
Chapter 3
Availability Engineering and Management and the Conceptual Design Phase
Introduction
Traditionally, the conceptual design phase includes, in some form or approach, the following:
- Needs analysis, feasibility studies, and the ultimate investment decision.
- The evaluation and selection of a production process.
- A detailed engineering description of an associated plant scheme.
The goal is a production process and plant scheme that can achieve specified production parameters such as rate, heat, pressure, etc. However, this is only part of the full plant design problem. This traditional scope does not take into account the need to design the plant for its physical availability to perform the production process.
The traditional design methods have historically been subjected to a disciplined engineering methodology. But although the many aspects of availability engineering and management have sometimes been recognized as crucial design methods, they have not been subjected to an equally disciplined process.
This is remedied by expanding the conceptual design phase. Phase deliverables are added for availability design. They form the vision, means, and measure for how the plant will be made physically available to perform in the most profit effective way. Those deliverables are the subject of this chapter.
Requirements for Availability Design in the Conceptual Phase
The availability discipline introduces the following elements to the conceptual design phase:
- Policies for availability engineering and management are established by management. They are applicable to the plant project phases and its remaining productive life.
- An availability concept is developed. It is a top-level description and set of policies, criteria, and parameters for availability performance.
- A maintenance operation concept is developed along with the availability concept. It too is a top-level description and set of policies, criteria, and performance parameters. However, its domain is to establish how the plant will be maintained throughout its producing life.
Approach to This Chapter
Traditional and availability phase activities and their work products should be approached as inseparable processes. In the past, the phase activities for availability have often been treated as independent design processes, if treated at all. This chapter addresses both of these approaches. They are presented in the order in which they would occur in a comprehensive conceptual design. Comprehensive is defined as what is necessary to fully design for how the product is produced.
Figure 3-1 shows the project deliverables of the conceptual design phase. The deliverables are coded as “TC” and “AC.” This denotes traditional and availability deliverables during the conceptual design phase.
Fig. 3–1 Availability engineering deliverables of the conceptual design phase

Each deliverable is described in the following sections. The availability deliverables are described in depth and supported with detailed flow charts. The traditional deliverables are touched upon briefly. The descriptions includes the phase process, but focuses chiefly on the availability engineering deliverables.
TC1. Analyze Owner Needs
The conceptual phase begins with identification and analysis of the plant owner’s basic needs. The most likely recognized need is to achieve or protect some strategic position. Management expects that the organization’s business results will be enhanced. This initial need exists for new plant development projects as well as for initiatives to improve existing ones.
The identified need is refined by marketing and strategic studies. They add definition to the desired strategic position, provide an estimate of long-term business consequences, and determine necessary resources and commitments.
Therefore, the purpose of owner needs analysis is to:
- Establish that there is an actual need.
- Develop a definition of the need.
- Formulate appropriate strategies.
- Make final choices and decisions for plant investment.
The ultimate work products of the owner needs analysis are important to availability engineering and management. They help define the strategic nature and value of availability performance in the subject plant.
AC1. Establish Management Policies for Availability Engineering and Management
Definition and Purpose
Management must directly or indirectly establish policies for approaching the capital project including those associated with availability performance. The purpose of this deliverable, then is to identify general policies and translate them to policies applicable to the availability discipline. The resulting policies are not limited to the design for availability in the capital project; they also mandate availability management throughout the plant’s producing life.
Establishing Policy
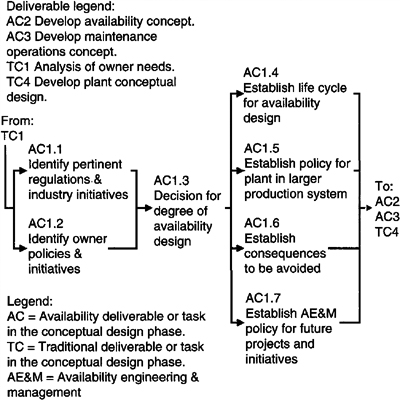
The requirements for formulating policy for availability engineering and management in the capital project and other initiatives (Figure 3-2) are the subjects of the following deliverables.
