
Chapter 10
Lean Systems and Six-Sigma Quality
![]() LEARNING OBJECTIVES
LEARNING OBJECTIVES
After completing this chapter, you should be able to:
- Describe Lean and Six Sigma, and explain the benefits of “Lean Six Sigma.”
- Identify elements of the Lean philosophy.
- Explain Lean production.
- Explain Total Quality Management (TQM).
- Explain Statistical Process Control (SQC).
- Describe the Lean Six Sigma supply chain.
![]() Chapter Outline
Chapter Outline
- What is Lean?
Lean Six Sigma
Lean Philosophy
Elements of Lean
- Lean Production
The Pull System
Visual Signals
Small Lot Production
Uniform Plant Loading
- Respect for People
- Total Quality Management (TQM)
Voice of the Customer
Costs of Quality
Quality Tools
ISO 9000
- Statistical Quality Control (SQC)
Sources of Variation
Process Capability
Process Control Charts
Control Charts for Attributes
- Six-Sigma Quality
What is Six Sigma?
Six-Sigma Methodology
- The Lean Six Sigma Supply Chain
Developing a Lean Six Sigma Supply Chain
Impact on Supply Chain Activities
- Chapter Highlights
- Key Terms
- Discussion Questions
- Problems
- Case Study: Buckeye Technologies
Orthopedic surgeon Doug Woolley was frustrated. A bottleneck in the recovery room at the Community Medical Center in Missoula limited the total number of joint replacements he could do each week. The system limited him to four procedures, although he himself had time to do at least one more. He turned for help to Cindy Jimmerson, who worked with the hospital to implement a management system called Lean. They began by conducting observations of the system and quickly noticed some key problems. They observed nurses working hard and automatically going “around” barriers without even considering that the barriers could be removed.
They identified a few big things that could be improved immediately. One was posting a physician's or nurse's beeper number in an obvious place where it could be immediately seen. Although it seems simple, this prevented a common bottleneck—having to call somebody to find the number. These types of changes were made immediately and the results were astounding. Patient time in the recovery room went from 90 minutes to 62 minutes and, as a result, the patient's bill went down. The hospital's productivity increased and now Dr. Woolley is able to perform more procedures per week.
Similar benefits are occurring across the country as hospitals and medical centers implement Lean. At Goshen Health System on-time start in the hospital's operating department went from 15% to 80% in only eight weeks after implementing Lean. A team of employees examined the processes. They determined that the factor most responsible for the late start time was not having everything needed at the right place at the right time. This included supplies, staff, physicians and the patient. As a result, the team developed process improvements so that everything was in its place and worked to educate physicians and staff on the impact of late arrivals. As a result of these efforts, the system reduced its average operating room turnover time from 30 minutes to 15 minutes.
As these examples illustrate, we are seeing organizations in all industries, including hospitals and healthcare clinic, improve their efficiency by implementing Lean systems. Although originally developed for manufacturing, the key goals of Lean—eliminating waste, simplifying the system, and continually improving—can be applied to all organizations.
Adapted from: Panchek, Patricia. “Lean Health Care? It Works!” at the AME Canadian Regional Conference, June 2007.
WHAT IS LEAN?
LEAN SIX SIGMA
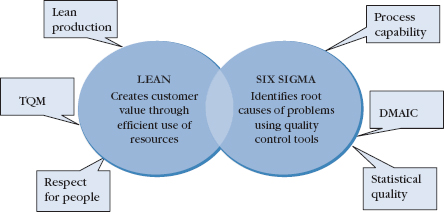
Lean is a management approach for creating value for the end customer through the most efficient utilization of resources possible. Lean is about eliminating waste of every type and involves numerous organizational efforts that work in unison. One of the most significant is the focus on quality and the use of a stringent methodology to identify and eliminate root causes of quality problems called Six Sigma. For this reason the two are often combined together through the term Lean Six Sigma. Lean Six Sigma combines the benefits of both approaches, as shown in Figure 10.1, utilizing the tools from each. In this chapter we will look at each one and see how they work to create an efficient Lean Six Sigma supply chain.
LEAN PHILOSOPHY
Originally pioneered by Toyota in the 1970s, Lean has been widely adopted in numerous industries. Its implementation often results in large cost reductions, improved quality, and increased customer service. In fact, the benefits are so impressive that Lean has become a standard in many industries, such as auto, aerospace, and the computer industry. It is used by companies such as Honda, General Electric, Boeing, Lockheed Martin, Hewlett-Packard, and IBM. Companies in retail, such as Zara, Target, and Amazon, have also implemented Lean, and many hospitals and healthcare institutions, as we have seen in the chapter opener.
Lean is often thought of as just another type of production process, given its roots in manufacturing. However, Lean is an all-encompassing organizational philosophy founded on six tenets shown in Figure 10.2. The most significant of these is eliminating waste, where waste is defined as anything that does not add value. We look at these in more detail next.
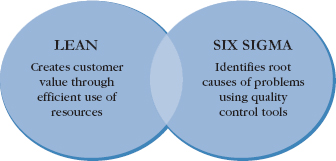
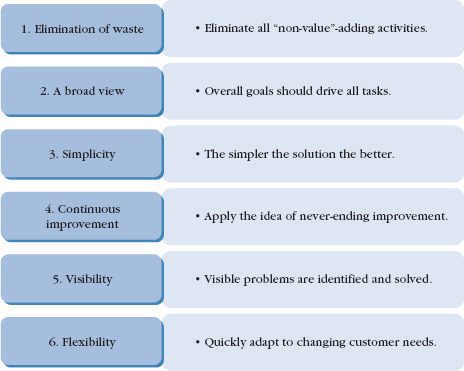
FIGURE 10.2 Tenets of the Lean philosophy.
- Elimination of Waste. Waste is anything that does not add value to the system. This includes excess material, equipment, time, energy, space, or human activity that does not contribute to the value of the product or service being produced. The concept of waste, however, has an even broader meaning. Waste can be found in the production process itself through waiting and excess stock. It is seen in poor layout design of facilities that require transporting goods from one part of the facility to another. Waste can exist in unneeded motion, such as searching for parts or supplies. Waste is poor quality resulting in scrap and rework, which is costly and adds no value.
Consider the healthcare facility discussed in the chapter opener. Value-adding activities include registering, triaging, and examining the patient. On the other hand, sitting in the waiting room, filling out duplicate forms, or waiting in an examining room are non-value-adding. Eliminating this type of waste is the focus of Lean.
- A Broad View. All tasks and processes should be driven by one goal—to serve the customer. It is easy for a company to think of its own needs and not that of the entire supply chain. Similarly, it is easy for employees to focus exclusively on their own jobs and view the organization solely from their assigned tasks. A broad view involves understanding that all supply chain partners, and their employees, are ultimately responsible for providing value to the final customer. Decisions should be made for the success of the entire chain rather than their individual success.
- Simplicity. Lean emphasizes simple solutions to problems. It is easy to solve an organizational problem using complex and expensive methods. Finding a simple solution that addresses the root cause of the problem is quite difficult. Just consider how, in the chapter opener, something as simple as posting a physician's beeper number where it could be immediately seen helped improve process efficiency in the recovery room.
- Continuous improvement. Emphasis on quality and continuous improvement—called kaizen—is an important element of Lean. Continuous improvement applies to everything from reducing costs to improving quality to eliminating waste. The premise is that organizations are never perfect and can always be improved in some way. A number of companies utilize a continuous improvement approach called a “kaizen blitz.” This is an improvement tool that utilizes cross-functional teams to plan and deliver improvements to specific processes during two- or three-day marathon sessions. The process allows a small team to intently concentrate on one problem for a short period time. Companies find that a kaizen blitz can quickly deliver dramatic and low-cost improvements to processes.
- Visibility. Lean tells us that waste can be eliminated only when it is seen and identified, and it cannot be identified if it is hidden. For this reason Lean stresses visibility. Lean facilities are open and clean, with ample floor space. Problems are visible to everyone. The Lean philosophy stresses that a cluttered environment creates confusion and disrespect toward the workplace. In contrast, a clean environment creates order and improves performance.
