Here are three readily and easily applicable tools that facilitate the implementation of one more methods presented in the chapters.
For completed examples and detailed presentations on the toolbox worksheets, please visit the accompanying website www.fastfulfill.org
A. Process Speed Analyzer (PS-Analyzer)
What Information Does It Provide?
Focus is on a specific fulfillment process. The PS-Analyzer evaluates whether the process is fast enough to survive in an Internet-driven world, and identifies the slow causes that are reducing process speed. A quick investigation of the causes projects whether the team can come up with a set of innovative ideas that can eliminate or accelerate the causes. The final decision is whether to Fix-It: Reengineer the process or Design-Build-It: Build a fresh new process.
Definitions
Specific Fulfillment Process: The specific process with defined start and end. Example: (1) Start—Order receipt at the warehouse; End—Package shipped from the warehouse. (2) Start—Ride request confirmed in the system; End—Ride assigned to a driver. Multiple entities (e.g., customer orders) will flow through the process over a period of time. Process Speed: Time for a single entity to flow through the specific process from start to end. The shorter the time the faster the speed. Use Figure A.1 to calibrate the process at four speed levels: (i) TL—Speed at which the business will start losing customer rapidly, (ii) TS—Speed at which the customer count remains steady, (iii) TB—Best speed among current competitors also a pivot point for customers, and (iv) TD—Speed at which an innovator will disrupt the business.

Figure A.1 Process speed calibration
The machine speed range must be based on market information and customer behavior trends. The speed TB is a critical speed and must accurately reflect the customer pivot factor.
Slow Cause: An identified behavior of one or more activities in the process that is slowing the fulfillment speed. Benchmark is the best speed (TB), and any cause that slows the process below this speed should be listed. There two types of slow causes:
• Type-F: Process Friction—Slows down the fulfillment process flow by the insertion of decisions, activities, or uncertainties that impede the throughput efficiency. There are four sources of friction.
i. Skill Inefficiency: Workers/Machines not optimized for fast activity times
ii. Data Search: Data needed to complete activity not readily available
iii. Process Design: Requires many steps or a suboptimal flow
iv. Time Waste: Unnecessary or redundant steps and activities
• Type-S: Speed Bump—Temporarily stops the fulfillment process by creating a queue or holding stage for the flowing entities. The delay time is typically a function of one or more internal or external factors. There are four sources of speed bumps.
i. Resource Shortage: Queue formation due to fully utilized resources
ii. Decision Optimize: Process control delays, waiting for assignment or reset
iii. Batch Process: Processing occurs at fixed intervals or quantities
iv. Low Priority: Waiting for resource attention
Speed Effect: Use Figure A.2. to calibrate effect of the slow causes on process speed. Calibrated at four levels: Low, Medium, High, and Mega. The effect is benchmarked against the machine speed range. Low indicates the cause is slowing the process by 10 percent, Mega indicates a 60+ percent effect.
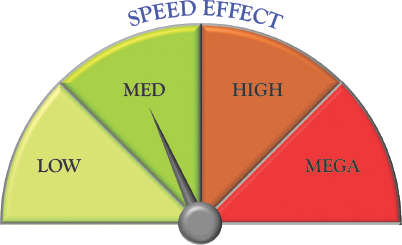
Figure A.2 Speed effect calibration
Innovation Idea: A solution for countering the speed effect of the slow cause. These innovative ideas either eliminate the cause or accelerate the process flow. There are six innovation idea drivers: (i) Data Streaming, (ii) Decision Modeling, (iii) Process Time, (iv) Automation, (v) Resource Cloud, and (vi) Uncertainty Analytics.
Fix-It or Design-Build-It: The critical question in fast fulfillment is whether an existing process can be fixed so that it runs and speeds that are higher than TB and with the potential to achieve TD. If this process acceleration is not possible, then the business needs to design-build a new process that integrates several disruptive innovations.
PS-Analyzer Steps:
1. Describe the specific fulfillment process that is to be analyzed. Identify the process start and endpoints and the entity flowing through.
