Sustainability and Its Application Within Engineering Design
Abstract
This chapter contains the core arguments of the book I terms of the integration of sustainability into the design process. Having outlined briefly the core arguments of sustainability, the hierarchy of end-of-life disposal and open and closed material cycles, it then posits the central argument of the book that the design function is responsible for improving sustainability in an engineered product or machine. It then goes on to detail the elements of the Sustainable Life Value, by which the sustainability impact may be measured.
3.1 What Is Sustainability?
In 1983 the U.N. General Assembly became aware of a heavy deterioration of the human environment and the natural resources that the human race required to survive. It fell upon Javier Perez de Cuellar, Secretary General of the United Nations, to create a commission to investigate aspects of sustainability for the whole world. The commission’s brief was to rally countries to work and pursue sustainable development together. The result of this initiative was that the Brundtland Commission was quickly established, led by Gro Harlem Bdtland, the former prime minister of Norway.
In 1987 Brundtland published the first part of the Brundtland Commission Report, entitled “Our Common Future” [5]. The report was wide ranging, researching and interviewing politicians, industrialists, academics, nongovernmental organizations (NGOs), the general public, and anyone who wanted to contribute to the findings. The report’s findings extended through many diverse areas of sustainability and the impact of humans on ecosystem Earth, highlighting the result of a depleted ecosystem on humankind. The areas of interest can be summarized as the three main pillars of sustainable development: economic growth, environmental protection, and social equality.
More important, the Brundtland Commission defined sustainability as follows:
Sustainable development is development that meets the needs of the present without compromising the ability of future generations to meet their own needs.
The report contains two key concepts:
• The concept of needs—in particular, the essential needs of the world’s poor, to which overriding priority should be given
• The idea of limitations imposed by the state of technology and social organization on the environment’s ability to meet present and future needs
The concept of needs is really a geopolitical requirement and is very valid. From the engineering design discipline point of view, the second concept is very relevant and should be in the back of every designer’s mind when he or she is creating new products. The statement highlights the fact that Earth has a limited capacity to support an ever-expanding human race with all its technology and social systems.
After considering the definition of sustainability and then realizing that ecosystem Earth has limitations, the question should be asked: Is sustainability achievable?
To answer this question, perhaps a slightly different definition of sustainability should be considered: True sustainability is development and use of products and services whereby zero resources are taken from the Earth.
3.2 Is Sustainability Achievable?
An unknown industrialist once said, “Everything costs money; everything has an environmental impact.” Any product development requires resources in terms of materials and the energy to manipulate those materials. It is certainly true that sustainability can be improved by recycling materials, reusing appliances, repairing components, and reducing material usage. These are known as the 4Rs, listed as follows:
• Recycle
• Reuse
• Repair
• Reduce
It is true that many people and institutions feel that by accommodating the 4Rs approach, they have done enough. Certainly adoption of the 4Rs assists sustainability massively, but it largely addresses the end of the life of a component or product, merely enabling materials to be reused in some way. The adoption of the 4R approach does not consider the environmental impact of a product prior to its end of life. Significantly, the extraction of raw material from the Earth, its manipulation in manufacture, and especially its use in the form of a product may contribute more to environmental impact than any strategy that could be adopted at the end of that product’s life.
The extraction of materials, their manipulation, their use, and their eventual disposal will always require energy. No matter what sustainable strategies are in place, the one single requirement that will always be needed is energy to extract and create the product. It is this energy that is and will prove to be the greatest need for future generations.
In humans’ ever-increasing quest for new products, there will always be a requirement for materials and there will always be a requirement for energy. Sustainable strategies may assist in reducing the environmental impact, but the reality exists that it may never be possible to achieve true sustainability where there are no new resources extracted from the Earth. Appropriate sustainable strategies may help us come close to attaining the sustainable “Holy Grail,” however.
Open and closed cycle loops
The current open-loop cycle described above and shown in Figure 3.1 is clearly not sustainable over the long-term. It fails to take account of issues associated with material resources or with the energy associated with transport of materials. Furthermore, it also fails to account for the end-of-life issues associated with a product.
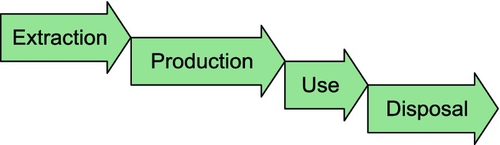
Figure 3.1Open-Loop Material Cycle [6]
The implication of the closed loop cycle indicated in Figure 3.2, is that materials (and some energy) embedded in a product can be partly or wholly used as raw materials for the next generation of product. Clearly, the closed loop system is in actuality only partly closed: like air conditioning systems, it requires input of fresh materials as an admix to the recycled or re-used ones, and produces waste in the form of materials and heat or carbon emissions. It is in the power of the designer radically to radically increase the recycled or re-used proportion of the mix.

Figure 3.2Closed-Loop Material Cycle [6]
The effects that the closed loop material cycle has on the environment will include:
• A reduction in materials use overall, leading to extension of the reserve life for key materials
• A reduction in materials going to land-fill
• A reduction in embedded energy and carbon as typically less energy is needed to refurbish or remanufacture than to manufacture from scratch
• A reduction in energy used for transport as refurbishment and repair tend to be local activities
3.3 Sustainability: Past and Present
Recent decades have shown an increase in awareness of environmental impact and the need for sustainability. This has been due to a larger awareness of the impact, brought about largely because the impact could be measured.
Until the Middle Ages, the impact on the planet of human infestation was fairly minimal, since no one used electricity or internal combustion engines. The advent of the Industrial Revolution in Europe and the United States began the need for more and more energy. In the beginning, mechanical power was generated from steam engines, which were used to drive farming machines, diggers, engineering machine tools, and entire mills in the steel, textile, and many other industries. These powerhouse machines spawned other industries, such as engineering, coal mining, and ship building. The prosperity of towns, and indeed countries, became dependent on steam power. All this power came at a price: pollution! Natural waterways became clogged with industrial slime and debris. The air around industrial centers became laden with soot and other unpleasant chemicals. Perhaps the term “dark Satanic mills” came to represent this pollution, though it seems that originally William Blake, in his poem “Jerusalem” (1804), intended to draw attention to Britain’s industrial might and its propensity for manufacturing weapons of war.
The pollution caused by steam power was tangible. Airborne smog and chemicals affected health and longevity of the population. A typical industrial landscape is shown in Plate 3.1.
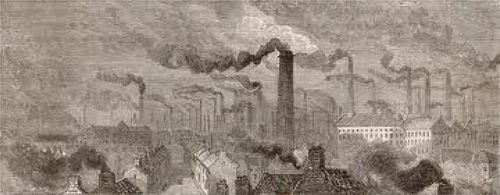
Plate 3.1Pollution in Manchester, U.K., Circa 1850 [1]
Electric motors and the internal combustion engine gradually replaced the steam engine, but it was the Clean Air Act in the United Kingdom (1956) and in the United States (1970) that reduced the air pollutants dramatically, forcing steam power into near oblivion.
The generation of energy through coal- and oil-powered power stations and through the use of the internal combustion engine created its own pollutants. These pollutants, such as carbon dioxide, carbon monoxide, nitrogen oxide, and sulfur, were more dangerous because they could not be seen. At the turn of the 21st century, millions of internal combustion engines burning fossil fuels (oil derivatives) were used daily worldwide. The emissions created enormous health problems in large urban areas, but perhaps more concerning was the increase in global warming, largely attributed to the increase in carbon dioxide in the atmosphere. Furthermore, polluting chemicals derived from the burning of fossil fuels have been shown to deplete the protective ozone layer in the stratosphere.
Measurements of these pollutants and their effects on Earth’s ecosystem have shown a definite deterioration. As the evidence mounted of human impact on global climate change, so did scientific, political, and popular concern. Although pollution was the original focus of environmental concern, measurement of the environmental impact has evolved and broadened the concern.
Sustainability generally deals with the causes of environmental impact rather than merely the results. The broad view of sustainability takes in many disciplines, including the built environment, geographic sciences, mechanical engineering, sociology, psychology, finance, and business.
Mechanical engineering, with allied disciplines such as electrical and chemical engineering, is at the forefront of new product development. As a society, humans have become reliant on appliances and other products. Every item we purchase is used and eventually discarded in some way. Each product has been designed and manufactured by artisans and engineers, and its production, use, and disposal naturally impact the environment. To apply longer-term sustainability, the design and manufacturing engineers will need to deliver the sustainable products; it is those individuals who have the knowledge and the opportunity to do so.
Individuals and companies often talk about sustainability, with little idea of how this can be achieved within their organizations. However, some individuals as well as organizations have embraced sustainability for many years and have become very successful. The real key to achieving sustainability is to educate and empower the majority of people and organizations to adopt practical approaches to sustainability in terms of mechanical engineering design.
Architects and builders have long been building sustainable structures. Even early man built dwellings that were self-sustaining. There are many modern examples of sustainability in the built environment. Perhaps some of the better ones can be found in the recycling of building materials. Plates 3.2 and 3.3 show the reuse of building materials applied to the Citadel Walls in Ankara, Turkey. This can perhaps be described as an overenthusiastic reuse of building materials.
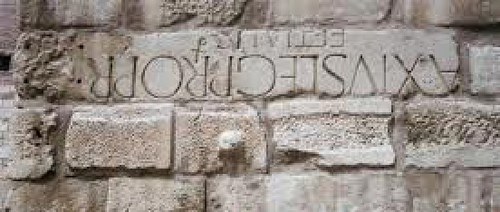
Plate 3.2Roman Lintel Reused in the Citadel Walls, Ankara, Turkey [1]

Plate 3.3Example of the Reused Byzantine Sculptures in the Citadel Walls, Ankara, Turkey [1]
The geophysical environment has also been actively enhanced in the application of sustainability projects. Beach groynes are an excellent example of sustainability of coastline. Plate 3.4 shows beach groynes on the beach near Bournemouth, United Kingdom. These wooden structures are built like fingers out into the sea and perpendicular to the shore, thus preventing long shore drift and preserving the shoreline.