- Flexibility. Flexibility means adapting to changes in the environment. A company can be flexible in many ways. Flexibility can mean rapidly changing production volumes as demand changes. Flexibility is also the ability to produce a wide variety of products. Lean systems are designed to easily switch from one product type to another, using flexible workers that perform many different tasks. Processes are designed to be highly efficient but flexible in order to accommodate changing customer demands.
One factor that enables flexibility is relying on general-purpose equipment capable of performing a variety of different functions. In manufacturing this might be a drilling machine able to drill holes in an engine block and also perform milling and threading operations. This is different from having specialized equipment that can perform only one task. Just consider the benefits of having an all in one printer, copier, fax, and scanner.
ELEMENTS OF LEAN
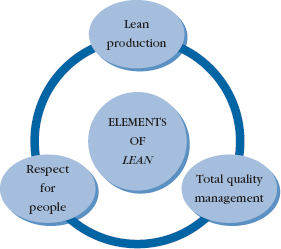
Lean is composed of three elements that work in unison: Lean Production, Total Quality Management (TQM), and Respect for People. They are shown in Figure 10.3. Note that Lean Production is just one element of Lean—a frequent misunderstanding. It is the three elements that work together to create a complete Lean system.
U.S. Army
In 2009 the Corpus Christie Army Depot (CCAD)—one of two U.S. Army Aviation depots—faced a dilemma. The Depot was receiving a steady flow of battle-damaged helicopters for refurbishment and overhaul from Iraq and Afghanistan. In addition, it was being asked to carry out two major helicopter upgrades, with no additional resources. The problem for the leadership: how to do more with less.
The Depot conducts repair and overhaul of aircraft for the U.S. Army. It has many production capabilities that include machining, fabrication, and computer-aided design and manufacturing. It is the largest single industrial employer in the region with a workforce of more than 4,000 employees plus 1,000 contractors and occupies approximately 50 buildings. Such an extensive operation decided to turn to Lean and Six Sigma for help. Lean had been successful in manufacturing and it made sense to apply it to the military.
As soon as the Depot began incorporating Lean principles improvements were seen. One of the helicopter lines increased production by 40%. The other lines reduced their average cycle time by 25%. In addition, inventory was reduced. “We met our one-aircraft-per-week goal. We now are capable of completing more Black Hawks per year than before the new procedures,” says George Kunke III, the Depot's process optimization manager.
So how did they do this? The first step was to reduce work-in-process (WIP) inventory. The logic was to work on fewer aircraft at a time, devoting resources to only those aircraft. They admit that working on fewer aircraft simultaneously seemed “counterintuitive,” but it provided focus and the Depot saw immediate improvements in inventory. The second step was to instill broad or global thinking and break down the “silo” mentality. The Depot division chiefs were asked to work cooperatively as members of the core team and required to take a global view of the Depot's operations, rather than just concentrating on their own areas of responsibility.
Other changes were made, such as better management of bottlenecks. When a bottleneck was detected, an “issue resolution team” was immediately dispatched to direct all available resources to solve the problem. To enhance efficiency they also started using “full kitting,” where a kit is an assembly of all items needed for a job. In this case, a kit is more than parts and manuals. Like in the healthcare example in the chapter opener, a kit includes all resources needed to complete an assembly on time—including personnel. This means that all the supporting entities are concentrated at the place where the task is being done. With the implementation of Lean and Six Sigma, the Depot has exceeded its expectation and expects even better results in the future.
Adapted from: “How CCAD Tackled A Growing Workload.” Rotor & Wing Magazine, January 2010: 17–20.
Lean Production focuses on the operations and delivery system. It involves developing an efficiently coordinated system that makes it possible to produce the exact products desired and deliver them in the right quantities to where they are needed just in time. For this reason it is often called just-in-time (JIT). Lean Production is known as a pull production system that keeps minimal levels of inventory, relies on efficiencies gained by repetition, elimination of all unnecessary steps and motions, and use of visual signals.
The second element of Lean is the focus on quality through concepts such as Total Quality Management (TQM), which we discuss later in the chapter. TQM is integral to Lean as it identifies customer quality standards and serves to eliminate waste, such as defects, scrap, and rework. Quality is integrated into all functions and levels of the organization as the entire supply chain must be designed to provide the level of quality expected by the final customer. Consider that traditional quality control systems use the concept of acceptable quality level (AQL) to indicate the acceptable number of defective parts. In Lean there is no such measure—no level of defects other than zero is acceptable.
Respect for People is the third element of Lean. Lean considers people the most important resource and their involvement central to the Lean philosophy. The Lean philosophy believes in treating all employees with respect and offering significant rewards for well performed tasks. Lean requires total organizational reform, which cannot occur without everyone's participation. Lean relies on workers to perform multiple tasks and to work in teams, including management, labor, staff, and suppliers. Respect for People extends to all members of the supply chain where the focus is on developing long-term relationships.
LEAN PRODUCTION
THE PULL SYSTEM
Traditional organizations and supply chains work as “push” systems where goods are produced based on a forecast then stored in anticipation of demand. Lean Production is based on a “pull,” rather than a push system, to produce and move products. In the operation of an organization the process starts with the last workstation in the facility and works backward through the system. Each station requests the precise amount of products needed from the previous workstation. The pull system works in the same way throughout the entire supply chain. Each stage in the supply chain requests quantities needed from the previous stage in the chain. If products are not requested, they are not produced and no excess inventory is generated.
A major aspect of Lean is how it views inventory. In traditional systems inventory is carried to cover up problems—such as poor deliveries, inefficiency, lack of coordination, and demand uncertainty. Lean views inventory as a cost that provides no value and should be eliminated. Inventory also hurts the organization as it does not permit visibility of problems. Eliminating inventory permits problems to be seen and corrected, rather than wasting resources to compensate for them. An often-used analogy to describe inventory is that of a river, with the rocks being problems and the water being inventory. The water covers the rocks and they cannot be seen. However, as water is reduced the rocks emerge. Similarly, as inventory is reduced problems are seen and can then be solved.
Elcoteq
Elcoteq is a global contract manufacturer that makes cell phones, wireless base stations, microwave systems, and flat screen TVs. It has a strong global reputation for quality, flexibility, and order fulfillment lead time. To further strengthen this reputation without raising costs, Elcoteq's top executives decided to implement Lean throughout their global supply chain.
The company began the Lean initiative at its factory in Monterrey, Mexico, where it manufactures a leading smart phone. Top management insisted that all changes implemented be transparent from the customer's perspective as they were being made. The system would also require no new planning processes or information systems on the customer's part. Further, understanding linkages that tie Elcoteq to its customers was critical and identifying ways to improve performance at these points in the supply chain.
The company proceeded to implement a pull-based system at their Monterrey plant. This meant no more planning production months in advance, as had been done in the past. This also meant they would produce phones when they were ordered by the customer, not before. Elcoteq piloted its pull-based production line in Mexico, less than four months after beginning the Lean initiative. They completed full implementation in about eight months. Even before the initiative was finished in Mexico, management began Lean implementation at their location in Hungary. The reason was to ensure global process commonality throughout the entire supply chain. To have a Lean supply chain meant the system had to be implemented at all locations.
As a result of Lean implementation Elcoteq has cut order fulfillment lead times by 80% while reducing inventory by half, and scrap by 25%. In addition, the company found that it can implement engineering changes more quickly due to Lean, reducing the risk of producing obsolete products. These changes have made its supply chain more responsive and have given the company a sustainable competitive advantage.
Adapted from: Cohen, S., N. Hasan, M. Stonich, and M. Waco. “Lean Supply Chains. Achieving Success with Large-Scale Lean.” Supply Chain Management Review, Nov. 2009, Vol. 13, Issue 8 (New York): 42–48.
VISUAL SIGNALS
For the pull system to work there must be communication between the work centers in a production facility and between supply chain partners. This communication is made possible by the use of a signaling system called a kanban, which means “signal” or “card” in Japanese. A kanban card typically contains information such as product name, part number, and the quantity that needs to be produced, and is attached to a container. When workers need products from the station before them, they pass an empty container with an attached kanban to that station and take a full container. The kanban authorizes the worker at that station to produce the amount of goods specified on the kanban and fill the empty container. In effect, the kanban authorizes production. Production cannot take place unless a container is empty and a kanban card has authorized production. This is shown in Figure 10.4.
