
Chapter 3
Network and System Design
![]() LEARNING OBJECTIVES
LEARNING OBJECTIVES
After completing this chapter, you should be able to:
- Describe the supply chain as a system of processes.
- Understand how to manage processes across the supply chain.
- Explain system constraints and variation in managing a supply chain network.
- Describe the stages of supply chain integration.
- Describe key factors in designing a supply chain structure.
- Explain enterprise resource planning (ERP) as a system integration technology.
![]() Chapter Outline
Chapter Outline
- The Supply Chain System
Processes Across the Supply Chain
What is a Business Process?
Managing Supply Chain Processes
- Understanding Processes: Theory of Constraints (TOC)
System Constraints
System Variation
Capacity Implications
- Integration of Supply Chain Processes
Stages of Integration
Vertical Integration Versus Coordination
- Designing Supply Chain Networks
Supply Chain Structure and Management
Designing Segmented Structures
- Enterprise Resource Planning (ERP)
IT as an Enabler of SCM
What is ERP?
ERP Configuration
ERP Implementation
- Chapter Highlights
- Key Terms
- Discussion Questions
- Problems
- Case Study: Boca Electronics, LLC
In 1949, Mr. Kihachiro Onitsuka began making basketball shoes out of his living room in Kobe, Japan. He chose to make sports shoes as he thought this to be the best way to encourage the young to play sports. He wanted his shoes to be the best in footwear and chose to call his company ASICS, an acronym for the Latin phrase anima sana in corpore sano, meaning “a sound mind in a sound body.”
After years of hard work ASICS had become a leading maker of athletic footwear, sports apparel, and accessories. Today ASICS' worldwide sales total around $2.4 billion. Although its great success was welcome, ASICS found it to be both a blessing and a curse.
In 2008 ASICS America found itself growing 21% annually and the company found it difficult to keep ahead of demand. ASICS had only one distribution center in the United States, which had reached capacity. This single distribution center (DC), located in Southaven Mississippi, was able to handle a maximum of 50,000 units per day. However, the growth in demand resulted in 70,000 units per day being shipped to the DC. This capacity constraint was not only slowing down order fulfillment, but was now preventing the company from serving new customers and markets. The DC had become a “bottleneck” in the supply chain design network causing service slowdowns. The company understood that the supply chain network had to be changed if they were going to support this new level of demand.
The company's U.S. network was fairly straightforward. It used contract manufacturers in China, Vietnam, and Indonesia to make its shoes and clothing. Those items were shipped in ocean containers to the ports of Los Angeles and Long Beach. It then used a third-party logistics provider—APL Logistics (APLL)—to unload ASICS' ocean containers. The merchandise was then reloaded onto 53-foot trailers for shipment to the 350,000-square-foot DC in Southaven. That facility then shipped orders to the company's 3,000 retail customers in the United States.
ASICS understood that this current network had to be restructured. It turned to Fortna Inc., a consulting company, for help. After analyzing the network and current demands, Fortna recommended shifting some distribution operations to the West Coast to provide relief for the current distribution center, and then constructing a second distribution center close to the original site. Fortna's analysis indicated that establishing a West Coast operation to break down imported containers and build mixed loads for shipment to customers in the western United States could save the company time and money.
The company immediately began to divert a portion of its orders directly to customers and bypass its current distribution center, using its third-party logistics (3PL) provider. These were typically full container loads of products already destined for customers on the West Coast. Its problems had been solved. The company then began construction of a second distribution center in Byhalia, Mississippi, about 20 miles from the current distribution center, which is expected to handle 140,000 units per day in a single-shift. The company has also purchased enough land at the site to accommodate future expansion.
Judging from the way sales have been going, this expansion may happen sooner rather than later. The company is continuing to experience sales growth in the range of 13% to 14% despite the recession. The company is prepared for new growth and has learned that a good distribution network requires more than buildings and facilities. Mr. Onitsuka would be proud.
Adapted from: Cooke, James A. “ASICS Keeps Pace with Growing Demand.” CSCMP's Supply Chain Quarterly, July 26, 2010.
THE SUPPLY CHAIN SYSTEM
PROCESSES ACROSS THE SUPPLY CHAIN
A supply chain can be viewed as a system of processes that cut across organizations and deliver customer value, rather than as a series of separate organizations and functions. In this case, the focus is not just to manage each process within the organization, but to manage processes across the entire supply chain. One example might be the order management process, which includes managing the customer order from placement to product receipt through the entire chain. This requires process thinking and requires managers to view the collection of processes as a system designed to satisfy customer needs.
Let's consider the situation of ASICS, from the chapter opener. Their distribution process required managing the entire network as a system. Their only distribution center—which was the hub of the network—had a maximum capacity of 50,000 units per day. When the rest of the network began processing 70,000 units per day, the distribution center could not accommodate this volume. The result was a “bottleneck,” or constraint, in the network that limited how much the system could process. It was not enough to grow sales and improve each individual facility in the supply chain. The supply chain network needed to be improved as a system.
Supply chain strategy provides the long-range plan for this entire system, which we discussed in Chapter 2. Two key elements support this strategy. The first is the supply chain network design, which includes the physical structure and business processes included in the system. The second is the information technology (IT) design, which enables data sharing, communication, and process synchronization. IT is the backbone of supply chain management (SCM) that enables managing processes. Without IT, communication, coordination and decision making across the supply chain could not take place. Together the supply chain network design and IT system design support the supply chain strategy, as shown in Figure 3.1. These elements have to be aligned and work in unison as one system.
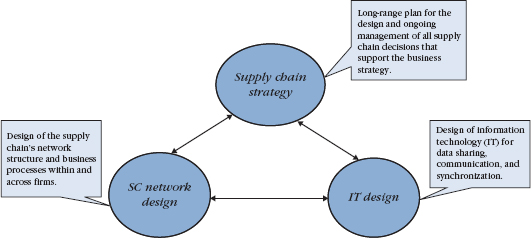
FIGURE 3.1 Network and IT design support supply chain strategy.
WHAT IS A BUSINESS PROCESS?
