Industry Organization and Competition
Industrial organization is the field of economics that builds on the theory of the firm in examining the structure and boundaries between firms and markets. In this chapter, we apply this lens to the steel industry and issues such as transaction costs, price competition, and barriers to entry. Three examples are used to illustrate the qualitative changes that have come to traditional steel producers: the EAF challenge, the Japanese Steel Revolution, and the impact of lean production on distribution and fabrication. In each case, the economics of the steel business has changed, primarily driven by industrial organization and social factors.
As outlined previously, classic Big Steel was built on oligopolistic competition and administered prices. It was famously called the Pittsburgh Price system. That began to fracture in the 1960s due to competitive pressures internally from minimills and externally from Japanese European imports. Internally, the steel companies conceded low value-added market share to the minimills. Externally, they relied on litigation and Steel Trade Wars. But, in the past 30 years, innovation in steel became a critical driver of industrial organization and competition.
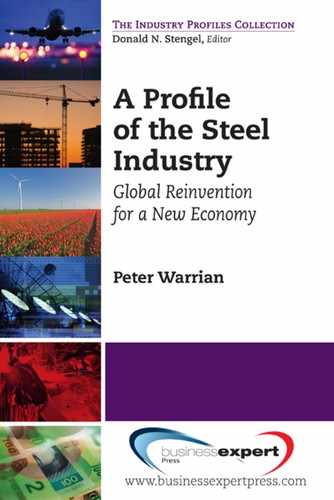
The trajectory of production capacity and employment of traditional steel mills is not a reliable proxy for the state of the steel industry as a whole. It is useful to remind ourselves of the product market segments served by different agents in the steel industry as illustrated in the following graphic.
Source: American Iron and Steel Institute 2012.
At one time, the large producers served all of these markets. Much has changed. Declines in the primary mills have been matched in many cases with expansion in the service centers and the fabricators. Fundamentally it reflects an imbalance between the steel mills’ batch modes of production and the order and inventory dynamics of the auto and other manufacturing industries and similarly in construction. The service centers in particular have essentially become inventory managers and suppliers of working capital to firms in the downstream industries.
It is estimated that more than half of all steel production globally is going into construction, especially when the latter includes infrastructure projects in emerging countries. In addition, construction is expected to be the largest growth market in the coming decade, even for advanced economies. But to take advantage of this, the steel industry is challenged to do things differently in terms of how steel is marketed, serviced, and sold. This is making fabrication the lead interface between the steel industry and the design and information systems of the new digital economy.
The result has been to produce different forms of industrial organization within the composite entity we call the steel industry. In turn, these entities compete for different product market segments.
Rise of New Competitors: The Minimills
The most fundamental competitive challenge to traditional steel producers arose from the minimills who posed not just a contest over price but also a completely different organizational model of a steel company and its operations.
Electric arc furnaces (EAFs) have been around since 1906. They displaced the inefficient, fuel-gorging crucible furnaces for specialty stainless steel, but whose annual US output averaged only about 120,000 tons of steel. Even at the outbreak of World War II, EAFs were producing less than 2 million tons annually. Open Hearth production had soared to more than 60 million annual tons in the same time frame. But the war demanded more steel, particularly alloy steel for armaments, and the quickest way to achieve this was to build EAF furnaces. In 1943, the government sponsored the first Electric Furnace Conference. Several integrated steelmakers received subsidies to install EAF capacity and there was a temporary surge in EAF production.
In the postwar period EAF steelmaking remained the “poor relation” within the integrated steel plants, as open hearth output reached 86 million tons annually by 1950. However, the production of stainless and high-alloy steels remained with the EAFs. The tide in the industry however was about to change based almost entirely on the actions of two entrepreneurial individuals, Jerry Heffernan and Ken Iverson.1
A Canadian, Jerry Heffernan would emerge as the leader of the renewal of the EAF steel industry. He raised capital for the construction of Premier Steel in Alberta in 1954, where he wanted to implement his vision of displacing ingot casting with continuous casting. This was not a new idea. The technology was developed primarily for lower melting-point nonferrous metals like copper that were easier to process. Heffernan had a billet caster built by Rossi/Koppers at Premier in 1959 to meet the growing demand for sucker rods for the oilfields. But most of the steel was still cast into ingots. Meanwhile, Stelco, the U.S. Steel equivalent in Canada, saw a Western market slipping away, and eventually bought Premier from Heffernan in 1963.2 By leveraging this capital, he was able to construct the Lake Ontario Steel Co. (LASCO) in 1964, near Toronto. If a minimill is defined as one where 100% of the output from an EAF shop is continuously cast with no ingot mold backup, then LASCO was the first minimill not only in North America, but also in the world. Other plants had casters, but none was as completely committed to the continuous casting process.
