CHAPTER FOUR
WORLD-CLASS RECEIVING AND PUT-AWAY
4.1 Receiving Flow Optimization
4.7 Dock Assignment Optimization
4.9 Delivery Quality Compliance
4.10 Automated Receiving Inspection
4.12 Inbound Cubing and Weighing
4.14 Batch, Sort, and Sequence Put-away
4.16 Put-away Location Verification
4.18 Interleaving and Continuous Moves
You may be familiar with the expression “garbage in, garbage out.” This expression applies perfectly to warehousing operations. If you receive “garbage” in the form of damaged and noncompliant products in damaged and noncompliant packaging, then you will no doubt ship “garbage” in the form of damaged products and inaccurate orders. If you allow damaged or inaccurate deliveries in the door, you are likely to ship damaged or inaccurate shipments out the door.
The RightHouse receiving and put-away principles presented here are a sure defense against inducting inefficiencies, and serve as guidelines for streamlining receiving operations. They are intended to simplify the flow of materials through the receiving process and to insure minimum work content and processing time are required.
In optimized receiving, receipts and their appropriate resources are scheduled, follow the minimum-cost flow path, are processed at the dock in a manner that minimizes put-away time, and are inspected, dimensioned, and weighed. Put-aways are verified, prioritized, executed immediately on receipt, directed to optimal locations, combined with retrievals to maximize labor and equipment utilization, batched, sequenced, and transported with the appropriate material-handling equipment.
The following world-class receiving and put-away practices are described and illustrated in this chapter:
![]() Receiving flow optimization
Receiving flow optimization
![]() Direct shipping
Direct shipping
![]() Cross-docking
Cross-docking
![]() Direct put-away
Direct put-away
![]() Receiving scheduling
Receiving scheduling
![]() Inbound dock assignment
Inbound dock assignment
![]() Automated unloading
Automated unloading
![]() Delivery quality compliance
Delivery quality compliance
![]() Automated receiving inspection
Automated receiving inspection
![]() Inbound cubing and weighing
Inbound cubing and weighing
![]() Prepackaging
Prepackaging
![]() Direct directed put-away
Direct directed put-away
![]() Batched, sequenced put-aways
Batched, sequenced put-aways
![]() Automated put-away
Automated put-away
![]() Interleaving and continuous moves
Interleaving and continuous moves
4.1 Receiving Flow Optimization
The performance of any system diminishes with increasing complexity. Supply chain logistics systems are no different. In supply chains, the number of handling transactions is one of the greatest contributors to system complexity. Hence, minimizing work content, mistakes, time, and accidents is accomplished in supply chain logistics by reducing handling steps. Figure 4.1 illustrates the reduction in handling steps that can be achieved by applying advanced receiving and put-away practices.
Figure 4.1 Receiving flow optimization for a large semiconductor company.
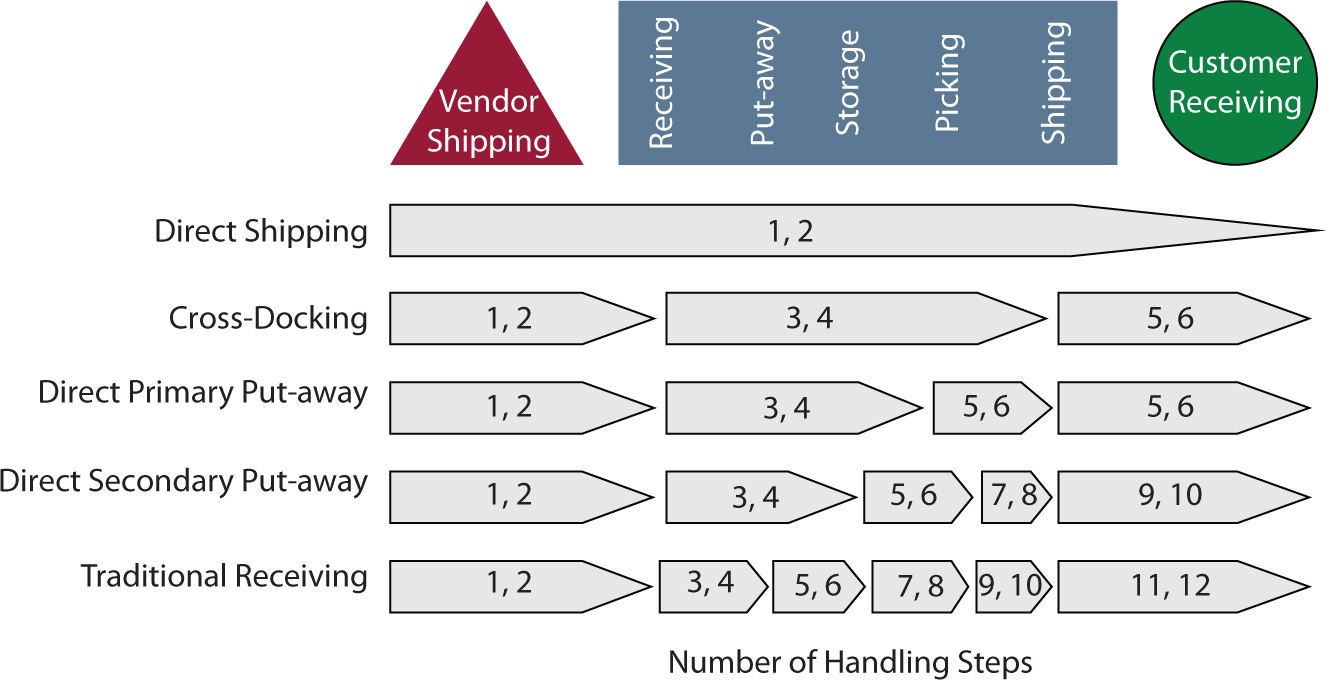
In order from least handling steps to most, the receiving practices are the following:
![]() Direct shipping bypasses the warehouse completely, requiring two touches—one to load the outbound truck at the origin and one to receive the inbound truck at the destination.
Direct shipping bypasses the warehouse completely, requiring two touches—one to load the outbound truck at the origin and one to receive the inbound truck at the destination.
![]() Cross-docking requires six, with product moving directly touches from the DC’s inbound dock to the outbound dock.
Cross-docking requires six, with product moving directly touches from the DC’s inbound dock to the outbound dock.
![]() Direct primary put-away checks to see whether there are any empty primary locations and directs put-aways to those locations, thus bypassing receiving inspection, put-away, storage, and replenishment. Eight touches are required.
Direct primary put-away checks to see whether there are any empty primary locations and directs put-aways to those locations, thus bypassing receiving inspection, put-away, storage, and replenishment. Eight touches are required.
![]() Direct secondary put-away bypasses receiving staging and inspection and moves product directly from unloading into reserve locations.
Direct secondary put-away bypasses receiving staging and inspection and moves product directly from unloading into reserve locations.
