CHAPTER EIGHT
ORDER PICKING AND SHIPPING
8.1 Minimize, Simplify, and Combine
Order picking and shipping are typically the highest priority activities for warehouse operations improvement. There are several reasons. Order picking and shipping are the most costly activities in a typical warehouse (Figure 8.1). Order picking and shipping are the most labor-intensive functions in the warehouse. To combat the labor intensity, most of the material- and information-handling systems in warehousing are devoted to the outbound activities. Many of the decision-support systems and engineering projects in a warehouse in picking and shipping. Most of the errors made in warehousing are made in order picking and shipping.
Figure 8.1 Operating cost distribution in a typical warehouse.

Order picking has become increasingly difficult to manage. The difficulty arises from the introduction of new operating programs such as just-in-time (JIT), lean, cycle-time reduction, quick response, and new marketing strategies such as micromarketing and megabrand strategies. These programs require smaller orders delivered more frequently and more accurately, and more stock-keeping units in the order picking system. As a result, throughput, storage, and accuracy requirements have increased dramatically.
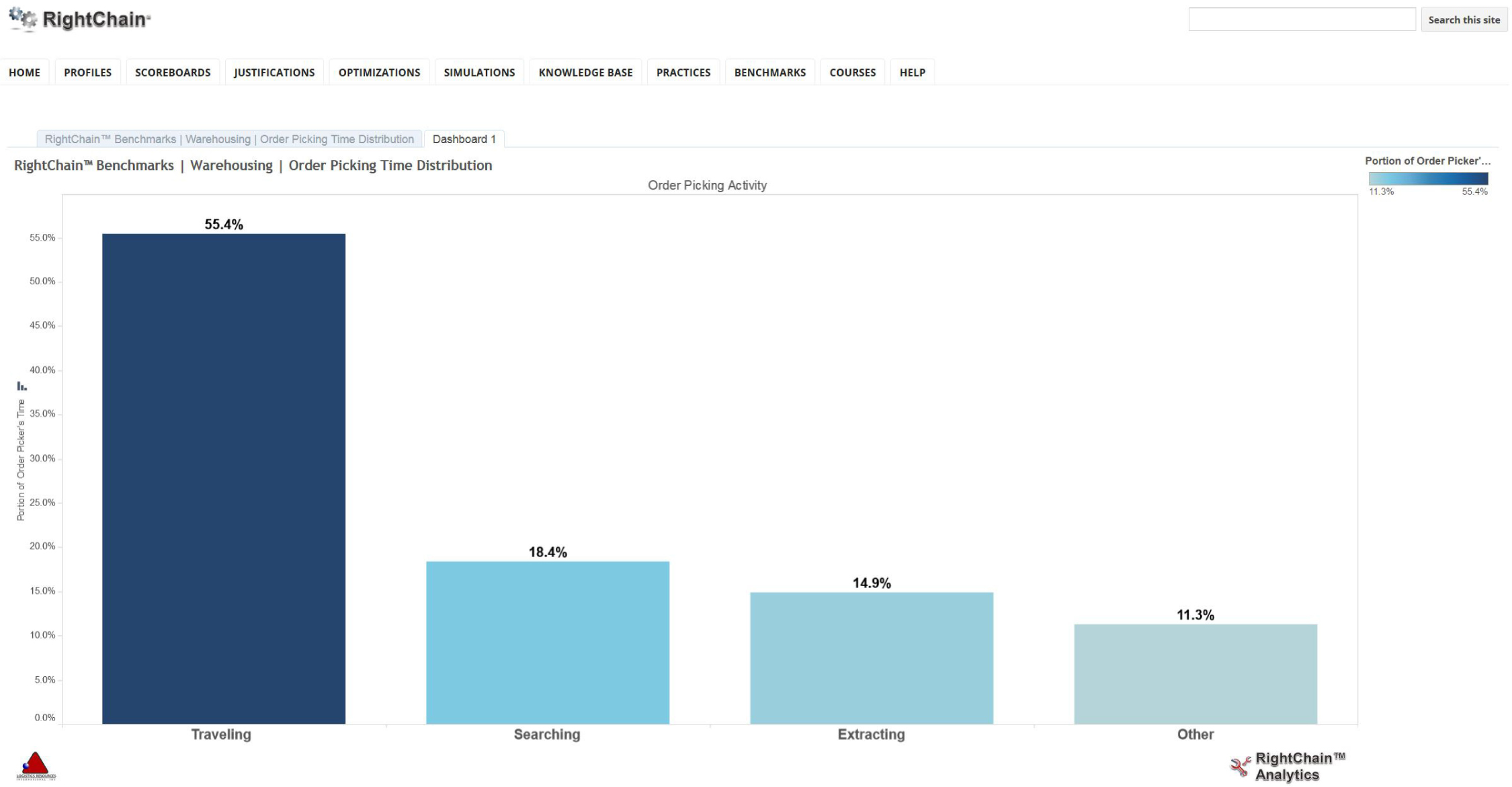
The conventional responses to these increased requirements—to hire more people or to invest in more automated equipment—are often stymied by labor shortages and high hurdle rates. Fortunately, there are a number of ways to improve order picking productivity without increasing staffing or making significant investments in highly automated equipment. The most effective of those improvement strategies are described and illustrated in this chapter. The strategies are aimed at reducing the amount of time order pickers spend in their most time-consuming tasks (Figure 8.2).
Figure 8.2 Typical distribution of an order picker’s working time.
8.1 Minimize, Simplify, and Combine
The RightHouse first option is always to minimize work content. When work content cannot be eliminated, we work to simplify it. When it cannot be simplified, we work to combine work elements. This approach to order picking is presented in the next three subsections.
Optimize Issue Packs
By encouraging customers to order in full-pallet quantities or by creating quarter- and/or half-pallet loads, much of the counting and manual physical handling of cases can be avoided both in your warehouse and in your customers’ warehouses. In similar fashion, by encouraging customers to order in full-case quantities, much of the counting and extra packaging in loose case picking can be avoided.
Simplify Pick Tasks
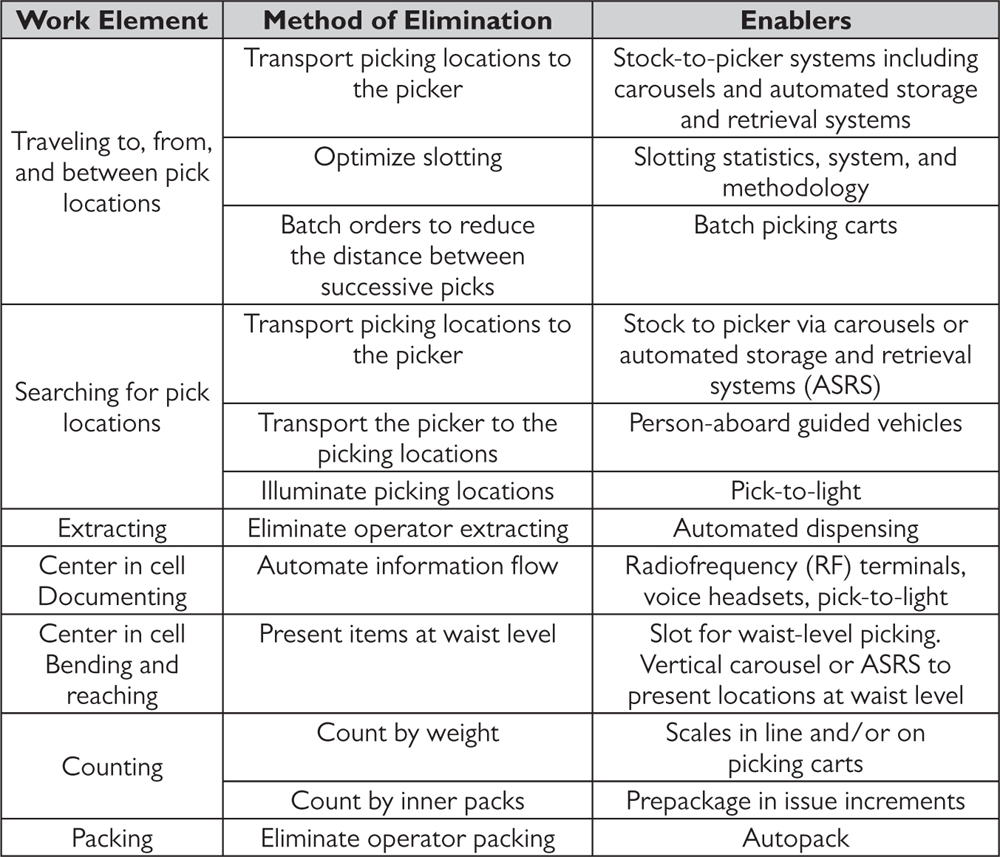
The work elements in order picking include traveling to, from, and between pick locations; searching for pick locations; extracting items from pick locations; reaching and bending to access pick locations; documenting picking transactions; sorting items into orders; and packing. Each of those work elements may be eliminated with process changes and/or technology (Table 8.1).