Plate 3.4Beach Groynes, Bournemouth, U.K. [1]
Some excellent examples of sustainability can be found in mechanical engineering, but, it could be argued, in a limited sense and that not enough is being done, since most of the sustainability focus is applied to recycling.
Recycling of steel and other metals is well practiced, as is the recycling of some plastics. Steel recycling in the United States (see Figure 3.3) achieved some dizzying heights, reaching recycling rates of 103% in the early part of the 21st century [4], though averages were nearer 80%.
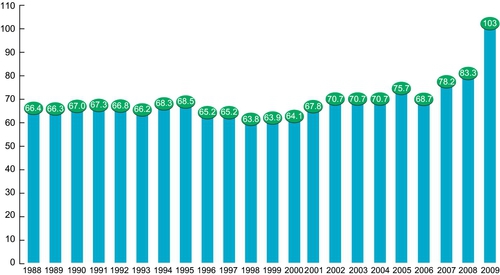
Figure 3.3Overall Steel Recycling Rates in the United States, 1988–2009 [3]
Vehicle manufacturers normally aim for 90% recycling of vehicles at the end of their lives. This includes plastics and other components. In the United States, steel recycling from vehicles reached rates of 121% of output in 2009, with averages close to 100% [4].
Vehicle manufacturers have also been attempting to design and manufacture the sustainable use of vehicles by optimizing new designs to reduce mass. Design optimization is a major tool in the sustainable design armory. For instance, a reduced-mass vehicle requires a smaller engine and smaller brakes, tires, and so on. Merely by reducing the overall mass, parts become smaller and fuel use is reduced, leading to fewer emissions.
Power plants have also been the target of design engineers’ creativity in the development of leaner internal combustion engines and, more specifically, hydrogen engines and electric vehicle drives.
Though there has been much foresight on the part of individuals and institutions to develop sustainably engineered products, the question has to be asked: Is this enough?
It is a fact that resources are still being stripped from the Earth at an alarming rate. Worldwide steel production was around 127.5 million tonnes in 2010 [5], with only around 70 million tonnes being recycled. Steel, however, is the world’s most recycled commodity. If design and manufacturing engineers are to have a conscience, the response to our question must be, We can do more!
Recycling is only one aspect of sustainability and generally pertains to the end of life of a product. Figure 3.3 shows the design and manufacturing sustainability model, which considers the whole life of a product rather than just the end of it.
Many global companies have sustainable policies in place, but each has its own approach and its own agenda. This is easy to understand when there is such a diversity of products and industries. There is a great need for a cohesive and coherent approach so that all designers can work toward similar goals and create a significant effect.
3.4 The Classic Design and Manufacture Model
The classic design and manufacture model shown in Figure 3.4 has been used for centuries. The designer receives the brief, creates the concept design, and converts the concept design into manufacturing drawings, which are then used by the manufacturing function to create the product.

Figure 3.4The Classic Design and Manufacture Model [1]
This particular model is used by many companies without thought to the source of the material, the energy used in manufacture, and during the products’ use. Furthermore, no consideration is given to the disposal of the product. Often the product is merely thrown into a bin or into land fill.
To order to apply sustainable techniques, the whole life of the product needs to be considered. This is within the purview of the designer. It is the designer who can:
• Specify the source of the raw material
• Specify the method of manufacture
• Create a product system that is environmentally friendly in use
• Design into the product a sustainably disposable set of components
It is the designer, therefore, that is the key to future sustainable products. It is therefore essential to change the mental attitude of the designer, as did Genichi Taguchi in the 1960s with his approach to quality manufacturing.
3.5 The Taguchi Approach to Quality Manufacturing
Genichi Taguchi was a manufacturing and statistical engineer who, in the 1960s, promoted theories relating to the quality of manufactured goods. He noticed that the quality of manufactured goods was usually left to the manufacturing craftsmen, which meant that every craftsperson was essentially building every product as a single item. This approach was time consuming and expensive. Taguchi suggested that quality could be specified at the design stage, before components were manufactured. He also recognized that to achieve designed-in quality, the mindset of the designers had to be changed.
As designers were eventually made more aware of the “new” design method, manufactured goods were produced in huge quantities and became more available at a lower cost and higher quality. Engineering designers created better components by introducing standards, tolerances, and precision machine tools, which led to large-quantity production methods. The Taguchi approach revolutionized batch production because it produced consistent quality during manufacture.
3.6 The Taguchi Analogy Applied to Sustainable Engineering Design
Taguchi suggested that quality should start with the designer. He should specify exactly how the product should be made and to set quality specifications. The manufacturers would adhere to these specifications so that a quality product should emerge.
The Taguchi analogy can be applied to sustainable engineering design (SED). Sustainability cannot be confined to individual elements of the product life process. It has to be considered at the very beginning of the design stage, and it is therefore within the realm of the designer to apply sustainability principles to the whole life of the product. It is now the designer’s responsibility to design sustainability into his or her new creations.
It is the designer who is key and who must envisage and design components using sustainable techniques, equipment, and methods.
It must be acknowledged that although some engineering designers have sustainability in the forefront of their design practice, the majority of engineering designers may only pay lip service to SED. To achieve true SED, the designer’s mindset has to be modified.
The engineering design process can no longer be related purely to cost and social benefits. The engineering design and manufacture process must now accommodate cost, social, and sustainability benefits.
A new design and manufacture model can now be formulated that combines the original design and manufacture model with sustainable elements, as shown in Figure 3.5.

Figure 3.5The Sustainable Engineering Design Whole-Life Model [1]
Only a few years ago, reduction in pollution was the watchword for environmentalists. This was a crude yardstick for what has now developed into sustainability. The term sustainability encompasses many disciplines, from farming to the creation of buildings, from protection of the natural environment to power generation. Within the engineering design discipline the approach to sustainability has evolved into a multifaceted one. The new model shown in Figure 3.3 now encompasses the whole engineering process, from sourcing of materials to disposal of the product at the end of its life. It is the whole-life-cycle approach.
3.7 Sustainable Sourcing (Ecosourcing)
The practice of sourcing material spans a vast area. It not only examines the extraction of raw material but also its transport. Sustainable sourcing could be from a certified source, as are some timbers, but may include sourcing recycled materials.
3.7.1 Transportation
It is inevitable that raw materials will almost always be hewn from the ground and then transported to the processing point using fossil fuels to provide the energy to propel the transporters. This practice often occurs over very long distances.
The current common practice is for Western organizations to source products in the Western Pacific Rim: China, Japan, and Korea. This is largely done on the basis of reduced cost, since the cost of labor is relatively lower in the Pacific Rim than in the West. When large quantities can be produced and freight containers can be filled, it is relatively cheaper to transport materials, even over long distances.
It should be remembered that the environmental impact of producing these goods is roughly similar in the Pacific Rim as it would be in the West. The real impact on the planet’s resources comes in the burning of fossil fuels used in the energy generated for transportation. Responsible sourcing would mean that designers would specify local suppliers, thus reducing the environmental impact of transporting goods over long distances. An added benefit is that local industries would thrive.
Some commodities have to be transported since they are available only in another part of the world. In such cases the question would be, How can these goods be transported using sustainable methods? Before the advent of steam propulsion for ships, for example, only wind power was available. Wind power is 100% sustainable. In the modern era, perhaps sailing ships could be resurrected and employed, or perhaps modern sailing versions that used the natural elements for propulsion could be used. This is no pipe dream.
Examples such as the MV Beluga (see Plate 3.5) have shown that the wind can be harnessed to provide part of the necessary propulsive power for large modern freighters. For example, Gerd Wessels of Wessels Reederei says, “There is enormous free wind-energy potential on the high seas. With Skysails [7] we can reduce energy by 30% on a good day, giving at least 15% annual fuel savings.” Flettner rotors [8], rotating sails, have also been fitted to freighters with some success.

Plate 3.5Skysails’ MV Beluga [6]
Similarly, Eco Marine Power [9] has designed solar-powered craft, from small ferries to freighters. Plate 3.6 shows a drawing of Eco Marine Power’s solar ferry Medaka. Critics may scoff at using sail or solar power for freight, but the question should be asked, What energy source would be used if there were no more fossil fuels? Smaller vessels such as the Medaka may be powered purely from solar-generated electricity. Large freighters currently use hybrid solar power and diesel, the solar energy contributing approximately 20% to 30% of the total energy required to drive the ship.

Plate 3.6Solar Power Ferry Medaka [9] Eco Marine Power: 2012: http://www.ecomarinepower.com/en/solar-ferry-medaka
3.7.2 Techniques
Techniques could be changed to accommodate processes that gave a sustainable benefit over current techniques. A recent emergent technology is that of rapid prototyping, which has grown alongside the development of 3-D computer models and has usually been associated with the 3-D printing of actual-sized plastic models.
New techniques in this area are those that create 3-D components using laser-fused metal powders. This technique effectively reduces time to manufacture and reduces transport costs and environmental impact to almost zero, since the component can be formed with no waste at the assembly plant.
3.7.3 Managed Sources
All raw materials should be labeled with a sustainable source value (SSV). The main feature of an SSV label would be to inform the designer of the environmental cost of the raw material. This may at first appear to be expensive and complicated, but the system already exists in the form of managed exotic timber, which carries a certificate of authenticity of sustainable sourcing. In the design of street furniture (external seating), local U.K. governing authorities generally have a policy of specifying that the timber for a seating element (usually Iroko) is sourced sustainably. This guarantee is certificated and shows where the timber was grown and how it will be sustainably replaced. With such a system in place for other materials such as steel, designers could select a material according to its sustainable impact.
3.7.4 Material Flow Systems: Open and Closed Loop
This concept, introduced in the 1990s, is now being embraced by, among others, the European Union (EU). Joke Schauvlike [10], President of the EU Environmental Council, is of the opinion that “We must deal with our materials, and with our energy, more efficiently. At the end of their life we must be able to reuse materials as new raw materials. This is called completing the cycle.” This approach was discussed in economic and energy terms by Clift and Allwood in an article titled “Rethinking the Economy” [11].
It can be seen that the present linear design-manufacture systems model (see Figure 3.1) is not sustainable over the longer term because manufacturers take no account of the issues of raw material extraction and transport discussed previously, nor of the end-of-life issues once the product is no longer usable or is obsolete.
In the closed-loop material flow system model (see Figure 3.2), materials and components are recovered and reused, reducing material inputs and outputs as close to zero as possible. This produces a ladder of sustainable end-of-life disposal techniques, which, as we’ve seen, are commonly termed the 4Rs:
• Recycle
• Reuse
• Repair
• Reduce
The 4Rs will be dealt with in more detail in later pages; however, the use of recycled material in a new product can be considered as prudent sustainable sourcing of raw product.
3.7.5 Recycle
Recycling of end-of-life components and materials has, in some quarters, been a way of life for thousands of years. Throughout the world peasants have built their houses with building materials appropriated from ruined castle walls. In the modern era, many products are now recycled, and whole industries are being built on the recycling nature of many products. Older vehicles at the end of their life are stripped of their useful components before being crushed and resmelted. Various components taken off those vehicles are then resold. There is a thriving “breakers” business for breakers yards and, more recently, Internet sales of appropriate parts.
A great success story is that of recycled vehicle tires. The tires are retrieved from the vehicles and processed by stripping and granulating the remaining rubber. This material can then be reused in a diverse range of items, including speed humps (see Plate 3.7), children’s playground flooring, artificial tarmac for driveways, bullet-absorbing walls for firing ranges—the list is seemingly endless.

