workers’ hands and feet, and develops the production plan for the entire plant including outside cooperating firms.
America’s mass-production system has used computers extensively and effectively. At Toyota, we do not reject the computer, because it is essential in planning production leveling procedures and calculating the number of parts needs daily. We use the computer freely, as a tool, and try not to be pushed around by it. But we reject the dehumanization caused by computers and the way they can lead to higher costs.
Toyota’s just-in-time production is a way to deliver exactly what the production line needs when it is needed. This method does not require extra inventory. Similarly, we want information only when we need it. Information sent to production should be timed exactly.
A computer performs instantly calculations that previously took an hour. Its tempo is incompatible with that of people. We can run into completely unexpected situations unless we realize this. Processing customer orders and information on market wants and needs by computer can be very effective. However, information needed for production purposes, although arrived at gradually, is not needed 10 or 20 days in advance.
An industrial mind must be very realistic — and realism is what the Toyota production system is based upon.
► The Toyota-Style Information System
Toyota naturally makes production schedules — like other companies. Just because we produce just-in-time in response to market needs, that is, incoming orders from the Toyota Automobile Sales Company, does not mean we can operate without planning. To operate smoothly, Toyota’s production schedule and information system must be tightly meshed.
First, the Toyota Motor Company has an annual plan. This means the rough number of cars — for instance, 2 million — to be produced and sold during the current year.
Next, there is the monthly production schedule. For example, the type and quantities of cars to be made in March are announced internally early on, and in February, a more detailed schedule is “set.” Both schedules are sent to the outside cooperating firms as they are developed. Based on these plans, the daily production schedule is established in detail and includes production leveling.
In the Toyota production system, the method of setting up this daily schedule is important. During the last half of the previous month, each production line is informed of the daily production quantity for each product type. At Toyota, this is called the daily level. On the other hand, the daily sequence schedule is sent only to one place — the final assembly line. This is a special characteristic of Toyota’s information system. In other companies, scheduling information is sent to every production process.
This is how the Toyota information system works in production: when the production line workers use parts at the side of the line for assembly, they remove the kanban. The preceding process makes as many parts as were used, eliminating the need for a special production schedule. In other words, the kanban acts as a production order for the earlier processes.
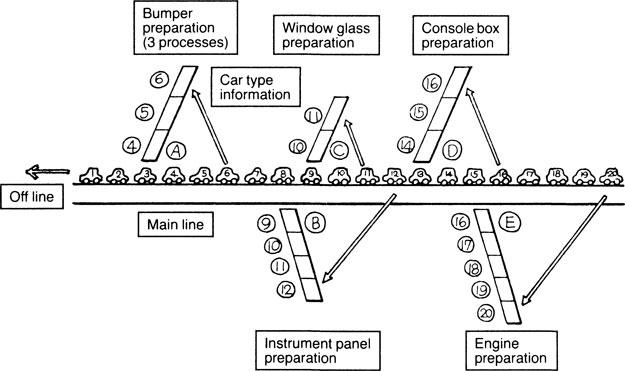
For example, Figure #2 depicts the final body assembly line in an automobile plant. Each sub-assembly process combines with the main line in the middle to form the production line. The numbers in the illustration are the car pass numbers. Thus, Car #1 is about to come off the line and Car #20 has just entered Process #1.
The production order, or sequence schedule, is issued to Process #1 for each car (in this example, specifications for Car #20 are issued). The worker at Process #1 attaches a sheet of paper (production order sheet) to this car with all the information needed for its production (that is, the information indicating what kind of car it is). The workers in processes following Process #2 can tell which parts to use for assembly by looking at the car.
Workers in the sub-processes can also tell what to do as soon as they can see the car. If the car is not visible because it is blocked by equipment or pillars, information is passed by kanban in the following way:
Suppose bumpers are being assembled on the main line in Process A. Let’s call the process where bumpers are prepared Subprocess 3. Process A needs to know what type of bumper goes on Car 6. Therefore, the process on the main assembly line assembling Car 6 gives the information to Process A on a kanban. No other information is needed.
Computers could relay such information to each process when it is needed. Setting up the computers, however, requires equipment and wiring that are not only expensive but often unreliable. With the computers of today, Car #20’s information is issued to Process A and to the main line at the same time. But, at that moment, Process A needs information only on Car #6 — not on Car #20.
Too much information induces us to produce ahead and can also cause a mix-up in sequence. Items might not be produced when needed, or too many might be made, some with defects. Eventually, it becomes impossible to make a simple change in the production schedule.
In business, excess information must be suppressed. Toyota suppresses it by letting the products being produced carry the information.
► Fine Adjustment
Automatic adjustments are an important effect in production if we organize the information system as just described.
With market predictions and the automobile in general, quantities and product types shift constantly with or without a big economic crisis. To cope with a constantly fluctuating market, the production line must be able to respond to schedule changes. In reality, however, the information system and production constraints make change difficult.