Although LASCO was a union mill, Heffernan was able to introduce a new management philosophy into steelmaking—a limited supervisory hierarchy with emphasis on continuous improvement in all activities. This encompassed not only process improvements, but also training, better safety, and incentives to involve the work force in expanded responsibilities on the shop floor. It was McGregor’s 1960 “Theory Y” of management put into practice, another first for the North American steel industry. From this beginning, the new minimill culture has challenged the traditional North American steel industry and arguably has had even greater impact on productivity than all but a handful of technical innovations.
To jump ahead in the story and connect the dots. Heffernan became the mentor to a young Ken Iverson, who would go on to turn the American steel industry upside down.
With Lasco running well, Heffernan now built a minimill in partnership with Cargill in St. Paul, MN, known as North Star Steel. At the same time, Ken Iverson, after a series of positions in diverse metalworking and casting companies, became almost by default the president of the struggling Nuclear Corporation, whose only profitable operating unit was the Vulcraft division in Norfolk, Nebraska. When his sole supplier of bar steel for this fabrication plant kept raising prices, Iverson decided to seek another source of rebar. The North Star mill was the closest bar mill to Norfolk, and after contact with Jerry Heffernan, Iverson decided to build his own mill to supply his own steel. The teetering Nuclear Corp. was now headquartered in Charlotte, but Darlington, S.C., was selected as the site for its first steel mill because it was close to a Vulcraft joist plant. The mill was commissioned in 1969 and was designed for a modest annual production of 200,000 tons. Learning how to continuously cast steel at Darlington with a “green” crew of farmhands nearly put Nuclear into bankruptcy, but by 1971, experience had been acquired, the bugs had been worked out and steel sales in 1972 turned Darlington into a “gold mine.” The company name was changed to Nucor. Two more mills at Norfolk (1974) and Jewett, Texas (1975), piggybacked this success. All these mills were also built at rural sites, where hardworking farm workers with good mechanical skills and no preconceived ideas about steelmaking were eager to work for a low wage but big bonuses based on production volumes.
By 1975, the 30+ minimills in the United States and eight more in Canada spanned the continent and produced about 6 million tons annually of bar and section products. From the perspective of Big Steel, they were not particularly threatening—long product markets were being eroded, but the flat rolled markets were clearly safe. The integrated mills had other problems to worry about.
Changes in the regulatory environment started to shift the incentives and capital allocation decisions in the industry. A series of legislative measures in the early 1970s had huge impacts on the steel industry: the Clean Air Act (1970), Clean Water Act (1972) followed on the heels of Occupational Safety and Health Act (OSHA) and were to be followed again by new pension regulations in the Employee Retirement Income Security Act (ERISA). These mandated heavy capital expenditures and increased operating costs to meet environmental and safety regulations, and impacted the integrated mills to a far greater extent than the minimills. Imports were rising, unions were militant, pensions had to be funded, and while 1973 was a record year for raw steel production in the United States, it was also the year of the first oil crisis. The delayed economic impact of this was felt in 1975, as shipments dropped by 20%, with the brunt of the reduction taken by the integrated mills. It was a body blow from which Big Steel never fully recovered.
Minimill Breakthrough: 1989–2005
The lean management hierarchy in minimills accelerated the evaluation and implementation of foreign as well as home grown ideas. It was no secret that the Siemens group in Germany had been operating, for several years, a pilot-scale thin-slab casting operation, where slabs of steel are produced directly from the furnace without having to be rolled from ingots. The facility had been visited by numerous groups from the United States, including the major steel companies. But Iverson of Nucor had the nerve to abandon a $5 million previous investment and install the Siemens thin-slab caster in the cornfields of Indiana at Crawfordsville. The year was 1989, and the commissioning of this compact strip process (CSP) qualifies as a turning point in the history of the steel industry, ranking with Bessemer’s process in 1856.