![]() Traditional receiving requires staging at receiving, inspection, put-away to reserve storage, and replenishment to primary picking locations.
Traditional receiving requires staging at receiving, inspection, put-away to reserve storage, and replenishment to primary picking locations.
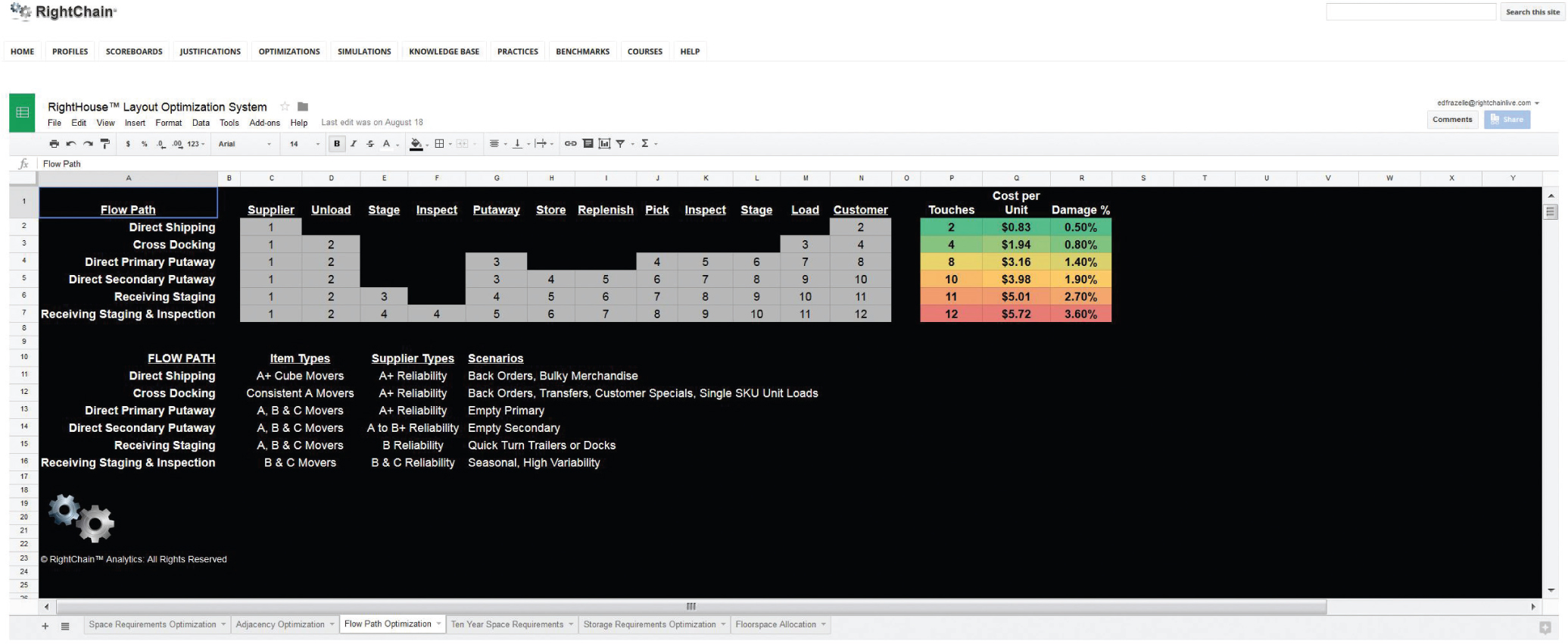
There are many more opportunities to mishandle, misplace, miscoordinate, and/or miscommunicate in 12 handling steps than there are in 10, 8, 6, 4, or 2 steps. The costs of those extra steps are reflected in the receiving flow optimization we recently completed for a large food company (Figure 4.2). It includes the number of touches, inventory days on hand, damage percentage, fill rate, and cost per case related to direct shipping, cross-docking, direct primary put-away, direct secondary put-away, and traditional receiving. The cost per case ranges from $0.83 with direct shipping to $3.56 with traditional receiving.
Figure 4.2 Receiving flow optimization for a large food company.
4.2 Direct Shipping
For some materials, the best receiving is no receiving! In direct (or drop) shipping, vendors bypass the warehouse completely and ship directly to customers. Because product never arrives at a distribution center, there is no unloading, staging, put-away, replenishment, picking, packing, checking, or loading. All the labor, time, and equipment normally consumed and all the mistakes and accidents that often occur in the warehouse are eliminated.
Opportunities for direct shipping include large, bulky items, made-to-order items, and combinations of items for which the regular shipping volume occupies at least a full truckload. For example, one of our large mail-order clients ships canoes, large tents, and furniture directly to customers from the manufacturer. An increasing number of our food, beverage, and consumer products manufacturing clients are producing and assembling store orders at their factories for direct delivery to their retail customers’ store locations.
4.3 Cross-Docking
A classic example of direct shipping and cross-docking is from a large grocer headquartered in the mid-west. (Figure 4.3). “A” movers (based on cube movement) are shipped in truckload quantities from food manufacturers to grocery retail stores. “B” movers are precisely scheduled into a central distribution center for daily cross-docking to build consolidated (e.g., frozen, refrigerated, and ambient temperature) loads for retail stores. “C” movers are stored in a contiguous distribution center specially designed for dense storage and batch picking of slow-moving items. A daily batch of C items is picked and inducted into the cross-docking operation.
Figure 4.3 Supply-chain flows in the food industry.

When material cannot be shipped directly, the next best option may be cross-docking. In cross-docking,
Inbound loads are precisely and tightly scheduled into the warehouse, sorted immediately into outbound orders, and moved immediately to their outbound docks.
In so doing, receiving inspection, receiving staging, put-away, storage, pick-location replenishment, order picking, and order assembly are eliminated.
Back orders, special orders, and transfer orders are especially good candidates for cross-docking. The sense of urgency to process those orders is high, the inbound merchandise is prepackaged and labeled for delivery to the customer, and the merchandise on those orders does not have to be merged with other merchandise to complete customer requirements (Figure 4.4).
Figure 4.4 Cross-docking simulation for a large consumer products company.