An important characteristic of kanban is that within certain limits it makes fine adjustments automatically. A line does not have detailed schedules beforehand and so does not know what type of car to assemble until the kanban is removed and read. For example, it anticipates four Car A’s and six Car B’s for a total of 10 cars. But in the end, the ratio might turn out to be the reverse — six Car A’s and four Car B’s.
Reversed ratios, however, do not cause someone to run around announcing the change. It happens simply because the production process follows the information carried by the kanban. Kanban’s value is that it allows this degree of change to be handled automatically. If we ignore market fluctuations and fail to make adjustments accordingly, sooner or later we will have to make a big change in scheduling.
For example, by sticking to a production schedule for three months despite a 5 to 10 percent sales slump, we might be forced to cut production by 30 to 40 percent in one jump four or five months later under the guise of inventory adjustment. This would cause problems not only within the company but in the cooperating firms as well. The larger the business, the greater the social impact — and this could be a serious problem.
Sticking to a schedule once it is established, regardless of circumstances, is how things are done under a controlled (or planned) economy. I don’t believe the fine adjustments in production made possible by using kanban will work in controlled economies where initial production plans never vary.
► Coping with Changes
The term “fine adjustment” has a hidden meaning that should be understood, especially by top management. Everyone knows that things do not always go according to plan. But there are people in the world who recklessly try to force a schedule even though they know it may be impossible. They will say “It’s good to follow the schedule” or “It’s a shame to change the plan,” and will do anything to make it work. But as long as we cannot accurately predict the future, our actions should change to suit changing situations. In industry, it is important to enable production people to cope with change and think flexibly.
I myself have struggled for a long time with a production system not easily understood by others. Looking back at the route I have persistently taken, I believe I can safely recommend: “Correct a mistake immediately — to rush and not take time to correct a problem causes work loss later.” I also say, “Wait for the right opportunity.” These ideas developed from kanban, the tool that kept us from failure and misjudgment.
I believe the role of fine adjustments is not only to indicate whether a schedule change is a “go” or a “temporary stop,” but also to enable us to find out why a stop occurred and how to make the fine adjustments necessary to make it go again. The Toyota production system is still not perfect. More development is needed on fine adjustments.
I naturally prefer a free economy over a controlled one. Today, however, the value of private enterprise is frequently questioned and it is imperative that everyone be qualified and flexible enough to make fine adjustments when they are needed.
► What Is True Economy?
“Economy” is a word used daily but rarely understood, even in business. Particularly in business, the pursuit of true economy is tied directly to its survival. Therefore, we must consider this point seriously.
In the Toyota production system, we think of economy in terms of manpower reduction and cost reduction. The relationship between these two elements is clearer if we consider a manpower reduction policy as a means of realizing cost reduction, the most critical condition for a business’s survival and growth.
Manpower reduction at Toyota is a company-wide activity whose purpose is cost reduction. Therefore, all considerations and improvement ideas, when boiled down, must be tied to cost reduction. Saying this in reverse, the criterion of all decisions is whether cost reduction can be achieved.
Two other issues in cost reduction are judging which is more advantageous, A or B, and selecting which is most economical and advantageous among the several alternatives of A, B, C, and so on.
First let’s consider judging. Frequently, problems arise when judging which of two things is better. For example, should a certain product be made internally or ordered from outside? In making a certain product, should we purchase machines exclusively for that purpose or use a general-purpose machine we already have?
We should not be biased in making such judgments. Take a cool look at the situation in your jurisdiction. Don’t base judgments on a single cost analysis and conclude that it would be cheaper to order it from outside than to make it internally.
In selecting, we can consider many methods to achieve a manpower reduction. For example, we can buy automated machines, or change the work combination, or even consider buying robots. There are countless ways to achieve an objective when pursuing such improvement ideas. Therefore, we should list every conceivable improvement idea, examine each in depth, and, finally, select the best. If an improvement is pushed forward before thorough study, we can easily end up with an improvement that, while making a small cost reduction, costs too much to implement.
For example, let’s suppose there is a suggestion to install a $500 electrical control device to replace one worker. If this $500 device could reduce the workforce by one worker, it would be a big gain for Toyota. If closer study reveals, however, that one worker could be eliminated at no cost by changing the sequence of work, then spending $500 would be considered a waste.
In Toyota’s early days when buying automatic machines seemed so easy, such examples were numerous. This is a common problem for big as well as medium- and small-size businesses.
Toyota’s main plant — its oldest facility — provides an example of a smooth production flow accomplished by rearranging the conventional machines after a thorough study of the work sequence. The manager of a certain small business visited our main plant with the preconception that nothing would be relevant to his firm because Toyota was so much larger. Looking around the production plant, however, he realized that the old machines he had discarded long ago were working well at Toyota. He was amazed and thought we must have remodeled them.