Table 8.1 Pick task simplification approaches.
Combine Work Elements
When work elements cannot be eliminated, they can often be combined to improve order picking productivity.
Traveling and Extracting Items Stock-to-picker (STP) systems such as carouses and automated storage/retrieval systems should keep order pickers busy while a mechanical device travels to, from, and between storage locations, bringing pick locations to the order picker.
Figure 8.3 In-line order weight checking in book distribution (Gutersloh, Germany).

Traveling and Documenting Because a person-aboard storage/retrieval machine is programmed to automatically transport the order picker between successive picking locations, the order picker is free to document picking transactions, sort material, or pack material while the storage/retrieval machine is moving.
Picking and Sorting Picking carts equipped with dividers or totes allow the picker to sort material during the course of a picking tour.
Picking, Sorting, and Packing When an order is small, say, less than the size of a shoe box, the order picker can sort directly into a packing or shipping container (Figure 8.4). Packing or shipping containers must be set up ahead of time and placed on picking carts equipped with dividers and/or totes.
Figure 8.4 Pick and pack at Avon Products.

8.2 Order Picking Schemes
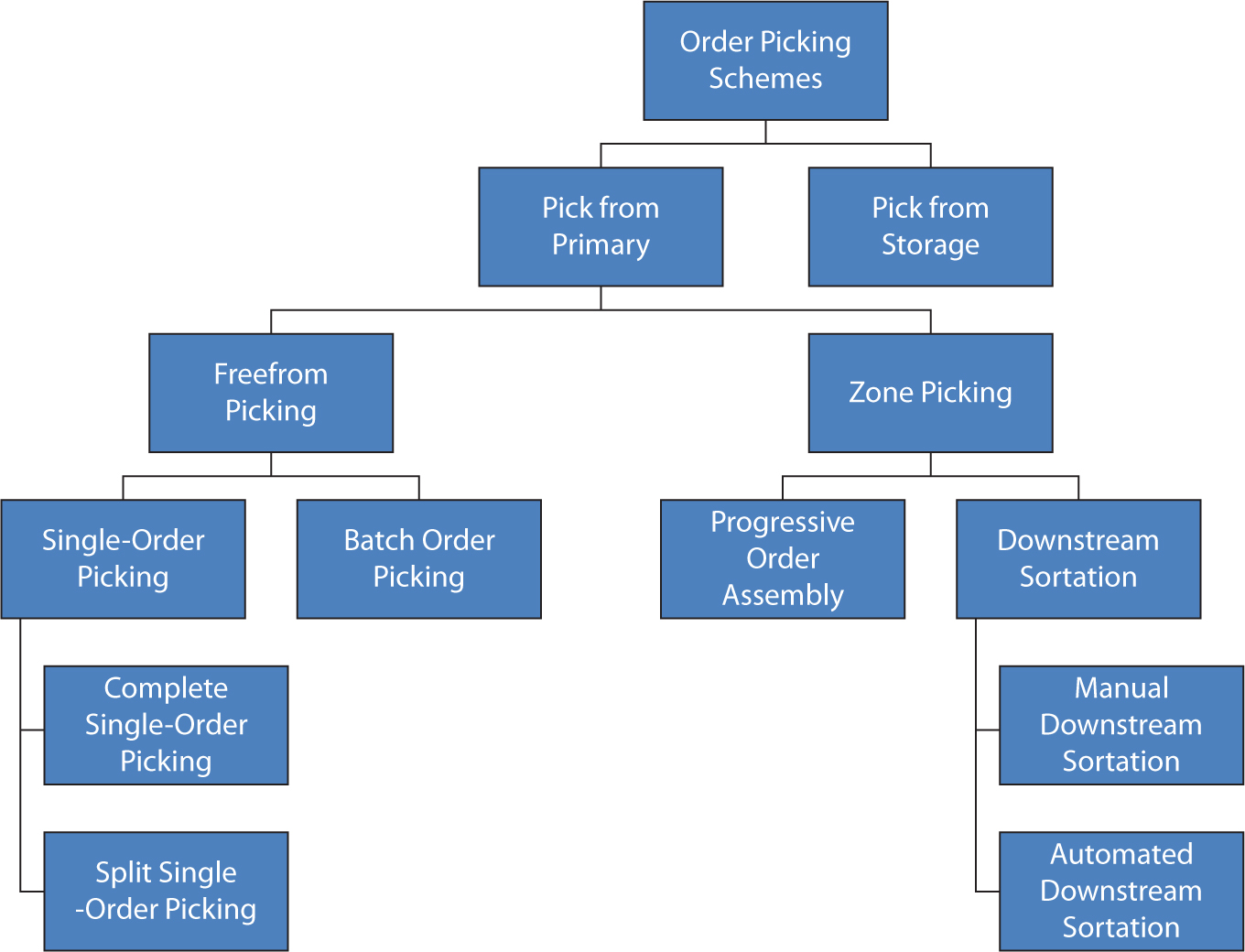
In our RightPick taxonomy of picking schemes (Figure 8.5), the first decision is whether to pick from primary or secondary/reserve storage locations.
Figure 8.5 RightPick taxonomy of picking schemes.
Pick from Primary
Once we have decided to pick from primary pick locations, the next decision is whether or not to organize order picking by assigning operators to picking zones. A picking zone is a portion of an aisle, multiple aisles, or machines (e.g., carousels and ASRS machines) assigned to an operator for picking. The key distinguishing feature is that the operator is dedicated to a zone, and no other operator works in that zone. In zone picking operators do not have order-completion accountability because the lines on an order will be filled from different zones and hence by different order pickers.
The opposite zone picking is free-form picking. In free-form picking, order pickers are responsible for picking every line on each order assigned to them, and they are free to move to any aisle in the warehouse. The advantages of zone picking are enumerated in Table 8.2.
Table 8.2 Zone Picking Advantages.
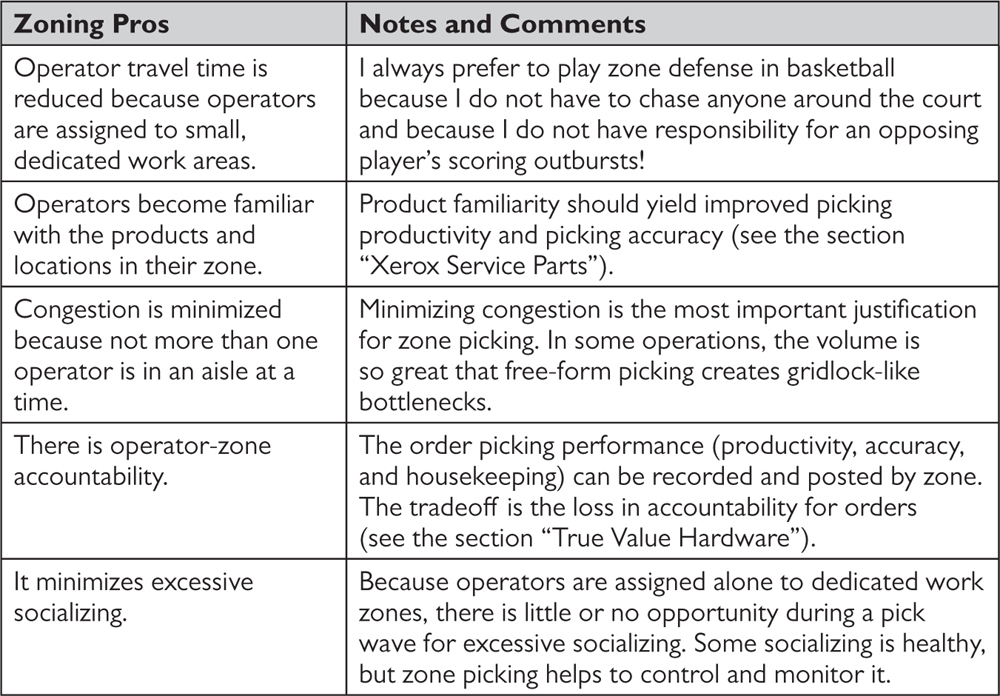
Xerox Service Parts I recently toured a Xerox service parts distribution center outside Chicago. I spent nearly an hour observing the picking operation.
