
Chapter 20
Production Cycles and Evaluation in Availability Management
Introduction
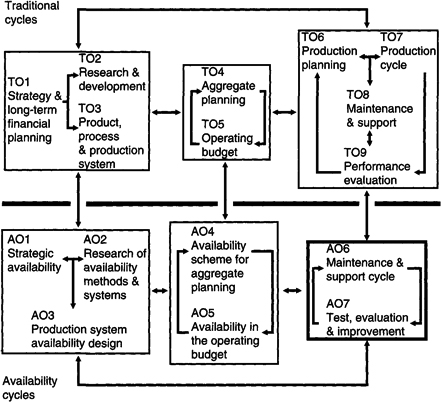
This chapter is concerned with the cycles of short-term production and performance evaluation. The availability management processes direct, support, and measure the short and very short classic maintenance operation cycles. As shown in Figure 20-1, the availability management cycles of this chapter are as follows:
- Maintenance operation cycle planning and functioning (AO6).
- Testing, evaluating, and auditing of the availability scheme as a system (A07).
AO6. Maintenance Operation Cycle Planning and Functioning
Chapter 17 explained that plant production cycles are planned, resources are acquired, and the results are implemented under control. The availability scheme has parallel short-term planning, resource acquisition, implementation and control functions.
Fig. 20–1 Cycles of production and evaluation in availability management.
Maintenance Cycle Function
The functions and cycles of maintenance were introduced in Chapter 13 (ADS). The maintenance operation cycle was introduced in Chapter 17 (TO8). Both were described in the context of the short-term production cycle.
The activities associated with these classic functions will include the following:
- Near-term and daily planning of maintenance activities.
- Planning and resource acquisition for major maintenance events.
- Execution, control, and quality assurance of field activities.
- Control and functioning of maintenance support functions and their management tools.
Availability Management Process for Maintenance Operations Cycle Planning and Control
Management in the maintenance cycle with respect to availability performance will draw upon the elements created in the design phases. The resulting processes are introduced in the following sections and flowcharted in Figure 20-2.
Fig. 20–2 Process for maintenance operation cycle planning and control (AO6 of Figure 20-1).

AO6.1. Dynamic Daily planning with inherent availability (Ai). Fundamental to the maintenance operation cycle is daily and very short term planning. This is also basic to the traditional maintenance operation cycle.
A dimension of performance is inherent availability. This was previously defined as expected availability between planned shutdowns for preventative maintenance.
Chapter 7 explained that expected availability is reduced with each failure. However, availability is not defined as lost until production is forced to a lower level. The probability of continued availability at a specific level decreases until it is finally lost.
Thus, change is continuously taking place in the plant. However, it cannot be fully sensed until there is finally a tangible reduction or loss of plant output.
The availability model is a tool for managing the dynamic nature of availability performance. It is used online to model the consequences of each new failure in terms of expected availability performance. This determination will also reflect the consequences of existing failures as each new one is added.
The planner can formulate a tactical response to existing and new failures with respect to the hidden changes they create. The model of inherent availability is also used to devise an optimal path “out” of the real-time configuration of failures in the plant.
The ramifications of real-time availability analysis are immense. For example, can the plant still achieve an average production level but with fewer and lower performance peaks? The plant cost structure would be substantially reduced. There will be an even much greater percentage of change in profits. Another possibility is that resource levels can be maintained within narrower confidence limits. This is simply the results of repeatedly making better tactical decisions. The reader is left to their imagination to ponder other implications.
AO6.2. Daily planning with the detail of the maintenance task analysis. The maintenance task analysis has detailed the steps, times, resources etc., of all significant failures (AD1.3 and AD1.4). This is a living process. Thus, the captured detail is the current best detail and forecast of all requirements and information.
The maintenance operation processes will draw upon the detail to plan and then prepare documentation for each task. This process is automated as part of the availability scheme. This is made possible by the processes and databases of the various maintenance operation computer systems.
AO6.3. Field control against maintenance task analysis detail. A core availability performance process is to control field activity against the maintenance task analysis detail. The purposes are:
- To assure the plant will perform as planned.
- To determine when forecasted availability performance is not realistic.
The control of performance against detail is a critical availability management process. Organizational effectiveness in this role is crucial to progressively improving the owner’s business results. This is one of the reasons that the design and ongoing assessment of the overall availability scheme is a living process.
A number of maintenance operation roles and elements are critical to these control process. They are as follows:
- Maintenance operation functions assure the integrity of the task environment, whether or not the maintenance work performed is according to intended standards and procedures and quality of collected data.
- Subsystems of the data management system were designed to collect and process data. The products will flow to data bases and automated analytical processes.