It is crucial for the production plant to design a layout in which worker activities harmonize with rather than impede the production flow. We can achieve this by changing the work sequence in various ways. But if we rashly purchase the most advanced high-performance machine, the result will be overproduction and waste.
► Re-Examining the Wrongs of Waste
The Toyota production system is a method to thoroughly eliminate waste and enhance productivity. In production, “waste” refers to all elements of production that only increase cost without adding value — for example, excess people, inventory, and equipment.
Too many workers, equipment, and product only increase the cost and cause secondary waste. For example, with too many workers, unnecessary work is invented which, in turn, increases power and materials usage. This is secondary waste.
The greatest waste of all is excess inventory. If there is too much inventory for the plant to store, we must build a warehouse, hire workers to carry the goods to this warehouse, and probably buy a carrying cart for each worker.
In the warehouse, people would be needed for rust prevention and inventory management. Even then, some stored goods still rust and suffer damage. Because of this, additional workers will be needed to repair the goods before removal from the warehouse for use. Once stored in the warehouse, the goods must be inventoried regularly. This requires additional workers. When the situation reaches a certain level, some people consider buying computers for inventory control.
If inventory quantities are not completely controlled, shortages can arise. So despite planned daily production, some people will think shortages are a reflection on the production capacity. A plan for increasing production capacity is consequently put into the following year’s equipment investment plan. With the purchase of this equipment, inventory increases even more.
The vicious cycle of waste generating waste hides everywhere in production. To avoid this, production managers and supervisors must understanding fully what waste is and its cause.
The above example is a worst-case scenario. Although I don’t think this could happen in Toyota’s production plant, similar phenomena might easily occur, although the extent would differ.
All of the primary and secondary wastes described above eventually become part of the direct and indirect labor cost, depreciation cost, and general management expenses. They would contribute to cost increases.
Considering these facts, we can never ignore the cost-raising elements. The waste caused by a single mistake will eat up the profit that ordinarily amounts to only a few percent of sales and thereby endanger the business itself. Behind the notion that the Toyota production system aims at reducing costs lies the above-mentioned understanding of the cost facts.
Eliminating waste is specifically aimed at reducing cost by reducing manpower and inventory, clarifying the extra availability of facilities and equipment, and gradually diminishing secondary waste. Regardless of how much is said, adopting the Toyota production system will be meaningless without a complete understanding of the elimination of waste. For this reason, I have explained it again.
► Generate Excess Capacity
I have mentioned that there are many ways to achieve a goal. Let’s consider Toyota’s thinking about what is economically advantageous from the standpoint of production capacity.
Opinions differ on the economic advantages of maintaining extra production capacity. In brief, excess capacity utilizes workers and machines that are otherwise idle, incurring no new expense. In other words, they cost nothing.
Let’s consider excess capacity in internal versus external production. Often, cost comparisons are made between producing a product internally or ordering it from outside. If there is excess capacity for internal production, the only cost actually incurred is the variable expense that increases in proportion to the amount of production; for example, the material and oil cost. Consequently, without having to look at the cost comparison, internal production would be advantageous.
Now, consider the problem of waiting. If a worker has to wait until a pallet is full before transporting it, having him do line work or preparation would cost nothing. This point should require no study — it would be crazy to spend valuable time calculating the workpower.
Next is the problem of reducing lot sizes. When a general-purpose machine, such as a die press, has excess capacity, it is an advantage to reduce lot size as much as possible, aside from the separate problem of shortening setup time. If the machine still has excess capacity, it is better to continue reducing setup time to utilize it.
As we’ve seen above, when there is excess capacity, loss or gain is evident without requiring cost studies. The most important thing is to know the extent of excess capacity at all times. If we don’t know whether there is excess capacity, we are bound to make mistakes in the selection process and incur expenses.
At Toyota, we go one step further and try to extract improvements from excess capacity. This is because, with greater production capacity, we don’t need to fear new costs.
► The Significance of Understanding
In this section, I want to emphasize the importance of thoroughly understanding production and manpower reduction.
“The way we currently operate, the production line has a fairly high operation rate and fairly low defect rate. Therefore, as a whole, things seem to be proceeding reasonably.”
If we allow ourselves to feel this way, we cut off any hope for progress or improvement.
“Understanding” is my favorite word. I believe it has a specific meaning — to approach an objective positively and comprehend its nature. Careful inspection of any production area reveals waste and room for improvement. No one can understand manufacturing by just walking through the work area and looking at it. We have to see each area’s role and function in the overall picture. Through close observation, we can divide the movement of workers into waste and work:
• Waste — The needless, repetitious movement that must be eliminated immediately. For example, waiting for or stacking subassemblies.
• Work — The two types are non-value-added work and value-added work.