Cross-Docking the Amway Way
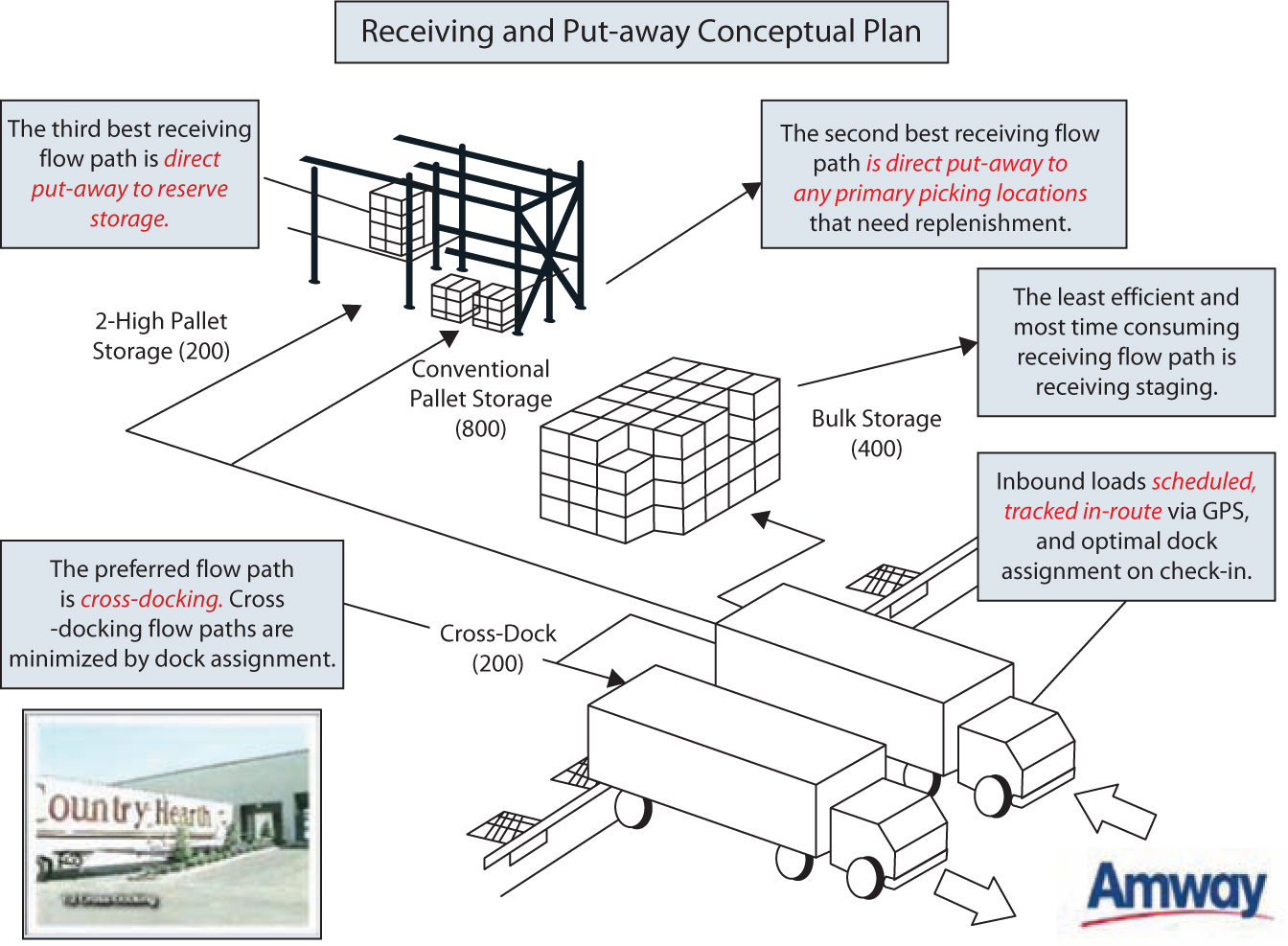
Amway is a major manufacturer and direct-to-consumer distributor of consumer and personal products, including soaps, cleaning supplies, and cosmetics. At its central distribution center are identified, receipts from manufacturing are optimally scheduled, and all incoming pallets bar-code license plates (Figure 4.5). As a lift truck operator unloads a trailer, a pallet license plate (bar code) is scanned to inform the warehouse management system that the pallet is on site. The warehouse management system then directs the operator to move the inbound pallet to its assigned warehouse location. The first priority for the pallet is cross-docking. In fact, if the item is required in an outstanding order that is currently being loaded (and if there is no violation of code-date expiration windows for pallets in inventory of the same item), the operator is directed to move (cross-dock) the pallet to that dock for shipping. The next priority is direct put-away to a primary pick location. If there is an opening for the pallet in the primary pick location. The last priority is to move the pallet to its reserve warehouse location.
Figure 4.5 Receiving flows concept plan for Amway logistics.
K-Mart Cross-Docking
At K-Mart’s jewelry distribution center (Figure 4.6), suppliers are required to place a bar-code license plate on each carton. At the receiving dock, inbound cartons are properly oriented and manually off-loaded onto a telescoping conveyor. The telescoping conveyor feeds a sorting conveyor just inside the doors of the distribution center. A bar-code scanner located on the conveyor reads each carton’s license plate to make the real-time warehouse management system aware that the carton is on site. In turn, the warehouse management system instructs the conveyor to direct the carton to the cross-docking operation (if there is an outstanding open order for the item) or to the traditional store, pick, pack, and ship operation.
Figure 4.6 Jewelry cross-docking concept at K-Mart.
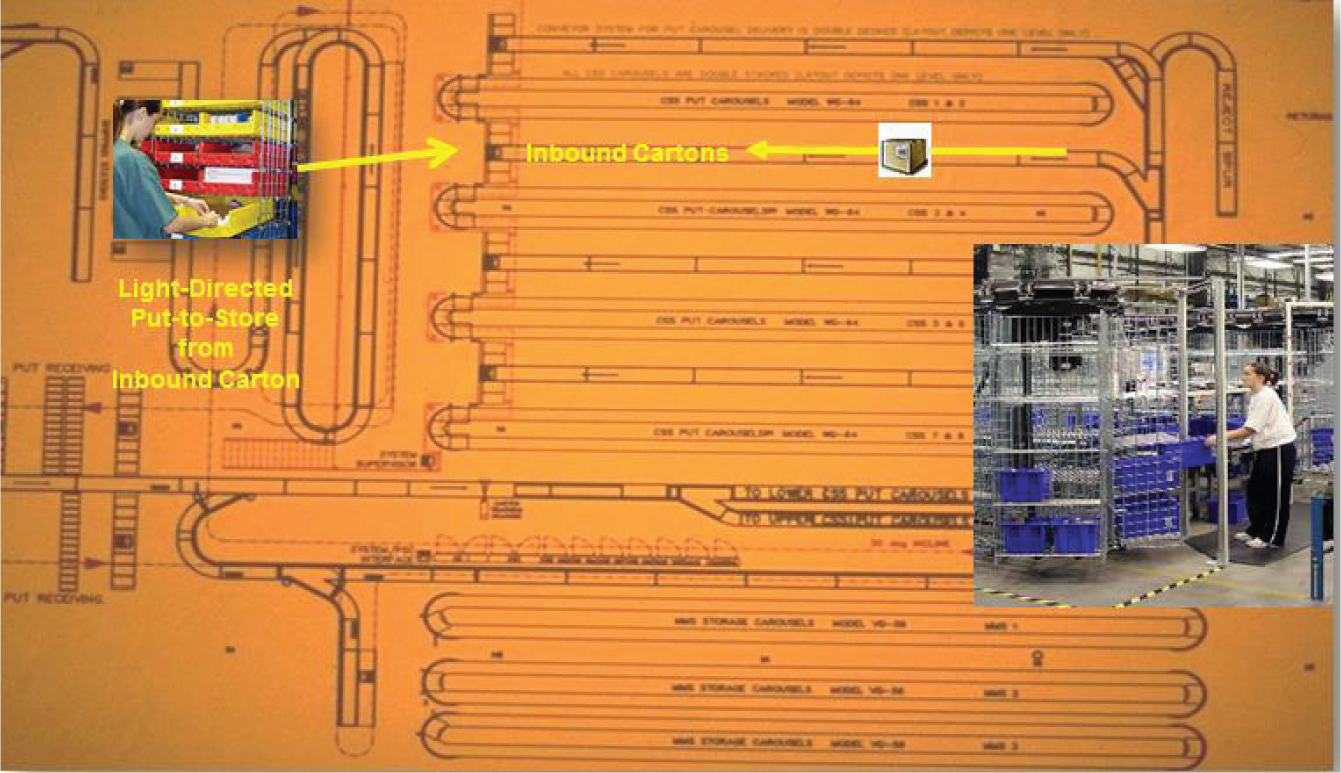
In the cross-docking operation, each K-Mart store has a tote position in one of six carousels. As an inbound carton is presented to a carousel operator, the operator is directed by a screen and a light tree to distribute the contents of the carton to the stores in the carousel carrier in front of the operator. The contents of the carton are depleted as subsequent carriers are presented to the operator. A store a flashing light indicates when order is complete. The operator pushes the corresponding tote through the back of the carousel, where a take-away conveyor transports the tote to shipping. More than 50 percent of the merchandise in the distribution center is cross-docked in this manner.