I especially enjoyed meeting the top-performing order picker. She had been with Xerox for over 20 years and had worked the same two aisles in the warehouse for five years. The housekeeping, productivity, and accuracy in her zone were the highest in the warehouse. I could not help but comment to her about the excellent performance record she had and on the neatness of her work area. During the conversation, I noticed that the merchandise in the bin closest to the front of her zone and next to the take-away conveyor was not nearly as neatly arranged as the other bins. It was so unusual compared with other bins in her zone that I asked her about the arrangement of that particular bin. She told me that the bin contained merchandise that customers were going to order that day. How did she know? She did not have ESP or claim to function as the world’s greatest forecasting system. The items in that bin were A-movers that had not been properly reslotted. The order picker grew tired of traveling to the end of her zone for those popular items. She simply moved some of the inventory for those items close to the front of the zone. This simple process improvement would have been impossible without the product and location familiarity that comes with zone picking.
True Value Hardware At True Value Hardware, each of its small-item order picking areas is configured in single-aisle zones. A take-away belt conveyor runs down the center of each zone, allowing an operator to make one pass through the zone during a pick wave. During a pass, each operator works with a roll of picking labels. The labels present items in location sequence to the order picker, who picks an item, places a bar-code label on the item, places the labeled item on the belt conveyor, and moves to the next location. The take-away belt conveyor feeds a downstream sorting system that sorts the items coming from each zone into retail-store orders. At the end of each zone, the performance statistics, including picking productivity, picking accuracy and housekeeping for the zone, are posted. Talk about public accountability!
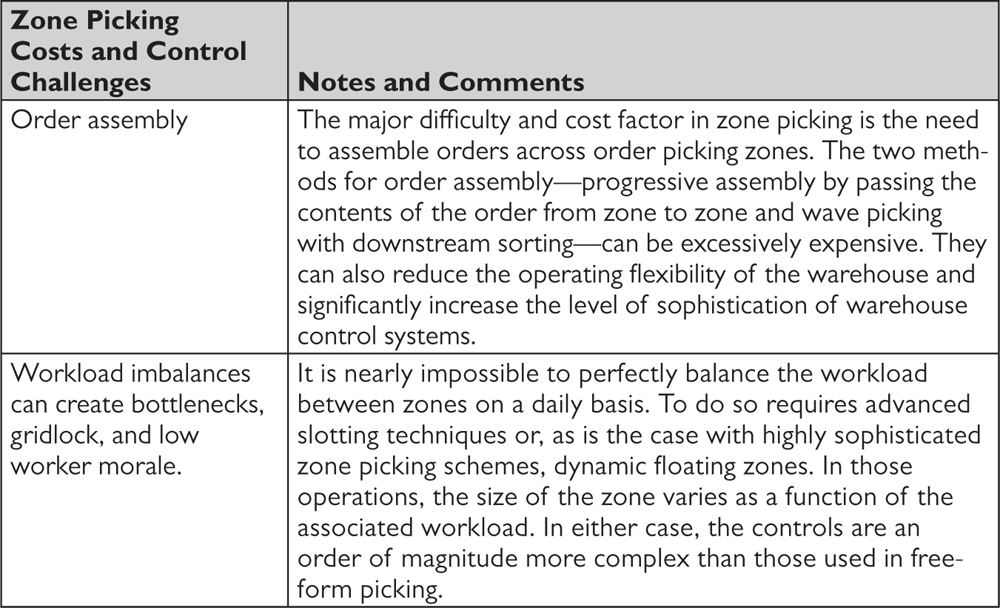
The benefits of zone picking—reduced travel time, minimal congestion, product-location familiarity, and operator-zone accountability—may or may not pay for the associated costs and inherent control complexities presented by zone picking. Table 8.3 describes some of those costs and control difficulties.
Table 8.3 Zone Picking Costs and Control Complexities
Free-Form Picking
As described earlier, in free-form picking, order pickers are free to operate outside the confines of picking zones. In free-form picking, the toughest decision is whether the order picker should work on a single order or multiple orders during a picking tour.
Single-Order Picking In single-order picking, each order picker completes one order at a time. In picker-to-stock (PTS) systems, single-order picking is like going to a grocery store and accumulating the items on your grocery list in your cart. Each shopper is only concerned with his or her list.
The major advantage of single-order picking is that order integrity is never jeopardized. The major disadvantage is that the order picker is likely to traverse a large portion of the warehouse to pick a single order. Consequently, the travel time per line item picked is high if the order does not contain several line items. (For large orders, a single order may yield an efficient picking tour.) However, in some systems, response-time requirements do not allow orders to build up in queue to create efficient batches for order picking. For an emergency order, the customer-service motivation should override the efficiency motivation, and we should pick the single emergency order without batching.
Batch Picking Batch picking can be thought of as going to a grocery store with your shopping list and those of some of your neighbors. In one traversal of the grocery store, you will have completed several orders. As a result, the travel time per line item picked will be reduced by approximately the number of orders per batch. For example, if an order picker picks one order with two items while traveling 100 feet, the distance traveled per pick is 50 feet. If the picker picked two orders with four items, the distance traveled per pick is reduced to 25 feet.
Single-line orders are a natural group of orders to pick together. Single-line orders can be batched by small zones in the warehouse to further reduce travel time.
The major disadvantages of batch picking are the time required to sort line items into customer orders and the potential for picking errors (Figure 8.6).
Figure 8.6 Picking two orders, one per pallet, with a double-pallet jack is a classic example of free-form batch picking.

Zone Picking
The major decision in zone picking is how to establish order integrity for orders with lines picked in multiple zones. The two options are progressive order assembly and downstream sorting.
Progressive Order Assembly In progressive assembly (or pick-and-pass) systems, the contents of an order are passed by hand, conveyor, or vehicle from one zone to the next until the order is completely assembled (Figure 8.7). Sophisticated progressive order assembly systems employ zone skipping, transporting an order’s container to a zone only if there is an SKU for the order in that particular zone.
Figure 8.7 Progressive order assembly.

Downstream Sorting In zone picking with downstream sorting. Order pickers work in parallel, making full passes of their pick zone during a wave. Product is typically bar-code labeled as it is picked and placed into a large cart or onto a conveyor belt that passes alongside the pick line. The contents of the cart and/or the items on the take-away conveyor are inducted into a sorting system that sorts the merchandise into customer orders.
The cost of downstream sorting systems can run into the millions of dollars. Hence, the incremental benefits of zone picking with downstream sorting compared with progressive order assembly must be sufficient to justify the incremental investment. The incremental benefits are primarily picking productivity benefits. The incremental cost is the difference between the cost of the material- and information-handling systems required for downstream sorting versus that required for passing orders from zone to zone.