2. Investigate current and future market trends that determine customer process speed expectations.
3. For the specific process record the four speed levels: TL, TS, TB, and TD.
4. Review the current process and create a list of slow causes. Limit to 5, more than that, design-build a new process.
5. For each slow cause complete the PS-Analyzer worksheet (Table A1).
6. Investigate and create a list of innovation ideas.
7. For each idea complete the PS-Analyzer worksheet (Table A2).
8. Review the tables, analyze the causes, ideas, and associated data, and decide whether to Fix-It or Design-Build-It.
When innovative disruptions are successful, they commonly follow one of four performance themes: (i) Time Efficiency—Activities are done faster or quicker, (ii) Cost Efficiency—Fewer or cheaper resources are used, (iii) Quality Enhancement—Products satisfy higher levels of customer wants, or (iv) Provider Expansion.
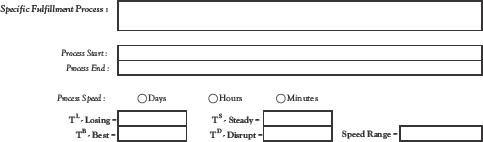
Table A.1 PS-Analyzer
No. |
SLOW CAUSE |
TYPE |
SOURCE |
SPEED EFFECT |
1 |
|
□ Skill Inefficiency □ Data Search □ Process Design □ Time Waste |
|
|
|
□ Batch Process □ Low Priority □ Resource Short □ Decision Optimize |
|||
2 |
|
□ Skill Inefficiency □ Data Search □ Process Design □ Time Waste |
|
|
|
□ Batch Process □ Low Priority □ Resource Short □ Decision Optimize |
|||
3 |
|
□ Skill Inefficiency □ Data Search □ Process Design □ Time Waste |
|
|
|
□ Batch Process □ Low Priority □ Resource Short □ Decision Optimize |
|||
4 |
|
□ Skill Inefficiency □ Data Search □ Process Design □ Time Waste |
|
|
|
□ Batch Process □ Low Priority □ Resource Short □ Decision Optimize |
|||
5 |
|
□ Skill Inefficiency □ Data Search □ Process Design □ Time Waste |
|
|
|
□ Batch Process □ Low Priority □ Resource Short □ Decision Optimize |
Table A.2 PS-Analyzer
No. |
INNOVATION IDEA |
LINK SLOW CAUSES |
IDEA DRIVER |
SPEED EFFECT |
1 |
□ Data Streaming □ Decision Model □ Process Time □ Resource Cloud □ Automation □ Uncertainty Analytics |
□ +10% □ +20% □ +40% □ +60% |
||
2 |
□ Data Streaming □ Decision Model □ Process Time □ Resource Cloud □ Automation □ Uncertainty Analytics |
□ +10% □ +20% □ +40% □ +60% |
||
3 |
□ Data Streaming □ Decision Model □ Process Time □ Resource Cloud □ Automation □ Uncertainty Analytics |
□ +10% □ +20% □ +40% □ +60% |
||
4 |
□ Data Streaming □ Decision Model □ Process Time □ Resource Cloud □ Automation □ Uncertainty Analytics |
□ +10% □ +20% □ +40% □ +60% |
What Does it Do?
AI (Artificial Intelligence) adds complexity to decision problems by increasing the number of dynamic input variables and the controllable decision variables. The Lite-AI Builder captures and operationalizes the intelligence linking these inputs and decisions to a target performance metric. It prepares the team for the next stage where computer and data scientists get involved in creating an operational model.
Definitions
Specific Fulfillment Activity: A specific activity within the fulfillment process for which an AI model is being developed.
Performance Metric: The activity outcome you are focused on achieving, or literally, the performance target or goal. It is critical to ensure that the right goal is identified, else you will be efficiently progressing in the wrong direction. In a fulfillment machine, this metric will likely be defined in terms of activity speed and could be associated with listed friction and speed bump causes from an associated PS-Analyzer worksheet.
Process Variables (Dependent Inputs): Physical and digital attributes of the process activities that are changing or changeable. These inputs are known determinants of the performance metric, which implies that as they change the process performance changes. Variables should be described at the functional level with as much precision as possible.