ACI.1. Identify pertinent regulations and industry initiatives. Regulations and industry initiatives that lead to policy decisions for availability must be searched out and evaluated. They often rely upon the availability engineering and management discipline to achieve their recommendations and mandates.
For example in some industries, safety regulations and industry initiatives stipulate requirements for the mechanical integrity of process and safety equipment. This means that the availability discipline must include a design for managing safety-relevant plant items.
AC1.2. Identity pertinent owner policies and initiatives. In most organizations there is a plethora of pertinent corporate, operating company, and plant-level policies and initiatives. Some of these may have immense ramifications for business success. Thus, this task is to establish the need for definitive availability policies.
The following are examples of such policies and initiatives:
- A company has mandated that all future projects include designs for constructability, operability and maintainability. Chapter 1 showed that the last requirement is actually a mandate for availability engineering and management.
Fig. 3–2 Activities to establish management policies for availability engineering and management in the project (AC1 of Figure 3-1).
- A company sends a team in search of an engineering process for reliability and maintainability. It was to be standard in all future capital projects. Once again, this is a mandate for the availability discipline.
- Companies commonly have an assortment of general policies and initiatives that call for increased asset utilization, operational integrity, total productive manufacturing and maintenance, total quality management, competitiveness, capital projects practices for life-cycle engineering and cost, computer integrated manufacturing, etc.
Each case requires that availability performance be addressed. Therefore, the final goal of this task will translate these goals, policies and initiatives those of the availability discipline in the subject project.
AC1.3. Decide the degree of availability design. Management has a choice for the extent that availability performance needs are served in the project. The range of choices are as follows:
- To apply availability engineering and management to the goals of safety and environmental management. Thus, its application is limited to the mechanical integrity of associated critical equipment and functions.
- To apply the discipline to the plant’s profit-effective availability performance.
The first extreme is the minimum requirement as management moves to comply with regulations, industry initiatives, and professional society standards. The other is an election to maximize plant income and productivity of assets. It automatically serves the goals of safety and environmental management with respect to mechanical integrity.
AC1.4. Establish life-cycle policies for availability management. Necessary availability engineering and management policies go beyond design, construction, and startup. They include the entire life cycle.
Life-cycle policy addresses questions like the following:
- Is availability performance is to be a living design process throughout the plant’s life.
- What stature, resources and structure is to be given to availability management and its functions.
- What is the business of maintenance operations? Is it to deliver profit-effective availability to perform? Or is it limited to effective and efficient repair services?
AC 1.5. Establish policies for the plant in the larger production systems. Many plants are part of a larger production system. They may be one in a stream of facilities or they may be one of several plants producing the same product. Thus, management may need to establish availability policies for the plant in the context of the larger production system. These should reflect markets, resource environments, and the synergy of the plant’s operations.
AC1.6. Establish consequences to be avoided. There are always consequences that plant design and management wishes to or must avoid. These include safety, environment, productivity, financial and other strategic consequences. Management’s policy for availability engineering and management must identify such cases.
AC1.7. Establish availability policies for future projects and initiatives. Ideally, management policies should look beyond the subject project. An example would be a determination to make availability engineering and management standard in future capital projects and in initiatives to advance the performance of existing plants.
These policies may affect the approach taken to the subject project. For example, project deliverables may be developed as standards. Or, there may a be greater stress to widely capitalize on the project as a learning process. In any case, data development and its subsequent management should be planned to better support future projects and initiatives to advance the performance of existing plants
Criticality of Policies for Availability Engineering and Management
Management normally establishes policies for plant projects and the traditional design disciplines. This may be a formal or informal process. There may also be standing policies or a set of decisions for each project.
A conscious, formal policy process is critical to the availability discipline because it is an important addition to traditional project philosophies and approaches. The current awareness of its deliverables and methods does not equal that for the traditional disciplines. Furthermore, there will be an additional period before it is adopted as a standard. Until then, management cannot assume automatic treatment regardless of the immense performance ramifications.
TC2. Formulate Plant Operational Requirements
Definition and Purpose
Plant operational requirements translate the plant owner’s needs analysis (TC1) into production and plant level requirements. It also identifies external factors that are issues and constraints affecting the requirements.