Plate 3.7A Typical Speed Hump Manufactured from Recycled Rubber Tires [12]
Other commodities that can be recycled include glass, cardboard, newspapers, plastic bottles, wood, rainwater, and horse manure. This list is not exhaustive, but it does show the diversity and possibility of recycled products.
3.7.6 Designers’ Duty
It is the duty and responsibility of the designer to source materials from sustainable sources, or at least from sources that have a reduced impact on the planet’s resources. This emphasis would reduce the SSV.
3.8 Design for Sustainable Manufacture (Sustainable Manufacture Value, or SMV)
The designer or design team is the entity that selects the manufacturing process. The designer can select processes, techniques, and materials. Industries differ in their manufacturing techniques and, indeed, in the materials they use. For example, the fabrication industry normally uses material that is black finished (hot rolled) mild steel and standard sections. Attachment methods are normally through electric arc welding and other welding variations. The machine tool industry, on the other hand, often combines cast-iron low-carbon and medium-carbon steel with high-precision machining methods. Designers in each of these industries are specialists who know intimately what can be achieved and how to achieve a particular design shape through the available manufacturing methods.
The formation of components has for centuries mostly relied on the removal of material to create a shape. This process results in a great deal of waste, both in material and in energy required to remove the material. Casting components defines the shape with much less waste, but even this process requires a great deal of energy to produce molten material and then machine to final size. Sometimes the energy-expensive process cannot be avoided, but the designer should fix his gaze on reducing energy and material waste. Focus should also be directed toward the selection of materials that can be processed easily and selection of manufacturing methods that are not energy hungry.
3.8.1 The Smart Factory
Sustainable manufacturing may be expanded beyond component manufacturing. Factories can improve their energy usage. Larger organizations are beginning to realize that the old methods of manufacturing in large factories can be a drain on the environment. In such factories, a great deal of energy is used, which is not only costly to the company, increasing product cost, but also is environmentally draining.
It is difficult to change the practices of an older factory; often this is not done because the task is so daunting. However, with the correct program in place, small changes can make a large difference over time. New build factories offer the opportunity of creating smart factories. For example, the department store chain Marks and Spencer commissioned a clothing manufacturer in Sri Lanka to build and renovate a £7 million factory along environmentally friendly guidelines [14].
Brandex, the largest Sri Lankan apparel exporter in 2007, converted a 30-year-old factory into an eco-friendly plant. The plant has reduced the company’s carbon footprint by 77%, from 2,076 metric tons to 494 metric tons. The plant has achieved its green credentials by applying the following techniques and systems:
• Skylights in the roof, which reduce the need for overhead lighting
• Light-emitting diode (LED) light systems (low-energy lights at each workstation), which further reduce the need for overhead lighting
• Water recycling, which makes water available for toilet flushing and for external irrigation; sewage treatment on-site using anaerobic digestion helps recycle water
• Rainwater harvesting makes up 15% of the recycled water
• Harvesting of biogas from anaerobic digestion of sewage creates enough gas to power the kitchen
• Waste recycling
• New-build used bricks made from stabilized earth (better insulation)
• Low-energy evaporative cooling systems replacing air conditioning, reducing energy requirements
It is estimated that the plant will be 40% more energy efficient than other factories and will use 50% less water.
3.8.1.1 Renault Tangiers Smart Factory [15] See Plate 3.8