Decisions or Controllable Variables: Decisions could be either stationary (design) or dynamic (operational) in nature. Stationary decisions are made occasionally and have a much lower frequency, while dynamic decisions are real-time and have a higher frequency. Take a disruptive approach to identify the decisions, often we assume something is fixed or cannot be changed, challenge this assumption.
Performance Transfer Relationships: This is the guts of the analysis and comprises the intelligence driving the AI solution. The intelligence team projects the effect of each input on the performance target. Described by two effect measures: (i) Steady-State Effect (Linear assumption)—For each variable what is the likely percentage increase in the performance metric for a unit/category change if all other variables are fixed and (ii) Paired Effect—Identify variable pairs that have an additive/multiplicative effect on performance, then estimate the likely combined effect of the pair for a unit/category change.
Data Curation: Starts with the ROC (Recorded, Optimized, and Controlled) principle, the variables specify the datasets that need to be collected and stored. These datasets will be used to learn from the data and then train your decision-making models. Over time they will validate the performance transfer relationships. All data is time-variant and readily recorded in a transactional database. Curation is the process of cleaning up and referencing this data so that it will be useful in creating decision intelligence.
Feature Engineering Variables: Selecting the variables that are most critical to performance. Set an effect threshold and only focus on modeling those variables with either a steady-state or paired effect above the threshold.
Supervised Learning Notes: In many decision problems the performance transfer relationships are not exact or readily understood. AI can apply the previous information to a curated dataset, to learn and propose a model for better decision making. Record here what are the strategies or tactics in the AI learning process. These will be used by the computer/data scientist to develop an applicable model.
Lite-AI Builder Steps:
1. Describe the specific fulfillment activity for which an AI-based decision-making program is being developed.
2. Identify the target performance metric that is being optimized.
3. Investigate the current and future operational designs for the activity, to understand the activity variables and their effect on the performance metric.
4. List the input process variables and for each variable complete the Lite-AI Builder worksheet (Table B1).
5. List the decision variables, and for each decision complete the Lite-AI Builder worksheet (Table B2).
6. For each process and decision variable complete the Lite-AI Builder worksheet (Table B3) single variable effect section.
7. Review the variables and list variables pairs that have a significant combined performance effect. For each pair complete the Lite-AI Builder worksheet (Table B3) paired variable effect section.
8. Review the tables, analyze the variables and effects, and summarize the training notes.

Table B.1 Lite-AI Builder
No. |
INPUT PROCESS VARIABLE |
DATA MEASURE |
DATA SOURCE |
UNCERTIANITY RANGE |
V1 |
□ Flow Entity □ System State |
|||
V2 |
□ Flow Entity □ System State |
|||
V3 |
□ Flow Entity □ System State |
Table B.2 Lite-AI Builder
No. |
DECISION VARIABLES |
MADE BY |
FREQUENCY |
D1 |
□ Human □ Computer Rule □ Analytical Program |
□ Time - Interval: ______________ □ Batch - Size: ______________ |
|
D2 |
□ Human □ Computer Rule □ Analytical Program |
□ Time - Interval: ______________ □ Batch - Size: ______________ |
Table B.3 Lite-AI Builder
WHY - EFFECT INTELLIGENCE |
STEADY STATE/PAIRED EFFECT |
DATA CURATION |
FEATURE SELECTION |
|
No. |
Single Variable Effect |
Threshold % = |
||
V1 |
□ Yes □ No |
|||
V2 |
□ Yes □ No |
|||
V3 |
□ Yes □ No |
|||
D1 |
□ Yes □ No |
|||
D2 |
□ Yes □ No |
|||
Pair |
Paired Vairable Effect |
Threshold % = |
||
□ Yes □ No |
||||
□ Yes □ No |
||||
□ Yes □ No |
||||
![]()
C. Brown Multiplier to Idea Generator (BM-Idea)
What Information Does it Provide?