Cross-Docking at Sony Logistics
At Sony Logistics distribution center (Figure 4.7) just outside of Tokyo, a cart-on-track conveyor system is used to move full-pallet loads between dock doors. Each dock door may be used for inbound or outbound loads, thus dramatically increasing the utilization of any given dock door. Also note that the entire cross-dock operation is executed without labor.
Figure 4.7 Cross-docking in a Sony Logistics distribution center. (Chiba, JAPAN)

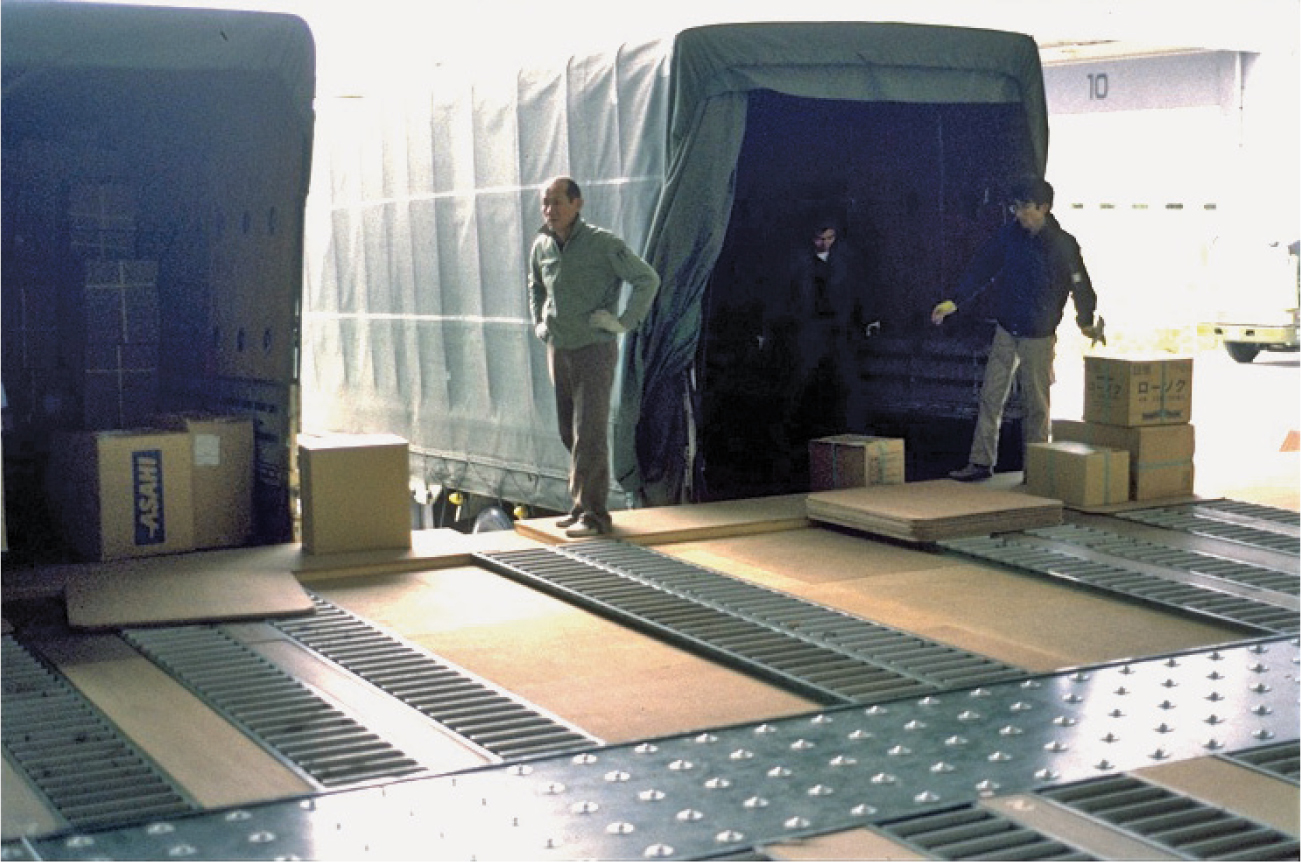
Manual Cross-Docking
Cross-docking does not always require substantial investments in material- and information-handling systems. At Sun Distribution’s third-party logistics center (Figure 4.8) in Chiba, Japan, a network of roller and ball-transfer conveyors is embedded in the floor throughout the distribution center to permit finger-point movement of cases on slave pallets. One use of the conveyors is at the receiving and shipping docks, where inbound loads are easily moved along the floor between their inbound and outbound docks.
Figure 4.8 Manual cross-docking operation. (Tokyo, JAPAN)
Cross-Docking Candidates and Enablers
Some inbound loads are better candidates for cross-docking than others. As the preceding examples suggest, full pallets with a single stock-keeping unit (SKU) on board are prime candidates because the pallet’s contents do not have to be sorted. Instead, the entire pallet is cross-docked, and the entire pallet can be automatically identified with a bar-code license plate. Floor-loaded loose cartons are also good candidates for the same reasons—the carton’s contents do not have to be sorted, the entire carton is cross-docked, and the carton can be automatically identified with a bar-code license plate. Mixed SKUs on a pallet or mixed SKUs in a carton are difficult for cross-docking because the contents of the unit load must be sorted before an operator or conveyor can cross-dock the merchandise. By the time the contents of the unit load have been sorted out, the time window for effective cross-docking frequently has passed.