This deliverable is traditional in the conceptual design phase. Piecemeal availability performance requirements have historically a part of it.
The Scope of Operational Requirements
The statement of plant operational requirements should at least include the following:
- Operating scenarios that describe what the plant is to accomplish and how.
- Use requirements such as operations per period, operational cycles, etc.
- Regulatory requirements, industry initiatives, and design standards that affect plant design and functioning.
- Operating characteristics and constraints. These include productive capacity, output specifications, raw materials and feedstocks, utility requirements, etc.
- Operational life cycle. Concerns are anticipated life span, who will operate and maintain the plant, the characteristics of the labor force, etc. It also includes the nature and problems of plant retirement.
- External and internal environments in which the plant must operate and be maintained.
- Measures of performance such as various input/output relations, etc.
- Social, political, and regional economic issues of host governing jurisdictions; resulting desired host benefits; and requirements for slowing the evolution of host jurisdiction controls and constraints.
- Operating and business consequences management wishes to avoid.
TC3. Formulate, Evaluate, and Select from Alternate Production Processes
Definition and Purpose
There are many roads to Rome. One must be chosen. This is so for the production process. Therefore, the purpose of this deliverable is to formulate alternative production processes, evaluate them, and select the best one.
Selecting the production process is a difficult engineering problem. This is because the selection process has two dimensions. First, there are choices between processes. Second, there are choices in its subprocesses. Thus, this deliverable is to select the best alternative from many formulated possibilities.
The Process of Selecting the Production Process
The project approach to formulating, evaluating, and selecting from different production processes must incorporate the following:
- Extending the previous deliverables to study the production process requirements in each phase of the plant’s life cycle. This study refines the determination of the desired and undesired outcomes and existing conditions and constraints for each of the production processes. In turn, it determines the requirements to achieve or avoid outcomes associated with conditions and constraints.
- Formulating alternate candidate production processes and associated plant concepts.
- Screening the candidates for their feasibility. This includes physical realizability, economic performance, adherence to financial and scheduling constraints, and social and political reality.
- Formulating criteria and parameters for alternate plant processes. Criteria and parameters are taken from the previously defined desired and undesired life-cycle outcomes. The criteria are ranked by relative rather than rank-order importance.
A formal determination of criteria is critical. An omitted criterion will also be omitted from the selection of the best process.
- Selecting the best production process.
TC4. Develop the Plant Conceptual Design
Definition and Purpose
Once the best production process has been selected, the plant concept must be developed to some appropriate degree of detail.
The Process of Developing Plant Conceptual Detail
The steps for developing the plant concept deliverable are generally as follows:
- Optimize the production process.
- Optimize subsystems within the production process including subsystem configurations and equipment decisions.
Availability Factors in the Conceptual Detail
This deliverable is the first development of hard design. There are two equivalent concepts for availability design. They are the availability (AC2) and maintenance operation (AC3) concepts described in the following sections.
The important point is that this deliverable and the two availability deliverables are iterative. Thus, they are optimized as a triad of design concepts.
The criticalness of this optimization can be seen in the top-level determinates of reliability and maintainability. They were described in Chapter 1. A significant share of the determinates were the result of hard design decisions. The remaining were the result of decisions in the design of operations and maintenance processes. Therefore, plant performance requires that hard design for reliability and maintainability be an integral part of this deliverable. In turn, they are an optimization of the factors affected by process operations and maintenance design.
Thus, this traditional deliverable provides a window of opportunity. Otherwise, the ability to achieve the maximum possible business results may be permanently lost. This will be the case if the plant concept is developed without regard for reliability and maintainability.
AC2. Develop the Availability Concept
Definition and Purpose
A rigorous conceptual development of availability performance must be added to the traditional process. It has the following purposes:
- To determine and detail the nature and value of availability performance.
- To establish the production and financial criteria and measures of availability performance.
Fig. 3–3 Activities to develop the availability concept (AC2 of Figure 3-1)

Processes for Developing the Availability Concept
The scope of plant conceptual design varies for each plant. However, the process (Figure 3-3) should at least include the following steps:
AC2.1. Study the evolving plant conceptual design. The plant conceptual design is continually evolving. Thus, its detail should be studied carefully. The objective is to develop an in-depth understanding of the plant and the logic behind it.