Plate 3.8Renault Smart Factory, Tangiers, Morocco [15]
Renault has built a factory at Tangiers in Morocco that will reduce its carbon dioxide emissions by 98%. Operational from 2012, the plant has achieved these reductions by two main methods:
• Water recycling. There will be no water released into the natural environment.
• Electrical power is totally generated by renewable energy sources such as wind, solar power, and hydroelectricity.
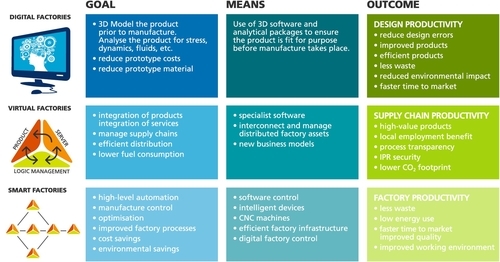
The main consideration thus far has been conservation of energy where energy may escape from buildings, but smart factories combine much more than just energy escape or use. The term smart factory is a global term referring to many of the smart practices that can contribute to sustainability in manufacturing. A smart factory actually encompasses three basic areas of sustainable manufacturing:
• Virtual factory
• Digital factory
• Smart factory
These three areas combine many aspects of sustainable energy use during the design and manufacturing process. The advent of computing technology has brought about more efficient and almost instantaneous communications. It is inevitable, therefore, that computer technology in its many forms has become the basis of a digital creation and management, ensuring that the process from inception of a design to the final distribution of a product is controlled using advanced computing technology. Computing technology provides the means to achieve some high-level goals, the main theme being high production, with more efficient overall management leading to energy efficiencies, which reduce the environmental impact.
Designs are concluded with near-complete prototypes on screen as 3-D images. This precludes the building of prototypes, with all the effort, cost, and material use that this process would normally require. Control of distribution reduces fuel and therefore reduces carbon emissions. Finally, control of the factory environment reduces environmental impact, with enhanced factory efficiency and improved manufacturing efficiency. The outline of the smart factory is shown in Figure 3.6.
3.8.1.2 Smart Factories
Figure 3.6 shows that smart factories of the future (and some of the present) aim for reduced waste, reduced energy, faster time to market, and better quality. These goals can be achieved through more automation as well as control and optimization of factory processes.
3.8.1.3 Virtual Factories
Factory efficiency can also be improved by good planning and good management. This is the virtual factory, the main essence of which is to manage supply chains and create value by integrating products and services. Should this be achieved, much of the trial and error of logistics and planning will be removed. Efficiencies will be gained by precise application of energy in terms of transport, combining products, and so on.
3.8.1.4 Digital Factories
The advent of 2-D CAD, 3-D CAD, and digital control for manufacturing has transformed manufacturing. It is now possible for a designer to create a 2-D image on specialist software, transform it into a 3-D model, perform stress and other analysis, and send it via wireless to a machine tool that will manufacture the component.
This is a far cry from the days before computers, when draftsman drew the image on paper, which was then sent through all the factory systems such as planning, purchasing, and production before it even reached the machine tool, where the operator then used his skills to manufacture the component.
In real terms the advent of the digital factory has improved quality, improved use of components, improved life of components, reduced cost, and made the time from conception to product very short.
Before computers, the concept-to-product time for a normal family car was perhaps five or six years. In today’s digital factory, using these specialist engineering software tools, it is now possible for a car to be complete only 12 months after its conception. The reason is that digital information can be shared across a company or even between companies so that the design of, say, an engine can be instantaneously shared with the designers of the vehicle body, thus keeping everyone informed and design work on the complicated engineering projects can be completed in parallel.
We can see that energy is the key to the healthy state of the human race on planet Earth. In view of the burgeoning human population, we are walking a tightrope in terms of providing enough energy while demand for it keeps increasing.
Some resources are diminishing, but other resources could be better used. In view of the difficulty of creating energy, it also makes sense to conserve as much energy as possible. This brings us back to the sustainability model and the sustainable life value (SLV), which encompasses the total energy used to create and use a product from sourcing the material to its eventual disposal.
It is therefore necessary for engineers to focus not only on creating energy from renewable sources but also conserving and storing energy.
The use of natural light, intelligent building management systems, recycled waste disposal, LED lighting, rainwater harvesting, and biowaste for the generation of biogas are all ways in which manufacturing plants can better their sustainable manufacturing value (SMV), which is a rating of manufactured products that use processes that minimize negative environmental impacts, conserve energy and natural resources, are safe for employees, communities, and consumers, and are economically sound. These achievements were implemented by the Brandex Group in Sri Lanka [13], which recently converted its 30-year-old factory to meet “green” factory standards. With this conversion, Brandex achieved 77% carbon emissions reduction and 46% energy use reduction.
Packaging reduction and the use of recycled materials are also major methods of improving the SMV. Mattel, the toy company, has for some time been instrumental in reducing the source fiber for its packaging and has reduced the amount of product packaging, thus not only saving on cost but improving the SMV.
3.9 Design for Sustainable Use (Sustainable Use Value, or SUV)
For certain classes of machinery and equipment, life as a working unit is arguably the element in the product’s life that has the most impact on sustainability. The energy used during this period therefore can be termed “Sustainable Use Value” or SUV.
In the field of construction equipment and road transport, the energy consumed by a machine in use during its lifetime far outweighs the energy consumed in its production. Large plant manufacturers, for example, have optimized the design of their machines over the years to use lean-burn diesels, minimizing engine size and emissions by using flywheels to reduce peak demand. This is the approach adopted by Caterpillar Industrial Power Systems under Chief Technology Officer and Vice President Gwenne Henricks. At the CEA Conference in 2011, Henricks clearly indicated that design for sustainable use and extended product life cycles is the key challenge facing the industry as it develops new products.
Similarly, emerging technologies have allowed radical improvements in electric car charging, reducing the use of relatively low-efficiency internal combustion engines, at least for short journeys. Future developments show great promise for electrically powered vehicles, with some analysts suggesting that this technology will replace the internal combustion engine in a few short years.
Designers have to take responsibility for the environmental impact of their equipment. The complete nonuse of fossil fuel power may not be practically achieved in the short term, but it may be significantly reduced. This can be done in several ways, as discussed in the following sections.
3.9.1 Design Optimization
One optimized aspect of vehicle design is that of reduced weight. Mechanical structures can be optimized for strength, buildings optimized to accommodate earthquake oscillations, ships optimized for speed through water, and so on.
Since the first fuel crisis in the 1970s, vehicle manufacturers have been optimizing the mass in their passenger vehicles. The reduction of mass in a passenger vehicle means that the engine can be small, the brakes can be smaller than usual, tire size can be reduced, and many other features required to move the mass can be diminished. The drive for this mass-losing optimization is to reduce fuel consumption, but the consequences mean that other elements are reduced, therefore reducing the environmental impact in manufacture and also during the vehicles useful life.
There are many modes of optimization. Again, taking a passenger vehicle as an example, town cars are optimized to carry passengers and have small-power engines but are maneuverable so that they can easily negotiate an urban environment. Because they generally travel at low speeds and carry multiple passengers, urban vehicles are optimized for short journeys and for carrying passengers. Conversely, a sports car is designed for speed, with a powerful engine, low-profile wheels, and a streamlined body shape so that it slips through the air. Both vehicles carry passengers but are optimized in different ways to achieve a different result in use.
Optimization can also be applied to achieve sustainable use in selecting appropriate power systems and methodology in use that improves the sustainable use value (SUV). In this case a large item of plant would perhaps use a lean-burn diesel engine that has been conditioned to reduce emissions. The engine may even burn biofuels, which generally tends to further reduce emissions.
3.9.2 Incorporate Equipment That Gives Back
Emerging and young technologies such as solar and wind power can easily be incorporated into many products. New-build houses, for instance, could incorporate solar panels (photovoltaic, or PV, panels) on their roofs. Vehicles could also be fitted with PV panels and make use of the air they disturb in traveling by incorporating micro wind generators.
3.9.3 Reduce Energy Use
There are many options for reducing energy use, some of which are discussed here. Design equipment that is lighter in weight allows the application of smaller power units. Specify lean-burn internal combustion power units. Wherever possible, use electric drives. As renewable power availability grows, electric drives will become the power source of the future. So far our examples have considered applying power plants, which use less energy, but we must not forget that conserving energy is just as important. Insulation against heat loss or even extraction of waste heat are excellent methods for improving efficiency. Excess heat can be converted to usable energy via a heat exchanger.
3.9.4 Use of Natural Energy
Energy is the driver for any usage process. It makes sense to use naturally generated power and low-energy solutions where possible. It is the designer’s responsibility to select the lowest-energy option and to design that option into new products, thereby improving the SUV. One of the many ways this could be done is by applying electrical drive units such as those in electrically powered vehicles and other transport vessels. Hydrogen engines, still in their infancy, have a zero impact on the environment and could become an alternative power source of the future.
3.9.5 Energy Storage
No matter how clever the application, it is inevitable that there will always be “take” from the environment. Therefore, devices have to be built with the capacity to generate energy for those processes that demand it. Some of these devices that actually generate energy are dealt with elsewhere; however, energy storage must be considered. Large chemical batteries are useful and efficient in use, though their manufacture and eventual disposal can take a heavy toll on natural resources.
An alternative to chemical storage is the use of kinetic energy storage devices. These devices are essentially flywheels that rotate at high speed, storing kinetic energy that can then be converted back through generators into usable electricity. Flywheel batteries can be very high-tech systems requiring a significant amount of manufacturing resource. Other systems can be low tech, made to normal engineering principles, which demand fewer resources from the environment for manufacture.
Whichever method is adopted, the resources used in its manufacture are given back during the use of the device. These storage devices are able to be charged when there is low demand and therefore available energy at, say, 4:00 in the morning. When there is high demand in the national electricity grid, say, at 7:00 in the evening, the role of the flywheel can be reversed so that it becomes a generator and energy can be introduced back into the electricity grid. This strategy smoothes out the electricity demand peak and reduces the necessity to generate electricity on demand, thus reducing resources required for generation.
In a slightly different application, a large bank of flywheel batteries could store the output from several power stations when demand is low and return it to the grid during high-demand periods. This scheme would mean that a quantity of flywheel batteries could actually eliminate a power station.
Batteries will also come into their own when high energy demand is required by a single user. A typical example is that of an aluminum-smelting foundry that uses enormous quantities of energy during the smelting process. A bank of flywheel batteries could absorb energy at times of low demand and inject it into the smelting system when operationally required.
The emerging technology of electrically powered vehicles requires not only infrastructure but also a quick means of recharging. A bank of flywheels in strategic locations would provide that means, perhaps domestically or while a customer is parked at the supermarket. Energy storage devices possess a very low SUV simply because the resources needed to create them are greater than compensated during the life of the device.
3.10 Design for Sustainable Maintenance (Sustainable Maintenance Value, or SMaV)
3.10.1 The Need for Maintenance
The aim of any designer striving to build sustainability into his/her products must be to extend the life of the product. This idea is quite controversial, since our throw-away society that developed during the 1960s entreated designers to build a finite life (design life) into their products. For instance, a washing machine will perhaps have a finite life of, say, three years. Manufacturers argue that if products last for extended periods, eventually the market will be saturated and there will be no more sales. Though this may happen in part, it is inconceivable that humanity will no longer require new appliances. Instead the emphasis will move toward maintaining existing equipment.
It is normal practice for high-value products to be designed with maintenance in mind. It would be inconceivable that a passenger vehicle or an aircraft would be discarded simply because it had developed a fault. Anyone who has ever owned a passenger vehicle will understand that scheduled maintenance is necessary to keep the vehicle running efficiently.
Internal combustion engines are able to be maintained by changing oil filters, spark plugs, and so on. Brakes are designed so that brake pads and shoes can be replaced. Even the drums and the discs can be removed and replaced. It is quite common to see vehicles still running after 20 or even 30 years. Often these vehicles are maintained by enthusiasts who support a thriving industry that revolves around the maintenance of elderly vehicles.
As the designer creates new products, it is his responsibility to design sustainability into them so that not only just high-value products can be maintained, but also the smaller, low-value products such as toasters, food mixers, and the plethora of small items the consumer would normally discard after they become faulty.
Some excellent examples of small sustainable products are shown below. In Plate 3.9; the Aldis projector is shown and the Dualit toaster is shown in Plate 3.10. Both these examples were originally subject to “accidental” sustainable engineering design. However, they correctly embrace sustainable design principles. It is significant, however, that Dualit is a thriving company with an approach to design that allows easy maintenance, which is very sustainable.

Plate 3.9Aldis Projector: Die-Cast Parts Allow Easy Maintenance [1]