Given that supply chains can be viewed as a collection of processes, we need to see what makes a process. A business process is a structured set of activities or steps with specified outcomes. Consider the “process” involved in enrolling in a class at your university. There are application forms to be reviewed by the admissions office, financial forms to complete at the bursar's office, and class registration to be completed at the registrar's office. The sequence of steps required, their timing and coordination, the simplicity of forms and their ease of submission, are all part of the enrollment “process.” The sequence of process steps goes beyond the organization and cuts across a supply chain network, as in the case of ASICS. ASICS' distribution process required unloading shipments from Asia at California ports, loading them onto trailers for shipments to the distribution center in Mississippi, and then sending shipments to individual retail customers.
Organizations, and entire supply chains, can be viewed as a collection of processes, rather than just a collection of departments or functions.1 For example, there is the customer service process that involves a series of activities designed to enhance the level of customer satisfaction by meeting or exceeding their expectations. This may involve a series of well-coordinated activities, such as billing and invoicing, handling product returns, providing real-time information on promised shipping dates, and product availability. Another example is the order fulfillment process, which involves ensuring that customer orders are filled. It may involve activities such as receiving and processing the order, ensuring movement of product and delivery, and customer follow-up. Other examples of processes include the manufacturing process, which involves ensuring production of products, the demand management process that balances demand requirements with operational and supply chain capabilities, and the distribution process that involves distributing and delivering products to specified locations.
Organizations have many other processes with each having a series of activities designed to create a particular output for the customer, whether it be a service or a tangible product. The output is a result of the process that produces it. If we want to improve the output we must improve the process. Process improvement involves making changes and enhancements to the process. In the example of course registration, this may involve reducing the time it takes to register for a class by reducing the number of forms needed, simplifying each form, or shortening the time it takes to review them.
Every process has structural and resource constraints that limit its amount of output. Because processes are a series of activities, the constraints of each activity are important as well as how the activities are linked. For example, if the university's bursar's office is slow in processing payments, there may be a delay in course registration as the registrar's office waits to get financial approval. In the example of ASICS, the slow processing at the distribution center prevented goods from moving through the system.
Notice that processes involve many organizational functions as shown in Figure 3.2. For example, the customer service process cuts across a number of different functions. It must involve marketing that interfaces with the customer, logistics that ensures product delivery and movement, and operations that may deal with repairs. Similarly, order fulfillment requires operations to ensure order availability and processing, logistics to arrange for order picking and shipping, and marketing for customer follow-up. For processes to be effective and efficient, organizational functions must work together and be well coordinated. In addition, these processes require coordinating with suppliers and customers. As such, they not only cut across organizational functions but across the entire supply chain. Let's look at this next.
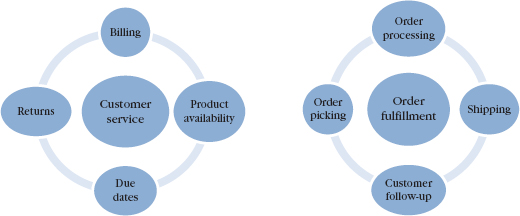
FIGURE 3.2 Organizational processes cut across many functions.
MANAGING SUPPLY CHAIN PROCESSES
Just as organizations need to coordinate internal functions in order for processes to run efficiently, they must do so across the supply chain. As the entire supply chain is a collection of processes, rather than separate organizations and functions, the focus is to manage them across the entire supply chain. This requires process thinking and requires managers to view the process as a system designed to satisfy customer needs.
There are two differing views on how to manage processes across the supply chain. The first is the transactional view that focuses on making supply chain processes more efficient and effective based on quantitative metrics. This can be achieved through supply chain network redesign to promote speed and eliminate redundancy, by standardizing transactions to improve efficiency, and implementing better information technology to improve transfer of information and improve accuracy.
The second is the relationship view focused on managing relationships across the supply chain. This involves managing relationships between people and organizations, and linking-up processes across organizations of the supply chain. For example, this might mean managing the order fulfillment process throughout the entire chain coordinating with suppliers and measuring performance along the chain. This also means that managers from each organization, who are part of the process coordinate activities, work toward common goals and have a common language.
Each approach to managing processes across the supply chain has its advantages. With the first the focus is to make supply chain transactions more efficient and effective based on measurable metrics. With the second, the objective is to structure inter-firm relationships in the supply chain for the long term benefit of all the supply chain members. This requires a joint vision and partnering. Ultimately the best way to manage processes across the supply chain is to use both approaches—focus on efficiency of transactions and create long-term inter-firm relationships. Once again consider ASICS. It focused on both approaches. It first brought efficiency to the distribution network by balancing flows through the network. It also relied on its relationship with its 3PL provider to help it take over some duties and handle the “overflow” of goods.
SUPPLY CHAIN LEADER'S BOX—MOVING TO PROCESS THINKING
LG Electronics
LG Electronics spent $41.2 billion to market its latest batch of electronics, including the LG Cookie, a $200 touch-screen phone. The innovation in flashy devices has helped cement the company's status as the world's third-largest handset maker. This is what the consumers see. However, it is what consumers do not see that has helped put LG on the seventh spot of Bloomberg Businessweek's most innovative company list. It is building a better supply chain. Specifically, the company has moved from functional thinking to a more process oriented systems thinking. This change is part of a large effort by Chief Executive Nam Yong, since taking over in January 2007, to shake up a siloed company where managers seldom shared their ideas.
Procurement is an excellent example of this change. Until recently, the procurement process of the company was completely decentralized. Each division manager made their own deals with suppliers such as TSMC, a Taiwan-based chipmaker. That meant a procurement manager at the handset unit in Seoul didn't know how much his counterpart at a flat-screen TV factory in Mexico paid for chips from the same foundry. This lack of coordination and systems thinking was costly and the company decided to coordinate the entire process.
Today no one at LG can issue a purchase order without clearance from the office of “procurement engineering.” By centralizing purchases, LG has cut more than $2 billion from its annual $30 billion shopping bill. “Innovation could bring sustainable savings,” says Thomas Linton, who became LG's first-ever chief procurement officer in 2008.
When Linton arrived, LG had a mishmash of processes developed over the years for 115 factories and subsidiaries around the world. He merged them into a single 50-page procurement manual. He has also been working more closely with suppliers such as TSMC. In early 2009 the company forecast strong demand from China for wafers, the silicon disks used to make chips. Linton quickly locked in suppliers, saving $1 billion, according to the company.
Linton's team has found other savings. By buying aluminum instead of high-priced copper for home appliances, purchasing officers saved $25 million in 2009. “LG's cost competitiveness is pretty strong, particularly in its appliance business,” says John Park, an analyst in Seoul. “That will help the company's margins for premium products.”