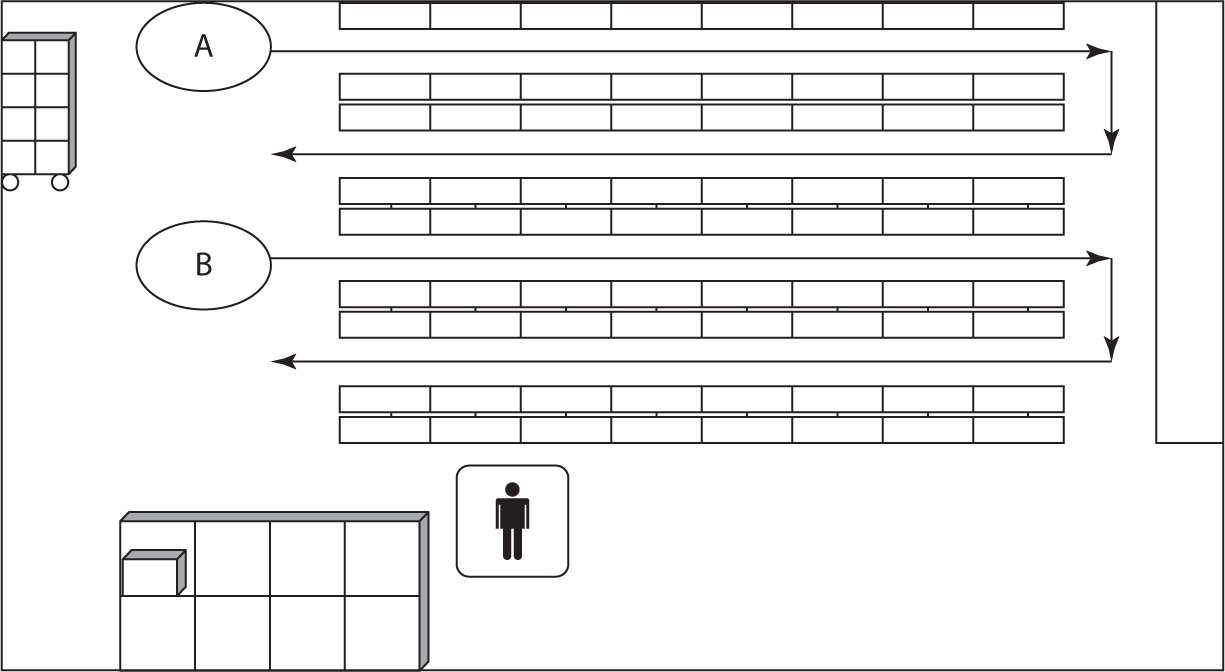
Manual Downstream Sorting: Lanier Worldwide is a multibillion-dollar distributor of copiers, fax machines, and dictation equipment. A major portion of its revenue comes from service parts and supplies that support its installation base. Parts and supplies are stored in traditional bin shelving. Operators are assigned to zones comprised of two aisles of shelving (Figure 8.8). Orders are released to the picking floor in 20-minute waves, just long enough to allow efficient picking tours and just short enough to maintain the attention and sense of urgency of the order pickers. Each order picker pushes a specially designed picking cart through his or her zone. Each picking cart is subdivided into eight compartments. Before each picking tour, an empty tote labeled with that zone and operator’s identification is placed in each of the eight containers. At the beginning of each wave, an order picker is given a pick list that walks the operator through his or her zone in location sequence. On each line on the pick list is the location, the item ID, the quantity to pick, and the number of the compartment (one to eight) on the cart into which to place the item. At the end of a tour, each order picker brings his or her cart to a large storage rack that is subdivided into (you guessed it) eight compartments. Each operator puts his or her number one tote in the number one compartment, his or her number two tote in the number two compartment, and so on. Standing on the other side of the storage compartment is an operator whose job is to sort the merchandise in each compartment into orders, check the orders for accuracy, and pack the orders for shipping. This operation yields manual picking productivity in excess of 120 lines per person-hour and exceptionally high picking accuracy.
Figure 8.8 Lanier’s manual wave picking concept.
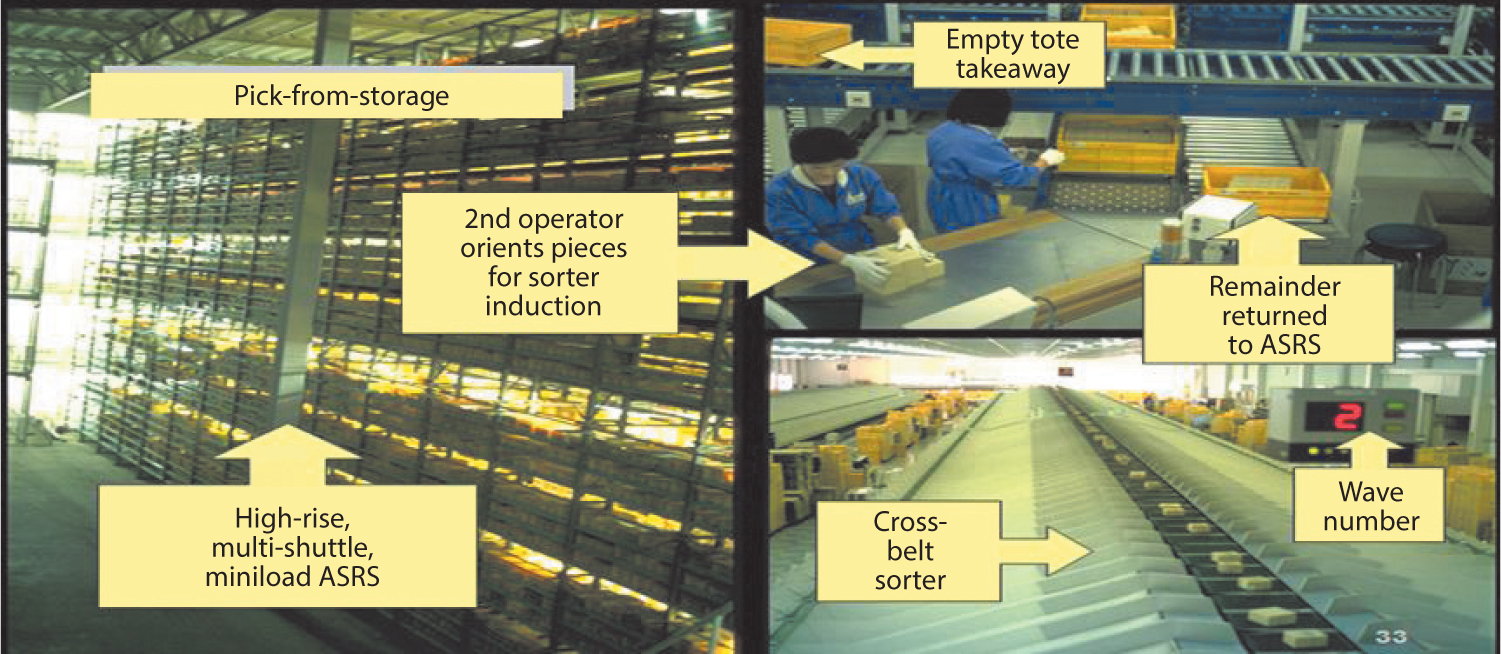
Automated Downstream Sorting Scroll’s mail-order distribution center outside of Nagoya, Japan, is an excellent example of zone picking with automated downstream sorting (Figure 8.9).
Figure 8.9a Zone picking with automated downstream sorting.