The other natural scenarios for cross-docking include
![]() Back orders because there is, by definition, an urgent outstanding order for products on back order.
Back orders because there is, by definition, an urgent outstanding order for products on back order.
![]() Made-to-order products because, by definition, there is an outstanding order for those products when they hit the receiving dock.
Made-to-order products because, by definition, there is an outstanding order for those products when they hit the receiving dock.
![]() Customer-ready products customized by the supplier.
Customer-ready products customized by the supplier.
![]() Branch and inter–distribution center transfers.
Branch and inter–distribution center transfers.
Specific containerization and communication requirements must be met before high-volume cross-docking can be implemented. First, each container and product must be automatically identifiable via a bar-code label or radiofrequency (RF) tag. Second, loads must be optimally scheduled into the distribution center and assigned to dock doors automatically. Third, inbound pallets or cases that will be cross-docked should contain only a single SKU or be preconfigured for their destination to minimize sorting requirements.
4.4 Direct Put-away
When material cannot be cross-docked, material-handling steps can be minimized by bypassing receiving staging and putting material away directly to primary picking locations—essentially replenishing primary locations from the receiving dock. Direct primary put-away is recommended if there is an opening for an inbound pallet or case in the primary pick location and shelf-life requirements will not be violated. In direct put-away systems, staging and inspection activities are eliminated.
To this end, one of our large healthcare clients does not allow receiving staging space in its warehouse layouts. The company “forces” warehouse operators to put goods away immediately on receipt as opposed to incurring the delays and multiple handlings characteristic of traditional receiving and put-away activities.
4.5 Receiving Scheduling
Premeditated cross-docking requires the ability to schedule inbound loads to match outbound requirements on a daily or even hourly basis. In addition, balancing the use of receiving resources—dock doors, personnel, staging space, and material-handling equipment—requires the ability to schedule carriers and to shift time-consuming receipts to off-peak hours. Through real-time electronic links, companies have improved access to schedule information on inbound and outbound loads. This information can and should be used to proactively schedule receipts.
An familiar example of cross-docking is passengers transferring between flights to make a connection in a major airline hub. Think of the resource synchronization required to successfully connect with a departing, on-time flight. The same constraints that prohibit 100 percent connection and on-time success rates are constraints in cross-docking.
To release an outbound load, all the required inbound loads must have arrived. To avoid exhausting dock and receiving crew capacities, the inbound arrival pattern must balance the unloading workload, to maintain proper outbound load sequencing and minimize staging requirements, the arrival pattern must give priority to inbound loads with early departures. This degree of receiving scheduling sophistication is found only in the most advanced warehouse management systems and is required for an effective cross-docking program.
The most sophisticated crew scheduling systems in the world are found in the airline industry, where a large crew of flight attendants, pilots, engineers, maintenance staff, baggage handlers, and catering personnel must arrive simultaneously to ensure an on-time departure. Similarly, the personnel and equipment required to unload each inbound warehouse load should be optimally prescheduled to eliminate the possibilities of delays and/or dock congestion.
4.6 Pre-receiving
The rationale for staging at receiving is often the need to hold material for location assignment, product identification, and so on. This information can be processed as goods are in-transit or immediately as they pass through a yard gate (Figure 4.9).
Figure 4.9 An optical memory card used for pre-receiving at the U.S. Army Logistics Command to download the contents of an entire trailer into a PC at a yard gate.

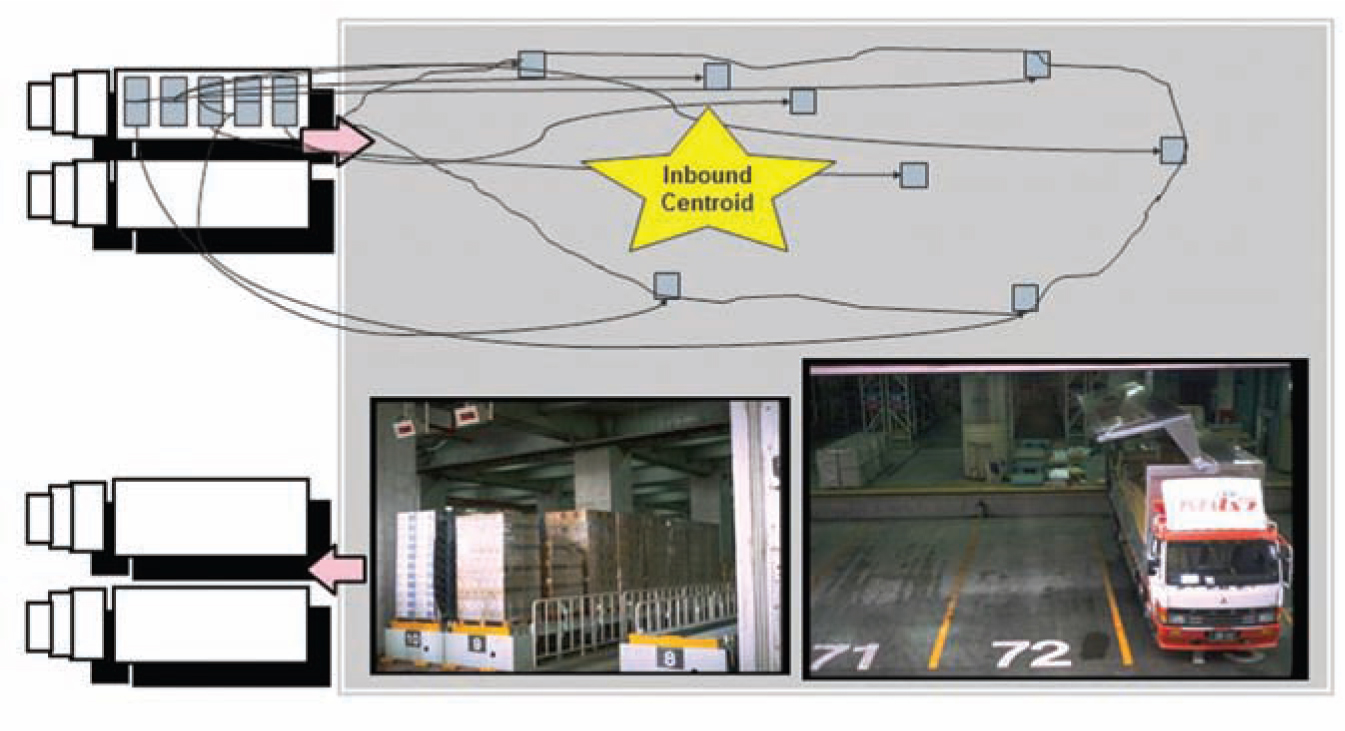
4.7 Dock Assignment Optimization
Whether for cross-docking or regular receiving, dock doors should be assigned to minimize the travel required in unloading and put-away. A simple algorithm (Figure 4.10) for inbound dock door assignment is to choose the open door closest to the centroid of the put-away locations represented on the inbound load. Dock assignment optimization is even easier if all the inbound products arrive from one vendor and/or are the same commodity. Then if items in the warehouse are located by vendor and/or commodity, simply assign the inbound load to the door closest to the corresponding vendor or commodity.