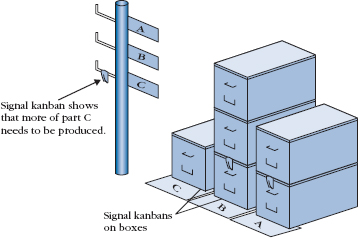
In many facilities the kanban system has been modified so that actual cards do not exist but some other signaling mechanism is used to pull the goods through the system. This may be as simple as a square drawn on the floor that identifies where the material should be stored. An empty square indicates that more goods are needed and is called a “kanban square.” Another type of signal might be a flag that is raised to indicate it is time to produce the next container of goods, and is called a “signal kanban.” When the inventory level is reduced to the point of reaching the signal, the signal is removed and placed on an order post, indicating that it is time for production. These visual signals are shown in Figure 10.5.
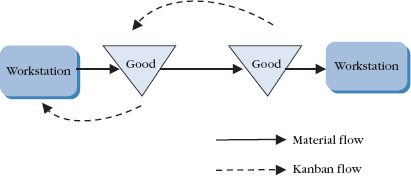
FIGURE 10.4 Flow of kanban cards between workstations.
In the supply chain kanbans can be used to coordinate supplier deliveries and are called supplier kanbans. The suppliers bring the filled containers to the point of usage in the factory and at the same time pick up an empty container with a kanban to be filled later. Since a manufacturer may have multiple suppliers, “mailboxes” can be set up at a factory for each supplier. The suppliers can check their “mailboxes” to pick up their orders. Kanbans are usually made of plastic, or metal, but there are also bar-coded kanbans and electronic kanbans that further ease communication with suppliers.
SMALL LOT PRODUCTION
Small lot production means that the amount of products produced at any one time is small, say 10 versus 1,000. Producing in small lots is the primary way of eliminating inventory and excess processing while increasing flexibility. The manufacturer can produce many lots of different types of products. It also shortens the manufacturing lead time, the actual time it takes to produce a product, since it takes less time to produce 10 units than to produce 1,000.
Small lot production gives a company flexibility and allows it to respond to customer demands more quickly. However, to be able to achieve small lot production, companies have to reduce setup time. Recall from Chapter 9 that this is the time it takes to set up equipment for a production run. This includes cleaning and recalibrating equipment, changing blades and other tools, and all other activities necessary to switch production from one product to another.
To produce only the quantities needed the setup time must be low so it is easy to switch from producing one type of product to another. This approach allows companies to respond quickly to changes in demand. Using Lean principles many large manufacturers have been able to reduce setup times from hours to only a few minutes, giving them tremendous flexibility. The ultimate goal of Lean is to be able to economically produce one item at a time as the customer wants it.
UNIFORM PLANT LOADING
Demand for a product can exhibit sudden increases or decreases, which can mean disruptive changes in production schedules. These demand changes are typically magnified throughout the supply chain and contribute to inefficiency and waste. Lean reduces this problem by making adjustments as small as possible and setting a production plan that is frozen for the month. This is called uniform plant loading or “leveling” the production schedule. The term leveling comes from the fact that the schedule is uniform or “level” throughout the planning horizon. This helps suppliers better plan their own production and delivery schedules.
RESPECT FOR PEOPLE
According to Lean, respect for all people, including labor, management, and suppliers must exist for an organization to be its best. It is up to company leadership to create such an organizational culture. Lean requires all supply chain members to work together in cross-functional teams to solve problems. Lean organizations have a hierarchy that is generally flatter compared to that of traditional organizations, and organizational layers are not strictly defined. Great responsibility and autonomy are given to ordinary workers, and their input is highly valued. In this section we look at some specific issues that relate to respect for people in the Lean environment.
ROLE OF WORKERS
In traditional organizations production workers often perform their jobs in an automatic fashion. In Lean organizations, however, they are actively engaged in pursuing the goals of the company. Lean relies on cross-functional worker skills, which is the ability of workers to perform many different tasks on many different machines. Part of worker duties is to be actively engaged in improving the production process, monitor quality, and correct quality problems. Lean considers those closest to the problem best suited to make improvements in their jobs. They are given autonomy and their opinions are highly valued.
Production workers are responsible for quality and are required to continually check and monitor the quality of the production process. They are responsible for inspecting their own work as well as the materials received from previous operations in order to detect quality problems. An example of worker responsibility can be seen through jidoka, which is the authority of every worker to stop the production process and fix problems as they occur rather than pushing them down the line. Jidoka requires workers to take ownership of poor quality and have the confidence to take on the responsibility. Discovering quality problems is seen as a goal, not something that should be covered up or blamed on others.
Teams are an integral part of Lean. One of the most popular teams is the quality circle. Quality circles are groups of about five to 12 employees who come together to solve quality problems. Although participation is usually voluntary, meetings take place during regular work hours. Quality circles usually meet weekly and attempt to develop solutions to problems and share them with management.
ROLE OF MANAGEMENT
The role of management is to create the cultural change in the organization needed for Lean to succeed. This is a difficult task as it involves creating an organizational culture that provides an atmosphere of close cooperation and mutual trust. Recall that Lean relies on production workers to independently solve production problems and take on many additional tasks. To be able to do this, employees must be problem solvers and be empowered to take action based on their ideas. Workers must feel secure in their jobs and know that they will not be reprimanded or lose their jobs for being proactive. They must also feel comfortable enough to discuss their ideas openly. It is up to management to develop an incentive system that rewards and motivates this type of behavior.
ROLE OF SUPPLIERS
Lean emphasizes building long-term supplier relationships. The traditional approach of competitive bidding and buying parts from the cheapest supplier runs counter to the Lean philosophy. Lean companies understand that they are in a partnership with their suppliers, who are viewed as the external factory. The number of suppliers is typically much smaller than in traditional systems, and the goal is to shift to single-source suppliers that provide an entire family of parts for one manufacturer. Together the supply chain partners focus on improving process quality. Having few suppliers makes it easier to develop stable and repetitive delivery schedules and eliminate paperwork.
With a long-term relationship, a supplier can act as a service provider rather than a one-time seller. An important part of such a relationship is information sharing. The manufacturer shares demand information and production schedules, allowing the supplier to “see” what is going to be ordered. The supplier, in turn, shares cost information and cost-cutting efforts with the manufacturer. Both parties help each other and together reap the benefits.
TOTAL QUALITY MANAGEMENT (TQM)
Total quality management (TQM) is an integrated organizational effort designed to improve quality at every level. Meeting quality expectations as defined by the customer and eliminating defects is an integral aspect of Lean. For this to succeed, every member of the supply chain must adopt the same quality standards. Poor quality anywhere in the supply chain will be passed down the chain, resulting in dissatisfied customers and higher cost for all members of the chain.
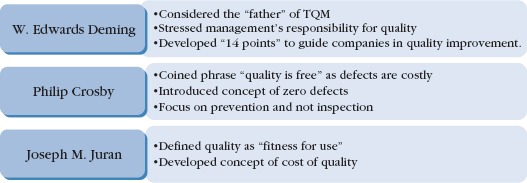
The meaning of quality has changed and evolved over time. In the early 20th century quality management meant inspecting products to ensure that they met specifications. Today it means meeting and exceeding customer expectations. There are a number of individuals who have contributed to our knowledge and understanding of quality and have made TQM what it is today. They are showcased in Figure 10.6.
VOICE OF THE CUSTOMER
The overriding feature of TQM is the focus on customers. Therefore, quality is defined as meeting or exceeding customer expectations. This is called the voice of the customer (VOC), as we discussed in Chapter 4. The goal is to first identify, and then meet, customer expectations. TQM recognizes that a perfectly produced product has little value if it is not what the customer wants. Therefore, the ultimate definition of quality is customer driven.
Although this may sound simple, it is not always easy to determine what the customer wants as consumer tastes and preferences are constantly changing. As we discussed in Chapter 4, customers often don't know or cannot articulate what they want. Consider the retail industry where fashion trends and tastes change rapidly. Companies often conduct focus groups, market surveys, and customer interviews just to determine what customers want at any one time.