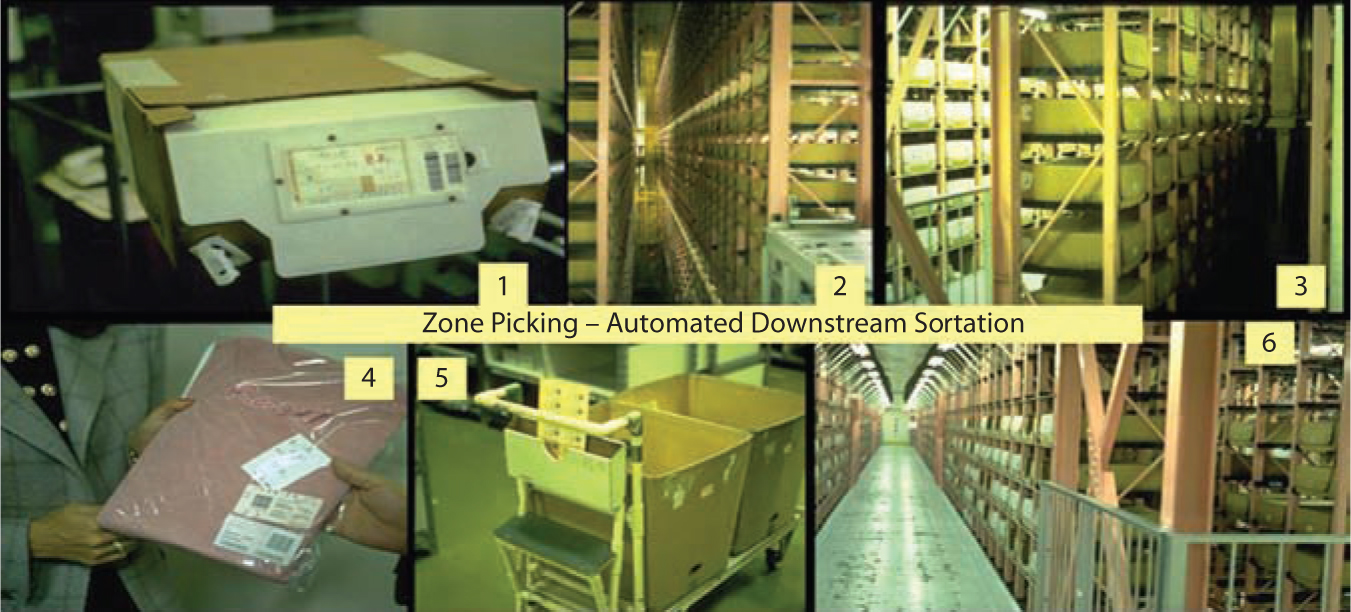
Figure 8.9b Zone picking with automated downstream sorting.

1. A returnable carton is used as a physical kanban indicating that a replenishment is required from a supplier, the inbound shipping container, and the picking carton.
2. Inbound cartons flow directly from inbound trailers into a miniload ASRS.
3. Picking aisles are on mezzanines on the opposite side of storage/retrieval aisles. Picking occurs during two shifts. During the third shift, the ASRS machine reconfigures the entire pick line for the next day’s picking activity.
4. Pickers apply a bar-code label to each poly-bagged garment as it is picked into a picking cart.
5. A simple batch picking cart holds two corrugated totes.
6. Order pickers work in dedicated picking zones—one aisle is one zone.
7. Once full, each completed corrugated tote is conveyed to a sorter induction station. The contents of each tote are spilled into an induction station.
8. Induction operators orient each piece to be read by an overhead bar-code scanner, which assigns each piece to a cell on a cross-belt sorter.
9. The cross-belt sorter conveys each piece to its assigned packing lane and diverts it down the lane.
10. Packers move among the three or four lanes assigned to them, sort pack, and place product on an outbound shipping conveyor running below the bottom of the sorting lane.
11. A mobile packing station makes it easy to move between sorting lanes.
Pick from Storage
A traditional U-shaped warehouse layout (Figure 8.10) includes receiving docks, receiving staging, receiving inspection, put-away to reserve storage, reserve pallet storage and pallet picking, case pick-line replenishment from pallet storage, case picking, broken-case pick-line replenishment from case storage, broken-case picking, packing, accumulation, shipping staging, and shipping docks.
Figure 8.10 Traditional U-shaped warehouse configuration.
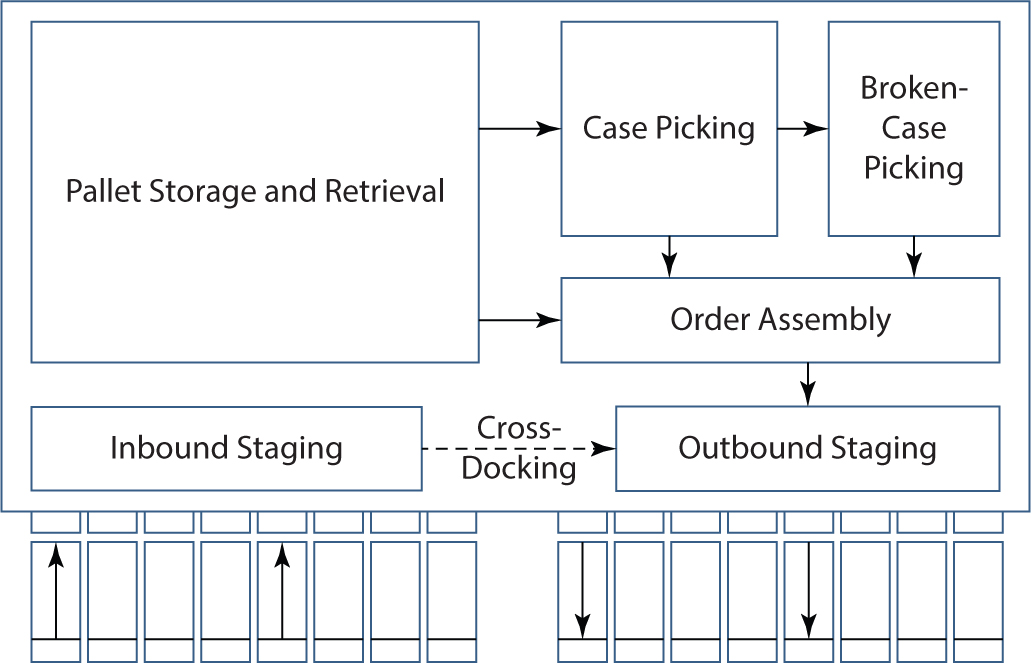
Why do we need so many different storage and picking areas? Why do we need separate forward areas for case and broken-case picking? The reason is that broken- and full-case picking productivity from a large reserve pallet storage area is low. The forward areas are small and compact, are uniquely configured for the picking task, and may have specialized equipment. As a result, the picking productivity in these forward areas is much greater than the productivity in a large reserve storage area. The forward picking productivity gain is almost always so great compared with picking from reserve storage locations that the incremental cost for replenishing the forward areas and the incremental space required for these areas are rarely considered.
Now suppose that we could achieve forward picking rates from a reserve storage area. We can have our cake and eat it too—excellent picking productivity, no forward-area replenishment, and no extra space set aside for forward areas. Is this possible? It is in Ford’s service parts distribution centers.
