If one accepts that we are moving into a knowledge-based economy then the challenges and opportunities for the steel industry turns on how it learns. The following chapter discusses this in three ways. First, how steel companies learn internally; in particular, how learning takes place on the shop floor by leveraging and enhancing the skills of the steel workforce.Second, given that steel is an intermediate product whose users now function in extended supply chains, what are the learning capabilities that take place in supply chains? Finally, how does steel position itself in the material competition of the future, especially in the major growth market for the future which is construction?
As discussed previously, there are now truly global steel corporations for the first time. What is the new corporate model? Steel and manufacturing are inseparable so their fate largely depends on whether we think that Manufacturing Matters. However, manufacturing itself is now dominated by global supply chains. Within the new collaborative, contingent supply chains, a company’s position and success ultimately turns on its learning capabilities.
What are the challenges and opportunities for steel companies going forward?
As the global steel industry finds its place in the new knowledge-based economy, the key variable will be who learns the best and the fastest?
Steel companies are already operating in the new, knowledge-based economy. In the past, being the lowest-cost producer was the key to success. For the future, cost competitiveness will be matched by steel executives’ need to build and operate steel companies that are learning organizations.
The problem is not that traditional steel companies don’t learn, but they learn only certain things and tend to learn only in one way. It is closely related to how they are organized. Companies also need to learn from their customer bases in new way. Beyond the technical logistics of supply chains, there is the imperative to actively manage the learning capabilities of the firm.
New Steel Company Knowledge Management
Strategies
As discussed previously, innovation in steel production technologies has always been. Current steel executives say that for the next decade technological change will be incremental, rather than transformative. No step-function increases in productivity are anticipated. For these reasons, incremental improvement strategies on the shop floor will preoccupy management.
The demographics of the steel industry workforce are heavily skewed to the right end of the age distribution. Having virtually no new hiring for an extended period of time has now created an urgent need to renew the work force.
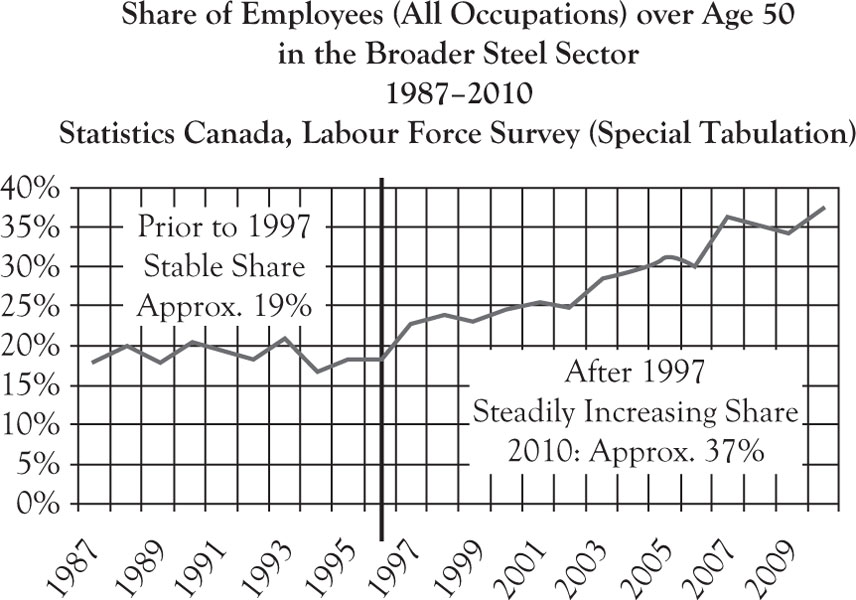
Source: O’Grady & Warrian (2011).
The immediate challenge which keeps steel HR managers up at night is what they identify as the Knowledge Transfer problem1
The skills and knowledge of shop floor workers is rapidly exiting, and production will be compromised as a result. In an actual case, a large steel mill, which is presently managing the exit of 150 employees per year, will come to a standstill if the number jumps to 300. Currently, three times that number are entitled to leave under the pension plan provisions. All steel companies are therefore engaged in major attempts to capture, transfer, and manage the tacit knowledge of production their blue collar work forces have accumulated over the years.
How they do this varies significantly by company and product market objectives. As described below, among the competing approaches is one that seeks to engage production workers at the microeconomic level to reinvigorate continuous improvement. The other is an attempt to capture, codify, and apply workers knowledge in a single standardized global industrial system.