COSTS OF QUALITY
Companies understand the high cost of poor quality. The most obvious consequence is when poor quality creates dissatisfied customers leading to loss of business. Costs of quality are shown in Figure 10.7. The first two costs—prevention and appraisal costs—are incurred with the hope of preventing the second two—internal and external failure.
QUALITY TOOLS
Lean places great responsibility on all workers to identify and correct quality problems. To do this workers need proper training. They need to understand how to assess quality using a variety of quality control tools, interpret findings, and correct problems. In this section we look at seven quality tools often called the “seven tools of quality control,” shown in Figure 10.8. Although simple, they are extremely useful in identifying and analyzing quality problems. Workers can use only one tool at a time, but often a combination of tools is most helpful. These are the seven tools of quality control:
Cause and effect diagrams—sometimes called “fishbone diagrams”—are tools used to identify causes of a particular quality problem. The causes may be a machine, workers, measurement, suppliers, materials, and other aspects of the production process. Each of these individual causes is caused by more specific factors. For example, a problem with a machine could be due to a need for adjustment, old equipment, or tooling problems. Similarly, a problem with workers could be related to lack of training, poor supervision, or fatigue.
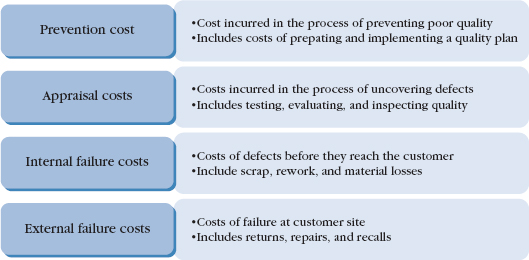
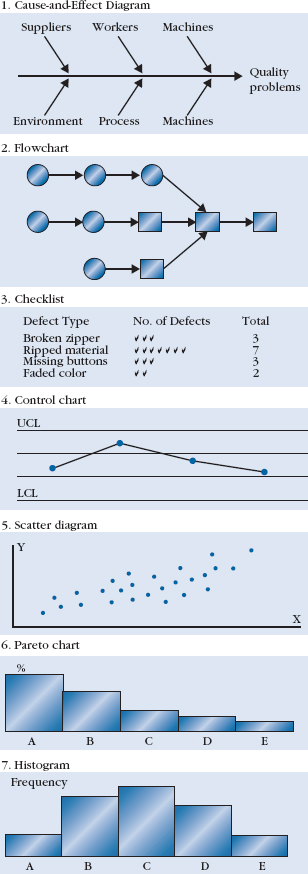
FIGURE 10.8 The seven tools of quality.
Flowcharts are schematic diagrams of the sequence of steps involved in an operation or process. They provide a visual tool that is easy to use and understand, and develop a clear picture of where problems could arise.
Checklists are lists of common defects and the number of occurrences of the defect observed. Although simple, checklists are highly effective tool at identifying defects.
Control charts are charts used to determine whether a process is operating within expectations for a dimension of interest. This could be product weight or volume, or the number of customer complaints in a given week.
Scatter diagrams are graphs that visually show how two variables are related to one another. They are particularly useful in detecting a relationship between two variables.
Pareto analysis is a technique used to identify quality problems based on their degree of importance. Pareto analysis tells us that there are a small number of causes that create the majority of quality problems.
Histograms are charts that show the frequency distribution of observed values of a variable. The plot shows the distribution a particular variable, such as whether it has a normal distribution and whether it is symmetrical.
ISO 9000
Increased international trade during the 1980s created a need for universal standards of quality. As a result the International Organization for Standards (ISO) published its first set of standards for quality management, called ISO 9000, in 1987. These have become the internationally adopted standards of quality for all types of companies in a range of industries. Today many industries consider ISO certification a requirement for doing business.
ISO 9000 consists of a “family” of standards that address various aspects of the quality management process. For example, ISO 9001 provides a set of standards for management systems. Collectively these standards document what the company is doing to fulfill the customer's quality requirements and meet applicable regulatory requirements. Note that ISO 9000 are process standards, not product quality standards. They verify that a company is meeting standards of measuring and documenting their quality processes, but says nothing about the actual product.
ISO provides a certification process for companies to follow in order to become ISO certified. ISO 9000 certification demonstrates that a company has met the standards and has appropriate quality processes in place. To receive ISO certification, a company must provide extensive documentation of their quality processes, including methods used to monitor quality, frequency of worker training, job descriptions, inspection programs, and statistical process control tools used. Detailed documentation of all processes is critical. The company is then audited by an ISO inspector, who visits the facility and verifies all documentation.
Lean Tools in the Popular Press
Lean tools are so powerful they are even espoused in the popular press. A recent Amazon Best Book of the Month titled The Checklist Manifesto: How to Get Things Right focuses on the benefits of following simple checklists in the workplace—a hallmark of Lean.
The author explains how tragic errors can be dramatically reduced with just a piece of paper and a pencil. A range of disparate tasks is illustrated, from flying a plane to building a skyscraper, to show how checklists can improve outcomes. The logic behind checklists is that they help organize information rather than relying on the brain to reliably remember tasks. Using simple checklists has been shown to be a reliable guide in fields that range from healthcare to finance to government.
One example of checklist success occurred in 2001 when a critical care specialist at Johns Hopkins, Dr. Peter Pronovost, devised an operating room checklist. On a plain sheet of paper he wrote out five steps doctors and nurses should follow in the operating room (OR). These were simple steps, such as washing hands with soap, sterilizing the patient's skin, put sterile drapes over the entire patient, wear a mask, gown, and gloves, and put a sterile dressing over incisions. Within a year of implementing the checklist the rate of infections related to IV tubes at the hospital went from 11% to zero. Since then Michigan mandated the inclusion of these five steps in every hospital in the state. Within three months infections related to IV tube insertions dropped 66%. Although they seem simple, it is easy to see how the steps can be overlooked on a repetitive basis.
Another example is the famous US Airways Flight 1549, which safely landed on the Hudson River in January 2009 after hitting a flock of geese near New York. It turns out that the pilot, Captain Sullenberger III, followed a detailed emergency checklist that multiplied their chances of success. He and his co-pilot had the experience to know the importance of discipline and teamwork, and landed the plane safely.
The “checklist manifesto” provides guidelines, such as including all “stupid but critical” tasks on the list so they're not overlooked. It also makes it mandatory to let others know when each task is completed, and empowers subordinates to question their superiors about the checklist. This does sound like Lean in practice and shows the reach of Lean even on the mass market.
Adapted from: “Make a List. Check it Twice.” Bloomberg Businessweek, February 22, 2010: 78–79.
The second “family” of standards is ISO 14000 that address environmental management. They document what the company is doing to minimize harmful effects on the environment caused by its activities and to achieve continual improvement of its environmental performance. With greater interest in green manufacturing and more awareness of environmental concerns, ISO 14000 standards are becoming an important set of standards for documenting environmental responsibility. To see the latest developments in ISO standards see www.iso.org.
STATISTICAL QUALITY CONTROL (SQC)
Statistical quality control (SQC) is the use of statistical tools used to measure product and process quality. These tools provide quantifiable measures that verify quality standards are being met and can be divided into three broad categories:
- Descriptive statistics are statistical tools used to describe quality characteristics. They include the mean, standard deviations, the range, and a measure of the distribution of data. They can also be used to describe relationships, such as whether certain characteristics tend to occur together.
- Statistical process control (SPC) is a statistical process used to verify that the production process is functioning as specified. It involves inspecting a random sample of the output from the process and deciding whether the process is producing products with characteristics that fall within the acceptable range.
- Acceptance sampling is the process of randomly sampling a batch of goods and deciding whether to accept the entire batch based on the results. Acceptance sampling determines whether a batch of goods should be accepted or rejected.
The tools in each category provide different information for evaluating product and process quality. Although descriptions of certain characteristics are helpful, they are not enough to help us evaluate whether there is a problem with quality. Acceptance sampling can help us decide whether to accept or reject the items produced. Although this information is helpful in making the quality acceptance decision after the product has been produced, it does not help us identify and catch a quality problem during the production process. For this we need tools in the SPC category.