The cost-cutting helped LG get through the global downturn better than many competitors. The company posted record revenues and operating profits in the fourth quarter of 2009. In April the Institute for Supply Management named LG the winner of this year's award for leadership and innovation in procurement.
Consumers might not care about such things. But they did notice that LG Cookie's price tag was 30% lower than comparable devices when the first model rolled out in late 2008. The company, which has now sold more than 12 million Cookies, couldn't have priced them that low without the changes in its organizational processes.
Adapted from: “Creative When No One's Looking.” Bloomberg Businessweek, April 25, 2010: 37.
UNDERSTANDNG PROCESSES: THEORY OF CONSTRAINTS (TOC)
To manage the supply chain as a system we need to understand the basic principles that govern how processes interact. This is offered by a management philosophy called theory of constraints (TOC), which was introduced by Dr. Eliyahu M. Goldratt in his book The Goal.
The premise behind TOC is that every system has one or more limiting factor that is preventing it from further achieving its goal. This is analogous to the weakest link of a chain. For a system to attain significant improvement that weakest link—or a constraint—must be identified. The whole system must be managed with this constraint in mind, and there is always at least one constraint. The TOC process seeks to identify the constraint and restructure the rest of the organization around it in order to eliminate its impact. The principles offered by TOC apply to managing any system of processes, whether in an organization or the entire supply chain. Let's look at the basic principles of TOC.
SYSTEM CONSTRAINTS
The basic principle of TOC is that every system has at least one constraint. A constraint is anything that prevents the system from being able to achieve its goal and is sometimes called the “bottleneck.” A constraint can be equipment, which may be limited by how much it can produce. It can be people, which may lack skills or simply processing capability. It can also be facilities, such as their size, which may limit how much can be stored. The focus of TOC is to uncover the constraint and manage it.
The system cannot produce any more than the output of its bottleneck or constraining activity. Also, how much a process can produce is related to the structure of the process and the way the activities in the process are linked. Activities in a process can be linked serially, which is in sequence one right after the other. They can also be linked in parallel, where some activities take place simultaneously. Let's look at examples of each.
Recall ASICS distribution network prior to restructuring. It had a serial network structure, which is simply a series of processes as shown in Figure 3.3. The first process, Process A, was unloading cargo off of ships in California ports. Let's assume that this activity had a rate of 95,000 units per day. The next step in the process, Process B, was to load trailers for shipment to the DC, assuming a rate of 80,000 units per day. The goods are then processed at the DC, Process C, which likely involved breaking bulk, sorting, and packing, at a rate of 50,000 units per day. Finally, there was Process D, which involved shipping trailers of goods to retail customers at a rate of 80,000 units per day.
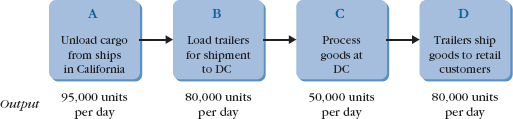
FIGURE 3.3 A serial process: ASICS original distribution network.
Look carefully at Figure 3.3. What is the maximum number of units that this system can process in a day? It is 50,000 units per day or the bottleneck activity. The reason is that even though Processes A and B can handle more units than Process C, no more than 50,000 units can go through the bottleneck. The extra units will simply accumulate in front of it as they cannot be processed any faster. This is the constraint.
It is critical to manage the constraints or bottlenecks in the system. The constraint must always be busy as time lost there is time lost in the entire system. Notice that if ASICS' DC loses an hour of production, the entire system loses an hour of production. However, if the activity of unloading cargo loses an hour it has no impact on the final output of the system as it is already constrained by the bottleneck of 50,000 units per day. If we want to increase output, we need to find ways of increasing the capacity of the bottleneck or constraint. In the case of ASICS it involves increasing output at the DC. Finding ways to increase output of the other activities is a waste of resources as it doesn't do anything for the overall output.
Imagine if the company spent money to increase the number of units that could be loaded and shipped onto the trailers going to the DC from 80,000 units per day to say 100,000 units per day. What would this accomplish? Nothing. The only thing that would happen is more units would accumulate in front of the DC, which can only process 50,000 units. Understanding how constraints in the system work is an important example of systems thinking.
As part of restructuring their supply chain network, ASICS diverted a part of the unloaded cargo to their 3PL to ship directly to clients. The amount was approximately 20% of 70,000 units per day, which was the average number of daily units needing to be processed. This was approximately 14,000 units per day. The result is shown in Figure 3.4. Notice what happens to the output. While the DC is still processing 50,000 units per day, 14,000 units are being sent directly to customers. This is happening in parallel and is enabling a total of 64,000 to pass through the system. The maximum output of the system is the new bottleneck, which is 64,000 units per day.
Notice that now there is a new constraint—64,000 units per day. Remember that in a system there is always at least one constraint. TOC teaches us to manage the constraint using the following steps:
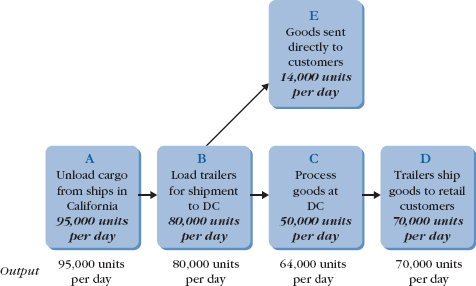
FIGURE 3.4 A parallel process: ASICS redesigned distribution network.
- Identify the constraint. In the ASICS example it was the DC's processing capability.
- Exploit the constraint. Decisions must be made as to how best use the constraint and ensure that the constraint's time is not wasted doing things that it should not do.
- Subordinate all other processes to the above decision. This means align the whole system around the constraint.
- Elevate the constraint. If possible, increase capacity of the constraint. ASICS bought more capacity by “bypassing” the DC.
- When the constraint changes, return to Step 1. This means identify the new constraint.
- Engage in continuous improvement. Continue these steps as this is a never-ending process.
SYSTEM VARIATION
Every system or process has variation. Variation is simply variability in the amount of output that is produced or processed. The activities of a process also exhibit variation. Think about your own performance and how sometimes you are very productive and other times, no matter how hard you try, you are not. The same is true of workers in a factory, warehouse, restaurant, office environment, or medical facility. There is also variation in equipment and facilities. Sometimes processes run smoothly, whereas other times there are breakdowns requiring unexpected repairs.