In the CSP, a single-strand caster with a special mold produced a continuous 52-inch-wide strand of 2-inch-thick steel that is sheared, fed into a tunnel furnace for temperature control then passed directly into the rolling mill. This came very close to continuous steelmaking.
The Nucor Blytheville structural mill—a joint venture of Nucor with Yamato Steel, called Nucor-Yamato Steel, that was commissioned in 1988—was running exceptionally well, and Crawfordsville amazingly turned a profit within a year. Nucor built a second and even more productive mill at Hickman before anyone else in the United States had even one thin slab caster.
With the precedent set, “greenfield” sites producing sheet, plate and structural products were built all over the United States. Between 25 and 30 million tons of capacity for these products alone were added since 1990, to offset the millions of tons of integrated capacity that was closing down. These were multimillion ton mills and thus rendering the term “minimill” somewhat obsolete.
Energy requirements and greenhouse gas emissions per ton from EAFs were the lowest in the world, while manpower was reduced in some cases to the unheard-of level of less than 1 MHPT.
The newer Nucor Steel–Berkeley facility installed facilities for the production of ultralow-carbon steels. It meant that tinplate and special electrical steels remain the only untouched flat rolled products not targeted by the new EAF plants, which already had come to dominate plate, structural, and rail production in the United States.
In summary, the Nucor revolution produced a new form of industrial organization in steel to penetrate new product markets formerly controlled by the traditional producers.
The EAF picture is not trouble free. Prime scrap availability and pricing are two potential concerns for the minimills. There have been sharp and unanticipated jumps in the average price of premium quality scrap. Spikes for prime scrap on a monthly basis have been as high as $400/ton in recent years.
The Japanese Challenge to Industrial Organization
in Steel
The Japanese threat to American steel producers was as much an issue of industrial organization as it was price competition.
The best analogy is to Henry Ford’s assembly line revolution at the Highland Park plant in 1913–1914 where he reduced the price of the Model T Ford from $900 to $300. Forty years later, the steel industry equivalent took place along Tokyo Bay with the Kawasaki’s Chiba steel mill in 1952. There, notwithstanding the previous development and language of “integrated” steel mills, Kawasaki built an entirely new kind of steel plant that was physically organized and internally coordinated in a revolutionary new way. The paradigm shift was reflected in the internal railway system. Where a typical world class mill had over 150 miles of internal rail lines, the Chiba plant had less than 60 miles. This fundamentally changed the flow of raw material inputs and steel processing. It meant a shift from batch to continuous flow production that would lead to a new world of steel production and steel products. It became the metallurgy and production system to support the Japanese quality revolution in manufacturing that became visible to consumers a decade later.3
The Chiba experiment in its first stage, began with the old furnace technology, the Open Hearth. These were later replaced by the newer BOFs. The difference in Chiba was in the overall layout and integration of the whole steelmaking and processing flow. With this revised architecture of steel mills in hand, the revolution moved to the ‘hot end’—the hot metal producing part of the mill. The productivity of Japanese mills quickly became multiples of what their European or North American competitors were capable of. The change began with the building of new high capacity, large diameter, Blast Furnaces but it quickly spread to the rest of the steel mill. The traditional multistage process was costly and energy intensive. Achieving and maintaining quality was a constant challenge.
The continuous casting machine (CCM) became the means to simplify and more closely integrate many of these steel production steps. The product from the BOF was poured directly into a mold that produced a constant stream of slabs which could then immediately be moved to the finishing stages for transformation into plate or sheet. The BOF-CCM configuration reduced direct costs by 30–50%, produced a continuous stream of product and opened new avenues for controlling and improving quality. Steel production flows began to resemble a chemical plant more than discrete manufacturing stages.