SOURCES OF VARIATION
All processes have a certain amount of natural variation. This variation can be caused by many factors, some of which we can control and some which are inherent in the process. Variation that is caused by factors that can be clearly identified and managed is called assignable variation. An example may be variation in output caused by workers not being equally trained or by improper machine adjustment. Variation that is inherent in the process itself is called common or random variation.
Causes of assignable variation can be precisely identified and eliminated. Examples of this type of variation are poor supplier quality, poor worker performance, or a misaligned machine. In each of these examples, the problem can be identified and corrected. In contrast, common causes of variation are based on random causes we cannot identify. If you look at bottles of a soft drink, you will notice that no two bottles are filled to exactly the same level. Similarly, if you look at blueberry muffins in a bakery you will notice that some have more blueberries than others. These types of differences are completely normal. No two products are exactly alike. This is due to slight differences in materials, workers, machines, tools, and other factors. An important task in quality control is to determine the amount of random variation in a process. We can then monitor the process to ensure that the amount of variation does not exceed it.
PROCESS CAPABILITY
Process capability is the evaluation of a process as to its ability to meet certain quality standards. Quality standards are useless if the production process isn't able to achieve them. It would be akin to expecting every high school athlete to perform at Olympic standards or taking an old family SUV and expecting it to perform in a NASCAR race. They simply aren't capable. The same holds true for business processes. Strict quality standards are useless if the system is not capable of producing products that meet those standards.
Intel Corporation
Intel Corporation—the world's largest manufacturer of microprocessors—understands the problems with process variation. Process variation leads to quality defects and lack of product consistency. To minimize process variation Intel has implemented a program it calls “copy-exactly” at all its manufacturing facilities. This means that each facility uses the same equipment, the same exact materials, and performs the same tasks in the exact same order. Regardless of whether the chips are made in Arizona, New Mexico, Ireland, or any of its other plants, they are made in exactly the same way. The level of detail to which the “copy-exactly” concept goes is meticulous. For example, when a chip-making machine was found to be a few feet longer at one facility than another, Intel made them match. When water quality was found to be different at one facility, Intel instituted a purification system to eliminate any differences. Even when a worker was found polishing equipment in one direction, he was asked to do it in the approved circular pattern. Such attention to exactness of detail is to minimize all variation possible.
The first question to ask in the development of a quality program is whether the process is capable of achieving the desired product specifications. Product specifications, also called tolerances, are set ranges of acceptable quality characteristics. These can be product dimensions, such as length or weight, or customer service standards, such as number of customer complaints. These standards are typically set by design engineers taking into account how the product will be used and customer expectations. For a product to be considered acceptable, its characteristic must fall within the product specification range. For example, the specification width of a machined part may be set as 10 inches ± .5. This specifies that the part should be 10 inches wide but can vary between 9.5 and 10.5 inches. Anything outside of this range is unacceptable.
Recall that all production processes have a certain amount of natural variation. For a process to be considered “capable” of producing a product with set specifications, the variation of the process itself cannot exceed this set specification. Therefore, process capability involves evaluating the variation of the process and comparing it to product specifications.
To see how this works, let's look at three cases of process variation relative to product design specifications: (1) Process Variation equals Specification Range; (2) Process Variation exceeds Specification Range; and (3) Process Variation is narrower than Specification Range. Consider Pasta Mania, a company that produces pasta sauces in glass jars specified at 32 ounces ±2 ounces. Therefore, the product specification range is between 30 and 34 ounces. Figure 10.9(a) shows a process (±3 standard deviations) where product volumes fall between 30 and 34 ounces. Assuming a normal distribution, 99.74% of products fall in the range of ±3 standard deviations. In this example we can see that process variation matches product specifications. This means that the process is capable of producing products within the set specifications.
In Figure 10.9(b), however, 99.74% of products (±3 standard deviations) have volumes between 29 and 35 ounces. Here the process variation is outside of the product specifications, and a large percentage of products produced fall outside of the permissible limits. Here the process is not capable of producing the product within the set specifications.
In Figure 10.9(c), 99.74% of the products produced are with volumes between 31 and 33 ounces. Here, the range of process variation is less than the set specification range and the process exceeds minimal capability.
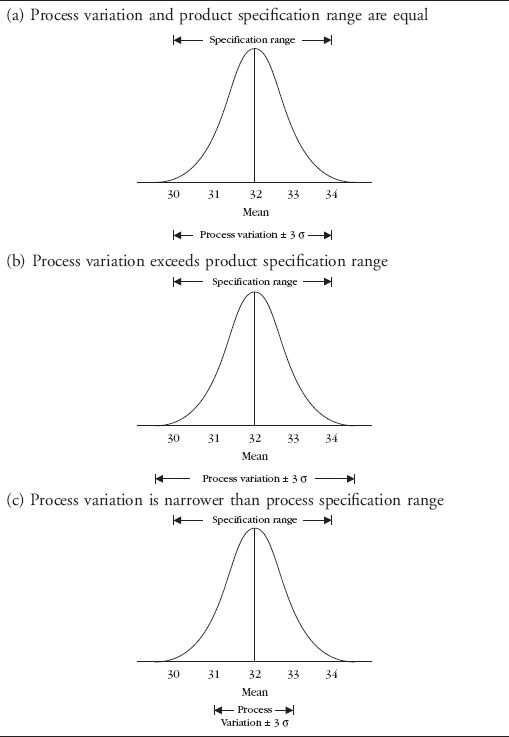
FIGURE 10.9 Process variation versus product specifications.
Process capability is measured using the process capability index Cp. It is computed as the ratio of the product specification range to the process variation range:
![]()
The product specification range is the difference between the upper specification limit (USL) and the lower specification limit (LSL) of the process. The process variation range—the denominator—is computed as 6 standard deviations (6σ) of the process being monitored. We use 6σ because 99.74% of the products fall within ± 3 standard deviations of the distribution—a total of 6 standard deviations. Cp is an easy to interpret:
Cp = 1: Process variation just meets specifications, as in Figure 10.9(a). The process is “minimally capable.”
Cp ≤ 1: Process variation exceeds the specification range, as in Figure 10.9(b). The process is not capable of producing products within specification.
Cp ≥ 1: Process variation is narrower than specification range, as in Figure 10.9(c). The process exceeds minimal capability.
A Cp value of 1 means that 99.74% of products produced fall within the specification range. This also means that 0.26%(100% – 99.74%) of the products do not fall within the range. This percentage may seem negligibly small. However, 0.26% corresponds to 2,600 parts per million (ppm) defective products (0.0026 × 1,000,000). This translates into 2,600 wrong prescriptions out of a million, 2,600 incorrect medical procedures out of a million, or 2,600 malfunctioning aircraft out of a million. In these terms we can see that this number of defects is high and the way to reduce it is to increase process capability. This involves studying the process and improving it.
Example Computing Cp
Pasta Mania is evaluating three different machines for their capability in filling jars with its famous pasta sauce. The product specification range is set between 30 and 34 ounces. Given the standard deviations for each machine provided below, determine which of the machines are capable of producing within specifications.
| Machine | Standard Deviation |
| A | 0.6 |
| B | 0.7 |
| C | 1.2 |
Solution: To determine the capability of each machine, we need to divide the specification width (UCL – LCL = 34 − 30 = 4) by 6s for each machine:

Looking at the Cp values, only machine A is capable of filling bottles within specifications because it is the only machine that has a Cp value at or above 1.
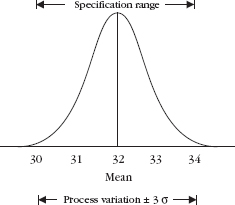
FIGURE 10.10 Actual process variation is not centered on specification range.
Although Cp is a valuable measure of process capability it has one shortcoming: it assumes that process variability is centered on the specification range. Unfortunately, this is not always the case. Figure 10.10 shows an example from Pasta Mania. Here the process is specified for a mean of 32 ounces, but the variation of the process itself has a mean of 31 ounces, even though both ranges are the same. The process is not centered and a certain proportion of products will fall outside the specification range.