Variation is a problem as it consumes resources. This can be time—sometimes it takes more time to do an activity; space—such as needing extra storage; or labor—such as tasks having to be repeated. Variation also adds complexity and uncertainty. Consider the variation that occurs in consumer demand at a retail store, such as The Gap. The Gap makes forecasts of average demand for a given week or day, but rarely is the forecast exactly equal to actual sales. Sometimes there are unexpected surges in demand and other times there are slumps. These variations then propagate throughout the supply chain, as retailers either have to rush in more inventory or end up having to find storage for unsold goods. These variations in demand create variations in production schedules of manufacturers and suppliers, which create coordination problems. Also, different activities may become constraints at different times adding to the complexity. The result may be not having enough inventory at certain times, missing component parts at the manufacturing facility, or simply carrying too much inventory.
Process variation needs to be managed as it can create significant problems for a system. There are three ways this can be accomplished. First, attempts should be made to reduce or eliminate as much variation as possible. This requires identifying the source of variability in the system, such as workers or equipment, and correcting the problem. Quality control methods that are discussed later in this text are good tools to use for this purpose.
Second, it may be possible to create buffers to deal with the variation. Buffers, in the form of excess inventories, can be placed before and after highly variable activities. They can be placed before the constraint, ensuring that the constraint is never “starved.” They can also be placed behind the constraint to prevent downstream failure to block the constraint's output. Buffers used in this way protect the constraint from variations in the rest of the system. Third, managers can deal with variation by designing more flexibility into the process to respond to the variation. This may be in the form of flexible technology or cross-training workers.
CAPACITY IMPLICATIONS
Capacity refers to the maximum amount of output that can be achieved by a process over a specified period of time. Different businesses measure capacity in different ways, all trying to assess a measure of processing capability. For example, a healthcare clinic measures capacity in terms of patients seen per day, restaurants in terms of customers served, a delivery company in terms of the number of packages delivered, an insurance company in terms of the number of claims processed. Capacity can also be measured in terms of size or storage limit. For example, a hospital may also measure capacity in terms of the number of hospital beds available, a restaurant in terms of the number of seats available, and the warehouse in terms of its square footage.
In supply chain network design it is important to remember that different supply chain members have different levels of capacity. As we link up organizations in the chain we need to make sure that levels of capacity match up. Otherwise, we will have bottlenecks or constraints as not every organization can produce at the same level as the others. To understand the capacity of a facility we need two types of information. The first is the amount of available capacity, which specifies exactly how much capacity a facility has. The second is effectiveness of capacity use, which specifies how effectively available capacity is actually being used.
Consider a bakery. Suppose that on the average the bakery can make 200 cupcakes per day. However, during peak periods—such as holidays—it can make 300 cupcakes per day. This is the maximum but cannot be sustained for any long period of time. Stating that the bakery has a capacity of 300 cupcakes per day would be misleading. On the other hand, saying that 200 cupcakes per day is the capacity does not indicate that the production can be increased to 300 per day. This example illustrates that different measures of capacity are useful as they provide different kinds of information. Following are two of the most common measures of capacity.
Design capacity is the maximum output rate that can be achieved by a facility. A company achieves this output rate by using temporary measures, such as overtime, overstaffing, using equipment at the maximum rate, and subcontracting.
Effective capacity is the maximum output rate that can be sustained under normal conditions. These conditions include realistic work schedules and breaks, regular staff levels, scheduled machine maintenance, and none of the temporary measures that are used to achieve design capacity.
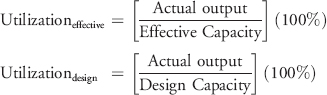
Regardless of how much capacity a company has, it needs to measure how well it is utilizing it. Capacity utilization is a metric that indicates how much of capacity is actually being used and is computed as follows:
![]()
However, since there are two unique capacity measures, utilization should be measured relative to each of them:
Example Computing Capacity Utilization
Assume that a retail warehouse can process 100,000 orders in a single day, under maximum conditions, using overtime labor. However, the facility was designed to process 70,000 orders per day under normal conditions. During the month of June the facility was processing 80,000 orders per day. What is the warehouse's capacity utilization for both design and effective capacity?
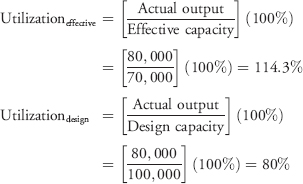
The utilization rates show that the current output of the warehouse is higher than effective capacity. It can likely operate at this level for only a short period of time.
INTEGRATION OF SUPPLY CHAIN PROCESSES
STAGES OF INTEGRATION
Traditionally organizations have viewed themselves as independent entities that exist separately from other firms with which they compete. They have a “survival of the fittest” mentality, rather than one of cooperation. However, as companies evolve in their supply chain strategy they typically move through a set of integration stages—from little or no integration to complete integration of supply chain processes. First, this involves internal integration where organizational functions, such as operations, marketing, and purchasing, work in unison. Next, integration involves progressively more cohesion with other members of the supply chain. This evolution of integration is illustrated in Figure 3.5.
There are three stages of integration. Stage 1 represents complete functional independence, while Stage 3 represents complete process integration. In Stage 1, the functions in the company operate in complete isolation of one another, sometimes called the “silo” mentality. Here operations, for example, may focus on maximizing production of products being produced without regard to sales or the buildup of finished goods inventories or the impact on working capital. Similarly, marketing may promote products without consideration of whether operations can reasonably produce them. Large amounts of inventory are carried to compensate for lack of coordination and communication.
Companies that are in Stage 2 have internal functional cooperation and coordination, but not across the supply chain. Stage 3 companies, however, represent true supply chain integration. Here the concept of linkages and coordination extends beyond the boundaries of the firm to supply chain partners.
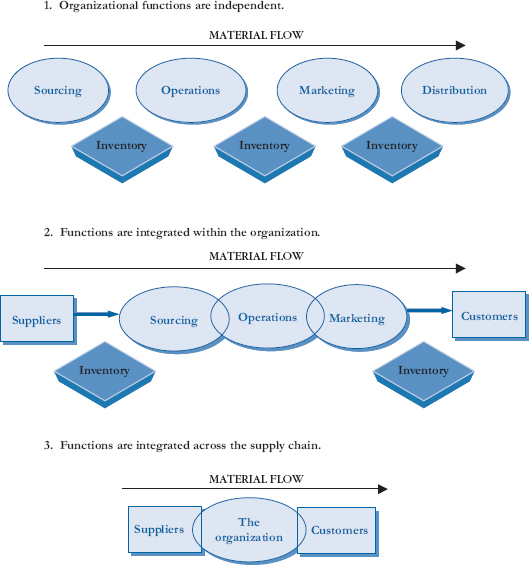
FIGURE 3.5 Stages of supply chain integration.