In the Internet-of-Things (IoT) world, fulfillment processes need to adapt efficiently to a wide range of product/service level uncertainties and a broad range of customer preferences. The BM-Idea generator identifies what range of uncertainties and how it affects the fulfillment process. This information is used to generate physio-digital ideas that can be integrated into the fulfillment machine.
Definitions
Specific Product/Service: The specific product or service that is going through a design innovation update to meet the new customer market. Customer Exploration—Segment and Attributes: A customer segment is defined by an aggregate view of the specific product/service. Each segment is described by a set of attributes or product/service features. Five segments are studied: (i) Average-Now, (ii) Average-New, (iii) ±3σ or very different, (iv) ±5σ or highly different, and (v) ±7σ or extremely different customers. Average-Now is the default and represents the current market and serves as a benchmark. Most likely the ±3σ to ±5σ segments are not served in the current situation. Note the ±3σ to ±5σ segments are relative to the Average-New.
Customer Exploration—Research: Investigating how the product/service is being transformed in the marketplace, with a specific focus on digitization and the IoT. Internal market study reports are of little value since many past trends are unlikely to continue in the digitized future. Online blogs, customer reviews, and insightful trend reports from big-name experts (Gartner, McKinsey, and others) are valuable sources. An exploratory investigation of what the Internet allows the customer to do in the context of existing/future products is also recommended. The market knowledge will describe the Average-New segment and the ±3σ to ±5σ segments. These should together be disruptively different from the Average-Now.
Brownian Multipliers: Four types of market of driven multipliers will affect the fulfillment process of the new customer: What, When, Where, and Like (see definitions in Chapter 8). There can be several multipliers of each type. A multiplier is described by specific fulfillment requirements to meet the customer order range. A good multiplier should be easily associated with the attributes of the product/service.
Why Nots: There are four common reasons that an innovative idea or thought is put aside. The why not counter-response links each multiplier to one of the four reasons. Identify which of these applies to each of the multipliers. To counter with a why not do it response, start the argument from one or more of the previous causes. Good multipliers will not be easy to implement and should severely challenge the existing fulfillment process. Being aware of the why nots prepares the team for rigorous BM-Idea meetings and promotes risk transparency.
Digital Idea: A primarily digital solution that will let the fulfillment process rapidly and efficiently respond to the multipliers. This is a classical ideation step. The multipliers and why nots are already known, the team is tasked with formulating ideas that can seed the development process. The task is not a full design but seed ideas that confirm the possibility of a doable solution.
Physical Idea: A primarily digital solution that will let the fulfillment process rapidly and efficiently respond to the multipliers. The digital and physical ideas could be combined into a physio-digital innovation. Integration of the ROC principle is encouraged.
Critical Intelligence: Required intelligence for optimal decision making in the context of the digital and physical ideas. This intelligence will be in the form of data that will be required by associated models or algorithms.
BM-Idea Generator Steps:
1. Describe the specific product/service for the fulfillment machine that is being developed or rebuilt.
2. Customer Exploration—Now: describe the attributes of the Average-Now customer and record them in the worksheet (Table C1).
3. Customer Exploration—Research: Investigate the disruptive transformation occurring in the market.
4. Customer Exploration—New: describe the attributes of the Average-New segment and the ±3σ to ±5σ segments and complete the worksheet (Table C1).
5. List one to three multipliers for each of the four types: what, when, where, and like. Record in the worksheet (Table C2).
6. For each multiplier identify which of the why not reasons can be used to build an innovative idea. Record in the worksheet (Table C2).
7. For each multiplier generate one digital and physical idea that can be used to create an effective fulfillment solution. Record in the worksheet (Table C2).
8. Identify the required critical intelligence for each pair of physio-digital ideas. Record in the worksheet (Table C3).