AC2.2. Define the plant in its larger production and business system. The nature and value of availability performance is a function of the plant in a larger production and business system. The boundary of that system may go beyond the owner’s facilities.
The larger systems include:
- Capacity, behavior, and trends in upstream or (supplier) production processes.
- Supply requirements and market characteristics faced by downstream (customer) production processes.
- Cyclical and long-term market demand trends for the plant’s products. This is derived from the previous issue.
- Anticipated development phases over the plant’s lifetime.
- Nature, relationship, and competitiveness of parallel existing and future facilities.
- Translation of the findings to the plant’s availability performance.
AC2.3. Assess meaning of plant availability to corporate and business strategies. This task is to determine how the plant availability scheme must fit the plant owner’s corporate and business-level strategies. This is important because empirical evidence shows that additional profitability and competitiveness come from owning related diversified businesses. Greater business performance is the result of the synergy between them. Thus, this fundamental issue that must be translated to the plant’s availability scheme and its parameters.
AC2.4. Develop plant production scenarios. This task is to describe and quantify availability performance for various production scenarios.
It was explained in Chapter 1 that availability is an expectation of performance. As the plant operates, the probability of its expected availability gradually decreases. This is the cumulative effect of each failure in the plant. At some number of failures, availability is physically lost. The result may be lower level of productive capacity.
The scenarios are an optimal set of acceptable expected production levels. These are key production capacity levels along the curve of Figure 1-4. The figure’s curve represents a scenario.
The scenarios are formed as a composite description of necessary performance. The plant should ultimately be designed for adequate expected availability at its various levels. This task allows each to be translated to availability, reliability maintainability, and economics parameters.
AC2.5. Establish confidence limits for availability performance. An important management decision is the acceptable confidence limits of availability performance. Limits are established for each key level in the composite production scenario. The specification of these limits is the responsibility of management responsibility because they are strategically fundamental to long-term business success. It is the design team’s responsibility to support the decision process.
As explained in Chapter 1, availability is a probability distribution of expected performance. It is specified as a mean availability and an acceptable upper and lower limit. These limits greatly affect plant design and its ultimate profitability even when mean availability stays the same.
AC2.6. Distinguish plant subsystems for availability design and management. The analysis and determination of availability performance has so far been at the plant level. It has also been concerned with production and business system requirements. However, it has not yet been defined at a level that can actually be designed.
Thus, the availability concept now begins to distinguish the nature, value, and top-level details of availability at the subsystem level. This is done as follows:
- Distinguish between subsystems within the plant.
- Determine the criticality of each to plant availability performance.
- Determine their interrelationships with respect to plant availability performance.
- Group the subsystems for availability analysis, design, and management.
- Establish the depth of the design and sophistication of management for each subsystem.
AC2.7. Establish level of resolution for design, data, and information Designing for availability is a substantial challenge. Therefore, it must be approached pragmatically. Otherwise, it can become an overwhelming endeavor. Therefore, the following design decisions are part of the availability concept:
Establish the level of resolution for analysis. These decisions should include equipment, assemblies, and components. For example, plant availability performance is more sensitive to some plant items than others. Thus, the design team will want to model more critical equipment as a system of its elements. Less critical equipment may be treated as a single item in the model. There are many factors that will cause the team to make such decisions. The point is that the team must consider each plant item and subsystem for its degree of appropriate resolution.
Establish the sources and quality of the data. This decision is connected to the level of resolution. It is concerned with the nature of sources and associated quality of the data. The decision making process must not only consider current cases, but also the possible nature and quality of data that can be developed in the future. This concern for data and information in the context of resolution may lead to a decision to invest in the acquisition and development of data and information. The revealed necessary investment may cause the team to reconsider their earlier decision (AC2.7) for the level of resolution.
AC2.8. Estimate (preliminary) plant availability performance. The traditional conceptual design activities (TC4) involve the process of choosing and optimizing the plant scheme. This task is an integral part of those activities. The objective is to evaluate the prospective designs for expected availability performance and associated life-cycle costs.