As companies evolve they move from one stage to the next, progressively becoming more integrated with other members of the supply chain and carrying less inventory. However, companies often do not go through this evolution willingly as it requires significant organizational change and restructuring. Rather, they typically evolve in response to competitive pressures and threats.
VERTICAL INTEGRATION VERSUS COORDINATION
Each organization in the supply chain network is dependent upon the other. Consider a shirt retailer who depends on the shirt manufacturer who depends on the weavers of fabrics, who all depend on the web of various distributors and warehouses. It may seem that coordination between supply chain members may be easiest through vertical integration, which involves ownership of upstream suppliers and downstream customers. This was once thought to be a desirable competitive strategy, which some companies still use. For example, the Dole Corporation owns pineapple farms in Hawaii as well as all the production facilities. Increasingly, however, organizations have focused on “core competencies,” namely the activities that are essential to their business. By focusing on core competencies a company can learn to do these activities exceptionally well and is not encumbered by activities considered less important. These less important activities are increasingly being outsourced.
Recall that outsourcing is hiring an outside company to do certain tasks for a fee. Common examples of activities that are often outsourced include data network management, human resources, records archiving, and management of maintenance, repair, and operating (MRP) inventory items. However, many companies outsource manufacturing, such as Nike in footwear and sportswear. The trend is even toward “virtual” companies where everything is outsourced, including product design and R&D. This trend has significant implications for strategic issues of supply chain management. The decision whether to outsource has a great deal to do with identifying core competencies or what a company is good at, deciding what to outsource, who to partner with, how to manage suppliers, how to coordinate the flow of materials, and what items to treat as a commodity. These are important strategic decisions. They also require coordinating processes between multiple entities.
Historically, the relationships companies had with their suppliers and downstream customers (such as distributors and retailers) were adversarial rather than cooperative. Today, there are still a number of companies that try to achieve cost reductions at the expense of their suppliers. These companies, however, do not realize that transferring costs upstream or downstream does not make them any more competitive. All it does is merely shift the cost from one “column” to another, as these costs will ultimately make their way to the final marketplace in the form of the price paid by the end user. More efficient supply chains, by contrast, will deliver the same product at a lower price.
DESIGNING SUPPLY CHAIN NETWORKS
SUPPLY CHAIN STRUCTURE AND MANAGEMENT
All firms belong to one or more supply chains that begin with the source of raw materials and end with consumption. There are two aspects of the supply chain network that are important. First is the actual physical structure of the network itself. Second is the management of the network. These two aspects are completely intertwined as not all aspects of the physical structure need to be managed equally. Let's look at the physical structure first.
Each supply chain network structure is defined by three elements:
MANAGERIAL INSIGHTS BOX—OUTSOURCING VERSUS IN-HOUSE
Sony Versus Samsung
In early 2010 both Samsung Electronics and Sony unveiled their new 3D TVs at the annual Consumer Electronics Show in Las Vegas. Although the products are similar, the strategy behind them is completely different. Samsung and Sony, two competing companies, are demonstrating a strategic split. One company is betting on outsourcing TV production while the other is betting on making its own.
Sony is convinced that outsourcing TV manufacturing cuts costs and permits the company to focus on their core competency of developing new applications. The company believes that their strategic advantage will come from games, movies, and music, and developing unique applications for the entertainment industry. As part of this strategy, Sony sold its biggest North American TV plant to Taiwan's Hon Hai Precision Industry in January of 2010, and plans to outsource production of 40% of all TVs.
In contrast, Samsung is focused on its manufacturing and is currently the only major TV maker that also produces the computer chips at the heart of new digital TVs. Samsung believes that maintaining manufacturing in-house helps the company to introduce new services more quickly, such as Internet access. Controlling manufacturing also lets the company reap all the benefits from new efficiencies. “You need a harmonious chorus of manufacturing, design, and marketing for a TV business. But manufacturing remains the key” says Yoon Boo Keun, president of Samsung's TV business. “Giving up manufacturing is tantamount to abandoning your brand.”
Adapted from: “Sony and Samsung's Strategic Split.” Business Week, January 18, 2010: 52.
- The number of companies that are part of the supply chain. Some supply chains are complex and have many members, others have few.
- The structural dimensions of the network. This is the number of tiers in the supply chain and how many members are in each tier. A supply chain can have many tiers but few members in each tier, or it can have few tiers but many members in each.
- The number of process links across the supply chain. The more process links that must be managed across the supply the more complex the management of the chain. Examples include any one of the processes discussed earlier, such as customer relationship management, demand management, order fulfillment, or manufacturing flow management.
There are countless network structure types and the structure itself evolves based on many factors. One factor is product type and its characteristics. Perishable products, for example, typically have a shorter and more streamlined supply chain. Items requiring intricate work from many specialty suppliers result in a more complex network. Innovative products that must have quick access to production facilities may have a network with few tiers but many members in each tier to provide quick production options—such as Nike or Sony. Other factors that affect the structure are the number of available suppliers, availability of raw materials, as well as ease of access to customers.
Some firms are at the beginning while others at the very end of the network structure, such as Wal-Mart. Others are in the middle of the supply chain, such as Proctor & Gamble (P&G), Hewlett Packard, or Intel. Each firm considers themselves to be the focal firm and the supply chain structure will look differently if you are at the beginning, middle or end of the network.
Most companies belong to more than one supply chain network and the network itself may have many branches. Not all of the supply chain branches and links need to be managed equally. Management needs to decide on the type of relationship that is appropriate for each particular supply chain link. For example, sourcing a standard component part that is a commodity with many suppliers does not require relationship building. This link in the network can be managed in a contractual way. By contrast, alliances and partnerships need to be managed differently. It is especially important to identify and manage key process links across the chain, and recognize that processes need to be managed across the entire supply chain. Managing these process links requires a change from managing individual functions to integrating activities into supply chain management processes. As we discussed earlier in this chapter, thinking of the organization and supply chain in functional terms impedes process thinking.