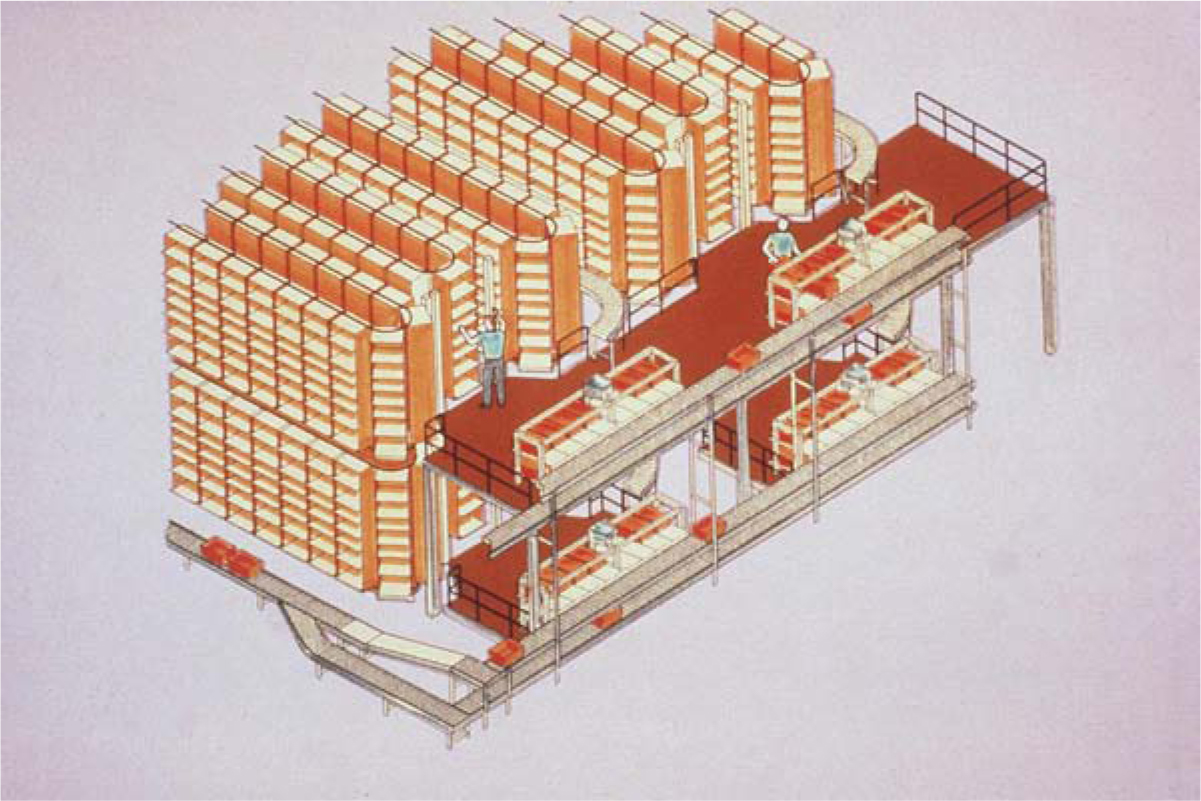
Ford Service Parts At Ford’s service parts distribution centers (Figure 8.11), receipts arrive by rail in wire baskets, each identified with a bar-code license plate. The wire baskets are moved by a lift-truck operator to an automated receiving station. At the receiving station, the receiving operator scans the bar code to let the warehouse management system know that the item and cage are on site. The system then directs the operator to distribute the contents of the cage into one or more tote pans, each with a bar-code license plate. Each tote is, in turn, assigned to and conveyed to one of 54 horizontal carousels for put-away by the carousel operator. The carousel operators each work a pod of three carousels. A real-time warehouse management system interleaves the put-away and picking tasks. All picking is light directed, and the operator is also light directed to distribute each pick into order totes housed in flow racks adjacent to the carousels.
Figure 8.11 Pick-from-storage order picking concept.
Is this picking from storage? Yes, because the 54 carousels act as the reserve storage area. The entire inventory for an item is housed in the carousel system, but not necessarily in the same carousel location. There is no replenishment within the system, and there is no space set aside for reserve stock.
This operating concept gives Ford a significant competitive advantage in service parts logistics. The concept requires a highly sophisticated logistics information system (i.e., random storage, intelligent slotting, activity balancing, and dynamic wave planning), a high degree of mechanization (to move the reserve storage locations to the order picker), and a disciplined workforce. This operating philosophy is not meant for every situation, but when the operating volumes are large enough and the necessary resources are available, the pick-from-storage concept can yield tremendous productivity gains.
Shiseido Because most of a typical order picker’s time is spent traveling and/or searching for pick locations, one of the most effective means for improving picking productivity and accuracy is to bring the reserve storage locations to the picker. Shisheido recently installed systems that bring reserve storage locations to stationary order picking stations for batch picking of partial-case quantities and direct induction into a cross-belt sorting system (Figure 8.12). In so doing, order picking travel time has been eliminated. In addition, the same system can transfer storage locations to/from receiving, prepackaging, and inspection operations, virtually eliminating human travel throughout the warehouse. Though expensive, the systems may be justified by increased productivity, storage density and accuracy.
Figure 8.12 Pick-from-storage concept for health and beauty aids.
8.3 Slotting Optimization
In slotting, we determine for each item its (1) optimal storage mode, (2) optimal allocation of space, and (3) optimal storage location in its appropriate storage mode. As a result, slotting has a significant impact on all the warehouse key performance indicators—productivity, shipping accuracy, inventory accuracy, dock-to-stock time, warehouse order cycle time, storage density, and level of automation. Few decisions have more impact on the overall performance of a warehouse than slotting. Yet, when we begin our RightSlot projects, we typically find that fewer than 15 percent of items are slotted correctly. Most warehouses are spending 10 to 30 percent more per year than they should because the warehouse is mis-slotted.
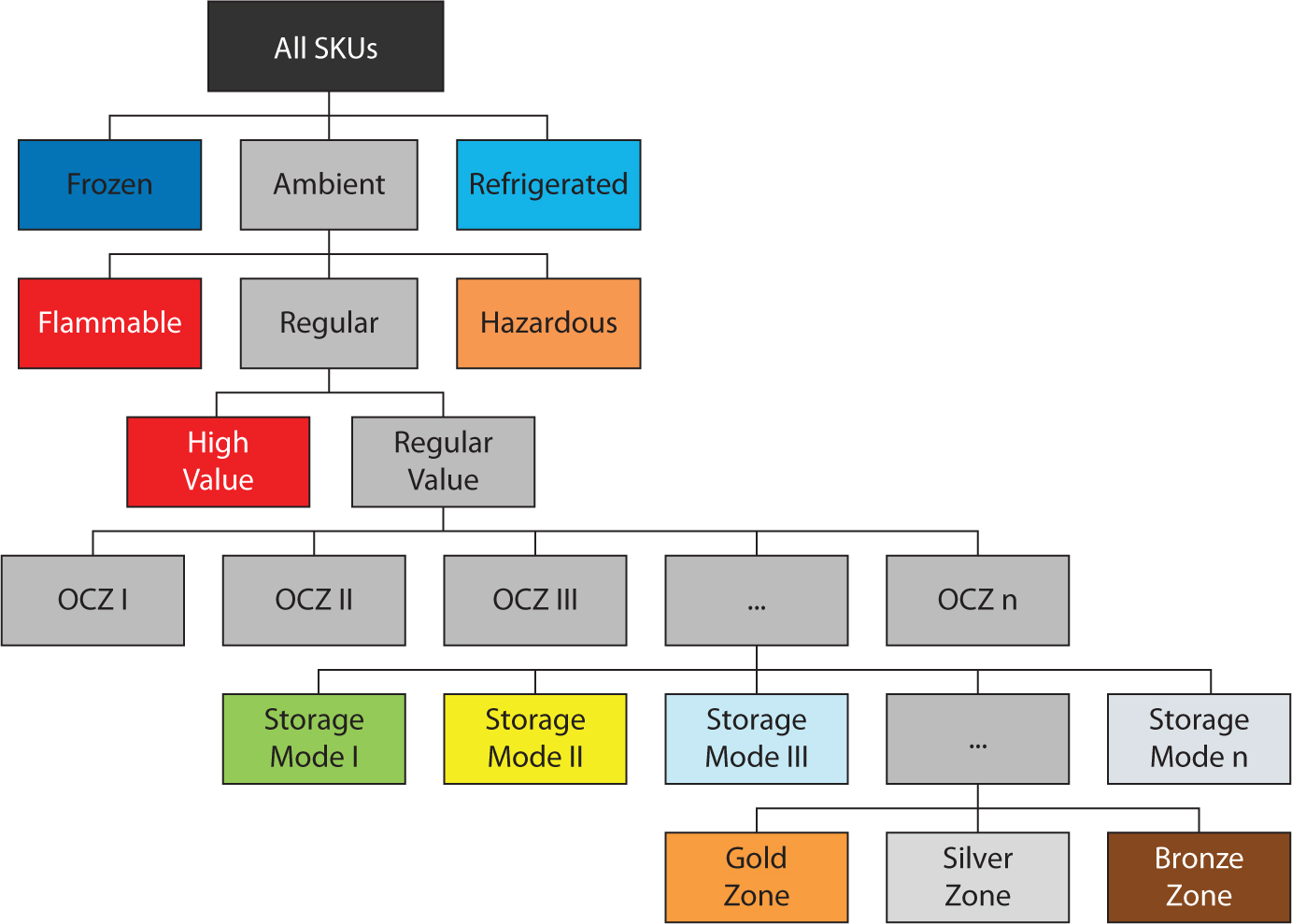
Our RightSlot methodology (Figure 8.13) is based on 25+ years of slotting projects. After looking back on all those projects and all those different types of items—cans, bottles, rolls of carpet backing, brake parts, spools of yarn, computer hardware, vials of nuclear medicine, automotive service parts, paper products, frozen food, and chainsaws—I identified the common denominators of the projects and developed this 10-step slotting methodology and supporting tool to assist in slotting projects.