![]()
Table C.1 BM-Idea
SEGMENT |
ATTRIBUTES |
AVERAGE - NOW |
|
AVERAGE - NEW |
|
± 3 Sigma |
|
±5 Sigma |
|
±7 Sigma |
Table C.2 BM-Idea
BROWNIAN MULTIPLIERS |
WHY NOT? |
DIGITAL IDEA |
PHYSICAL IDEA |
|
WHAT |
||||
1.1 |
|
|||
1.2 |
|
|||
WHEN |
||||
2.1 |
|
|||
2.2 |
|
|||
WHERE |
||||
3.1 |
|
|||
3.2 |
|
|||
LIKE |
||||
4.1 |
|
|||
4.2 |
|
|||
BROWNIAN MULTIPLIERS |
DIGITIZATION STRATEGY |
CRITICAL INTELLIGENCE |
|
WHAT |
|||
1.1 |
|
||
1.2 |
|
||
WHEN |
|||
2.1 |
|
||
2.2 |
|
||
WHERE |
|||
3.1 |
|
||
3.2 |
|
||
LIKE |
|||
4.1 |
|
||
4.2 |
|
||
D. Automation Challenge Analysis (AC-Analysis)
What Information Does it Provide?
Focus is on a set of tasks or a process, within the fulfillment machine, that are to be automated. Successful development and implementation of the automation project is a dependent on several attributes that describe the task. The AC-Analysis helps the team to investigate the challenges associated with an innovation automation idea. The analysis then relates these challenges to target performance and the resource constraints. The analytical results will help determine how to prepare for the project and increase success probability.
Definitions
Automation Tasks or Process: The set of tasks or an entire process with defined start and end. Example: (1) Start—Pick order released to the storage area; End—Picked item in tote (2) Start—Ride request confirmed in the system; End—Ride assigned to a driver. Multiple entities (e.g., customer orders) will flow through the process over a period of time.
Input Factor: A task/process variable that determines the difficulty by which the task can be automated. The factor value/state varies between each incidence of the task and often determines the specificity of the task and differentiates it from a fixed automation machine. In a fixed automation program there are no input variables, the machine repeats the same task.
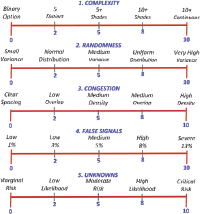
Situation Attributes: These describe the behavior of the input factor in the context of the automation task as presented sequentially to the machine.
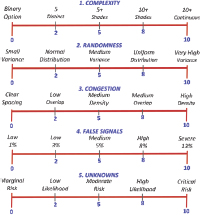
1. Complexity—The range of possible input values, including small variances (continuous variables or shades of gray) in each factor. Example: How many different colors plus variations of the same product (red, blue, dark blue, light blue)?
2. Randomness—Uncertainty in the input factor as presented in each automation event. Variance and centralization of the uncertainty behavior are measurable dimensions. Example: The number of dark blue boxes in stock ranges from 5 to 50 but 80 percent of the time there are only 20 boxes (centralized) as opposed to the case where it is 20 percent each for 10, 20, 30, and 40 boxes (uniform).
3. Congestion—The decision granularity in each automation event, as measured by the number of presented entities. Density and overlap in the physical or data situation are measurable dimensions. Example: The average customer order is for six items (congestion) and order arrival times of many items are highly correlated (overlap).
4. False Signals—Errors in reading or receiving an input value, possibly due to environmental errors. Frequency of the errors and the effect on successful completion of the automation task. Example: Likelihood the wrong item (color or size) is picked, possibly due to lighting conditions.
5. Unknowns—Factors or situations that are unknown but could become an automaton issue. The probable risk and their effect on the automation project are the measured dimension. Examples: The box is damaged, or there is a high volume of returned items with different packaging.
Machine Capability: The required machine capability to complete the automation task with given situation attributes. Describe the associated machine building challenge, and identify the related input factors. Estimate the building effort required to overcome the challenge, ranging from minimal to very difficult. Consider the situation score of the input factors in estimating the building effort.
1. Sense—Ability to identify the presence of an entity and/or its attributes. How many boxes are on the shelf?
2. Vision—Ability to capture and digitize a picture of the situation or analog data. Where the boxes are located and what is the positional arrangement?
3. Motion—Ability to move entities or objects from one point to another. Pickup and move a box from the shelf to the cart.
4. Manipulation—Ability to change the position or arrangement of an entity. Rotate a box to change its position or orientation.
5. Memory—Ability to immediately access data about past events or transactions. What boxes were placed and removed from this rack in the past 30 days?