DESIGNING SEGMENTED STRUCTURES
Designing supply chain networks that provide a competitive advantage has become increasingly difficult. The reason is that most companies operate in global markets with rapidly changing consumer expectations. Over the past decade companies have seen complexity increase in every link of their supply chains, from consumers to retail channels to manufacturers to suppliers. One factor driving this complexity is an increase in demand by consumers for customized products, which has fueled the growth of mass customization. For example, companies like Timbuk2 and Nike now permit customers to design their own products online. Nokia, the electronics giant, now produces as many as 170 handset variants and 250 sales packages based on a single product platform.
The supply chain implications of such a large product proliferation are vast. First, this high level of product diversity makes forecasting demand more difficult and inevitably results in either excess inventory or stock-outs. At the same time, however, supply chains have reduced their buffer stocks of inventories due to financial pressures. Retailers have also contributed to the complexity. In order to be responsive to customer they have increased their service expectations. Today major retailers demand in-stock levels in excess of 98%, placing higher delivery expectations on their suppliers. Adding to the complexity is that many companies have increased the number of routes, with many now offering both conventional and online channels. If we add to this transportation cost issues and environmental concerns, we can see how complex these decisions can become.
Traditional “one size fits all” supply chain structures cannot accommodate these variations. For example, a company can work hard to build an effective supply chain structure designed to deliver high-volume items and minimize overall supply chain costs. This supply chain structure, however, will not permit the company to respond to peaks in demand from customers that want slower-moving items. If the company takes steps to avoid stock-outs in this case, it will likely incur additional costs, such as transportation. In one such example, an apparel manufacturer found itself making extensive use of courier deliveries from factory to retailer in order to meet unpredicted demand. At one point the company found that they were moving one-third of their shipments this way, at 30% increase in transportation cost.
To effectively meet these challenges, an increasing number of companies are abandoning a “one-size-fits-all” supply chain structure for one that relies on a segmented network. A good example of simple segmentation is what is currently used by Wal-Mart. It has two separate supply chain structures: one for its fast-moving and another for its slower-moving items. The segmented strategy was put in place across more than 100 DCs in the United States starting in 2005, after trials demonstrated reduced stock-outs, improved store efficiency, and increased sales.
The best way to structure supply chains to meet varying customer requirements and keep the network manageable is to create segmented supply chains. Segmentation offers an effective way to bring under control this growing complexity. It requires understanding which elements of a network matter most to certain customer segments and designing differentiated supply chain structures for those segments.
A three-step approach can be used to successfully segment a company's supply chain network:
- Identify key drivers of operational complexity. This means identifying what matters most to a particular customer group or channel. For example, volume flexibility and supply chain responsiveness are much more important to outlets that attract customer traffic with large, temporary price cuts than they are to “everyday low price” outlets. Similarly, quick time-to-market matters much more to fashion-oriented, short-lifecycle merchandise than to long-lasting, core products. Also, not all customers need the same level of customer service. Traditional supply chains attempt to continuously deliver high service levels across the board, to where it is and is not needed. The result is that they often fall short due to profitability pressures. A segmented supply chain forces the company to identify where investment in customer service results in the largest gain.
- Design differentiated supply chain segments tailored to address these unique complexities. Once key drivers of each customer group are identified a supply chain segment must be created to operationalize each one of those characteristics. This will likely require designing multiple supply chain segments to meet the identified requirements. The number of segments, however, should not be too large and should remain reasonable to manage, such as five or six.
- Create a customized end-to-end operational blueprint and performance metrics for each supply chain segment. Once the segments have been created, details of putting them into operation must be established, including aligning processes and metrics across the supply chain.
There are numerous ways that segmentation can be conducted. Figure 3.6 shows some examples that can be used to segment supply chains. Notice that each segment will result in a different supply chain structure. For example, high-volume, low-variability demand will likely require a cost-efficient supply chain structure, with dedicated production facilities to drive the lowest cost. High volume, high-variability demand, on the other hand, is less predictable. The segment may be further differentiated based on customer priority. High priority customers may be offered a responsive service, while less profitable segments more limited options, helping to reduce variability in that segment. Low-volume, low-variability products may be shipped to high-priority customers using responsive inventory systems, while limiting choices for lower-priority customers.
By segmenting its supply chain, a company can offer increased responsiveness for fast-growing channels and product lines while providing better cost control in mature, stable segments.
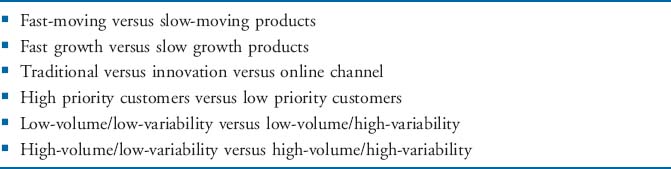
FIGURE 3.6 Ways to segment supply chains.
ENTERPRISE RESOURCE PLANNING (ERP)
IT AS AN ENABLER OF SCM
For a supply chain to function as a system all chain members must have access to the same information. Information technology (IT) enables communication, storage, and processing of data within and between firms. It is also used to organize information to help managers with decision making. IT is considered as an enabler of supply chain management (SCM), as SCM depends on the sharing of information that makes possible the planning, coordination, and execution of all processes. IT enables the linking of processes across the supply chain, and provides visibility into supply chain activities occurring at other points across the network, often far removed from the final customer. This information is then used to help managers throughout the network make effective decisions and appropriately respond to situations, rather than reacting blindly based on educated guesses.
Consider a giant retailer such as Wal-Mart that operates 8,400 stores worldwide, has more than two million employees, and handles over 200 million customer transactions each week. The sheer scale of the data in Wal-Mart's system is daunting. To manage its inventory Wal-Mart uses an IT system called Retail Link, which enables suppliers to see the exact number of their products on every shelf of every store at that precise moment. The system shows the rate of sales by the hour, by the day, and over the past year. Retail Link gives suppliers a complete overview of when and how their products are selling, and even provides information of other products consumers have placed in their shopping cart. This lets suppliers make better decisions, better managing their inventory and deliveries. For this reason, companies such as Wal-Mart are prepared to spend large amounts of money to develop and continually update their IT systems.
A wide variety of information is needed for a supply chain to perform as a coordinated system. This requires information that supports both long-range and day-to-day decision making. It includes information such as customer demand, customer orders, inventory levels, delivery status, and production plans. This information must also effectively flow within the organization and between members of the supply chain, to ensure the timely flow of materials and funds in the system.