Non-value-added work may be regarded as waste in the conventional sense. For example, walking to pick up parts, opening the package of goods ordered from outside, operating the push buttons, and so forth are things that have to be done under present working conditions. To eliminate them, these conditions must be partially changed.
Value-added work means some kind of processing — changing the shape or character of a product or assembly. Processing adds value. In processing, in other words, the raw materials or parts are made into products to generate added value. The higher this ratio, the greater the working efficiency.
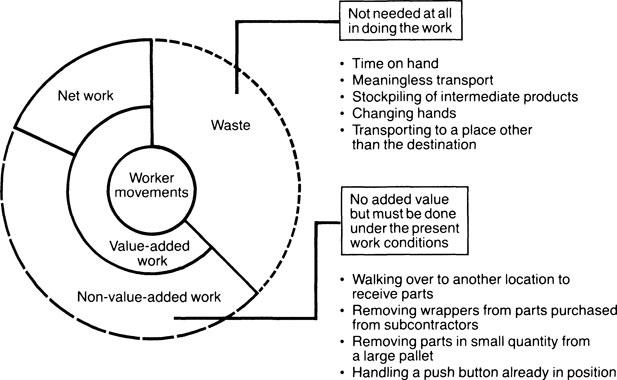
Examples of processing are: assembling parts, forging raw materials, press forging, welding, tempering gears, and painting bodies.
In addition, some production activities are outside the standard work procedures, for example, small repairs of equipment or tools and reworking defective products. Considering these, we come to realize that the ratio of value-added work is lower than most people think.
This is why I frequently emphasize that worker movement in the production area must be working, or value-adding movement. Moving is not necessarily working. Working means actually advancing the process toward completing the job. Workers must understand this.
Manpower reduction means raising the ratio of value-added work. The ideal is to have 100 percent value-added work. This has been my greatest concern while developing the Toyota production system.
► Utilizing the Full Work System
To raise the ratio of value-added work, we must be concerned with non-value-added movements, that is, the total elimination of waste. In connection with this problem, let’s consider the redistribution of work.
If we see someone waiting or moving needlessly in a job done by a team of workers, it is not difficult to eliminate waste, redistribute the work load, and reduce manpower. In reality, however, such waste is usually hidden, making it difficult to eliminate. Let’s look at some examples.
In any manufacturing situation, we frequently see people working ahead. Instead of waiting, the worker works on the next job, so the waiting is hidden. If this situation is repeated, inventory begins to accumulate at the end of a production line or between lines. This inventory has to be moved or neatly stacked. If these movements are regarded as “work,” soon we will be unable to tell waste from work. In the Toyota production system, this phenomenon is called the waste of overproduction — our worst enemy — because it helps hide other wastes.
The most important step in reducing manpower is to eliminate overproduction and establish control measures. To implement the Toyota production system in your own business, there must be a total understanding of waste. Unless all sources of waste are detected and crushed, success will always be just a dream.
Let’s look at one measure. With an automatic machine, suppose the standard inventory of a process is five pieces. If the inventory stands at only three pieces, the earlier process automatically starts producing the item until there are five pieces. When the inventory reaches its required number, the earlier process stops production.
If the standard inventory of the later process decreases by one, the earlier process starts production and sends the item to the later process. When the inventory in the later process reaches the required number, processing in the earlier process stops.
Thus, in such a system, standard inventories are always maintained and the machines of each process work together to prevent overproduction. We call this the full work system.
► Do Not Make a False Show
To prevent overproduction and make items as needed, one by one, we have to know when they are needed. Thus, the appropriate tact time becomes important.
Tact is the length of time, in minutes and seconds, it takes to make one piece of the product. It must be calculated in reverse from the number of pieces to be produced. Tact is obtained by dividing the operable time per day by the required number per day (pieces). Operable time is the length of time that production can be carried out per day.
In the Toyota production system, we make a distinction between operating and operable rates. The operating rate means the present production record of a machine based on its full-time operation capacity. On the other hand, operable rate refers to the availability of a machine in operable condition when it is needed. The ideal operable rate is 100 percent. To achieve this, machine maintenance must be constant and setup times must be reduced.
For example, the operable rate of an automobile is the percentage of time the car will run smoothly when the driver wants it to — the ideal being, of course, 100 percent.
On the other hand, the operating rate refers to the amount of time per day the car is actually driven. Few people would drive a car any longer than needed. If one drove the car from morning till night regardless of need, the constant gasoline and oil consumption would increase the probability of mechanical problems and result in loss. Therefore, the ideal rate is not necessarily 100 percent.
To establish tact time, we must understand how the required production figures for the day are decided. But first, I would like to touch upon the relationship between production quantity and number of workers. If this relationship is viewed in terms of efficiency, we should remember that improving efficiency and reducing cost are not necessarily the same.
For example, on a production line, 10 workers produced 100 pieces of product per day. Improvements were introduced to increase efficiency. Now 10 workers could produce 120 pieces a day, a 20-percent increase in efficiency.