Figure 4.10 Inbound dock assignment optimization.
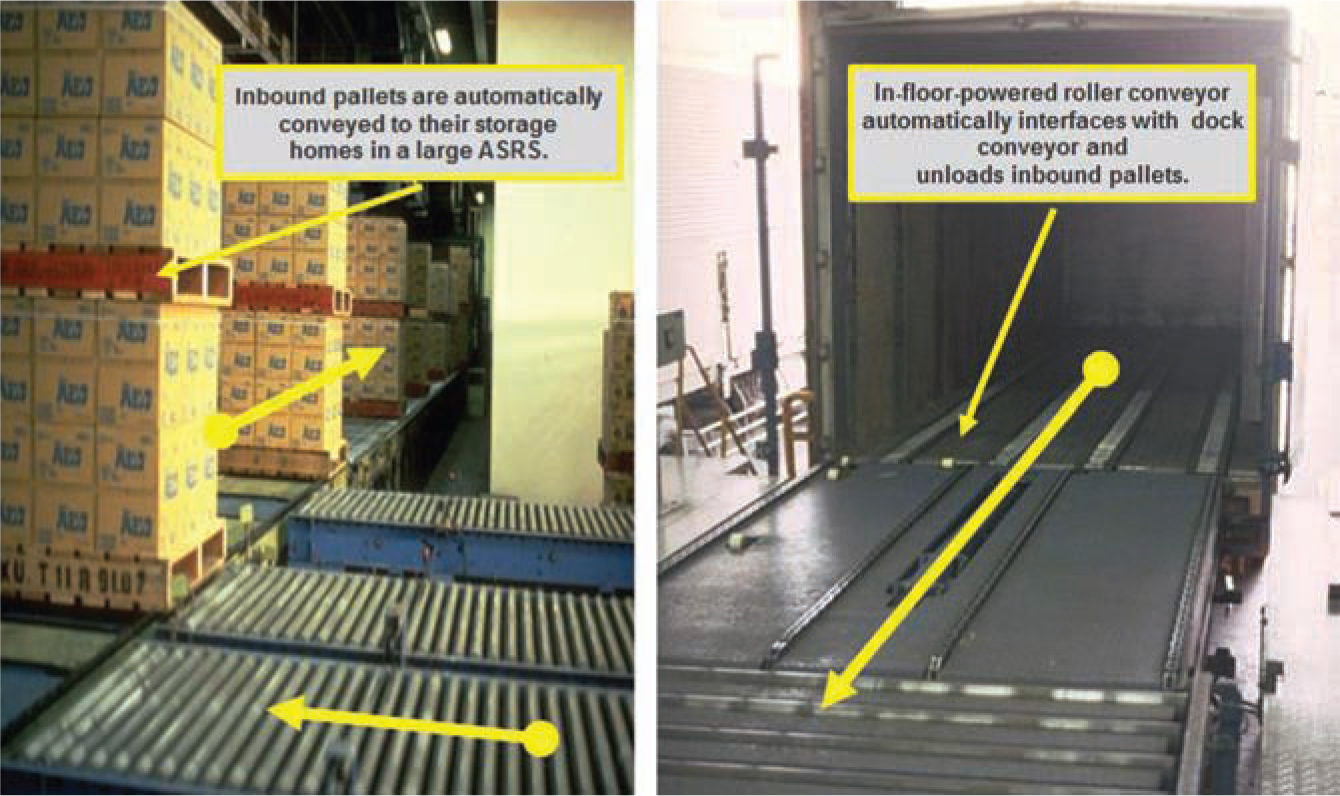
4.8 Automated Unloading
When justifiable, automated unloading systems (Figure 4.11) significantly increase productivity and reduce dock-to-stock time. In this example from KAO’s Iwatsuki distribution center inbound loads from KAO factories are automatically unloaded from trailer beds equipped with in-floor-powered roller conveyors. The in-floor conveyors interface automatically with pallet roller conveyors on the dock, which, in turn, feed other pallet roller conveyor lines headed directly to an automated storage and retrieval system.
Figure 4.11 Automated unloading at a KAO distribution center. (Iwatsuki City, JAPAN)
4.9 Delivery Quality Compliance
A set of criteria for acceptable receipt quality should be established as a part of vendor selection criteria and vendor performance-monitoring programs. Each noncompliant receipt should be digitally imaged, recorded in the vendor’s performance record, and invoiced back to the offending vendor according to charge-back penalties documented in the delivery quality section of the vendor compliance report. One of our retail clients categories its suppliers as “white hats” (reliable) and “black hats” (unreliable) based on historical logistics compliance. “Black hat” suppliers are charged $50 per person-hour required to inspect their goods.
4.10 Automated Receiving Inspection
Ideally, receiving inspection should be eliminated or minimized via supplier evaluation and certification programs. However, if required, receiving inspection can be automated. For example, Quelle, developed a vision system that automatically reads, photographs, and identifies the vendor, SKU, condition and case quantities for each inbound case (Figure 4.12). Any violations of delivery quality requirements are automatically captured by the digital camera and sent with a corresponding invoice for the compliance violation(s).