To do this, it is necessary to develop preliminary availability and economic models. Chapters 6 and 7 describe the modeling process in the basic design phase. The principles and steps are also applicable to conceptual design-phase modeling. The difference is the sophistication of the models and possibly less fully developed data.
The steps for developing the preliminary models are as follows:
Formulate the availability model. The initial objective is to select the software and determine the structure of model’s elements. The most influential issues are the level of resolution, the confidence level of the output, the nature of the data available at the conceptual design phase, the plant design team’s cycles, and the nature of the need for analysis of plant schemes, etc.
Formulate the economic model. Once again, the initial objective is to determine the software, elements, and structure. The model is used to estimate the life-cycle costs of reliability and maintainability and, therefore, availability performance. Discussions for developing a detailed cost model are threaded throughout the tasks of the basic and detailed design phases. The principles apply here. However, the objective at this time is to be less rigorous and more concerned with understanding the cost trade-offs and comparing candidate schemes.
One dimension of the model is direct costs. They are the costs of equipment and the direct costs of returning equipment to service. The other dimension is indirect costs. They are estimated based on the factors of effectiveness (A3.6) that are established in the development of the maintenance operation concept (A3). These measures establish various resource utilization goals. Thus, they are used here to estimate cost levels associated with achieving the time to return down items to service. These time intervals are assumed in the calculation by the availability model. The cost model may reveal the need to revise them. The factors of effectiveness are also likely to be revised as the preliminary models test their reality.
It was mentioned in Chapter 2 that any economic model should be structured in the format of life-cycle income statements. The design team will surely want to expand this model to integrate production process operating cost and revenue profiles. This way, all aspects of life-cycle business performance can be explored, analyzed for optimal trade-offs and the plant scheme can be designed accordingly.
Gather data for reliability, maintainability and economic analysis. The challenge of data development (AB3) is a topic of the design tasks presented in Chapter 6. The principles, sources of data and project tasks described in the context of the basic design phase also apply here. The goal is to be practical. Management does not typically expect close confidence limit forecasts at this phase. The limits will narrow as the design progresses. At this stage the goal is to confirm that evolving plant schemes can be expected to perform to now established plant-level performance goals. The other goal is to compare different schemes or variations within them.
AC2.9. Develop a concept of the availability organization. Managing availability performance entails a well-developed organization. A large segment is concerned with maintenance operations. The remaining segments design and manage overall availability performance.
Organizational effectiveness is, therefore, important. It begins with this deliverable. The objective is to define and describe an organization as a preliminary concept. This will guide deliberations until an organization is rigorously designed in the detailed design phase (See Chapter 13).
AC2.10. Develop a concept for computer systems and their integration. Computer systems are the infrastructure of availability performance. This will become apparent as the deliverables of each design phase repeatedly identify requirements for defining and designing computer systems. This will be reinforced as the business processes of availability management are developed for the plant’s production life.
This deliverable is to make a preliminary determination of system needs. The goal is to identify available technology and make basic selection decisions. The final product is a preliminary scheme and configuration of an integrated computer system.
AC2.11. Prepare the availability concept document. The plant’s conceptual design must ultimately documented as text and drawings. This is also true for the availability concept.
This task, then, is to prepare and document the detailed concept for achieving plant availability. Its sections should detail the findings and decisions for each of the preceding tasks. A concept for maintenance operations that correlates the concepts of availability and maintenance must also developed (AC3.9). This may be achieved in an iterative process.
The Evolving Availability Concept
The previous tasks were to explore the nature of the facility, analyze its subsystems, and develop criteria and parameters for availability performance. The resulting availability concept is not just accomplished, documented, and incorporated in overall design. The availability engineering discipline must also track changes throughout the design phases. The concept is reviewed and revised as these changes occur.
The evolution should continue throughout the plant’s producing life because conditions may change for a host of reasons.
AC3. Develop the Maintenance Operation Concept
Definition and Purpose
Figure 3-1 shows that a plant maintenance operations concept is also part of a comprehensive conceptual design. It is a top-level determination of how the plant will be maintained and supported throughout its life with respect to achieving plant availability and, therefore, business performance. Thus, it sets basic policy and criteria for the design of plant maintenance operations.