Plate 3.10Dualit Toaster: Designed for Easy Maintenance [16]
The Aldis projector shown in Plate 3.9 was built during the 1950s, prior to the Plastics Revolution. The components are die-cast and fastened by screws. Though the projector may not have been designed and manufactured with sustainability in mind, it can nevertheless be taken apart completely so that components can be replaced, cleaned, and returned to service. This kind of construction can be extended to many other products so that maintenance is the first thing to consider when the device breaks down. The consumer’s mindset also needs to be changed since the current approach is to throw the product away when a part breaks.
The Dualit toaster shown in Plate 3.10 is part of a classic range of kitchen appliances that have been designed and built with ease of maintenance in mind. In 1946 Max Gort-Barton launched the first flip-sided toaster. From the beginning the original toaster and the range that followed were designed to be easily maintained and to impart a long life. Perhaps sustainability was not Max Gort-Barton’s original aim, but the brand has come to represent a long-lived, maintainable household product.
It is certainly true that with the Dualit range, when components wear out they can easily be replaced by the customer. This is true sustainability through maintenance. The toaster and the other products in the range possess a very large sustainable maintenance value (SMaV). SMaV is the energy used in maintaining the product but should be offset against the energy saved by extending the products’ life through maintenance.
Sustainable longevity derived from regular maintenance can be applied to many to engineered components. The water well rock-drilling machine shown in Figure 3.7 uses a rotation gearbox that slides up and down the mast as the drill string buries itself in the ground. The gearbox also pulls the drill string out of the ground after the hole has been drilled. At the top of the hole, very sharp abrasive debris is forced upward, hitting the underside of the rotation gearbox. The lower gearbox seal within the gearbox, as indicated in Figure 3.8, suffers accelerated wear due to the arduous conditions.
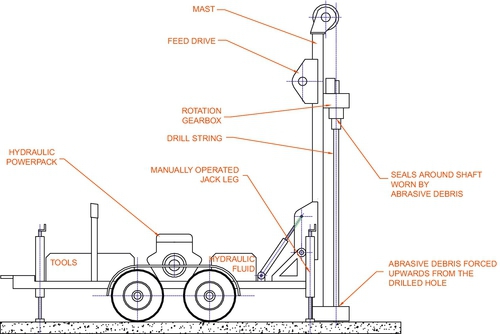
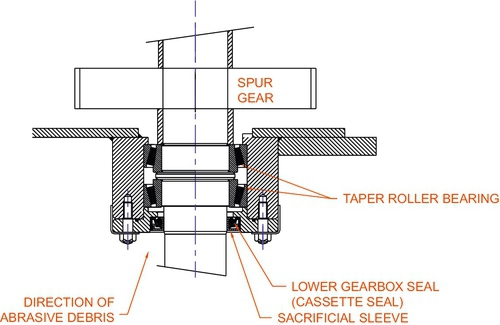
Figure 3.8Portion of Gearbox Showing Lower Gearbox Seal [1]
As the debris wears the seal, gearbox oil finds its way past the seal and, on mixing with the debris, forms a very abrasive paste that eats into the shaft, causing even more wear and further oil leakage. At this point the gearbox needs to be maintained by changing the seals and refurbishing the shaft. The damage caused to the shaft can be severe, and material normally needs to be deposited on the shaft at the contact point of the seal. The deposition, usually chrome, is then machined back to the correct size and the shaft replaced in the gearbox, along with new seals and fresh oil.
Often drilling operations occur in very remote areas, such as the African bush or perhaps high in the Himalayas. Maintenance is not easy in the field; therefore it has been known for drill crews to discard a leaky gearbox and replace it with a spare. Sometimes a gearbox is returned to a workshop, but this could be thousands of miles away. The solution would be to design a gearbox so that it could be maintained in the field. To this end the gearbox designers use a specialist cassette seal comprising a lip seal and a sacrificial sleeve arrangement, as shown in Figures 3.8 and 3.9.
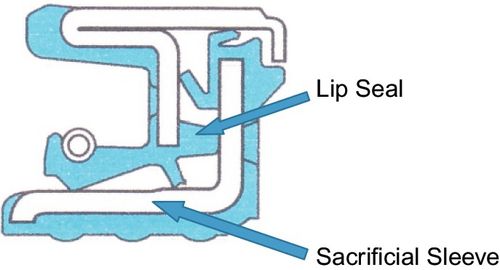
Figure 3.9Example of Cassette Seal Showing Sacrificial Sleeve [17]
The application of this specialist seal ensures that the gearbox can be stripped to its basic parts in the field. The cassette seal is merely replaced, since there is no damage to the shaft. Carrying a small seal as a spare saves a great deal of time, effort, and money. The most important aspect of this is that the gearbox can be maintained, prolonging its life and reducing the energy required for its transport and later refurbishment.
In this case a little thought on the part of the designer reduced environmental impact dramatically; prolonging the life of the gearbox reduced downtime and improved the serviceability of the whole drilling rig.
Gaskets are flat seals that follow the contours of a gearbox, allowing the fastening studs to protrude. These are expensive to produce, since the required tooling needs to be manufactured. Gaskets also do not travel well because they become creased and damaged. Gaskets can be used to seal rocker box covers on engines and gearbox lids plus many other low-temperature sealing applications.
Should the gearbox in our example need to be serviced in the field, it will require a new gasket between the gearbox lid and the gearbox body. Rather than use a fiber gasket, it is possible to use Polytetrafluoroethylene (PTFE) chord, which winds around the fastening studs and along the seal profile of the gearbox. When the lid is fitted and tightened, the PTFE chord squashes and spreads, forming a perfect seal. Just as the cassette seal can be easily carried by a service engineer, so can a roll of PTFE chord. As before, the use of PTFE chord is a small measure with huge consequences and savings, ensuring easier maintenance, especially in remote areas.
3.10.2 Lubrication
During the design of mechanical parts, a good deal of emphasis is placed on tolerances, surface finish, and seal and bearing selection, but often lubrication of the moving parts is left until last, almost as an afterthought. Lubrication is really “liquid engineering,” since without lubrication moving parts would quickly become hot and seize. The introduction of not only the correct lubricant but also the lubricant delivery system could prove to be one of the most important elements of a working machine.
Wind generators are often situated on hilltops or out at sea in very arduous conditions. Designers aim for a 20-year life span, but one of the acknowledged weak points in any wind generator is the bearing system of the turbine shaft.
A bearing failure may be catastrophic for the wind turbine, since the generated heat could create a fire, endangering the whole machine, sometimes with spectacular results, as shown in Plate 3.11.

Plate 3.11Wind Turbine Fire [19]
Failure within the turbine nacelle may be due to several reasons, from electrical failure to mechanical failure of moving parts.
Bearing companies have devoted a great deal of effort to producing long-life bearing systems, but equally important is the lubricant. Typically this lubricant is a form of grease application or a recirculating oil system. Specialist lubricants have been developed after much research so that they will perform no matter what the environmental or loading conditions. The consequences of a bearing or lubricant failure are that the whole nacelle has to be dismantled. This is no easy task and can become very costly, especially when the nacelle is 30 m off the ground and out at sea. The obvious answer is to provide longevity in terms of good design, correct selection of components, a easy maintenance and an efficient lubrication regime.
3.11 Design for Sustainable Disposal (Sustainable Disposal Value, or SDV)
The designer is the creator of the product and has the influence to create a sustainably friendly disposal technique. In the past the designer’s mindset has always been to reduce cost, but he/she should now refocus slightly on sustainable disposal. There are several ways that a product at the end of its life may be used or disposed of in a sustainable way. As we mentioned before, sustainable end-of life disposal techniques are commonly termed the 4Rs:
• Recycle
• Repair
• Reuse
• Reduce
Many of the 4R components overlap. For instance, when a product is to be reused, it would normally have to be refurbished to bring it back up to near its original condition. Repair may also involve some refurbishment, as do some forms of recycling.
3.11.1 Recycling
Thus far the material sourcing that we have considered has been from an original source. However, this need not be the case, since materials can be garnered from several other sources, perhaps the most obvious being from recycled materials.
Much of the procedure for recycling involves taking in end-of-life products, extracting similar materials, and reforming them into raw materials that can be used in place of the original materials in a remanufacturing process. Vehicle tires are an excellent example in that the rubber is granulated and used in forming various rubber products, including soft flooring for playgrounds and road speed bumps.
As we have seen, some materials, such as building materials, have been a recycled source for thousands of years. In more recent years steel has been successfully recycled and is now the world’s most recycled material. There has also been a surge in the variety and diversity of recycled materials. These include shoes and clothes, electrical appliances, glass, nonferrous metals, and vehicle tires. It is estimated that up to 90% of discarded items and products [18] can be recycled or reused.
Many processes in manufacturing would require fewer raw materials. Unfortunately, recycled materials are often a mixture of similar materials, which presents difficulties in remanufacturing since impurities or various material types may threaten product quality. The recycling of glass is quite common, and it is relatively easy to recycle; however, recycled glass arrives at the recycling plant as broken shards but in many colors such as brown, blue, green, and clear. This colored glass cannot be mixed when the end product is required to be a clear glass bottle.
This mixture of materials highlights the main problem with recycling in that materials are mixtures of similar products rather than pure. Separating the parts of the recycled mixture is often achieved by hand and is obviously labor-intensive. Some inventive companies have created products that can be produced from a mixture of similar materials. Excellent examples of such products are:
• Plastic roof tiles from a variety of recycled plastic types, e.g., polypropylene, polyethylene, acrylonitrile butadiene styrene (ABS), etc.
• Simulated wooden planks made from a variety of recycled plastics and used as seating planks in street furniture
• Paving stones manufactured from multiple colors of granulated glass
Materials gleaned from recycling processes are less costly and use less energy than the original source materials. The use of recycled materials also means there is reduced extraction of original materials, thereby cultivating sustainability. The practice of recycling also creates a local economy, since recycling of materials can take place and be processed locally.
3.11.2 Repair and Refurbish
Die-cast components and products were the norm in the 1950s. Items were held together with screws and could be dismantled and repaired. During the early 1960s, the use of plastics became popular for toys, kitchen implements, garden tools, household devices, and many other products. These were normally “snap-together” items and were almost impossible to dismantle without breaking the product and hence rendering them difficult to repair. This era was the beginning of the “throw-away society.” The mindset of “throw away and buy another” has to some extent started to turn toward “refurbish and reuse,” but a large shift in the mindsets of both designers and consumers is still required to make this attitude pervasive.
Refurbishment means that a product is not thrown away but restored so that the product’s life can be extended. Economic recessions are great events for focusing both consumers’ and manufacturers’ minds on reducing costs. Rather than companies buying new equipment after discarding old products, economic recessions tend to focus companies on refurbishing components.
During a recent recession in the United Kingdom, the civil engineering industry suffered greatly. New housing construction and large civil engineering projects were cancelled. This had a rippling effect among equipment suppliers to the industry. A West Yorkshire (U.K.) manufacturer of brick and block crane attachments (HE & A Limited) found a lucrative market in refurbishing equipment and supplying spares as the new-equipment market evaporated. Plate 3.12 shows a typical brick/block crane attachment.

Plate 3.12Brick/Block Clamp [20]
This is a product that has been manufactured for several years with no real consideration for sustainability or refurbishment. The company created a new design of brick/block clamp that was designed specifically with refurbishment in mind. The clamp may be welded if it breaks and components replaced when worn. It can be restored to a working product with much less energy input and with a much smaller impact on environmental resources than the manufacture of a new product. This is an excellent example of refurbishment, giving an extended life and providing a very low sustainable disposal value (SDV). Sustainable Disposal Value is the energy required to dispose of the product and should be offset against the energy saved by avoiding the procurement of new raw material.
An excellent example of repair is that of motorcycles used in India and Pakistan. In these countries the favored individual transport is the 70 cc or 100 cc motorcycle, shown in Plate 3.13.