Figure 4.12 Automated receiving inspection at a Quelle distribution center. (Leipzig, GERMANY)

4.11 Prepackaging
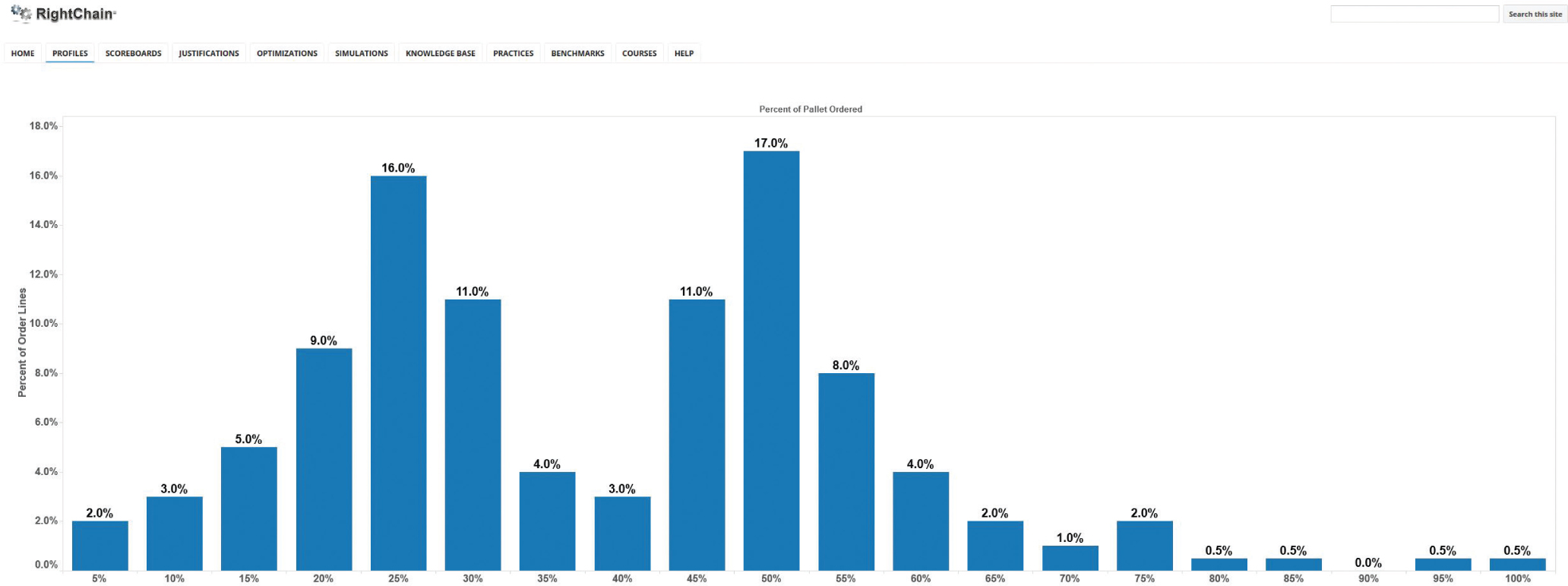
Nashua Corporation is a large manufacturer of computer and office supplies. Its warehouse activity profile indicated that customers tend to order quarter-, half-, and full-pallet quantities. Yet the company did not have any quarter- and half-pallet quantities preconfigured. Their distribution center is attached to manufacturing. Hence we need only direct the palletizer to create the appropriate mix of full-, half-, and quarter-pallet quantities. Then we need to let the customer service group know about the unit-load configurations so that they can encourage customers to order in the preconfigured increments. In this case, the head of sales and marketing was on the design team, and he instituted the new policy the next week.
The same concept can apply in broken-case picking, in which customers often order in common increments. Examples are quarter- and half-case quantities and numerical increments of 5, 10, 20, 25, 50, 100, etc. (Figure 4.13). Again, these are opportunities for prepackaging on site at receiving or at the supplier’s site. In either case, the practice reduces the work, time, and likelihood of error in the order filling process.
Figure 4.13 RightPack quarter- and half-pallet preparation program at Nashua.
4.12 Inbound Cubing and Weighing
Product cube and weight information is used to make a myriad of key warehouse design and operating decisions, yet few organizations have reliable cube and weight information on their products. If suppliers cannot provide product cube and weight, the information can and should be captured at the receiving dock. A device called a Cubiscan is often used at receiving to capture and automatically communicate inbound unit load dimensions and weights (Figures 4.14 through 4.16).
Figure 4.14 In-line cubing and weighing (Cubiscan).

Figure 4.15 Pallet cubing stations (Cubiscan).

Figure 4.16 Inbound cubing and weighing at a major retail distribution center.

At Shinwa’s wholesale distribution center, a simple measuring rod is attached to mobile online receiving workstations, allowing receiving operators to quickly classify each incoming pallet into one of five color codes based on its height (Figure 4.17). Different color strips are placed on the antenna so that the receiving operator can easily classify the height code of the pallet, enter the code into the onboard warehouse management system terminal, and assign the load to its corresponding pallet height opening. The codes correspond to the color-coding scheme used to distinguish the sizes of rack openings throughout the warehouse.
Figure 4.17 Inbound cubing with PC-equipped mobile receiving cart. (Osaka, JAPAN)

4.13 Directed Put-away
Left to their own devices, most put-away operators naturally choose put-away locations that are easiest to find—nearest the floor, nearest their friend, nearest the break room—using any criterion except where the put-away should be located to maximize storage density and operating productivity. The warehouse management system (WMS) should direct put-away operators to place each a pallet or case in the location that maximizes space utilization, insure good product rotation, and maximizes retrieval productivity (Figure 4.18).
Figure 4.18 RF-directed put-away operation at a large valve and fitting company.

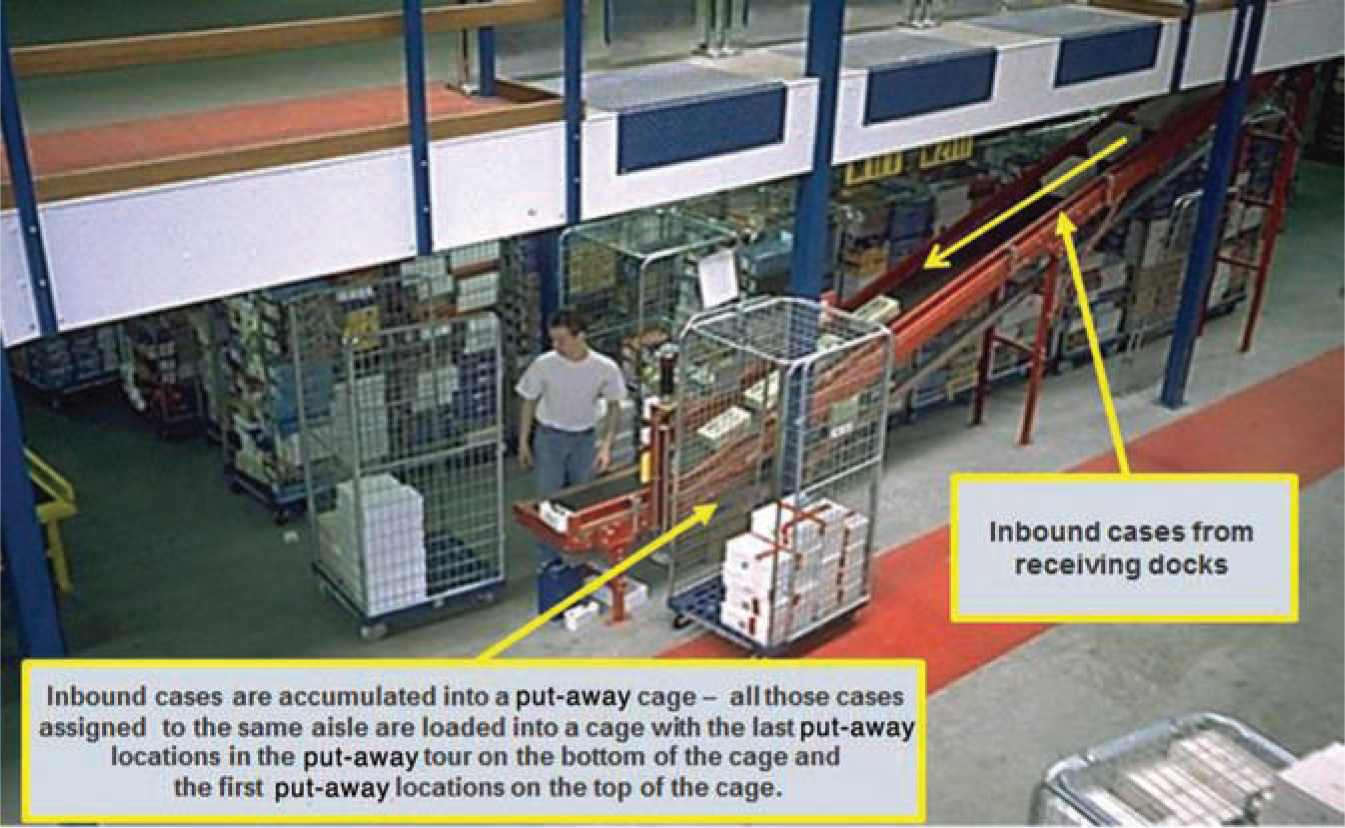
4.14 Batch, Sort, and Sequence Put-away
Just as zone picking and location sequencing are effective strategies for improving order picking productivity, inbound materials can and should be sorted for put-away by warehouse zone and by location sequence. The WMS should batch put-aways within an aisle and/or in close proximity to maximize put-away productivity. The WMS also should sequence put-away transactions within a batch to meet deadlines and/or minimize travel and search times.