Demand rose at this time, so production could be increased to 120 pieces a day without having to increase manpower. Obviously, this cost reduction would increase profits.
Now, suppose that market demand — that is, the required number for production — drops to 100 or 90 pieces per day. What happens? If we continue to make 120 pieces a day because of our improved efficiency, we will have 20 to 30 pieces left over daily. This will increase our material and labor expenses and result in a serious inventory problem.
In a case like this, how can we improve efficiency and still reduce costs?
The problem is solved by improving the process so that eight workers can produce the daily required 100 pieces. If 90 pieces are needed, seven workers should be used. All of this requires that the process be improved.
At Toyota, increasing efficiency by increasing production while the actual demand or required number remains unchanged or even drops is called an “apparent increase [increase in calculation] of efficiency.”
► Required Numbers Are All-Important
Required numbers are based on sales and this is determined by the market. Consequently, production is given a number based on demand or the actual orders — a number that cannot be increased or decreased arbitrarily.
Back in the days when you could sell everything you could make, people tended to forget about required numbers. They were busy buying high-performance machines that would allow them to keep up with the growing demand. Even while preparing for production increases, however, a business must also keep track of daily demand changes and be prepared with a system that can shift to reduced production when necessary. At Toyota, production has been built around required numbers.
As I described in the previous section, there are two ways to increase efficiency: (1) increase the production quantity or (2) reduce the number of workers.
If asked to choose between these methods, most people on the production line will tend toward increasing efficiency by increasing production. This is probably because reducing workers is more difficult and involves reorganizing the workforce. However, it is unrealistic not to reduce the number of workers if demand is dropping.
The goal, as I have often said, is cost reduction. Therefore, an increase in efficiency must be achieved by a method consistent with this goal. To eliminate overproduction reduce costs, it is absolutely necessary that the production quantity equal the required number.
Every Toyota plant produces in accordance with actual demand. Car dealers around the country send their orders daily to the main office of the Toyota Automobile Sales Company in Nagoya. These orders are classified by computer as to car type, model, fuel discharge rate, style, transmission, color, and so forth. The resulting data serve as the basis for production requirements at Toyota’s production plants.
The production system itself is also based on this data. Increasing efficiency through manpower reduction can be realized only by eliminating waste from the tact time which is calculated from the required number. These improvements may enable a worker to do more or autonomate a portion of his or her work. The resulting extra manpower can then be utilized to carry out other production work. The operating rate of the machines is also determined this way.
► The Tortoise and the Hare
When thinking about overproduction, I often tell the story of the tortoise and the hare.
In a plant where required numbers actually dictate production, I like to point out that the slower but consistent tortoise causes less waste and is much more desirable than the speedy hare who races ahead and then stops occasionally to doze. The Toyota production system can be realized only when all the workers become tortoises.
High-performance machines were in demand for a long time before the term “high performance” was thoroughly examined. When we say high performance, we may mean high-precision finishing, low energy consumption, or even trouble-free machines. Each can be correct. However, a frequent mistake is to regard high-productivity and high-speed machines as being the same.
If we can raise the speed without lowering the operable rate or shortening the life of the equipment, if a higher speed will not change the manpower requirements or produce more products than we can sell — then we can say high speed means high productivity.
Speed is meaningless without continuity. Just remember the tortoise and the hare. Moreover, we cannot fail to notice that machines not designed for endurance at high speeds will have shortened lifespans if we speed them up.
Increasing speed in the name of productivity improvement alone or forcing high speeds on a machine that cannot endure them merely to avoid a drop in production may seem to benefit production. However, these actions actually hinder production. Production managers and supervisors as well as other managers must understand this.
► Take Good Care of Old Equipment
Does the value of equipment really go down? In the case of a worker, years of experience add depth and the worker’s value to the company. A machine, lacking human qualities, is discarded after giving long service. I want to advocate that, like workers, machines that give long service should be used with great, great care.
The language of business economics talks of “depreciation,” “residual value,” or “book value” — artificial terms used for accounting, tax purposes, and convenience. Unfortunately, people seem to have forgotten that such terms have no relevance to the actual value of a machine.
For example, we often hear: “This machine has been depreciated and paid off, and, therefore, we can discard it any time without loss,” or “The book value of this machine is zero. Why spend money on an overhaul when we can replace it with a new, advanced model?”
This kind of thinking is a big mistake.
If a piece of equipment purchased in the 1920s is kept up and can guarantee, at present, an operable rate close to 100 percent and if it can bear the production burden placed on it, the machine’s value has not declined a bit. On the other hand, if a machine purchased last year has been poorly maintained and produces at only half its operable rate, we should regard its value as having declined 50 percent.
A machine’s value is not determined by its years of service or its age. It is determined by the earning power it still retains.