Plate 3.1370 cc Motorcycle [1]
Here the designers have taken the initiative and designed a vehicle with a low-resource-impact value. These motorcycles are designed with simple parts, low cost, ease of repair, and relatively low impact on resources when manufactured and also a low impact in use. They can be refurbished and repaired as long as parts are available. It is a simple task to remove the faulty parts since the product has been designed for easy maintenance. This is an excellent example of cost-led sustainability, or conversely, an example of sustainability driving costs down. Since these motorcycles can be repaired, refurbished, and maintained, the life of the vehicle is almost infinite and provides a very high SUV and a very high SDV.
3.11.3 Reuse and Refurbish
Reused and refurbished products and materials use less energy in restoration than if the same material had been extracted fresh from the earth. Designing machinery and equipment such that it can be repaired and refurbished gradually became less common as companies sought to save on costs by reducing the labor content and by moving production to cheaper labor sources. This mindset developed into the throw-away society. Indeed, much of design thinking is set to give the product a finite life so that when the user deems that the product is obsolete, he just throws it away. In this way manufacturers ensure that newer versions of their products are always in demand.
As Dr. Walter R. Stahel of the Product Life Institute in Geneva, Switzerland, has said, “It is our contention that legislation, lobby pressure and tax-based initiatives will drive a resurgence in equipment designed for ease of refurbishment and reuse, and that forward-thinking producers will use a positive marketing message similar to campaigns such as Fair Trade to begin to place a premium on sustainably designed products.” Stahel explores how moving from disposable products to service, refurbishment, and repair delivery could lead to restructuring of a post-industrial economy.
Energy use would partly be substituted by mainly skilled labor as repaired products and recycled materials would create substitutes for primary material. Activities that are labor- rather than capital-intensive are less subject to the economies of scale that characterize the chemical and material industries. Thus Stahel’s concept of the performance economy also embraces enhancement of a local economy and the maxim, “Do not repair what is not broken, do not remanufacture something that can be repaired, do not recycle a product that can be remanufactured.”
Stahel’s concept introduces a hierarchy of end-of-life actions that designers should now consider when designing a new product. The flow diagram shown in Figure 3.10 indicates each level of the hierarchy.
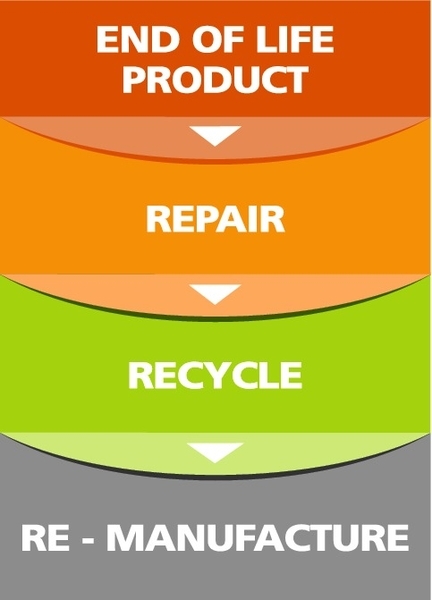
Figure 3.10Hierarchy of End-of-Life Actions [1]
Stahel’s concept, though excellent, is not detailed enough to be practical. Consideration needs to be made as to the type of product, the material, and its value. Though sustainability has to be in the forefront of designers’ minds, they cannot ignore cost, and to refurbish low-value items may be commercially unviable.
Some components such as bearings and seals are sacrificial. They are in place to protect the high-value components such as shafts, and upon maintenance or refurbishment these particular components should be removed and replaced with new versions. The fate of the old components is that they will be recycled. Furthermore, the material and indeed the component itself needs to be considered when making decisions as to disposal. And enhancement of the hierarchy of end-of-life actions presented in Figure 3.9 can now be revised as shown in Figure 3.11.
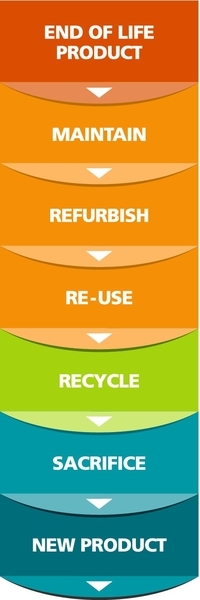
Figure 3.11Model for End-of-Life Decision Actions [1]
The responsible designer with sustainability in mind should therefore consider each level of the hierarchy as the design progresses and as each component is included within the design.
As each component is considered, it may seem to be against sustainability principles to sacrifice and discard certain components. Components such as seals and bearings are generally of low value, and it would be expensive to try to repair or refurbish these. The sacrificial components perform several tasks in their operation. They support major components such as shafts and prevent damage by providing a wear surface. The frugal refurbishment engineer may want to reuse and reinsert these used seals and bearings, but consequences of these actions should be carefully considered.
It is true that components such as seals and bearings are of very low cost relative to the value of the machine in which they are components. This machine may be a fundamental part of, say, an internal combustion engine production line, producing £1 million worth of engines each day. Should the reused bearing or seal fail, the production line will stop, losing a great deal of money. It is therefore false economy to reuse all components, since incorrectly appropriated reuse can make larger systems unreliable, incurring not only cost penalties but also sustainability penalties.
To plan the correct route to disposal, the designer has therefore to make some decisions relating to the components used in the design. This is complicated since each component is individual and may function perfectly well, even if worn. It is therefore necessary to consider the component, the material, the function of the component, and its value. The generic end-of-life decision chart shown in Appendix 3.1 assists in this complex process. A decision chart was devised for major components of the brick and block clamp shown in Figure 3.12; this chart shows a schematic of the brick and block clamp illustrating the location of the major components.
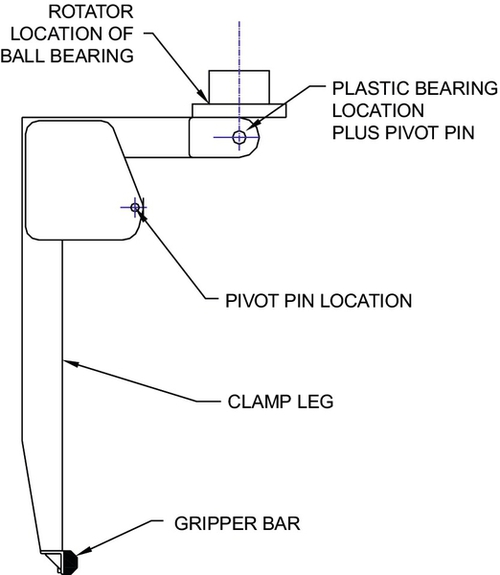
Figure 3.12Schematic of the Brick-and-Block Clamp [1]
The chart shown in Figure 3.13 has several functions. It shows the design decisions and indicates to the designer how various components may be disposed of at the end of their life. When complete, a design should have a technical specification file in which all relevant documentation, analysis, parts, and so on are kept. This is necessary throughout Europe in particular in order to verify a Conformité Européenne (CE) mark. The decision chart should also be kept in this file to provide information to the refurbishment team to help them proceed with each component.
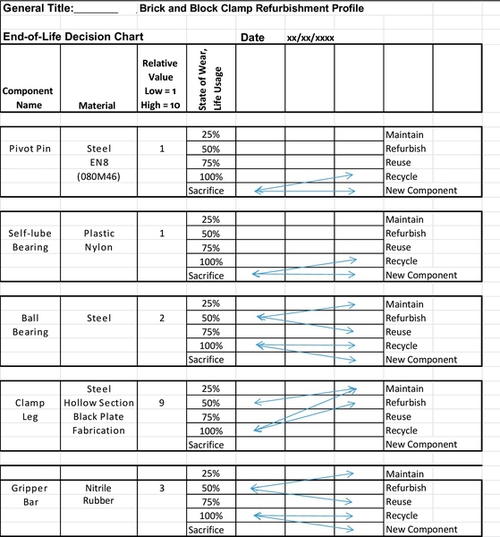
3.11.3.1 Pivot Pin
Pivot pins provide hinge points, but they are also a high-load item. Upon refurbishment the designer has elected to sacrifice the pin and replace it with a new component. The pin should be recycled.
3.11.3.2 Self-Lube Plastic Bearing
Engineering plastics are a major sacrificial element in a great deal of machinery, especially machinery that works in the outside environment. These bearings are designed to be easily removed; therefore, upon refurbishment they are replaced with new bearings, whereas the old bearings are recycled.
3.11.3.3 Ball Bearing
This major component, more expensive than the plastic bearing, is housed in the rotator. The consequence of the ball bearing’s failure is that the clamp cannot be operated. In this case the designer has decided that with 50% of its life still remaining, it could be maintained and reused. If it is deemed that the bearing has served out its life, designer suggests that it be removed and replaced and the original bearing recycled.
3.11.3.4 Clamp Leg
The clamp leg is a high-value item, so the designer has no intention of discarding it. At 50% of its design life, the designer suggests that it should be maintained; at 100% of its supposed life, he has allocated refurbishment and reuse. At some point the clamp may be returned, having been bent out of shape through misuse. In this case refurbishment may not be possible and new leg parts may need to be manufactured. The old component will then be recycled.
3.11.3.5 Gripper Bar
The gripper bar is made from rubber and is the contact between the clamp and the brick product. It is really intended as a sacrificial part of the clamp, but on its refurbishment the designer has suggested that if it is 50% worn, it may be reused. At 100% worn the sacrificial rubber gripper is destined to be removed and replaced with a new component. The old component will then be recycled.
3.11.4 Reduce
This is perhaps the oldest of the sustainable design techniques. By optimizing the design, the reduced use or perhaps the most efficient use of materials can be applied to a new product. This approach will reduce the amount of energy associated with manipulation, manufacture, and transportation. This idea has been seen particularly in packaging improvements, where a revised approach can improve the material usage efficiency without compromising the product life, safety, or security.
The main thrust here is to use only materials and services that are necessary to complete the task. In a recent business trip from the United Kingdom to Orlando, Florida, the author’s attention was drawn to the difference between the size of engines in the airport shuttle bus. Both in the United Kingdom and in the United States, the shuttle bus held 12 passengers. The engine capacity of the U.K. shuttle bus was 2 L, whereas the engine capacity of the Florida shuttle bus was 5.8 L. The question has to be asked: If the 2 L capacity of the U.K. shuttle bus is adequate, why cannot this engine size be applied to the Florida shuttle bus?
Sometimes this “overdesign” can be attributed to mindset, where the designer does not even consider that he is overdesigning the product. To him this design work is normal practice. This overdesign could also be attributed to the design approach of “if it looks right, it is right.” This is a very subjective approach under which a design may be created and is inevitable that overdesign will be the result, since humans tend to make things bigger and stronger than needed.
Careful optimization is therefore required, using means such as analytical tools to refine the materials applied to a product. The great benefit of this approach is that it will also reduce the environmental impact through reduced material usage and reduced energy needed for manufacture.
A reduction in engine size leads to a lighter vehicle with smaller brakes, reduced body structure, and reduced fuel consumption and emissions. A great example of optimized vehicle design is that of racing cars of all formulas. Here the emphasis is on acceleration and speed, but to achieve those goals a reduction in weight is required. Some of the best engineers strive to shave grams from every component in their racing vehicles.
3.12 Giveback
No matter how products are reused, refurbished, or recycled or how cleverly the environmental usage impact is reduced, the plain fact is that resource use is merely being slowed. There will always have to be some form of “take” from the Earth’s resources.
Giveback is a technique whereby designers actually build devices that “give back” to the environment or they design giveback components into current products. Solar power panels on car roofs or micro wind generators built into vehicles are just two ideas that could be explored. Most vehicles are left outside for much of their lives; PV panels set into the roofs of those vehicles and built-in micro wind generators could produce energy that could then be stored. Trading this stored energy into a central repository could give discounts for the liquid fuel or the recharging of an electrically powered vehicle.
In another application, solar panels could be incorporated on the roofs of new buildings. Imagine the energy-generation possibilities that solar panels would offer if introduced on the millions of homes in the United Kingdom. The power generation would be enormous and would reduce our reliance on power stations.
Consider a hypothetical application whereby all the 26 million houses and all the 31 million cars in the United Kingdom were fitted with modest solar panels. The energy generated would amount to 0.0028% of the total U.K. annual power consumption. This seems at first to be an insignificant figure but it has a value of £8.8 Billion. Unfortunately, humans are currently conditioned to react to cost rather than energy usage. See Appendix 3.2 for more precise analysis.
Energy can now be generated from multiple renewable resources, from wave energy to wind energy, but the great challenge is integrating this energy into the electricity grid. Renewable energy is basically intermittent, since the wind only blows on windy days and the sun only shines during the day (although in the United Kingdom even this is sometimes debatable).
Once generated, the energy needs to be stored. As part of collaboration between the University of Huddersfield, U.K., and ESP Ltd., a battery flywheel system has been developed (see Figure 3.14). These kinetic energy storage devices have the capacity to store large amounts of energy in a spinning flywheel. At peak times these devices can be tapped to provide the electricity grid with power. Several thousand of these in a single facility could provide enough storage capacity to eliminate a power station. This is an excellent example of low sustainable giveback value (SGBV) (See page 99) since a flywheel does not take from the environment during its use and its presence creates efficiencies in the electricity supply system. It presence also avoids other large systems, such as power stations, from being built, with their inevitable enormous drain on the environment.