Workers who are over 50—especially lead operators and skilled trades—have acquired knowledge about the production process and the maintenance of machinery and equipment, which is typically undocumented. Transferring this tacit knowledge smoothly and efficiently to new hires is important for maintaining high levels of effective utilization of machinery and equipment. Indeed, for managers, failure to transfer tacit skills and knowledge efficiently could jeopardize effective productivity levels. Given that access to capital and new technology are both dependent on meeting international benchmarking standards, it is strategically important that local steel managers succeed in meeting the knowledge transfer challenge. It is noteworthy that one senior executive in the industry reported that 10% of the company’s work force was now engaged in documenting work processes for knowledge transfer purposes.
On the shop floor, two trends will alter the skill requirements of production workers. The first of these is the application of “continuous improvement” (kaizen) to the steel industry. Continuous improvement, as it was pioneered in the Japanese auto industry, is the opposite of traditional steel top-down, engineering-based productivity strategies. In fact, one of the leading steel companies is planning to withdraw all of its engineering staff from the primary steel departments and replace them with community college graduates and production work teams assisted by a new visual management system. This is as big an HR bet as an integrated steelmaker can place.
Continuous improvement in steel seeks cumulative gains in energy use, productivity, and quality from incremental improvements that originate as shop floor initiatives or shop-floor experiments. Studies of companies that have endeavored to implement a “continuous improvement” strategy stress the change in attitude that is required, on the part of both managers and shop-floor workers, for implementation to be successful. Closely linked to the implementation of “continuous improvement” strategies is a flattening of job hierarchies and an expansion of scope within jobs. Narrowly defined jobs do not align well with a “continuous improvement” strategy. All of these developments are challenging the architecture of the CWS system.
The second trend that will incrementally change the skill requirements of production workers is the increased application of information technologies to every aspect of the production process. At the “finishing” end of the steelmaking process, automation will reduce labor requirements and also may reduce reliance on some of the tacit skills that have been accumulated by production workers. At the “front” end of the steelmaking process, automation will increase skill requirements. Over the course of the next 10 years, increased reliance on sensors and computer control systems will make basic computer literacy an essential skill for the majority of steel production workers.
The following are two case studies that illustrate the different approaches steel companies are using to these problems. Eurofer is a large European steel producer. Metallos is an international producer of energy industry products.
Eurofer Case: Kaizen in Steel
Toyota is credited with introducing the “kaizen” or “continuous improvement” strategy into the global manufacturing industry. The process seeks ongoing, incremental improvements in productivity through plant floor problem solving. The “kaizen” approach to productivity improvement reflects its auto industry origins where production processes are initially overengineered and then progressively modified to maximize efficiency by reducing cycle times. There is no simple port over of this approach to a steel plant where engineering decisions have long-term consequences. Nevertheless, the philosophy of “kaizen”—which achieves results through the cumulative impact of small changes—has become central to management strategy in the primary steel industry. The adoption of a continuous improvement strategy is also consistent with the increased emphasis on plant-level, process optimization as the primary focus of R&D efforts and with the application of international benchmarking norms. The adoption of a continuous improvement strategy to achieve long-term, incremental improvements in efficiency has broad implications for work organization and supervisory styles.
All aspects of production, distribution, and management in manufacturing industries are being affected by the adoption of information and communications technologies inputs into the manufacturing sector as a whole. Over the past decade, the merger of information and communications technology now usually called ICT increasingly dominated capital inputs. These trends suggest that the skill profile of the overwhelming majority of occupations will be affected by investments in ICT technologies. This has implications for both occupational skills as well as underscoring the importance of essential skills, for example, reading communications, numeracy, computer literacy, that are a prerequisite to ICT skills.
Eurofer is adopting “Total Productive Maintenance” (TPM) as their principal strategy to achieve and maintain optimal utilization of machinery and equipment. In TPM, a machine operator or team carries out many, and sometimes all, of the routine maintenance tasks. TPM increases the autonomy of equipment operators and operation teams. The objective is to reduce equipment down-time by carrying out regular preventive maintenance. TPM is sometimes linked with the “5-S” philosophy of good maintenance: sort, set in order, systematic cleaning, standardize, and sustain the discipline. The premise of TPM is that machine operators develop tacit knowledge through active management of the machinery with which they work. TPM has important implications for upgrading the skill requirements and responsibilities of equipment operators and for introducing flexible work structures.