At Hogenbosch’s shoe distribution center (Figure 4.19) just outside Amsterdam, inbound cases are batched by and sequenced within aisles in put-away cages.
Figure 4.19 Batched and sequenced put-aways at a large European shoe distribution operation. (Amsterdam, NETHERLANDS)
4.15 Prioritized Put-away
Not all put-aways arrive with the same priority. A best-of-breed WMS will flag and sequence high-priority or “hot” put-aways. The flag and execution could take place as goods arrive via the inbound yard gate, while they are in yard storage, and/or once they reach the receiving dock.
4.16 Put-away Location Verification
Put-away accuracy is the percentage of put-aways without discrepancies. This is a critical yet often overlooked metric. If an item is placed in the wrong location or in the wrong quantity, it sets up a chain reaction of failed transactions.
4.17 Automated Put-away
The world’s most advanced logistics operations are characterized by automated direct put-away to storage locations. The material-handling technologies that facilitate direct put-away include roller-bed trailers and extendable conveyors.
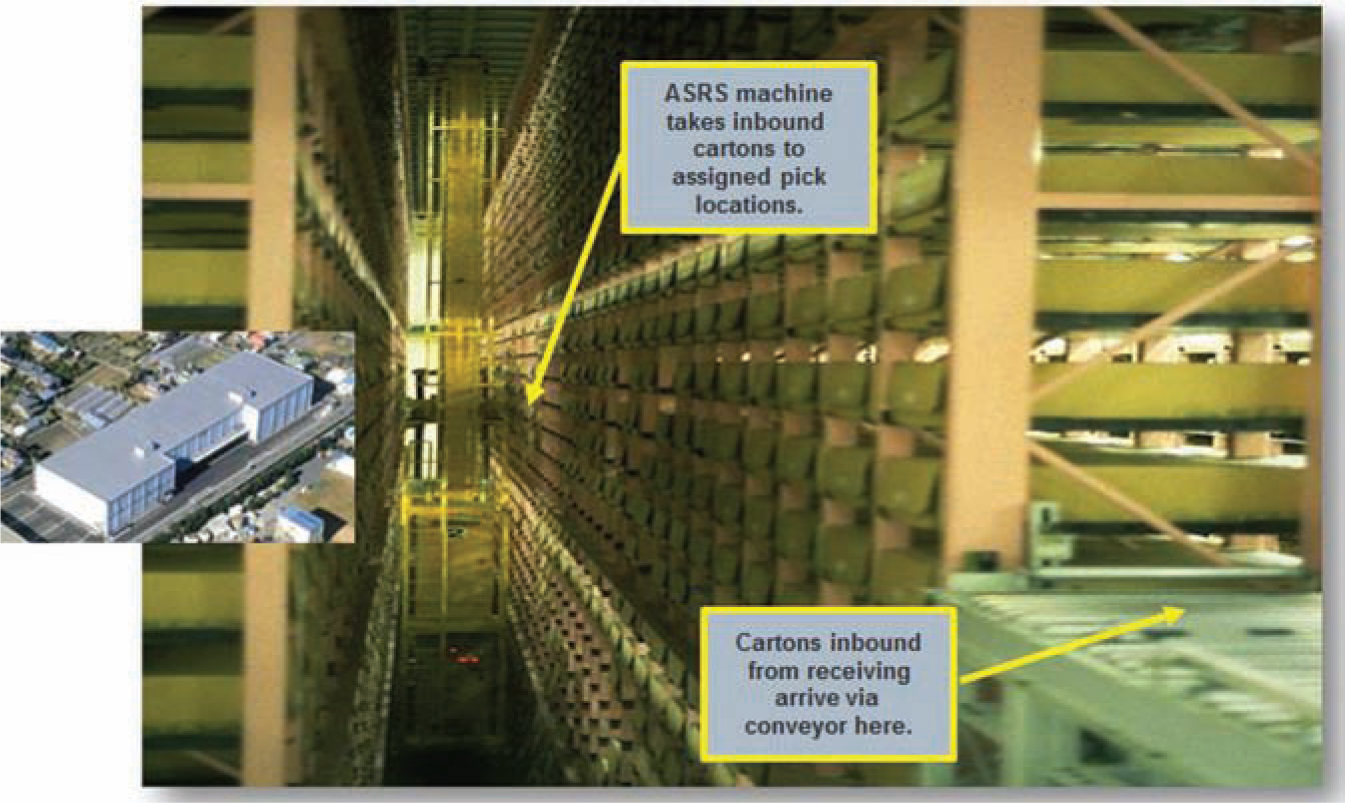
An excellent example of automated put-away is at Scroll’s omni-channel distribution center just outside Nagoya, Japan (Figure 4.20). There, inbound cartons are automatically unloaded onto inbound telescoping conveyors. The conveyors feed conveyor lanes that lead directly to the input stations of an automated storage and retrieval system. Cases are sorted into their assigned lanes with an in-line sorting system (Figure 4.20).
Figure 4.20 Automated put-away to the automated storage and retrieval system. (Nagoya, JAPAN)
4.18 Interleaving and Continuous Moves
In interleaving, put-away and retrieval transactions are combined in a dual command to reduce empty travel (deadheading) (Figure 4.21). For example, Counterbalance lift trucks that can unload, put away, retrieve, and load during a round trip are an efficient means of interleaving. (Interleaving is similar to backhauling in transportation.) The practice of interleaving should be extended to continuous moves within the warehouse, where warehouse operators are directed from most-efficient task to most-efficient task by the WMS.
Figure 4.21 Interleaving concept.