Figure 3.14Idealized Flywheel Battery 20KWh Storage [20]
An excellent example of SGBV is the World Trade Center Building in Bahrain (see Plate 3.14). This building incorporates wind generators. The building rises 240 m. The shape of the towers is designed to funnel the wind onto the wind turbines, generating 675 KW in total, which is up to 15% of the total power consumption of the building.

Plate 3.14Bahrain World Trade Center Showing Wind Turbines [21]
3.13 The Measurement of Sustainability
3.13.1 Sustainable Measurement Using Carbon Dioxide
Carbon dioxide is always painted as the ogre of greenhouse gases, but it is not the largest constituent of these gases. The proportions of the main greenhouse gases are as follows [22]:
Water vapor: 36–70%
Carbon dioxide: 9–26%
Methane: 4–9%
Ozone: 3–7%
We can see that moisture is the biggest greenhouse gas, yet the common assumption is that it is harmless. As a liquid, water is life giving, but as moisture in the atmosphere it prevents sunlight from reaching the Earth and also acts as a blanket, keeping heat within the envelope of clouds.
Though carbon is certainly a large proportion of the whole of greenhouse gases, perhaps the question should be asked, “Why is carbon dioxide used as an environmental yardstick?” The focus on carbon dioxide cannot be considered wrong, since it is a useful tool, but it does not really cover the whole picture. The use of carbon dioxide as a means of measurement assumes that all the expended energy is derived from fossil fuels. In reality, renewable energy sources are incrementally replacing the use of fossil fuels. This change is further enhanced by the introduction of mobile power plants such as those used in electric or hydrogen-powered vehicles. It is envisaged that the use of fossil fuels will diminish so that eventually the favored energy source will be electric, whereby the power is derived from natural sources (see Figure 7.2).
3.13.2 Energy as a Measurement Parameter
In reviewing the sustainable design options, it is clear that the conversion of materials into products uses energy. One of the byproducts of energy use is carbon dioxide; however, energy use itself is a much clearer indicator of resource use and is a much more accurate indicator of environmental impact.
Energy is used in one form or another to extract raw materials, convert them into products, drive them during their useful lives, and dispose of them at the end of their lives.
It is therefore proposed that each element of the sourcing-conversion-use-disposal process is given a sustainable value. We have mentioned these elements and can now assemble them into a tool with which designers and environmentalists can judge the sustainable impact of a product. The definitions are listed here:
Sustainable life value (SLV)
Sustainable source value (SSV)
Sustainable design value (SDeV)
Sustainable manufacturing value (SMV)
Sustainable use value (SUV)
Sustainable disposal value (SDV)
Sustainable giveback value (SGBV)
Sustainable maintenance value (SMaV)
These indicator values should be kept as low as possible, since the lower the value, the lower the impact on Earth’s resources. SGBV is a new introduction and should be as high as possible, since this is a giveback value and will help to negate the “takeout” values of the rest of the model. See also Figure 7.3.
These values combined give the overall sustainable impact tool, or sustainable life value (SLV). The SLV model is shown in Figure 3.15.
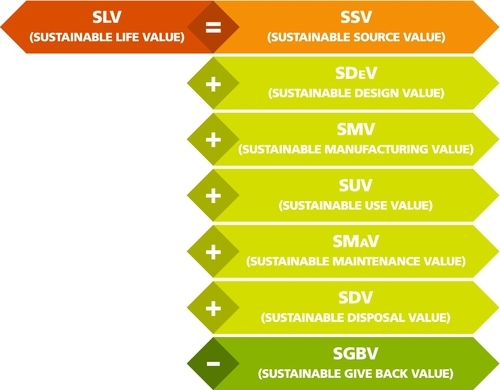
SLV is derived from the addition of SSV, SMV, SMaV, SUV, and SDV and is a measure of the environmental resource impact during the life of a product.
• SSV represents the embodied energy required in creating the raw material to manufacture.
• SDeV represents the energy used during the design process.
• SMV represents the energy required to manufacture the product.
• SMaV represents the energy required to maintain the product. This value is likely to be very low relative to other values such as the SUV.
• SUV represents the energy required during the useful life of the product. In the case of a vehicle, this could be the largest energy use during the vehicle’s life.
• SDV represents the energy used in the eventual disposal of the product.
• SGBV is a measure of how much resource is returned and can therefore be deducted from the resource impact (SLV), as the model in Figure 3.15 shows.
3.14 Actual Measurement of Sustainability
The model in Figure 3.15 breaks down the life of a product into manageable elements but does not allow quantifiable energy measurement in joules. Measuring embodied energy within a product is an enormous task, since it involves the energy required to extract and manipulate the raw material plus the energy required to manufacture, transport, use, and finally dispose of the product. Within this matrix there are no answers, such as manufacturing process and manipulation difficulty of the material.
There are several tools available that attempt to achieve this difficult task—Eco-rucksack and Envirowise, to name two of the more popular versions. Each uses a slightly different approach, and not all give a complete picture since they tend to specialize in a particular environmental problem. Perhaps the most useful sustainability tool for mechanical engineers is that offered by Granta Design Ltd. of Cambridge, U.K. [23].
Granta Design offers the CES EduPack—basically an exhaustive database of materials and manufacturing processes is aimed at the educational as well as the commercial market. Its main advantage is in its interrogation technique, whereby almost any parameter—strength, cost, mass—can be compared against any other parameter.
In terms of sustainability, the software offers an “eco-audit” section, which, for a given component, will measure the embodied energy. This covers the whole life cycle of the product from extraction through disposal, including transport. Furthermore, this software will instantly convert the embodied energy in joules into carbon footprint in tonnes, assuming, of course, that all the energy is fossil fuel derived.
Figure 3.16 shows a typical CES EduPack appraisal of the flywheel system mentioned earlier, where a sustainable analysis has been conducted on the rotor. This shows a block graph where the embodied energy in MJ is displayed against the elements of the flywheel life. Essentially this tool gives the SLV for the component. CES EduPack gives a report that’s complete with all the parameters input for a component. A typical report is included in Appendix 3.3.
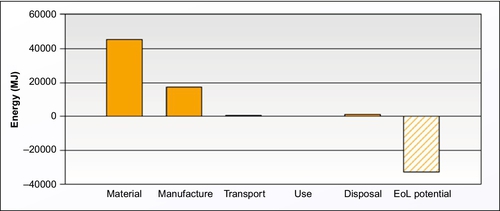
Figure 3.16Embodied Energy for the Flywheel Rotor [23]
The rotor has a mass of 1,600 kg and, as expected, will have a large environmental impact in extracting and preparing the material before manufacture. The manufacture of the component being cast and then machined requires more embodied energy compared to the transport phase. Here a distance of 500 km was assumed. Since the flywheel is a store of energy and does not require energy to be directly generated, it is assumed that energy in use will be zero.
At the end of life, which may be 20 years, energy will also be required to dispose of the rotor, but this can be completely recycled, and therefore disposal energy is minimal. The end-of-life (EOL) potential energy is assumed, since the rotor will be recycled, and therefore it will not take such a great deal of energy to reconvert the material into a usable commodity. The EOL potential is therefore an estimate of energy that is now not used in extracting raw material from the Earth.
Assuming that the entire energy requirement is derived from fossil fuels, the same report converts the embodied energy in MJ into a carbon footprint as a single low in Figure 3.17.