In the primary production departments, Eurofer is implementing a visual management. The whole workplace will be set up with signs, labels, color-coded markings, monitors, and so on. Through these visual indicators, anyone unfamiliar with the process can, in a matter of minutes, know what is going on and whether it is being done properly. Visual management is linked to both TPM and continuous improvement.
Automation may change the skills set at the base level in the front end of the mill. At the finishing end of the mill, automation is generally equivalent to other types of manufacturing, like autos. The most important shift will be into a “visual management system” on the shop floor level.
We intend to drive process improvement from the shop floor. It is a problem solving methodology from Kaizen and leading approaches to training. It requires a mindset change. But it will not be the same in steel as in auto.
Eurofer HR Manager
Clearly this is a major change to the traditional culture of the shop floor in steel. Most interesting will be how the system unfolds in comparison to other examples such as automotive.
Metallos Case: Structured Learning and a Corporate University
The first corporate university was the General Motors Institute (GMI), founded in 1919 as the School of Automotive Trades. GMI provided certification in automotive engineering and also offered degrees in applied sciences and in management tailored to the automotive industry. In 1982, GMI became a private and independent college. In 1997 GMI changed its name to Kettering University. Over the past 20 years, there is evidence of a significant acceleration of the corporate university phenomenon. In 1988, there were 400 corporate training institutions in North America. By 2007, on a worldwide basis, there were approximately 4,000 corporate universities. Corporate universities, also termed academies, institutes, learning centres, or colleges, are established by companies to design and deliver advanced training to their employees and sometimes to their suppliers or users of their products. The substantial investment that goes into these institutions ensures that management is continually aligning training to both the current and long-term human capital needs of the company.
In the steel industry, the leader in establishing and operating a corporate university is Metallos. Many corporate universities restrict their training to middle and upper management, as for instance does Eurofer. Metallos includes the trades and production workers. It’s reach is significantly broader, including a wide range of technical and administrative training. Metallos University also plays a key role in the company’s overall knowledge management strategy. Ironically, in some respects, this new system is similar in its unitary assumptions with the foundations of the CWS system in the 1940s.
Metallos University consists of six schools—industrial, commercial, finance and administration, management, IT, and technical. All training, including training that is delivered to new employees, is designed by Metallos University. It is unique in that only a small minority of corporate universities offers trades, operator, and technical training. For example, at Metallos University, there are currently more than 30 training plans for mill operators.
Development Plans for Operators and Trades at Metallos (Examples of Job Families)
|
Operations |
Maintenance |
Operations support |
|
Steel Making Heat Treatment Finishing Forming and Welding Cold Drawn Automotive |
Maintenance vehicles workshop Maintenance—Mechanic/Hydraulic Maintenance electric workshop Maintenance electronic labs Maintenance mechanic assembly workshop |
Scrap Equipment Logistics and Warehouse |
Training plans are assigned by job families. Each subjob family has five development levels, which represent different levels of skill depth and breadth. After completing an apprenticeship, a tradesperson typically commences at level four. Unskilled workers start at level one.
In addition to its courses, Metallos also delivers highly structured on-the-job training. It is seen as the cornerstone of the intergenerational knowledge transfer strategy. It is purposefully structured to transfer knowledge through practical experience. The strategy also includes training experienced workers to be tutors.
A new employee will go through three stages of on-the-job training:
Job-shadowing an experienced worker. The time spent shadowing varies, depending on the complexity of the job, safety considerations, and risks to quality.
Performing the job under full supervision, 100% of the time. Supervision is given either by a trainer or by a knowledgeable mentor assigned to the new worker.
Performing the job with part-time supervision. The trainees are identified by a band or sticker so everyone on the floor knows who is in training.
As a model for its trades, operator, and technical training, Metallos University looked to Caterpillar University, which has a long history of designing and delivering training to its hourly employees. Caterpillar University remains an important reference point.
Training plans for hourly workers and curricula for salaried employees are developed by Metallos University trainers and experts, using validated best practices as a starting point. Best practices are then distilled into courses and training plans. Further validation occurs through feedback on courses. On an annual basis, Metallos University brings together the supervisors of workers who attended courses. These supervisors are asked what changes were observed in the workplace (whether behavioral, technical, or involving efficiency gains or better awareness around safety). These focus group results serve to further modify and improve courses, which are then provided in the following year.