The Traditional View of Maintenance Operations in Plant Design
It is tempting to regard the maintenance operation concept as relevant only to maintenance and its support elements. Design teams have historically given the issues of deliverables great importance, but little methodical attention has been them. One reason is that the teams have regarded their domain as plant design rather than maintenance.
However, the decisions made in formulating the maintenance operations concept affect the performance of equipment. Thus, the concept partially drives plant configuration and the design and selection of equipment. It is, in turn, affected by these decisions. The point is that plant design is incomplete if developed without the maintenance operation concept. Worse, it is a suboptimal one.
Process for Developing the Maintenance Operation Concept
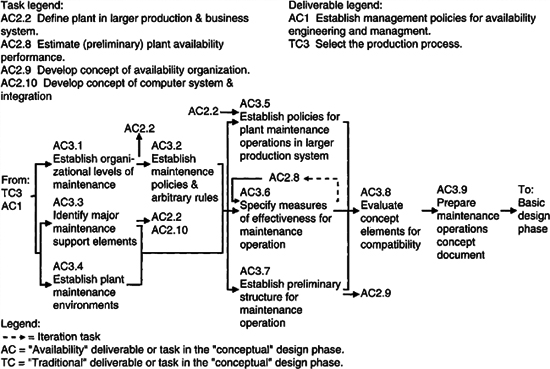
The maintenance operation concept (Fig. 3–4) includes the following tasks.
AC3.1. Establish organizational levels of maintenance. Organizational levels of maintenance are determined and established. These are the levels where categories of maintenance activities will be done organizationally. For example, activities to inspect or adjust certain types of equipment may be assigned to departments outside of maintenance.
There are four basic organizational levels. They are as follows:
Activities assigned to operating functions. The guiding criteria for this choice may include the following:
- Tasks that are simple or can be accomplished within a limited time and concentration.
- Limited skill requirements for assigned maintenance personnel.
- The creation of feedback, awareness, or sensitivity to critical plant conditions for an operating group.
Activities assigned to mobile and fixed maintenance areas, functions, and personnel. This level includes all types of maintenance tasks. Different skill levels are identified within it. Maintenance facilities serve both this and the previous level.
Activities assigned to specialized owner and manufacturer maintenance organizations. These organizations and their facilities may be remote and serve more than one plant or owner. The assigned tasks are beyond the capabilities of the previous levels.
Fig. 3–4 Activities to formulate the maintenance and support system concept (AC3 of Figure 3-1)
The level may be chosen as a function of the following criteria:
- Complex or major pieces of equipment.
- Required special working conditions, equipment, methods, and skills.
- Special requirements for spare and repair parts and their management.
- Special environmental and other control requirements.
- Economies of scale and specialization.
Activities assigned to contract maintenance organizations. This choice cuts across the previous organizational levels. Besides personnel cost flexibility, the choice may be driven by the following:
- Contract services that are better organized, skilled, or developed than those available internally.
- Existing resources that cannot serve the short-term work-load requirements and still maintain the quality of its normal work load.
AC3.2. Establish arbitrary maintenance rules. Every plant and its owner has certain rules and policies that maintenance planning must observe. Some are arbitrary; others are established by analysis. Examples are:
Management may make arbitrary decisions for the maintenance response to certain types of failures. There may be categories of equipment subject to such rules. An example is to immediately repair a failed item in a pair of redundant items. This deliverable is to search out such cases for incorporation in the ultimate maintenance operation scheme.
The point is that such rules may be widely accepted in an organization. The plant culture may even consider them sacred. Plant management may even feel insecure without them. Both situations may be the case regardless of actual merit. Hopefully, some will be eliminated over time as the results of availability design indicate a need for change.
Basic policy may be established for equipment, assemblies, and components to be replaced rather than repaired. Choices are made along a continuum. At one extreme is full replacement; at the other end is full repair. The middle position is a mix of both.
Basic testing policies may be established for groups of equipment, assemblies and components. These policies are especially relevant to electronic equipment. The choices for testing are as follows:
- Testing versus no testing.