- Maintenance operation functions will determine if the field results belie the planned performance that was expected by virtue of availability analysis. Alternately, the same functions will determine if the subject field activity requires remediation.
AO6.4. Maintenance support control against logistic and administrative detail. There are a considerable number of logistic and administrative functions in the maintenance cycle and functioning. Like field activities, they too must be controlled against the detail of the current availability scheme.
There are multiple sources of control data and information for logistic and administration processes. They are as follows:
- The process and linkage diagrams of maintenance operations define the flow of logistic and administrative tasks (AD7.1).
- Time to accomplish each logistic and administrative task has been estimated (AD7.7).
- Each maintenance task is detailed as the network of active repair, logistic, and administrative steps (AD1.3.6). Time to complete is attached to those steps (AD1.3.8).
AO6.5. Collecting and processing data from the field and support activities. Availability management processes for planning and controlling against detail lead to another process. That is the process of collecting and processing data from field and support activities.
Data is collected into various databases. Many are associated with maintenance operations. The availability-centered data management system (AB2.5) will have defined a scheme to gather, process, integrate, and extract data from them. This scheme will have been based on the following:
- How is maintenance performance to be measured?
- What data products are required for management to monitor and control against those measurements?
- What processes, calculations, and products are required to produce them?
- What data elements are required?
AO6.6. Planning and control for human, material and facility resources. Logistic time is a function of planning and control of human, material, and facility resources. Thus, there are also availability management processes associated with resources.
Their basic objectives are to:
- Validate and refine forecasts of usage.
- Determine when the various resource control schemes must be reviewed.
- Maintain active control of resource levels.
These processes depend on the preceding one to manage data. Validating task logistic and administrative detail, in turn, enables resource levels to be refined. The capacity to function within narrower confidence limits will also evolve. The quality of controlled, collected and processed data is crucial to such improvement.
AO7. Test, Evaluation and Audit of the Availability Scheme as a System
No matter how well designed, the availability scheme is still based only on calculations and assumed operating conditions. This is the case for all dimensions of plant design and performance.
Thus, it is necessary that the availability scheme be subjected to cycles of testing and evaluation. The purpose of these cycles is to
- Measure actual performance against that promised by the designed availability scheme.
- Determine if short-term plant performance is meeting its targets.
- Improve management’s capacity to predict performance.
- Perform audit processes.
The availability-centered improvement, change, and data management function and systems are an integral part of the cycle. They will gather and evaluate data and information with the various availability engineering databases and models. The availability management functions will often spearhead the use of that information and data for improvement, change, and auditing.
Availability Management Process for Testing, Evaluation and Auditing of the Availability Scheme as a System
The availability management processes for analysis are introduced in the next sections. They are flowcharted in Figure 20-3.
Fig. 20–3 Process for test, evaluation and audit of the availability scheme as a system (AO7 of Figure 20-1).

AO7.1. Evaluate actual availability against designed performance. Evaluating forecasted versus actual performances is not particularly meaningful at an aggregate level. However, evaluation of availability performance can be thorough and element-specific because of the availability analysis models and systems. The following determinations can be made:
- Did plant level performance match specified performance?
- Where within the many plant elements was there a variation between actual and expected performance?
The second case is the most important even if there is little variation in plant level performance. The search will be for variations in active repair, logistic, and administrative elements of each maintenance task. Reliability evaluation will be the focus of activities to test middle and longer term performance.
The capacity to test against measures for individual elements is critical for continuously improving business results for the following reasons:
- Good aggregate performance can still hide poor performance. For example, one performance item or activity may do well. Meanwhile, poor performance for another may be offset by that positive result.
- There will be opportunities to advance the performance of elements to which plant availability performance is sensitive.
- There will be concurrent opportunities to capitalize on the high performance success of key elements.
- The combined effect will allow the availability scheme to be adjusted downward as achievable availability is shifted upward and operational availability remains as specified. Thus, the cost and asset structure of the currently necessary operational availability will be reduced.
AO7.2. Refine prediction of availability parameters. The results of the previous activity are used to refine the reliability, maintainability, and economic parameters. They ultimately flow to the availability and financial models. They also reflect revisions through the resource, facility, and maintenance tasks analysis models and systems.
AO7.3. Revise the aggregate plan and operating budget. Each cycle of evaluation and auditing will advance management’s ability to predict performance. Each such advancement should be immediately capitalized upon.
The most immediate possibility is to refine the operating budget. This will advance management’s effectiveness in short-term control toward a higher maximum result.