The new continuous steel production process, in addition to eliminating dozens of individual steps in the process, also unleashed such volumes of steel that the flow could not be dealt with by the traditional mechanical and human processes. The new, higher volume steel throughput drove the next technology step which was the introduction of computers to the steelmaking and processing stages. The first large scale introduction of computers for production purposes began in the late 1950s and early 1960s, again in Japan. Another steel mill reference site emerged as the global benchmark, the NKK plant at Kimitsu, just around Tokyo Bay from Kawasaki Chiba.
The combination of computers with improved control systems now gave steelmakers the physical means and the data to continually monitor metallurgical qualities of the steelmaking and finishing in real time. This was the second stage of the Japanese steel revolution. It would become the keystone of the materials infrastructure underlying the quality revolution in the Japanese auto industry and ultimately in global manufacturing that we all now take for granted.
The quality revolution in steel was not simply a matter of machines and metal. The human element and social organization soon came under the same challenges as traditional technical steelmaking. The traditional batch production steps of making steel in the Open Hearth, monitoring it and getting ready to tap it for the moulds, etc., had as its complement a very intricate hierarchy of skills, occupations and social statuses. The oversight at the face of the furnace was controlled by the Lead Hand, a highly skilled worker with a team of Second Helpers, Third Helpers, Laborers, etc., along with the inevitable Foreman. At regular intervals they would peer into the furnace and judging by the color and texture of the flame, would decide on adding different fluxes and charge (limestone, scrap etc.) to achieve the desired type and quality of steel. They would then take samples of the molten steel and pass these to the laboratory. When the steel met the technical specifications it was ready for the next processing stage. The steel wouldn’t be released until the engineers and the technicians in the lab judged it to be fit. This time honored system of procedures and skills hierarchies was applied around the world.
However, as the Japanese mills scaled up they found that this whole system of procedures and work organization simply couldn’t keep up with the increased flow and pace of BOF steelmaking. New instrumentation and continuous monitoring, enhanced by computers, came to replace the whole traditional organization of the shop floor.
Production workers and the metal itself couldn’t wait for the engineers, lab technicians, etc. Responsibility for production control and ultimately quality control started to pass from the engineers to shop floor workers. And, given the connection between quality and products, this development was soon seen as strategic for management and the company as a whole. As a result Kimitsu soon became the first site for the development of work teams and quality circles in the steel industry.
Kimitsu was a tipping point. It embodied the fact that the information economy was emerging in steel mills in the 1960s and 1970s, 20 years before it became a common term for society as a whole. As volumes increased and downstream technology developed, computerization and shop floor skills evolved and the Japanese steel industry became the reference point for best work practices around the world. A whole new perspective developed about the steel mill and technical innovation. The approach that dominated the first 75 years of 20th century steelmaking—that technical innovation would take place in specialized industrial laboratories of the German-Siemens model and then transferred to production facilities for implementation—was challenged. The production plant itself came to be seen as the site of, or at a minimum, a co-developer of new technologies.
None of the Japanese steel companies had ivory tower research laboratories or R&D sites. They all had their labs in close proximity to or literally inside their production plants. Interestingly, Dofasco which would become the most profitable North American steel producer, always kept its lab in the plant. However, this changed perspective on steel innovation involved more than just labs and production plants. The success of the Postwar Japanese steel industry was not simply a function of individual engineers, managers, and companies. The newer steel production innovations such as continuous annealing originated with teams of production workers on the shop floor and not with engineers and materials scientists.4
Steel Distribution and Fabrication
The third example of industrial organization change in steel came downstream with the associated subindustries in the steel supply chain.