In Chapter 1, we discussed the many types of information technologies that enable SCM. They range from the Internet, which we are all familiar with, to radio-frequency identification (RFID) to global positioning systems (GPS). One of the most significant information technologies has been enterprise resource planning (ERP) that has enabled sharing of information and data across the enterprise for better decision making. Let's look at ERP systems next.
WHAT IS ERP?
Enterprise Resource Planning (ERP) systems are a fully integrated computer-based technology used by organizations to manage resources throughout the supply chain. The purpose of ERP is to facilitate the flow of information between all business functions inside the boundaries of the organization and manage the connections to other members of the supply chain. These systems integrate all functions of an enterprise and are used to manage materials, financial and human resources, and interface with customers and suppliers. ERP systems consolidate all business operations into an enterprise-wide system that operates in real time and uses a centralized database that is accessed by all applications. Through the use of a single database, ERP serves as a business support system across functions and processes.
ERP systems typically tie together all business processes, such as sales, production, inventory management, warehousing, delivery, accounting, billing, and human resource management. ERP systems are cross-functional and enterprise-wide, connecting functions such as marketing, operations, sourcing, and logistics. An ERP system uses a central database allowing every department within a business, or even supply chain, to store and retrieve information in real-time. The system is designed to have the data inputted in a standardized format, increasing reliability. The software is developed in components, or modules, specific to each function or process. Components of these modules are shown in Figure 3.7. This allows a business to select desired components for use, mix and match components from multiple vendors, or install a fully encompassing suite from a single vendor.
ERP CONFIGURATION
ERP systems can be configured in a number of ways. One option is for the configuration to be fully customized software. Another, and a very different option, is the use of standardized “off-the-shelf” software modules. Finally, ERP can be configured as a mix of these two options, where modules are mixed and customized.
Fully customizing an ERP package can be very expensive and complicated. It is also time consuming and can significantly delay implementation of an integrated system. However, customized systems have the advantage of being designed around organizational processes currently in place, capturing the way the organization works. On the other hand, applying standardized modules may force changes in the processes of the organization in order to accommodate the modules themselves.
The advantage of modular design is flexibility as it permits implementation of some functions but not others. Different companies select different configurations based on their needs and resources. For example, modules such as finance and accounting are needed by almost all companies; others modules–such as human resource management—may not be needed by everyone; a service company will likely not acquire a manufacturing module. Sometimes companies will not adopt a module because they already have their own proprietary system in place. Similarly, a company with a well-established IT department, but limited funds for enterprise resource planning (ERP) implementation, may select to mix and match different components to satisfy their most pressing business needs. In this case “middleware” can be developed to connect existing applications with standard modules.
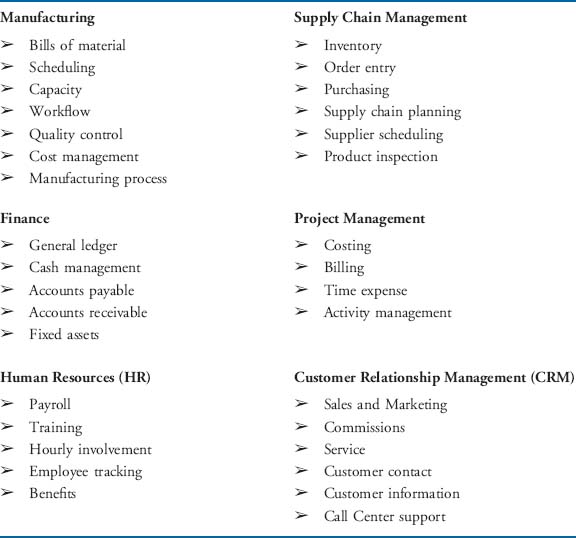
FIGURE 3.7 Enterprise Resource Planning modules.
The advantage of ERP is that its modules can exist as a system or can be utilized in an ad-hoc fashion, enabling businesses to create a configuration best suited for their need. To further accommodate this, ERP vendors have made changes to the software to help businesses in the implementation process. One improvement in standardized software has been the creation of built-in “configuration” tools to help customers change how the “out-of-the-box” system works and adapt them more easily to their business. Another is the incorporation of “best practices” into most ERP software packages. This provides the organization with the option to modify their processes to line up with the “best practice” function delivered in the “out-of-the-box” version of the software.
ERP IMPLEMENTATION
ERP software systems are complex and usually impose significant changes in organizational processes. Implementing ERP software is typically too complex for in-house developers, who lack the required skills, and it is better to hire outside consultants who are knowledgeable in implementing these systems. Implementation time can be significant and depends on the size of the business, the number of modules being implemented, the degree of customization, and the scope of the changes. It is also affected by the flexibility of the organization to adapt to the change required. The advantage of ERP systems is that they are modular, so they don't all need to be implemented at once. Implementation can then be divided into various stages, which begin with consultation and end with ongoing support following implementation.
Although ERP vendors have designed their software modules around standard business processes, including best practices, these modules are all of a standardized nature. This means that implementation of a non-customized ERP system requires the organization to adapt their processes to the existing ERP package. This can be very trying for the organization and planning prior to implementation can greatly help. There are three general steps that should be followed. First, develop a map of current business processes, conducting a thorough business process analysis. Second, evaluate ERP vendors, identifying which vendor's ERP modules most closely match the mapped organization's processes. Third, identify steps to unify the ERP modules with organizational processes in the most efficient manner possible. Fourth, plan during implementation to further refine the unity between these two.
ERP implementation is considerably more difficult than organizations anticipate, and often requires outside consultants and change management professionals. The benefits of an ERP system are vast as it provides system-wide synchronization and a common vision. It enables the supply chain to function as a unified system. However, there are a number of potential problems that must be addressed, including issues of security and sharing of proprietary information. To achieve the benefits of ERP careful implementation, ongoing system support is necessary.
CHAPTER HIGHLIGHTS
- A supply chain can be viewed as a system of processes. SCM involves managing these processes.
- A business process is a structured set of activities or steps with specified outcomes.
- The transactional view of supply chains focuses on the efficiency and effectiveness of managing supply chain processes.
- The relationship view of supply chains focuses on managing relationships across the supply chain.
- TOC explains how to manage a system. According to TOC every system has at least one constraint. A constraint is anything that prevents the system from being able to achieve its goal and is sometimes called the “bottleneck.” A system should be improved by managing the constraint.