This problem is common and can lead to mistakes when computing Cp. For this reason another measure for process capability is used more frequently:

where
- μ = the mean of the process
- σ = the standard deviation of the process
Cpk is a measure of process capability that addresses a possible lack of centering of the process over the specification range. To use this measure, the process capability of each half of the normal distribution is computed and the minimum of the two is used.
Looking at Figure 10.10 the computed Cp would be 1.00 as both ranges are the same, leading us to conclude that the process is capable. Computing Cpk, however, leads to a different conclusion. Assuming that the process standard deviation, σ, is 0.6, we get the following:
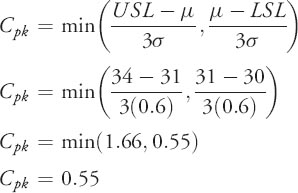
The computed Cpk value is less than 1 indicating that the process is not capable.
Example Computing the Cpk Value
Compute and interpret the Cpk measure of process capability for the following process. What value would you have obtained with the Cp measure?
USL = 22
LSL = 10
Process σ = 2
Process μ = 14
Solution: Compute the Cpk measure of process capability:
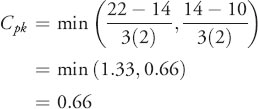
The Cpk value is below 1.00 telling us that the process is not capable. The Cp measure, however, provides a different answer in this case:
![]()
This measure is misleading in this case. The reason for the difference is that the process is not centered on the specification range.
PROCESS CONTROL CHARTS
Once we have ensured that the process is capable of producing products within the set limits, we need to make sure the process continues doing so. This requires regularly monitoring the process to make sure products are produced with characteristics that stay within the set limits. We say that we are ensuring that the process is “in a state of control.” The most commonly used tool for doing this is a process control chart.
A control chart is a graph that shows whether a sample of data falls within the common or normal range of variation. The chart has upper and lower control limits that separate common from assignable causes of variation. We say that a process is out of control when a plot of data reveals that one or more samples fall outside the control limits. Figure 10.11 shows examples of when the data falls outside of the control limits and when we need to investigate causes of variation.
To monitor the process using control charts samples of the process output are taken at regular intervals and plotted on the control chart. When observed values go outside the control limits, the process is assumed not to be in control. Production is stopped, and employees attempt to identify the cause of the problem and correct it.
Control charts are one of the most commonly used tools in statistical process control and can be used to track the performance of any characteristic of a product, such as the weight of a cereal box, the number of chocolates in a box, or the volume in a bottle of water. Characteristics that can be monitored by control charts can be divided into two groups: variables and attributes.
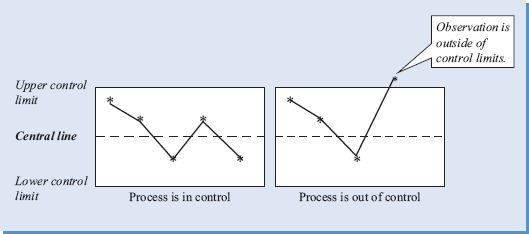
FIGURE 10.11 Process control charts.
Control charts for variables are used to monitor characteristics that can be measured and have a continuum of values, such as height, weight, or volume. A soft-drink bottling operation is an example of a variable measure, since the amount of liquid in the bottles can be measured and can take on a number of different values. Other examples are the weight of a bag of sugar, the temperature of a baking oven, or the diameter of plastic tubing.
A control chart for attributes, on the other hand, is used to monitor characteristics that have discrete values and can be counted. Often they can be evaluated with a simple yes-or-no decision. Examples include color, taste, or smell. An attribute requires only a single decision, such as yes or no, good or bad, acceptable or unacceptable (e.g., the apple is good or rotten, the muffin is fresh or stale, the zipper is or is not broken, the light bulb works or it does not work) or counting the number of defects (e.g., the number of broken cookies in the box, the number of dents on the car, the number of barnacles on the bottom of a boat). Control charts can be used to monitor both attributes and variables. Here we will look at the control charts for attributes.
CONTROL CHARTS FOR ATTRIBUTES
Control charts for attributes, called a p-chart, monitor the proportion of defective items in a sample. The center line of the chart is the average proportion defective in the population, or ![]() . This is obtained by taking a number of sample observations at random and computing the average value of p across all samples. To construct the UCL and LCL for a p-chart we use the following formulas:
. This is obtained by taking a number of sample observations at random and computing the average value of p across all samples. To construct the UCL and LCL for a p-chart we use the following formulas:
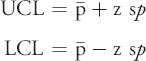
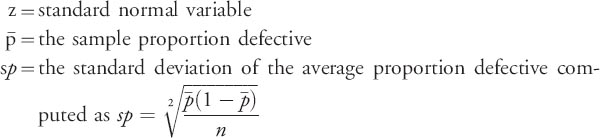
where n is the sample size.
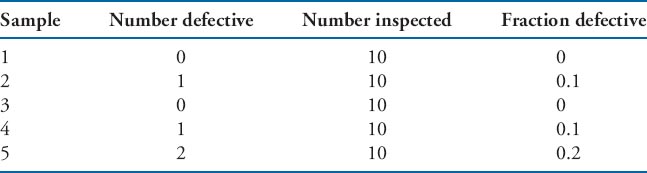
Example Designing P-Charts
Mercy Hospital wants to ensure all staff follow a common five-step process when discharging patients. The hospital has put a check sheet in place and is performing random inspection to ensure that the steps are being followed. Conducting random checks of 10 observations per sample the hospital collected the following data to use to develop control chart limits.
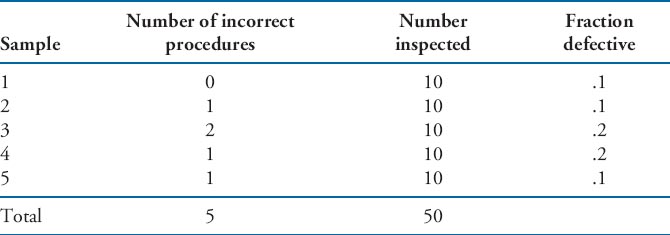
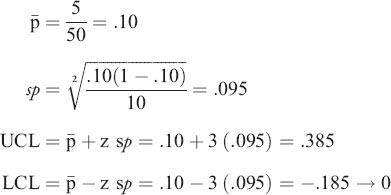
In this example the lower control unit is negative, which sometimes occurs due to approximation of the binomial distribution. When it occurs, LCL is rounded to zero.
SIX SIGMA QUALITY
WHAT IS SIX SIGMA?
Six Sigma is a quality management process that uses rigorous measurement to reduce process variation and eliminate defects. It originated at Motorola in the 1970s, and the rigorous standards were later embraced by General Electric, Lockheed Martin, Allied Signal, American Express, Texas Instruments, and other companies. Today, Six Sigma quality standard has become a benchmark in many industries.
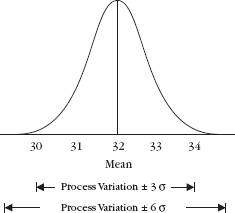
FIGURE 10.12 Six Sigma versus Three Sigma quality.
Six Sigma defines quality as no more than 3.4 parts per million defective (ppm). Sigma (σ) stands for the number of standard deviations of the process and measures how far a given process deviates from perfection. A process with ±3 sigma (σ) means that 2,600 ppm are defective, whereas with Six Sigma they approximate 3.4 ppm, as shown in Figure 10.12. The process achieves this by eliminating waste through strict improvements in quality and elimination of defects. The idea behind Six Sigma is to systematically identify and eliminate defects and get as close to “zero defects” as possible. The concept of quality is at the core of Lean and the two go hand in hand eliminating waste and rooting out defects. Six Sigma relies on all the tools we have discussed so far to achieve this.
To achieve the goals of Six Sigma companies typically institute a quality focus in every aspect of their organization. Before a product is designed, marketing ensures that product characteristics are exactly what customers want. Operations ensures that exact product characteristics can be achieved through product design, the manufacturing process, and the materials used. The Six Sigma concept is an integral part of other functions as well. It is used in the finance and accounting departments to reduce costing errors and the time required to close the books at the end of the month. Six Sigma requires involvement of all parts of the organization as well as the entire supply chain.