Figure 3.17Carbon Footprint for the Flywheel Rotor [23]
As expected, the carbon footprint values closely follow the embodied energy values, but as more energy is used from renewable resources, this carbon footprint value will fall, since the reliance on diesel, petrol, gas, and coal energy generation will eventually diminish.
Figure 3.18 presents a summary of the values applied to the flywheel rotor. This is also provided in the eco-audit report shown in Appendix 3.3.
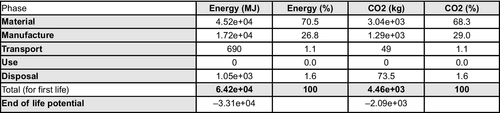
Figure 3.18Numerical Summary of the Eco-Audit of the Flywheel Rotor [23]
3.15 Sustainability Compromise
The process of design is always a compromise and is highlighted by the conflict between lightweight but strong materials required for aircraft structures. Here the designer needs to make a compromise between strength and weight. This typifies the dilemma for many designers, when they need to make decisions to obtain the best outcome from their particular design.
Sustainability presents similar dilemmas in that designers cannot design a product that is completely sustainable. The designer needs to make judgments as to where he can reduce environmental impact as much as possible. In Figure 3.16 the greatest energy use and therefore the greatest impact occurs during the material procurement phase. To reduce this impact, further versions may use recycled materials thus reducing the environmental impact.
Figure 3.19 shows the general life cycle for a 14-tonne truck. It has been assumed that the truck is diesel powered and will cover 1,000,000 km during its lifetime.
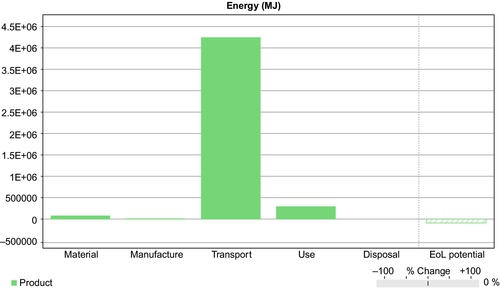
Figure 3.19Energy Use During the Life of a 14-Tonne Truck [22]
The energy used during the life of the truck, shown in Figure 3.18, is a very different profile than that of the flywheel shown in Figure 3.15. Since the truck is built for transporting goods, it can be expected that the transport phase is large compared to the material procurement or manufacture phases.
This particular truck is powered by a diesel engine and will create a large carbon footprint. Figure 3.20 shows the carbon footprint created during the same life cycle for the same truck.
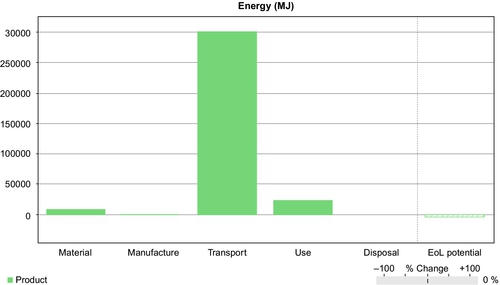
Figure 3.20Carbon Footprint of the Life of a 14-Tonne Truck [23]
As expected, the profile for the carbon footprint follows that of the embedded energy. The designer can glean a great deal from this profile, since it is quite clear that efforts should be focused on the transport phase in order to improve the SLV. Effort could also be focused on the material procurement phase or the use phase, but by far the greatest impact could be made by focusing on the transport phase. At first it could seem that making inroads into the transport phase might be quite daunting, but the designer can concentrate on the following possible actions:
• Reduce the mass transported. Material Optimized design would be useful.
• Rethink the transport mode: rail, barge, aircraft.
• Reduce the distance of transport. Employ trucks in a localized economy.
• Reduce the speed.
• Improve the CD factor, thus lowering drag and improving fuel efficiency.
• Change the power source to a more environmentally friendly type, e.g., hydrogen, electric, etc.
These actions are all viable options, but viewing the carbon footprint diagram in Figure 3.20, it seems reasonable that diesel engines should be discarded in favor of a power plant with a smaller carbon footprint. In the short term, a lean-burn diesel engine could be incorporated, but longer term an electric drive may be the answer. The electric drive could take advantage of renewable energy fed directly into the grid and used to recharge the vehicles batteries. This would massively reduce the carbon footprint, even though energy usage levels would remain similar.
Sustainable compromise, therefore, runs alongside design compromise. The designer cannot create a perfect product; there will always be several areas that designers must trade off against each other to achieve the optimum product efficiency.
3.16 Conclusions
In this worldwide consumer society, it is inevitable that products will be produced, used, and disposed of, but every product reduces Earth’s resources. Perhaps this process cannot be prevented, but it can be slowed substantially.
The task falls to our engineering designers and engineering design teams to instigate a change in attitude and approach toward sustainable engineering design. As in the Taguchi model for quality engineering, it can only be the designer who can instigate the shift in attitude and the change in design practice. Design is the key to sustainable engineering.
The model outlined here reduces transport distances, reduces manufacturing resources, and reuses, recycles, and repairs goods. Adopting these elements will lead to a localized economy model that reduces financial costs and provides local, specialist employment.
We can see that an element of giveback will help reduce the impact of a product by reducing the SLV and that the implementation of giveback technologies such as flywheel batteries can greatly offset products’ impact on Earth’s resources.
The use of carbon footprinting is useful but is viewed more as a commercial tool and does not embrace the whole life cycle of the product, from sourcing to disposal. It is proposed that a much more useful and accurate measurement is energy use, since this is involved at every stage of the product’s life.
The introduction of a measurement tool, SLV, is a great step forward in the measurement of resource impact. The introduction of CES EduPack gives a quantitative approach to sustainability, allowing the designer and other engineers to make specific judgments and become empowered to select sustainable avenues based on quantifiable assumptions.
Summarizing:
• Every manufactured product reduces the Earth’s resources.
• This process cannot be prevented, but it can be slowed.
• Design is the key to sustainable engineering.
• It is the designer who can shift attitudes and change design practice.
• The SLV model outlined in this chapter:
• Reduces transport distances
• Reduces manufacturing resources
• Reuses materials
• Recycles materials
• Repairs goods
• Adopting the SLV model will lead to:
• A localized economy model
• Reduced financial costs
• Local employment
3.17 Sustainable Engineering Design: Necessity or Luxury?
Earth’s resources are dwindling at a heavy rate; over the last 30 years in particular there have been much debate and suggestion as to how the use of resources could be reduced. Years ago a few lone practitioners began to act, but still the extravagance continued. Recent years have seen increased climate change and a greater push toward sustainability.
The Institution of Mechanical Engineers (IMechE) continues to urge its members and partner institutions to adopt a sustainable approach to design. The initiative has focused the minds of mechanical engineers and initiated action. Many global companies are developing their own strategies, but there is a great need for a cohesive and coherent approach so that all designers can work toward similar goals and have a significant effect. This text proposes a complete model, from sustainable sourcing to sustainable disposal, and further suggests a much needed measurement method, that of sustainable life value (SLV) coupled with an advance measurement tool, CES EduPack.
As global resources dwindle, it is no longer possible to sit on the sidelines and watch them disappear. Earth’s resources are no longer a luxury. It has become necessary to protect those resources while still attempting to provide products and services for the planet’s inhabitants.
References
[1] A.D. Johnson, Huddersfield University UK, 2013.
[2] www.Liv.ac.uk, Liverpool University, UK, 2013.
[3] American Iron and Steel Association, www.steel.org, 2012.
[4] Steel Recycling Institute, www.recycle-steel.org, 2012.
[5] Our Common Future: Report of the World Commission on Environment and Development, World Commission on Environment and Development, 1987. Published as Annex to U.N. General Assembly document A/42/427, Development and International Cooperation: Environment, August 2, 1987.
[6] Sustainable Engineering Design Necessity or Luxury A.D. Johnson, et al., 2011.
[7] Skysails GmbH, www.skysails.info, 2012.
[8] German Aerospace Research Council (DLR), www.dlr.de, 2012.
[9] Eco Marine Power, www.ecomarinepower.com/en/solar-ferry-medaka, 2012.
[10] Ellen MacArthur Foundation, www.ellenmacarthurfoundation.org, 2012.
[11] Clift, Allwood. Rethinking the Economy. Chem. Eng. 2012.
[12] Road Safety GB, www.roadsafetygb.org.uk/news/892.html, 2012.
[13] Towards a Sustainable Industrial System. U.K: University of Cambridge and Cranfield University; 2010.978-1-902546-80-3.
[14] www.triplepundit.com/2008/08/eco-friendly-sri-lankan-factories (accessed 2012).
[15] Factories of the Future and Next ICT Calls, Dr Erastos Filos, FoF ICT Coordinator: NCP Info Day, 13 May 2011, Brussels, Belgium.
[16] Dualit Limited, County Oak Way, Crawley, West Sussex, RH11 7ST, telephone: + 44 (0) 1293 652 500; fax: + 44 (0) 1293 652 555; e-mail: [email protected], 2012.
[17] Freudenberg Simrit GmbH & Co., KG, D-69465 Weinheim, Germany, 2012.
[18] City of London MBC, www.cityoflondon.gov.uk, 2012.
[19] DailyMail.co.uk, Article 2071633-0F1B4D700000057, 2012.
[20] Unver, Ertu, University of Huddersfield, U.K., 2012.
[21] Sami T’s Flickr photostream: 2012 2139274930_5c7be4866d_z.
[22] U.S. Environmental Protection Agency, Greenhouse gas emissions, www.epa.gov/climatechange/emissions/index.html, 2012.
[23] Granta Design Ltd of Cambridge, Rustat House, 62 Clifton Road, Cambridge, CB1 7EG, U.K., e-mail: [email protected],:2012.
Appendix 3.1

Appendix 3.2
• Design into a product some element that gives energy back to the “system”
• Every car in the UK was fitted with a modest solar panel = 1.0 × 1014 J/year
• Every house in the UK was fitted with a modest solar panel = 1.5 × 1014 J/year
• Power consumption of UK per year : 8.374 × 1018 J/year

That is 0.0028% of total UK Power Use
That is £8.8 Billion worth of Energy
CES EduPack Eco Audit Flywheel Rotor