When replacing old equipment, we can look at it economically in different ways. We can compare cost analyses or interest on investment. But can such methods that appear so logical really be used in a plant? We must not lose sight of the fact that these methods are based only on premise.
For example, some people think conventional maintenance is the only way. Then they decide that absolute loss can only be based on several premises. In practice, however, these methods cannot even be used as standards. Despite this, faced with a poorly maintained, deteriorating machine, they apply these methods and conclude it would be better to replace the machine. This is completely irrational.
How, then, should we decide whether or not to replace an old machine? My conclusion is that if adequate maintenance has been done, replacement with a new machine is never cheaper, even if maintaining the older one entails some expense. If we do decide to replace it, we should realize that we have either been misled by our calculations and made the wrong decision or that our maintenance program has been inadequate.
When we lose an economic argument, we then argue the validity of replacement by saying “it is too difficult to restore the needed precision” or “we want to overhaul it but have no substitute machine.”
This reasoning is unsound. It shows we want new machines because we don’t have a better idea. When replacing aged equipment, we should always decide case by case.
Whether overhauled or renewed, if the machines are poorly maintained and driven close to death, the costs incurred by replacement is enormous. Computed as maintenance cost, for example, it would mean nothing unless an actual effect was achieved in proportion to the cost increase.
► Look Straight at the Reality
Business management must be very realistic. A vision of the future is important but it must be down-to-earth. In this age, misreading reality and its ceaseless changes can result in an instant decline in business. We are indeed surrounded by a harsh environment.
Some people say the character of business must change. They insist that since our economic base has changed from high to low growth, we should repay loans and work only within the limits of working capital. We should have thought of this, however, in the high-growth period.
During high growth, such business changes might have been easy. But if one company increased production, others felt uneasy and so they also expanded. Machines and manpower were increased without questioning their efficiency. As a result, profits did not increase at the same rate sales did. Those satisfied with this reflected a “pre-management” mentality no longer acceptable in the business world’s demanding environment.
A company prepared to carry out true rationalization while experiencing high growth could have held its growth to 5 percent and not increased equipment and workers. Other companies, meanwhile, would have expanded their sales by 10 percent. Doing so, profits might have increased enough to repay all the debts and expand the facilities. An action like this, from management’s viewpoint, would have put business in a desirable position.
In the current low-growth period, market competition has become increasingly fierce — a battle oflife and death. In such an environment, strengthening the character of business is an absolute requirement for survival.
In the effort to make the Toyota production system truly effective, there is a limit to what the Toyota Motor Company, a chassis maker, can do alone. Only by working as partners with the cooperating firms is it possible to perfect this system. The same is true in improving the character of management. Toyota alone cannot achieve the goal if the cooperating firms do not work together. So, we have been asking our cooperating firms to implement Toyota production system policies in their own businesses.
About 10 years ago, I visited the tempering shop of another company. At the time, our monthly production was approximately 70,000 cars.
The manager said, “We have enough manpower and equipment to cope with your order even if you make 100,000 cars.”
So I asked him, “Then, is your plant closed for 10 days out of the month?”
He answered, “We would never do a silly thing like that.”
Then I went to an earlier process — the machine processing section. There I saw women workers working like dogs at maximum speed because they did not want the furnace to be idle.
On calculation, the unit price was fairly low. The furnace in the tempering plant was filled with items to treat so that the fuel cost per unit would be less. Because they had the capacity to produce 100,000 car parts, they accumulated an extra 30,000 parts each month. Toyota was going to order only what we needed, however, so, the tempering firm probably had to build a warehouse.
The oil crisis made people begin to understand the waste of overproduction. And only then did they begin to recognize the Toyota production system’s real value. I wish the readers could see for themselves how warehouses are disappearing one by one from the sites of our cooperating firms.
► 0.1 Worker Is Still One Worker
In business, we are always concerned with how to produce more with fewer workers.
In our company, we use the term “worker saving” instead of “labor saving.” The term “labor saving” is somehow easily misused in a manufacturing company. Labor-saving equipment such as the lift and bulldozer, used mainly in construction work, are directly connected to reducing manpower.
In automobile plants, however, a more relevant problem is partial and localized automation. For example, in work involving several steps, an automatic device is installed only at the last stage. At other points in the operation, work continues to be done manually. I find this kind of labor saving all wrong. If automation is functioning well, that is fine. But if it is simply used to allow someone to take it easy, it is too costly.
How can we increase production with fewer workers? If we consider this question in terms of the number of worker days, it is a mistake. We should consider it in terms of number of workers. The reason is that the number of workers is not reduced even with a reduction of 0.9 worker days.
First, work and equipment improvement should be considered. Work improvement alone should contribute half or one-third of total cost reduction. Next, autonomation, or equipment improvement, should be considered. I repeat that we should be careful not to reverse work improvement and equipment improvement. If equipment improvement is done first, costs only go up — not down.