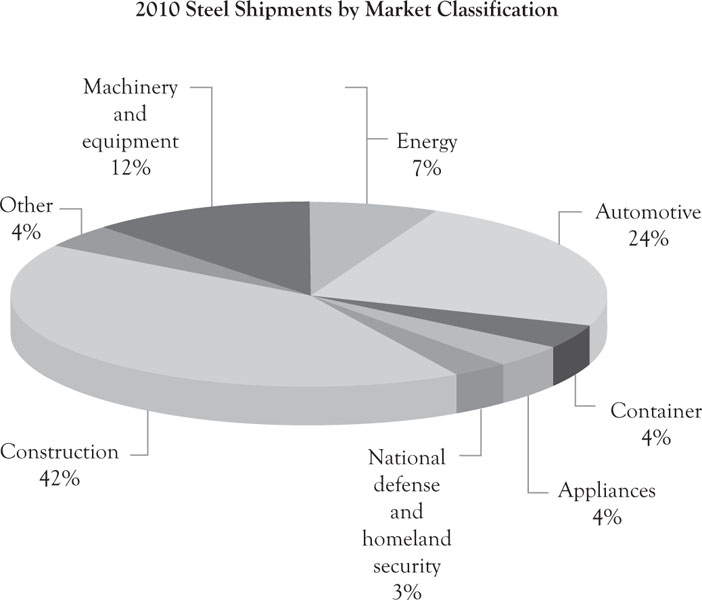
The Broader Steel Sector comprises the Primary Steel Producers (NAICS 3311), together with mills that produce pipe and tube or roll and draw iron and steel (NAICS 3312),1 and three industries that historically have been linked closely to Primary Steel Producers:
• Iron and Steel Foundries (NAICS 33151),
• Construction Fabricators (subcomponents of NAICS 3323) and,
• Metals Service Centres (NAICS 4162).
Metals Service Centres inventory and distribute semiprocessed steel products to downstream users of these products in the manufacturing and construction industries. Over the past two decades many Metals Service Centres have also taken on ‘finishing functions’ which were previously carried out by the Primary Steel Producers. Examples are: sawing, shearing or cutting basic steel shapes into standard sizes, rolling basic steel shapes to produce angle products, drilling, threading, slotting, and painting. Metals Service Centres obtain steel from domestic producers, other NAFTA region producers and from off-shore sources. For many steel-using companies, their primary contact with the steel industry is through Metals Service Centres who also supply nonferrous metal products.
Foundries re-melt steel, cast the molten steel into specific shapes such as wheels for railway cars and automotive engine blocks and further finish the cast product by grinding, sanding, drilling, etc. Historically, many foundry operations were owned by Primary Steel Producers, though this is no longer the case in North America. While some foundries work solely with iron and steel, it is increasingly common for foundries to cast other metals, especially aluminium. Some foundries make their own molds for casting, while others purchase molds from specialized mold-making shops. Over the past decade, the majority of ferrous foundry operations in North America have closed or moved offshore.
Construction Fabricators comprise plants that fabricate plate work and structural products by cutting, punching, bending, shaping, and welding steel for use in the construction industry and in other heavy industries, notably the mining and energy sectors. Some companies that are considered Construction Fabricators also manufacture architectural iron and steel products, such as staircases. Construction fabricators are the principal channel through which structural steel products enter the construction market.
For the whole Steel Sector, a fundamentally new challenge has arisen in the change in the rhythms of steel-consuming industries. Steel mills, in their iron- and steelmaking departments, are still fundamentally batch-mode facilities, with an underlying imbalance in the production and scheduling cycle times with their two major consuming industries – manufacturing and construction. Delivery times for the ‘sweet spot’ in mill rolling schedules is 4–6 weeks. The best claim to do it in 30 days. Meanwhile delivery time in auto production schedules is 3–4 days and in construction fabrication it is 1–2 days.
This new time factor became a critical factor in industrial organization by re-distributing both functions across the industry. In addition to the normal impact of productivity gains over time, most of the “job loss” associated with primary steel mills has actually been a transfer of labor and functions to auxiliary industries because of the time factor.
Traditional processing functions like cutting coils and sheet into smaller “blanks” for manufacturers shifted to service centers. Distribution functions also moved away from the primary mills. Therefore much of the “loss” of the steel industry has been a redistribution within the larger steel cluster. It also called forth different business models in different parts of the steel supply chain.
Source: O’Grady & Warrian (2011).
Taken together, all these factors of shifting industrial organization have had an equal or greater impact on the steel industry and its companies that have the customary drivers of change—technology and trade.
Notes
1. Some pipe mills, rolling mills, and drawing mills are owned and operated by Primary Steel Producers. Other mills are independently operated. Mills that are operated by Primary Steel Producers are included in NAICS 3311. Mills that are operated independently are included in NAICS 3312.