Figure 8.13 RightSlot decision tree.
Populate the Slotting Database
Fortunately, the number of data elements required for slotting is not overwhelming. For each item, we need the following data:
![]() Item number
Item number
![]() Item description
Item description
![]() Material type
Material type
![]() Storage environment (i.e., frozen, refrigerated, flammable, hazardous, etc.)
Storage environment (i.e., frozen, refrigerated, flammable, hazardous, etc.)
![]() Shelf life
Shelf life
![]() Dimensions (length, width, and height)
Dimensions (length, width, and height)
![]() Item unit cube
Item unit cube
![]() Weight
Weight
![]() Units per carton
Units per carton
![]() Cartons per pallet
Cartons per pallet
This information should be readily available from the product or item master file. Just the process of evaluating the accuracy and availability of the data is helpful as a data-integrity audit.
For each customer order, we need the customer ID, the unique items requested on the order and the quantities of each, and order date and time. This information should be available from the sales and/or order-history file. The sample size required depends heavily on the seasonality of the industry. If there are large annual surges of demand, such as in the mail-order and retailing industries, then a 12-month sample is necessary. If the demand is fairly stable over the course of a year, as in automotive service parts, then a three- to six-month sample will be appropriate.
Compute Slotting Statistics
Once the raw data are captured, the computation of slotting statistics is fairly straightforward (Table 8.4).
Table 8.4 RightSlot Statistics and Formulas
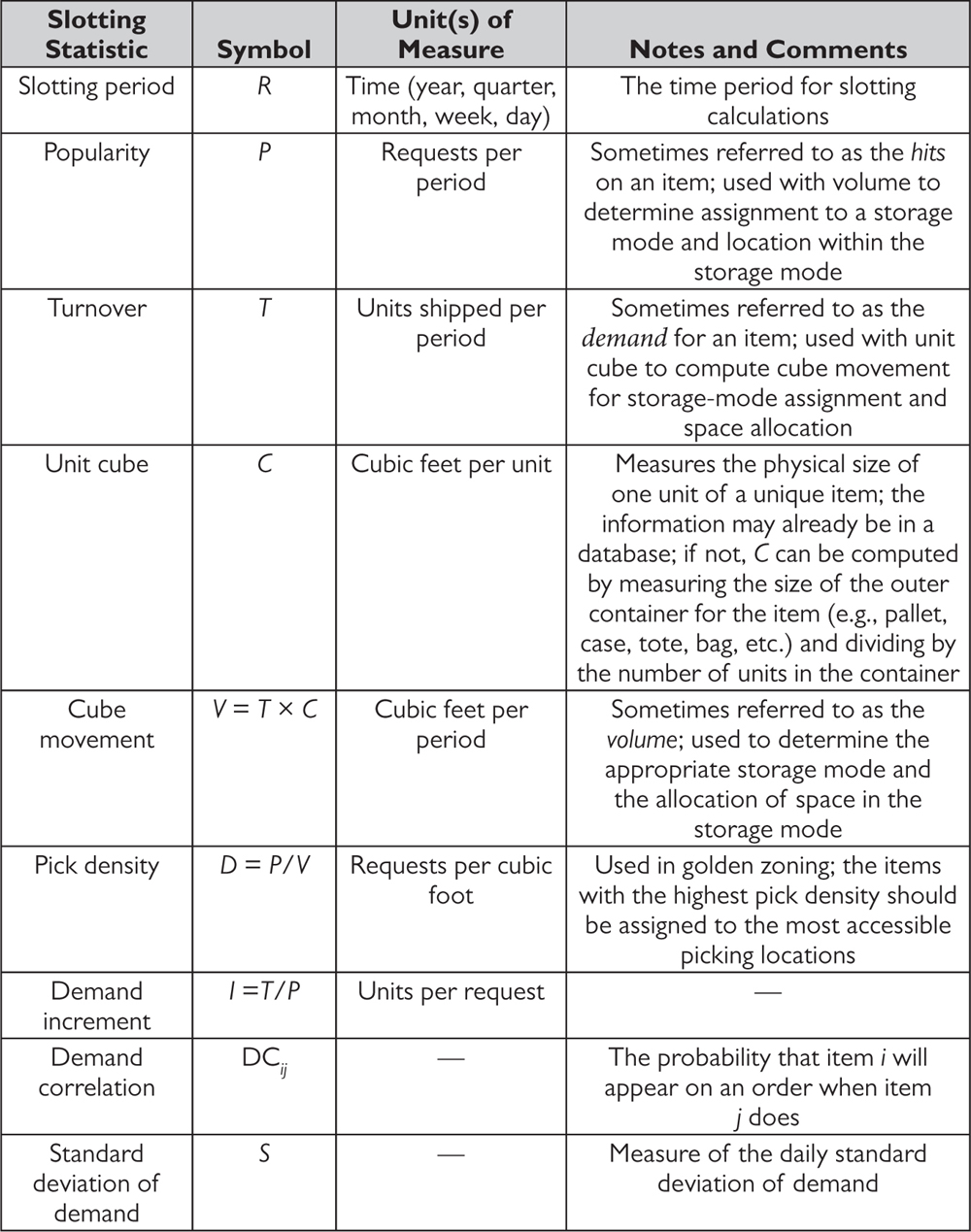
These statistics appear on the surface to be self-explanatory. However, there are some subtle but critical issues surrounding the interpretation of each statistic. For example, popularity is often incorrectly measured in dollar or unit sales. The popularity P of an item, like the popularity of a song on a jukebox, should be measured by the number of times it is requested. This indicator is critical because it is a measure of the number of potential times an operator will visit the location for a particular item. Because most of the work in a warehouse is traveling to, from, and between warehouse locations, knowledge of the potential location visits for individual and families of items is critical to success in managing the overall work content in the warehouse.
Unfortunately, many warehouse managers stop with popularity for slotting criteria. Popularity is used singly to assign items to storage modes, to allocate space in storage modes, and to locate items within storage modes. Let’s consider the example of golden zoning a section of bin shelving. The objective is to maximize the amount of picking activity at or near waist level. Assume that 7 cubic feet of space is available in the golden zone. Suppose that there are three items we are considering for slotting. The slotting statistics for the three items are recorded in Table 8.5.
Table 8.5 Bin-Shelving Slotting Example

Suppose that we decide to store a month’s supply of material in bin shelving. Item A requires 7 cubic feet, item B requires 4 cubic feet, and item C requires 3 cubic feet. Suppose that we rank the items based on popularity alone to determine the order of preference for assignment into the golden zone. (Remember, the golden zone has only 7 cubic feet of capacity.) With popularity ranking, item A will be assigned to (and will exhaust the available space in) the golden zone. There will be 140 visits to the golden zone per month. (Remember, we are trying to maximize the number of trips to the golden zone.) Is this the best we can do? Absolutely not! Suppose that we assign items B and C to the golden zone. There will be 183 trips to the golden zone. Had we used pick density as the criterion for preference ranking, we would have maximized the activity in the golden zone. This is why it is so important to utilize all the slotting statistics.
Assign Items to Environmental Families
Assign items to storage-environment families based on requirements for storage temperature (e.g., frozen, refrigerated, and ambient), flammability, toxicity, and security. These storage-environment families will specify the need for special building requirements, special racking requirements, and special material-handling zones.
Assign Items to Order-Completion Zones
Within each storage environment, assign items to order-completion zones based on the order-completion and demand correlation analysis completed in warehouse activity profiling. These order-completion zones will create warehouses within the warehouse for highly efficient order picking.