Metallos University fosters the development of “expertise communities.” The knowledge management literature refers to these as “communities of practice.” The purpose of these communities of practice is to refine knowledge and accelerate its transfer. Metallos’ expertise communities are an adaptation of similar networks introduced by Caterpillar University, which is a benchmark comparator. Also, IBM uses communities of practice as part of its knowledge management strategy. Both Caterpillar and IBM open their communities of practice to suppliers but not to their production employees. Metallos is seeking to expand its “expertise communities” in three areas: maintenance, health and safety, and the environment.
Steel and the Customer Base
Knowledge transfer within and between economic sectors has been identified by economic geographers of innovation as being the key to why some industrial sectors and regions perform above average in revenues, employment and growth over time.
The primary sources of innovation in the steel economy are application of preexisting primary knowledge or application development of technology derived from international networks, that is, global pipelines. This is a classic case of synthetic knowledge transfer.
For steel companies, this means interaction with their manufacturing customers who themselves have undergone qualitative changes through insertion in global supply chains.
In a modern economy, steel and manufacturing have been merged. It is not possible to talk about one without the other. Further, manufacturing has been transformed by global supply chains. The changing nature and dynamics of manufacturing are critical to understanding how knowledge networks operate in the steel industry. They are prime movers in shifting the boundaries of the local industrial economy and a major source of interaction between local and nonlocal actors.
Why study knowledge networks in manufacturing firms? The answer is that they are vital to the future of manufacturing. It is now widely acknowledge that manufacturing, and manufacturing industries across developed countries are now intimately immersed in global supply chains. As the latest scholarship in the area2 suggests, a firm’s position and functioning within global supply chains turns on its learning capabilities. In this sense, the manufacturing economy and the knowledge economy are one.
Manufacturing supply chains and specifically OEM–Supplier relationships have undergone a constant evolution. The classic industrial supply chain was the arm’s length market relationship, usually associated with General Motors in its heyday. The job of the supplier firm was simply to meet contract requirements for specified parts and components. The Japanese auto manufacturing revolution brought Toyotism, an integrated, though captive, supplier relationship where there is joint development of design, manufacturing, and quality functions shared between OEM and supplier. This model now dominates across the auto industry and is being copied by other major manufacturing OEMs.
Contract manufacturing takes place at the other end of the spectrum, where design and manufacturing are completely split. The supplier takes on the manufacturing and assembly functions as agreed with the OEM. There are examples in North America, but the classic cases are in Asia, in particular, Taiwan.
Relational contracting is a more integrated form of relationship in which OEM and Supplier form long-term relationships and plan future developments. However, it runs the risk of exclusivity and possible loss of sole sourced contracts.
Industrial studies academics identify Sustained Contingent Collaborative (SCC) as the norm for manufacturing supply chains going forward. In it, OEM and Supplier have close and mutually dependent relations around design, quality, and manufacturing. Both labor under the unrelenting pressure of continuous cost reduction pressures and the need to constantly innovate.
For these reasons, SCC is fundamentally a learning-based process.
A key finding of the research on knowledge networks in auto, steel, and advanced manufacturing was that the innovation that occurs within a sector is greatly determined by how that industry is structured. Factors such as the nature of supplier relationships, the ownership pattern of the industry, and the nature of the product itself play a large role in determining how new products and services are developed and in how R&D resources are allocated. It is striking how differently the innovations within different industries are created and then diffused.
The automotive sector’s innovation is entirely dictated by a firm’s place in the supply chain. The OEM firms come up with the overall design of a new model and create specifications that they require their part suppliers to fill. However, significant design does take place at the Tier 1 supplier level. The large Tier 1 suppliers have the resources to engage in forward thinking innovations that will allow them to anticipate the OEM’s future directions and push technology forward. Innovation also is involved in the automotive sector through the materials providers. While plastic manufacturers and steel mills are not directly involved in the tiering system, the creation of new plastics and steels are integral to making lighter and more efficient cars.
Within the steel sector the consolidation of the industry has resulted in great changes in knowledge flows. Local steel mills have integrated vertically and access information as available within their parent companies’ global network. As previously discussed, most “product” innovation in steel takes place in the basic metallurgy of its internal processes. Process and product innovation incubate together in the melt shop. But, steel customers from automotive to construction because they tend to view steel as a commodity, the steel customer base limits, to some extent, the sector’s ability to develop new products.