SIX-SIGMA METHODOLOGY
There are two aspects to the Six Sigma methodology. First is the use of technical tools to identify and eliminate causes of quality problems. In fact, Six Sigma relies heavily on quantitative and data-driven technical tools. These technical tools include the statistical quality control tools and the seven tools of quality discussed earlier in this chapter. Company use of these technical tools is integrated throughout the entire organization.
The second aspect of Six Sigma is people involvement, as with all other aspects of Lean. In Six Sigma all employees have the training to use technical tools and are responsible for rooting out quality problems. Employees are given martial arts titles that reflect their skills in the Six Sigma process. Black belts and master black belts are individuals who have extensive training in the use of technical tools and are responsible for carrying out the implementation of Six Sigma. They are experienced individuals who oversee the measuring, analysis, process controlling, and improving. They achieve this by acting as coaches, team leaders, and facilitators of the process of continuous improvement. Green belts are individuals who have sufficient training in technical tools to serve on teams or on small, individual projects.
The Six Sigma approach is organized around a five-step plan known as DMAIC, which stands for the following:
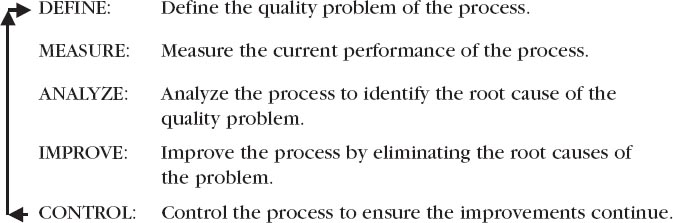
The first three steps provide a study of the existing process, whereas the last two steps are involved in process change. All steps extensively utilize quantitative tools, such as measuring the current performance and analyzing the process for root causes of problems. This is a continuous process. Part of Six Sigma is to continuously search for quality problems and improve them. In organizations, this effort is led by the black belts.
Successful Six Sigma implementation requires commitment from top company leaders. These individuals must promote the process, eliminate barriers to implementation, and ensure that proper resources are available. A key individual is the champion of Six Sigma. This is a person who comes from the top ranks of the organization and is responsible for providing direction and overseeing all aspects of the process.
THE LEAN SIX SIGMA SUPPLY CHAIN
In this chapter we have seen how Lean utilizes all its resources in the most efficient manner possible to create value for the end customer. We have also learned about Six Sigma, as a way to root out quality problems and reduce process variation. The two approaches together result in improved supply chains that can operate at lower relative costs and provide greater customer value than their competitors. They can even perform at levels exceeding customer expectations. As a result, Lean and Six Sigma create a “best-in-class” supply chain that provides a major competitive advantage over competitors. Figure 10.13 shows the tools from each approach that work to create an efficient Lean Six Sigma supply chain.
These practices, however, cannot just be implemented within one stage of the supply chain. They must be implemented across all organizations in the chain to work. Otherwise waste and inefficiencies incurred by even a few members of the chain will be passed down to the final customer. If a process in the chain does not create value it should be removed. For this reason the term “value chain” is often used to refer to a Lean supply chain.
A Lean Six Sigma supply chain is a cross-functional team effort comprising individuals across different supply chain processes. In many companies it is the same team as the Sales and Operations Planning (S&OP) we discussed in Chapter 8. S&OP is a process intended to match supply and demand through functional collaboration. The process is designed to coordinate activities between marketing and sales, with those of operations and sourcing, across the supply chain in order to ensure that supply meets demand requirements. It requires teamwork among sales, distribution and logistics, operations, finance, and product development. This enables supply chains to provide better customer service, lower inventory, reduce customer lead times, and stabilize production schedules. The S&OP is a very good source for Lean Six Sigma as S&OP must be strategically aligned with executive management objectives. As a result, this team understands the “big picture” and sees major process breakdowns and their impact on the supply chain.
DEVELOPING A LEAN SIX SIGMA SUPPLY CHAIN
Let's look at the steps in developing a Lean Six Sigma supply chain:
Step 1—Jointly Define Value. The cross-functional team jointly defines value as perceived by the final customer. This creates a joint vision of critical attributes of the product and delivery process. This involves identifying the Voice of the Customer (VOC), which we learned about in Chapter 5, and the specific value propositions for each target market.
Step 2—Conduct Supply Chain Capability Analysis. This requires establishing how well the current supply chain meets customer requirements. This means conducting a capability analysis. Six Sigma concepts can be used here to characterize the ability of the supply chain to meet customer requirements. The supply chain is viewed as a system and is analyzed for capacity bottlenecks and system constraints.
Step 3—Develop Key Financial and Operational Metrics. Key financial and operational metrics for the supply chain are developed. Inventory metrics are an important barometer of supply chain efficiency at this stage. For example, inventory investments and inventory turns ratio are important supply chain metrics that measure the efficiency of supply chain asset utilization. Developing an understanding of the relationships between metrics is important as well. For example, metrics such as lead-time, demand and service levels, impact key process outputs, such as cash flow, profitability, inventory investment and inventory turns.
Step 4—Identify and Implement System Improvements. The partners then work together to identify and eliminate waste from the system, and to meet target cost. They analyze supply chain work streams using tools such as Value Stream Mapping (VSM). VSM is a flowcharting tool that is used to illustrate product and information flows through various processing steps. It is a valuable tool in identifying all value-adding and non-value-adding processes.
In addition, Lean Six Sigma requires supply chain member transparency to share plans and information, such as forecasts, inventory usage requirements, and production plans. Information technology, as we discussed in Chapter 3, has become a critical tool to enable this degree of information sharing. Often supply chain partners are linked online. They develop joint forecasts, joint production schedules, and joint delivery plans. This permits suppliers to deliver goods when they are needed by their customers in smaller quantities and not carry excess inventories. Also suppliers have adopted stringent quality practices enabling customers to bypass the quality inspection process. All this serves to streamline the supply chain and eliminate steps.
IMPACT ON SUPPLY CHAIN ACTIVITIES
Lean Six Sigma has a transformative impact on the supply chain. However, some activities are more impacted than others. Let's look at some supply chain activities to see how they are impacted by Lean Six Sigma.
Suppliers. Lean Six Sigma suppliers are a key element of an efficient supply chain. They are better able to respond to changes in customer demand, have lower costs due to efficient systems, and have improved quality that eliminates inbound inspection. They also tend to have shorter and more reliable lead-times, which translate into lower safety stock and smoother workflow throughout the chain.
To quickly respond to demand, suppliers often locate their facilities close to their customers. For example, Dell requires its first tier suppliers to be located within a 15-minute radius of its Austin facility. Also, Lean supply chains tend to rely on networks of small specialized plants that enable efficiency and permit focus. For example, Toyota has 12 separate plants located around Toyota City.
Operations. Operations is one area where Lean Six Sigma improvements are most evident, from setting uniform work flow to pull production and changes in facility layout. One important aspect of operations is the calculation of the system's takt time, or cycle time, which we discussed in Chapter 5. Proper cycle time calculation ensures that the process will produce according to actual customer demand. Also, cycle time calculations directly tie into inventory calculations, discussed in Chapter 9, and ordering policies. Effective inventory utilization is a critical aspect of the Lean Six Sigma supply chain as it is one of the most important assets. Metrics such as inventory turnover and utilization, discussed in Chapter 7, are especially important here.
Logistics. Lean Six Sigma requires substantial changes in logistics as it is a key function that connects the links in the chain. Location of warehouses and modes of transportation can be selected to optimize movement of materials and meet performance criteria. Optimization models can also be used to select routes and determine shipping quantities. In addition, changes in warehouse design are essential to eliminate waste, create efficiency improvements, and eliminate process variability from order picking to packing. As the logistics function is often outsourced to third-party logistics (3PL) providers, it is important to integrate the service provider into the supply chain planning process.
CHAPTER HIGHLIGHTS
- Lean is a management approach for creating value for the end customer through the most efficient utilization of resources possible. The most important tenet of Lean is eliminating waste, where waste is defined as anything that does not add value.