- Manual versus automatic.
- Internal versus external.
Policy may be established for the number of manufacturers to supply widely used plant equipment. Pumps are an example of such equipment. The policy affects the degree to which the benefits of standardization and interchangeability are possible. It may also affect possibilities for partnering relationships with equipment suppliers. A large number reduces these opportunities. A small number reduces the opportunities for optimization in each application.
AC3.3. Identify major maintenance support elements. Major maintenance support elements must be identified. These include testing and equipment, support facilities, skill categories, major spare parts, computer systems and software, management functions, etc.
AC3.4. Establish plant maintenance environments. Various plant maintenance environments exist naturally or are created by design. Special conditions may be required for some maintenance activities. Alternately, plant design may create difficult maintenance conditions. Thus, the purpose of this deliverable is to identify them. It is then make plant design decisions or accept the conditions as a given. Both are ultimately reflected in the design of maintenance operations.
AC3.5. Establish policies for plant maintenance operations in the larger production system. Few production facilities exist in isolation. This is so even when remotely located. The plant may be required to share common resources and functions. It may also be required to apply standard methods and software. Thus, it is necessary to establish when the maintenance operations concept must be designed to recognize such cases. This assessment includes existing and future production plants and organizational entities.
AC3.6. Specify measures of effectiveness for maintenance operations. Measures of maintenance operations effectiveness must be established. Examples are maintenance-hours-per-production- hour, staff utilization rate, parts supply and equipment responsiveness, testing and handling equipment reliability, support facility utilization rate, maintenance staff levels, administrative response times, etc. These must be correlated with the availability and economic performance estimates of AC2.8.
AC3.7. Establish a preliminary organizational concept for maintenance operations. A major factor in availability performance is organizational effectiveness. Thus, a preliminary structure for all maintenance operations responsibilities, authority, and organization must be developed. This concept should be integrated with the organization’s concept for overall availability management (AC2.9). Thus, it becomes a subset of that concept.
The preliminary formulation should account for existing local and overall organizational structures. Thus, this task is to understand the purpose, advantages, and disadvantages of existing cases.
AC3.8. Evaluate the concept elements for compatibility. Because the above choices are related, it is necessary to formulate them as a system of compatible policies. Therefore, the above concept decisions and details are evaluated for compatibility with the previously described deliverables.
AC3.9. Prepare the maintenance operation concept document. The final concept should be prepared and documented. It should be developed along with its equivalent for the plant design and availability concepts (AC2.11).
The Evolving Maintenance Operations Concept
The maintenance operations concept does not take its final form as a one-time project deliverable. Like the availability concept, it evolves as the plant design progresses through its phases.
This evolution continues throughout the plant’s life. It is a part of the living design as operational requirements are changed and improvement initiatives occur.
Bibliography
Blanchard, Benjamin S. Logistics Engineering and Management. 4th ed. Englewood Cliffs, N. J., Prentice Hall, 1991.
Bloch, Hienz P. Practical Machinery Management for Process Plants. Volume 1. Improving Machinery Reliability. 2nd ed. Houston, Tx., Gulf Publishing Company, 1988.
Bloch, Hienz P. and Geitner, Fred K. Practical Machinery Management for Process Plants. Volume 3. Machinery Component Maintenance and Repair. 2nd ed. Houston, Tx., Gulf Publishing Company, 1990.
Center for Chemical Process Safety. Guidelines for Technical Management of Chemical Process Safety. American Institute of Chemical Engineers, New York, 1989.
Hofer, Charles W. and Schendel, Dan. Strategy Formulation: Analytical Concepts. St. Paul, Minn., West Publishing Company, 1978
Ostrofsky, Benjamin. Design, Planning and Development Methodology. Englewood Cliffs, N. J., Prentice Hall, 1977.
Robock, Stephen H. and Simmonds, Kenneth. International Business and Multinational Enterprises. 4th ed. Homewood, 111., Richard D. Irwin, Inc., 1989.
Stebbing, Lionel. Quality Assurance, the Route to Efficiency and Competitiveness. Chichester, West Sussex, Ellis Horwood Limited, England, 1993.