Capability Challenge Score—Derived by summing the three highest capability score and then dividing by 3. Indicates on a 0 to 10 scale the capability challenge.
Performance: Identify the required performance level or targets for the automation to be deemed a business success, and describe in the notes column. Three performance metrics are evaluated. Define both the minimum to succeed and the target performance levels. Estimate the probability that each performance level will be achieved.
1. Speed—The task completion rate.
2. Accuracy—Percent of tasks completed correctly.
3. Quality—Relative to a human benchmark the output quality.
Constraints: Explain why reasonable and/or justifiable resources may constraint the success of the automation project. Three constraint categories should be evaluated. Back up the explanation with the likely effect of the constraint on the target performance levels. The explanations and effects make it easier for management to either assign additional resources or explore alternative automation pathways.
1. Costs—The capital cost to build and implement the automation solution.
2. Technology—Availability and feasibility risk of the needed automation technologies.
3. Talent—Availability and sustainability of the talent pool to support the automation effort.
AC-Analysis Steps:
1. Describe the task/process that is the focus of the automation project.
2. Define the start and end points of the automation task/process.
3. Identify and describe the three most important inputs factors. Record in the worksheet (Table D1).
4. Evaluate each input factor in the context of the five situation attributes using the associated scale. Compute the situation score by adding the five attribute scores. Record in the worksheet (Table D1).
5. Required machine capability—Analyze each capability in the context of the input factors. Identify the challenges and estimate the building effort. Record in the worksheet (Table D2).
6. Performance Analysis—Complete and record in Table D3.
7. Team review of Tables D1 to D3 with goal of synthesizing the project opportunities and challenges.
8. Estimate the resources needed for success and translate into constraints. Complete and record in Table D4.
AC-Analysis—Header

Table D.1 AC-Analysis
No. |
INPUT FACTOR |
DESCRIPTION |
SITUATION ATTRIBUTES |
SITUATION SCORE |
1 |
|
|||
2 |
|
|||
3 |
|

No. |
CAPABILITY |
CHALLENGES |
CRITICAL FACTORS |
BUILDING EFFORT |
1 |
SENSE |
□ Input Factor #1 □ Input Factor #2 □ Input Factor #3 |
□ Minimal (Score=1) □ Normal (Score=3) □ Difficult (Score=7) □ Very Difficult (Score=10) |
|
2 |
VISION |
□ Input Factor #1 □ Input Factor #2 □ Input Factor #3 |
□ Minimal (Score=1) □ Normal (Score=3) □ Difficult (Score=7) □ Very Difficult (Score=10) |
|
3 |
MOTION |
□ Input Factor #1 □ Input Factor #2 □ Input Factor #3 |
□ Minimal (Score=1) □ Normal (Score=3) □ Difficult (Score=7) □ Very Difficult (Score=10) |
|
4 |
MANIPULATION |
□ Input Factor #1 □ Input Factor #2 □ Input Factor #3 |
□ Minimal (Score=1) □ Normal (Score=3) □ Difficult (Score=7) □ Very Difficult (Score=10) |
|
5 |
MEMORY |
□ Input Factor #1 □ Input Factor #2 □ Input Factor #3 |
□ Minimal (Score=1) □ Normal (Score=3) □ Difficult (Score=7) □ Very Difficult (Score=10) |
|
CAPABILITY CHALLENGE SCORE = |
||||
Table D.3 AC-Analysis
No. |
PERFORMANCE |
NOTES |
TARGET LEVELS |
|
1 |
SPEED |
Minimum to Succeed □ 50% □ 80% □ 90%+ |
Disruption Tartget □ 50% □ 80% □ 90%+ |
|
2 |
ACCURACY |
Minimum to Succeed □ 50% □ 80% □ 90%+ |
Disruption Tartget □ 50% □ 80% □ 90%+ |
|
3 |
QUALITY |
Minimum to Succeed □ 50% □ 80% □ 90%+ |
Disruption Tartget □ 50% □ 80% □ 90%+ |
|
Table D.4 AC-Analysis