The company newspaper reported on a talk I gave on worker saving. In the story, the term “labor saving” was printed in error as “using fewer workers.” But when I saw it, I thought, “This is true.” “Using fewer workers” gets at the heart of the problem far better than “labor saving.”
When we say “labor saving,” it sounds bad because it implies eliminating a worker. Labor saving means, for example, a job that took 10 workers in the past is now done by eight workers — eliminating two people.
“Using fewer workers” can mean using five or even three workers depending on the production quantity — there is no fixed number. “Labor saving” suggests that a manager hires a lot of workers to start with, reducing the number when they are not needed. “Using fewer workers,” by contrast, can also mean working with fewer workers from the start.
In actual experience, Toyota had a labor dispute in 1950 as a result of reducing its workforce. Immediately after its settlement, the Korean War broke out and brought special demands. We met these demands with just enough people and still increased production. This experience was valuable and, since then, we have been producing the same quantity as other companies but with 20 to 30 percent fewer workers.
How was this possible? In short, it was the effort, creativity, and power of its people that enabled Toyota to put into practice the methods that ultimately have become the Toyota production system. And this is not just an expression of conceit.
In the Toyota production system, we frequently say, “Do not make isolated islands.” If workers are sparsely positioned here and there among the machines, it appears as if there are few workers. However, if a worker is alone, there can be no teamwork. Even if there is only enough work for one person, five or six workers should be grouped together to work as a team. By providing an environment sensitive to human needs, it becomes possible to realistically implement a system that employs fewer workers.
► Management by Ninjutsu
To think that mass-produced items are cheaper per unit is understandable — but wrong.
A company’s balance sheet may regard work in process as having some added value and treat it as inventory or property. But this is where the confusion begins. Most of this inventory is frequently not needed and has no added value.
Increasing production is a prosperous business. Materials are purchased and workers work overtime. Even though the inventory they are generating is unnecessary, workers naturally demand overtime pay as well as a bonus.
We became accustomed to a working environment in which expanding sales and increasing capital, manpower, and machines were believed good. Management generally did not see the forest for the trees. And, naturally, business managers were mainly interested in their main motivation — profit.
These days we can make calculations too quickly, and this can cause problems. The following incident happened at the end of 1966 when we began producing the Corolla.
Corollas were fairly popular and selling well. We started with a plan to make 5,000 cars. I instructed the head of the engine section to make 5,000 units and use under 100 workers. After two or three months, he reported, “We can make 5,000 units with 80 workers.”
After that, the Corolla kept selling well. So I asked him, “How many workers can make 10,000 units?”
He instantly answered, “160 workers.”
So I yelled at him. “In grade school I was taught that two times eight equals sixteen. After all these years, do you think I should learn that from you? Do you think I’m a fool?”
Before long, 100 workers were making over 10,000 units. We might say mass production made this possible. But it was due largely to the Toyota production system in which waste, inconsistencies, and excesses were thoroughly eliminated.
I frequently say management should be done not by arithmetic but by ninjutsu, the art of invisibility. My meaning follows.
Other countries these days use the word “magic” in expressions like “management magic” or “management magician.” In Japan, however, ninjutsu is more suitable for management. As children, we watched ninjutsu tricks at the movies — like the hero suddenly disappearing. As a management technique, however, it is something very rational.
To me, management by ninjutsu means acquiring management skills by training. In this age, I am painfully aware of the fact that people tend to forget the need for training. Of course, if skills to be learned are not creative or stimulating and if they do not require the best people, training may not seem worthwhile. But let’s take a hard look at the world. No goal, regardless of how small, can be achieved without adequate training.
If in the United States there is management magic, then in Japan, we can call it the Toyota production system’s management by ninjutsu, a reflection of its Japanese character and culture.
► In an Art Form, Action Is Required
If you look up the word “engineer” in an English dictionary, you might find “technologist,” while in Japanese, its meaning uses the character for “art.” Analyzing this character, you will find it is created by inserting the character “require” into the character “action.” So, art seems to be something requiring action.
In mathematics, use of the abacus requires practice even though the principle of the abacus beads can be understood easily by anybody. But fast and accurate operation requires constant practice.
The martial art of shinai, the bamboo sword, was first called gekken, attacking with the sword. But it soon became kenjutsu, the art of using the sword. When actual fighting with the sword ceased in the beginning of the Meiji era, it became kendō, the way of the sword. Recently, it is being called kengi, the technique of using the sword.
In the era when the stronger opponent generally won, it was gekken, fighting with swords. But as the art form developed, even a weaker opponent could win and so it became kenjutsu. When the practical use of the sword was no longer in demand, it became kendō. In my opinion, swordsmanship advanced most during the kenjutsu era because action was required.