- Lean consists of three elements that work together: Lean Production, Total Quality Management, and Respect for People.
- Lean relies on visual signals to pull products through the system. Communication between work centers is made possible by the use of a signaling system called a kanban, which means “signal” or “card” in Japanese.
- Jidoka is the authority of every worker to stop the production process and fix problems as they occur rather than pushing them down the line.
- The “seven tools of quality control” are essential in identifying and analyzing quality problems. They include cause-and-effect diagrams, flowcharts, checklists, control charts, scatter diagrams, Pareto analysis, and histograms.
- ISO 9000 consists of a “family” of standards established by the International Standards Organization that address various aspects of the quality management process. ISO 14000 are standards for environmental management.
- SQC are statistical tools used to measure quality and identify quality problems in both the product and process. These tools can be divided into three broad categories: descriptive statistics, SPC, and acceptance sampling.
- All processes have a certain amount of normal variation. Variation that is caused by factors that can be clearly identified and managed is called assignable variation. Variation that is inherent in the process itself is called common or random variation.
- Process capability is the evaluation of the production process as to its ability to meet or exceed the set product specifications.
- Process control charts are statistical quality control tools used to monitor the process to make sure products are being produced with characteristics that are within the set limits. Process control charts ensure that the process is “in a state of control.”
- Six Sigma is a quality management process that uses rigorous measurement to reduce process variation and eliminate defects. Six Sigma defines quality as no more than 3.4 parts per million defective (ppm).
KEY TERMS
- Lean
- Six Sigma
- Lean Six Sigma
- Waste
- Kaizen
- Kaizen blitz
- Lean Production
- Total Quality Management (TQM)
- Respect for People
- Just-in-time (JIT)
- Pull production
- Kanban
- Setup time
- Jidoka
- Quality circle
- The voice of the customer (VOC)
- Cause and effect diagrams
- Fishbone diagrams
- Flowcharts
- Checklists
- Control charts
- Scatter diagrams
- Pareto analysis
- Histograms
- Descriptive statistics
- Statistical process control (SPC)
- Acceptance sampling
- Assignable variation
- Common or random variation
- Process capability
- Product specifications
- Process control chart
- Variables
- Attributes
- P-chart
- Value Stream Mapping (VSM)
DISCUSSION QUESTIONS
- Describe the core beliefs of Lean and how they could be implemented in your own life.
- Identify the three elements of Lean and explain how they work together.
- Find an example of a company that has high respect for people. How does this affect their performance?
- Find an example of a service organization and explain how Lean could be implemented in this environment.
- Describe three recent situations in which you were directly affected by poor product or service quality.
- Discuss the key differences between common and assignable causes of variation. Give examples.
- Describe the differences between process capability and process control charts. How should the two be used together?
PROBLEMS
- Hawks Soccer is evaluating four different machines for their capability in manufacturing size 5 soccer balls. The specification range for the circumference is set between 68 and 71 cm. Given the standard deviations for each machine in the table below. You need to determine which of the machines are capable of producing within specifications.
Machine Standard deviation A 0.4 B 0.8 C 0.7 D 1.0 - Tommy Suits are evaluating their two tailoring machines for their precision. The specification range is set between 0.2 and 0.5 mm with a mean of 0.3 mm. Given the standard deviation for each machine, determine the Cpk values and compare them to Cp values.
Machine Standard deviation A 0.04 B 0.05 - Hoo-ha Karate Club is evaluating their three members for their strength in kicking. The specification range for the power is set between 300 to 350 KG. Given the standard deviation for each member determine which of the member are capable of kicking within specification. Is this a reasonable measure here? Why or why not?
Member Standard deviation A 40 B 50 C 60 - Compute and interpret the Cpk measure of process capability for the following process. And also compute the Cp measure. Explain the differences.
- USL = 20
- LSL = 12
- Process σ = 1
- Process μ = 14
- Specification range for machine performance is set between 50–100 and mean is 80. Given the information in the table below determine the Cpk and Cp values. Explain the differences.
Machine Standard deviation A 10 B 8 C 12 - New Land Power is conducting random inspections to check the quality of their batteries. Data collected are in the following table. Use the information to develop control chart limits with a 95% confidence interval desired.
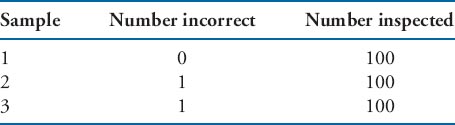
- Doctor David Miller is conducting random inspections of the accuracy of his new specimen-reading machine. Data collected are shown below. Use the data to develop control chart limits with a 99% confidence interval.
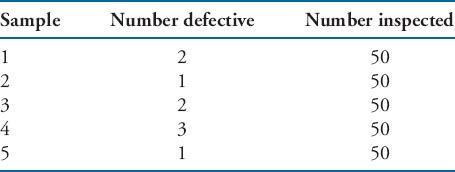
- Lucie Tire has conducted random inspections for defects of their new tires. Given the data below develop control chart limits assuming 95% confidence interval.
CASE STUDY: BUCKEYE TECHNOLOGIES
Buckeye Technologies is a manufacturer of semiconductors for mobile consumer electronic devices, such as laptop computers, smart phones, and digital cameras. Ms. Sabina Norton has been working at Buckeye Technologies for about a year as a production manager. The volatile demand of the semiconductor industry has been an obstacle in designing an accurate production schedule. The unstable demand causes the company to carry high amounts of safety stock and incur other types of wastes. Sabina is wondering if the operation can be modified to become more efficient.
Transistors are key components used in the manufacture of a semiconductor. One of the transistors of a cell phone semiconductor is sourced from Xiang, a supplier in China, with a lead time of two months. Buckeye Technologies usually carries enough of these transistors at the plant. When it runs out of them, however, they experience high levels of work-in-process (WIP) inventory and are unable to continue with production. Although this transistor can also be obtained from several suppliers in the United States, the cost is considerable higher compared to the cost of sourcing it from Xiang.
The semiconductors for laptop computers, smart phones, and digital cameras are produced differently, so every time the company needs to produce a different type of semiconductor, the operator is required to change the setting of the production machinery. This can be time consuming, and the company wants to be able to respond quickly to changes in demand. Sabina knows that there must be a way to reduce inventory, but at the same time she wants to keep a flexible production to keep up with the fast paced environment and the volatility of the demand.
Sabina has also noticed that the current design of the facility is not very efficient. Currently the facility production system is grouped by function and components move from function to function. There are about 350 steps in producing a semiconductor chip. Some functions of the facility are located at one end of the facility, while other functions are at the other end of the facility. This results in long waiting times between procedures. She is thinking about changing the design of the facility to one that will give more flow to the production process.
Sabina recognizes that there are a number of changes that must be made. She has heard of Lean as a method to reduce waste but is not sure where to begin.
CASE QUESTIONS
- What suggestions do you have for Sabina about working with suppliers and how would you address the sourcing issue from the Chinese supplier based on Lean principles?
- What should Sabina do about reorganizing the work environment? Should any layout changes be made and how do you think they should be implemented?
- How would you address the issue of equipment setup? How would you proceed?
- What other suggestions would you offer Sabina to improve the operation of this company? In what order should these changes be made?
- Describe the organizational culture of Lean. How can Sabina promote this at Buckeye?
REFERENCES
Feigenbaum, A.V. Total Quality Control. New York: McGraw-Hill, 1991.
Holweg, Matthias. “The Genealogy of Lean Production.” Journal of Operations Management. 25(2), 2007: 420–437.
Shingo, Shigeo. Modern Approaches to Manufacturing Improvement. Cambridge, Mass.: Productivity Press, 1990.
Trent, Robert J. Strategic Supply Management. Fort Lauderdale, FL: J. Ross Publishing, 2007.
Vitasek, K., K. B. Manrodt, and J. Abbott. “What Makes a Lean Supply Chain?” Supply Chain Management Review. October 2005: 39–45.
Womack, James P., and Daniel T. Jones. Lean Thinking. Mankato, MN: Free Press, 2003.
Womack, James P., Daniel T. Jones, and Daniel Roos. The Machine That Changed the World. New York, NY: Macmillan Publishing Company, 1990.