- Design capacity is the maximum output rate that can be achieved by a facility. Effective capacity is the maximum output rate that can be sustained under normal conditions.
- ERP systems are a fully integrated computer-based technology used by organizations to manage resources throughout the supply chain.
KEY TERMS
- Supply chain network design
- Information technology (IT) design
- Business process
- Transactional view
- Relationship view
- Theory of constraints (TOC)
- Design capacity
- Effective capacity
- Vertical integration
- Outsourcing
- Enterprise Resource Planning (ERP)
DISCUSSION QUESTIONS
- Explain what a process is and how activities in a process function as a system. Find an example of a process and identify the different activities involved. How would you improve this process? What would that involve?
- Find an example of a business and identify the processes needed to deliver the product to the final customer. What do you think is the bottleneck in this process? How would you suggest it be managed?
- Explain how constraints in a system work. Find an example of a constraint you have encountered recently in your everyday life—whether at work or shopping. How did the constraint affect you? What would happen if the constraint was removed?
- Explain vertical integration and how it is different from SCM. In what cases would it make sense for a company to vertically integrate?
PROBLEMS
- Shex Hotel can accommodate 300 guests in a single day under maximum conditions. However, under normal conditions this hotel is designed to accommodate 200 guests per day. In September, the hotel accommodated 150 guests in one day. What is the hotel's capacity utilization?
- Leopard Transportation company is designed to process 80 orders per day but can process as many as 100 orders per day under extreme conditions. For the past month, it has processed 90 orders per day. What is the company's capacity utilization? What comments can you make regarding its processing rates? Can the company maintain this?
- Papi Toys can produce 500 toys in a single day under maximum conditions. However, it is designed to produce 400 units per day under normal conditions. In February, it produced 480 units per day. What was Papi Toys' capacity utilization for both design and effective capacity? What do these numbers tell you?
CASE STUDY: BOCA ELECTRONICS, LLC
Boca Electronics, a manufacturer of semiconductor components was established in Houston, Texas in 2002 after spinning off its parent company. Originally a branch of Vissay Inc., Boca Electronics had a solid customer base and strong sales with some major firms such as IBM, Compaq and Motorola. Semiconductors included a wide array of products that were broken down according to their application and material. Some of their main products include microprocessors, light-emitting diodes (LEDs), rectifiers, and suppressors. Boca Electronics operated on a mainframe system that it inherited from its parent company, and used additional stand-alone systems to perform many of its other business functions. For the last four years the company had performed well financially, so little concern had been given to the business operations. However, recent slowdowns in the economy and an increase in competition in the semiconductor industry had forced Boca Electronics to take another look at the way it operated its business.
Ron Butler, the purchasing manager at Boca Electronics, was responsible for ordering raw materials and ensuring that their delivery was on time and met production requirements. Ron used his own forecasting software to determine purchasing needs based on past sales. While this worked most of the time, Ron often found himself scrambling to meet large customer orders at the last minute and was forced to expedite a lot of orders to meet the production needs. Ron felt this was due largely to the lack of communication between his department and the sales force. Although he received production forecasts and projected sales from the sales department, it occurred on an irregular basis, and the forecasts would often change by the time he had placed orders to the suppliers. In addition, Ron had a difficult time synchronizing with suppliers and determining factors such as lead times and product prices. He had previously recommended a new software system that would integrate with suppliers of key components but the proposal was turned down by senior management due to a “current lack of need for such investment.”
Boca Electronics also faced issues regarding its cash flows. It took several weeks for the accounting department to process invoices and usually had to e-mail back and forth with the sales manager to make multiple corrections. Since both departments used different systems to manage customer accounts, some of the data was redundant and inaccurate (customer accounts would be updated in the sales department, but not in accounting). Although this issue went largely unnoticed during thriving periods, the recent slowdown in the economy revealed potential repercussions of the current business operations, as Boca Electronics began to run short on its cash flows.
In the last month, one of Boca Electronics' largest customers began requiring all its suppliers to integrate their manufacturing operations to improve the sharing of information and further improve its supply chain. This company had recently implemented an ERP system from a major provider and was encouraging its suppliers to do the same. Suppliers had the option of implementing middleware software to integrate operations. Whether suppliers chose to keep their current systems and implement middleware, or implement an ERP system that would integrate with the company, they had one year to make the changes in order to continue doing business with them.
Paul Andrews, the CIO at Boca Electronics, was well aware of the issues facing the company. He knew that something had to be done to improve communication and information sharing within the company, and the current mainframe system was outdated and inefficient. He was also aware of the constraints that Ron was facing in Purchasing and how much it was costing the company. With the new request from one of its largest customers for further integration, the idea of implementing an ERP system for Boca Electronics seemed like a viable solution to Paul. However, recent economic downturns and a limited amount of capital made such a large capital outlay a risky investment for the company.
CASE QUESTIONS
- Determine the trade-offs of implementing an ERP system in the company versus buying best of breed software and using middleware to integrate.
- What are the potential impacts of such implementation on the company's suppliers and customers?
- If the company chose to stay with the system it currently has, what are some potential consequences that can occur in the future?
- Based on the business nature of the company, the industry, and the current environment, what would you recommend doing?
REFERENCES
Davenport, Thomas H., and Michael C. Beers. “Managing Information About Processes.” Journal of Management Information Systems, 12(1), 1995.
Hague, Philip Dickens (ed.). Rapid Manufacturing: An Industrial Revolution for the Digital Age. Hoboken, New Jersey: John Wiley & Sons, 2006.
Hammer, Michael. “The Superefficient Company.” Harvard Business Review, 79(8), 2001.
Hayes, R. H., G. Pisano, D. Upton, and S. C. Wheelwright. Operations Strategy and Technology: Pursuing the Competitive Edge. New York: John Wiley & Sons, 2005.
Hayes, R. H., and S. C. Wheelwright. “Link Manufacturing Process and Product Life Cycles.” Harvard Business Review, 57(January–February), 1979: 133–140.
Hayes, R. H., and S. C. Wheelwright. Restoring Our Competitive Edge: Competing Through Manufacturing. New York: John Wiley & Sons, 1984.
Lambert, Douglas M. SCM: Process, Partnership, Performance, 3rd edition. Sarasota, FL: Supply Chain Management Institute, 2008.
Schmenner, Roger W. “How Can Service Businesses Survive and Prosper?” Sloan Management Review, 27(3), 1986: 21–32.