Action is also required ingijutsu (technology) — real action is what counts. The character for “talk” is also pronounced jutsu. Recently there seems to be more technology talk than practice. This should be a matter of great concern to us.
I feel that I am still a practicing technologist. I may not be a great speaker but it does not bother me. Talking about technology and actually practicing it are two different things. Computers began doing mathematics at the same time that kenjutsu changed from kendō to kengi. An art form has its own value, however, and I am still greatly attracted to it.
► Advocating Profit-Making Industrial Engineering
After World War II, the United States influenced Japan greatly in many ways. American cultural attitudes became fairly common nation-wide even in politics.
In the world of industry, America was, without dispute, the leader. Catching up with and surpassing America was not a job to be done in a day. To catch up, the shortest route was to buy advanced American technology. So, aggressive Japanese businesses imported and adopted America’s high-level production and manufacturing technology. In academia and business, a great number of American business management techniques were also studied and discussed. For example, Japanese businesses carefully studied industrial engineering (IE), a company-wide manufacturing technology directly tied to management that was developed and applied in the United States.
Defining industrial engineering seems to be fairly difficult. When first introduced, it was pointed out that the Toyota production system was method engineering (ME), not IE. Don’t be confused over the meanings.
To me, IE is not a partial production technology but rather a total manufacturing technology reaching the whole business organization. In other words, IE is a system and the Toyota production system may be regarded as Toyota-style IE.
What is the difference between traditional IE and the Toyota system? In brief, Toyota-style IE is mōkeru or profitmaking IE, known as MIE. Unless IE results in cost reductions and profit increases, I think it is meaningless.
There are various definitions of IE. A former head of the American Steel Workers’ Union defined its function as that of entering a plant to improve methods and procedures and to reduce costs. And this is exactly so.
“IE is the use of techniques and systems to improve the method of manufacturing. In scope it ranges from work simplification to large-scale capital investment plans.”1
“IE has two meanings. One aims at improving work methods in the plant or in a particular work activity. The other one means the specialized study of time and action. However, this is the work of a technician. Essentially, an industrial engineer studies systematic approaches to improvements.”2
I would like to add a definition from the Society for Advancement of Management (SAM), an organization that succeeded the Taylor Society:
Industrial engineering applies engineering knowledge and techniques for the study, improvement, planning, and implementation of the following:
1. method and system,
2. qualitative and quantitative planning and various standards including the various procedures in the organization of work,
3. measuring actual results under the standards and taking suitable actions.
This is all done to exercise better management with special consideration for employee welfare, and it does not restrict business to lowering the cost of improved products and services.3
I have listed various IE definitions, each saying good things, because they are useful references. However, in private business, implementing IE effectively is not easy.
The reason I call Toyota’s industrial engineering profitmaking IE is my wish that the Toyota production system born and raised at Toyota Motor Company be comparable or superior to the American IE’s business management and manufacturing system.
We are very happy that the Toyota production system has become, as I intended, a company-wide manufacturing technology directly tied to management. And, fortunately, it is extending to the outside cooperating firms as well.
► Surviving the Slow-Growth Economy
I have said before that I calmly accept the words “slow growth.”
Over 5 percent macro-economic growth would be regarded as prosperity rather than recession, and we would consider 3 to 5 percent growth normal. Because future cycles may bring zero or negative growth, we must be prepared.
The Japanese automobile industry experienced negative growth immediately after the oil crisis and, at one time, fell into a slump. After that, however, exports improved and, compared to the sluggish state of other industries, the automobile industry alone seemed to enjoy good fortune. The actual situation, however, is not necessarily optimistic.
Domestic demand has matured following a cycle and, presently, a large demand cannot be hoped for. Export expansion will also slow down as a matter of course. In Europe and the United States, political and emotional resistance against Japanese cars has gradually risen. With the rising yen, the international market can also be expected to reflect a declining competitiveness of Japanese cars. Also, U.S. firms have entered into small-car manufacturing, negatively affecting Japanese exports.
The automobile industry may have been endowed with too much good fortune. There is already a hidden danger. If domestic demands continue their slow growth and if exports suffer even a slight slump, we shall face a serious situation.
Textile and utilities industries are regarded as economically depressed and it is said that the only formula for recovery lies in some basic business shifts. The automobile industry is presently booming, but there is no guarantee that it will not also fall on hard times.
In a severe recession or slow-growth economy, private enterprises must persevere by whatever means they can. The Toyota production system has been thorough in removing waste, inconsistency, and excess from production. It is by no means a passive or defensive management system.
The Toyota production system represents a revolution in thinking. Because it requires us to change our way of thinking in fundamental ways, I hear strong support as well as strong criticism. I find that the cause of such criticism is insufficient understanding of what the system is.
Of course, we have not made a big enough effort to teach people about the nature of the Toyota production system. However, it would not be an exaggeration to say that it has already gone beyond Toyota, the company, to become a uniquely Japanese production system.