Another immediate possibility is to refine the current aggregate plan. The findings will revise management’s current perception of the relative positions of achievable and operational availability. The ability to refine the aggregate plan will affect asset balances to achieve the required production. It may also cause the optimization across the production system plants to be advanced.
However, the payoff is not better budgets and plans. It is management’s ability to identify and then execute better business results.
AO7.4. Adjust field performance to match predicted performance. The key to refining performance is to adjust field and support performance to forecasted performance because such elements are subjected to brief or intensive analysis or auditing processes. This may include plant process operations and control. The specified elements are then subject to remedial actions identified by analysis and auditing. Success is measured against previously established reliability, maintainability and economic parameters for each element.
Commercial Production without Availability Engineering and Management
All through this book, the value of availability engineering and management has been explicitly and implicitly identified. However, it may also be revealing to describe the plant without it.
Unknown Initial Condition
In the beginning, the plant can only be expected to achieve some adequate level of availability performance. Only by the longest odds can management expect that a specified availability may be possible, and by even longer odds that it is the most profitable scheme. Worse, management will not know the plant’s inherent, achievable, and operational availability. Nor will the tools be in place to fill any gaps between the actual and most profitable desired availability. Nor can there be effective improvement and change cycles throughout the plant’s life.
Sources and Forces of Change
Furthermore, where will the forces of change and improvement come from? These lead the processes to study, realign and optimize the plant’s design and functioning. This question also applies to the forces to maintain the integrity of the most recent availability scheme. Thus, plant performance will progressively move away from the specified availability rather than move towards it. Nor would the forces to press for change toward the desired availability position be adequate to counteract such movement.
Short-Fall of Potential Performance
This means that the corporate, business and plant management cannot help but be substantially less effective than what is possible. This makes it further less likely that the plant will ever fill its potential for maximizing the owner’s organizational profitability, productivity of assets, and other social responsibilities.
Dominance of the Drive for Proficiency
So what is management left with? First, it is probably reduced to managing for availability with stress on maintenance proficiency. In other words, making and supporting efficient and effective repairs. This is in conflict with functioning within the constraints of achieving an organizational optimum. Attempts to discover what plant availability is, what it should become, and how to get it will possibly be resisted because of the stress on proficiency. This will be manifested in very subtle and unconscious ways since maintenance operations will represent the full domain of availability management rather than one within it. The organization will limit its business to proficiency rather than most profitably delivering the currently specified availability the plant is able to produce.
Worse, these organizational dynamics will probably be very effective in their resistance. This is because management will have in place few, if any, of the necessary tools and functions to serve the need for maintaining the integrity of the availability scheme and developing changes to that scheme.
Summary
Some final comments in conclusion of this section and the book. The traditional discussion of availability engineering and management would have seen the commercial production phase as the continuing planning and deployment of the plant maintenance and support functions. That vision would have also included the evaluation and improvement of those logistics with a collateral improvement of plant economics.
However, this section has stepped out of that perspective to consider the whole picture of production system management as a set of information, decision, and management cycles. From there, the chapters defined the associated availability engineering and management cycles.
To explore such a view is new ground. It is an important one because the primary design issue for production facilities is their use in commercial production to accomplish the owner’s strategies. This is a strong departure from design issues that are limited to the vision of efficiency and costs of the design, construction, and startup phases.
Therefore, the project design criteria and goals should be taken from the stated operational requirements for the plant’s commercial phase. Furthermore, the value of any design process should be inspected in the context of the whole scope of the production system management and its various cycles. Under such an inspection, the value of availability engineering and management looms large.
Therefore, the message of this section is simple. All roads must lead to serving the productive life of the plant. If the right things are not done during the plant development phases or later, the many classical management processes and cycles will not fully be able to do the right things. Another view, is that all design phase deliverables should be regarded as preparation for successful commercial production management.
The last three chapters have defined the availability management processes that are served by the design phase requirements. The reader may have noticed that these processes repeatedly returned to and updated the analysis and systems created in the design phases.
It bears repeating that the book is equally applicable to existing plants. The only difference is that the phase discussed in this section, the commercial life, may be the first phase to be designed. The objective is to define the availability engineering and management processes to ultimately become part of normal corporate, operating company, and plant management. The design and deployment phases should then take place as described in earlier sections.
Bibliography
Buffa, Elwood S. and Sarin, Rakesh K. Modern Production Operations Management. 8th ed. John Wiley & Sons. New York. 1987.
Katz, Daniel and Kahn, Robert, L. The Social Psychology of Organizations. 2nd Edition. John Wiley & Sons. New York. 1978.
Tersine, Richard J. Production Operations Management Concepts. 2nd ed. Prentice Hall. Englewood Cliffs, NJ. 1984.