Assign Items to Storage-Mode Families
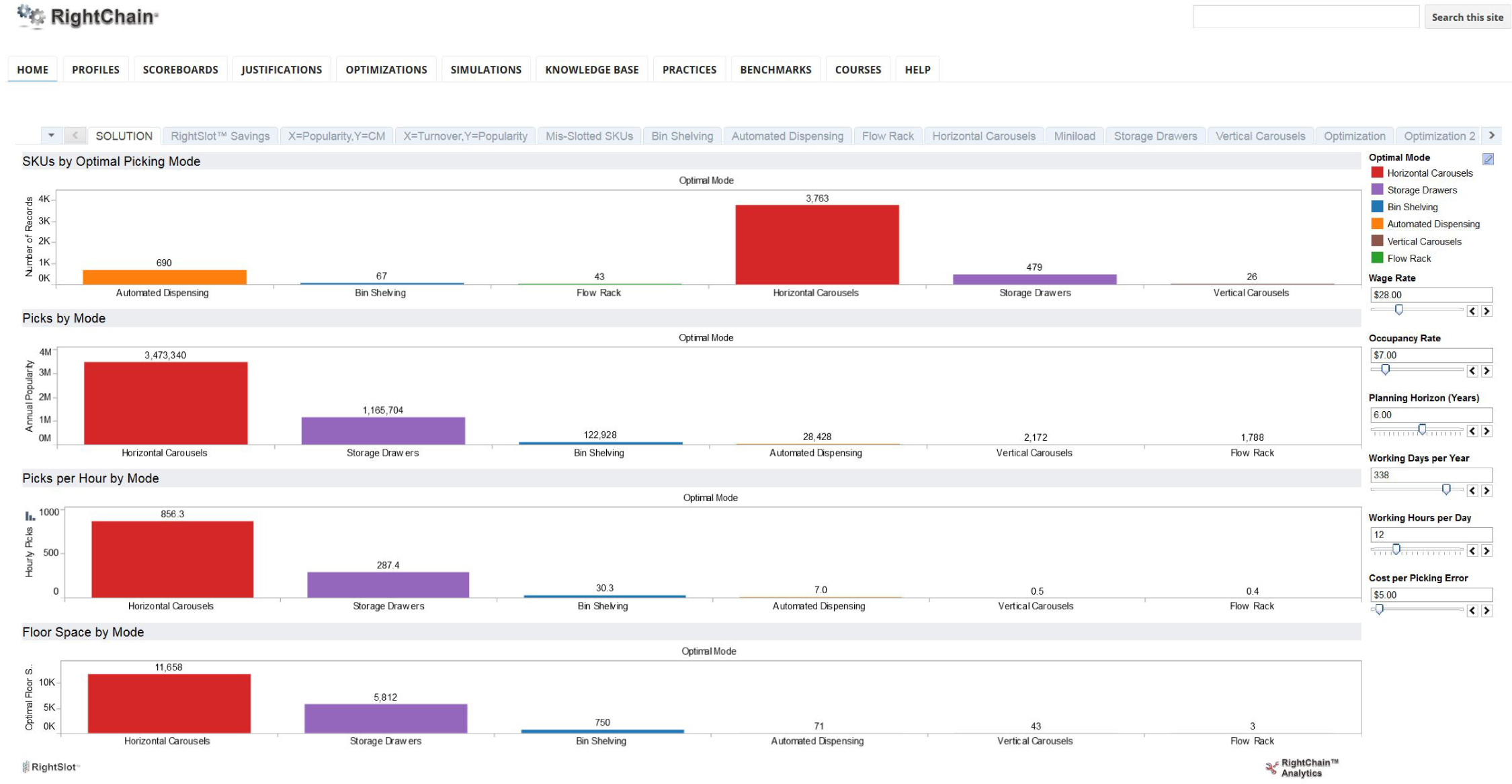
Based on productivity, storage density, picking error rates, and system investment requirements, a storage-mode economic analysis should determine the least-cost storage mode for each item. The items assigned to a particular storage mode become the members of that storage mode’s family. Our Right-Store optimization computes the annualized cost of assigning each item to each storage mode. The least-cost mode and optimal space allocation are recommended for each item. Example output illustrates (Figures 8.14 and 8.15) the assignment of item-activity families to storage-mode families.
Figure 8.14 RightStore pallets optimization.
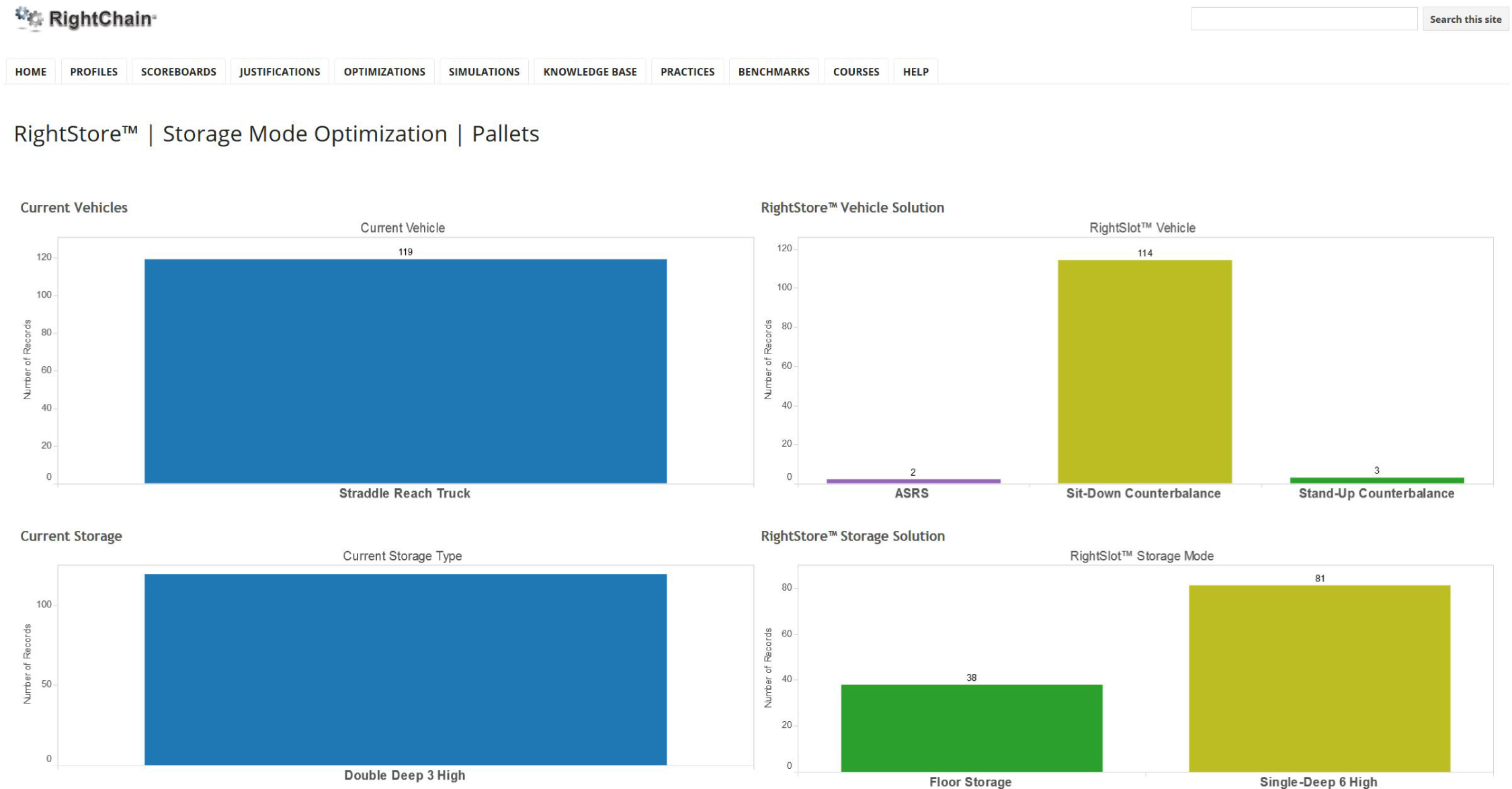
Figure 8.15 RightStore eaches optimization.
Rank Items Based on Pick Density
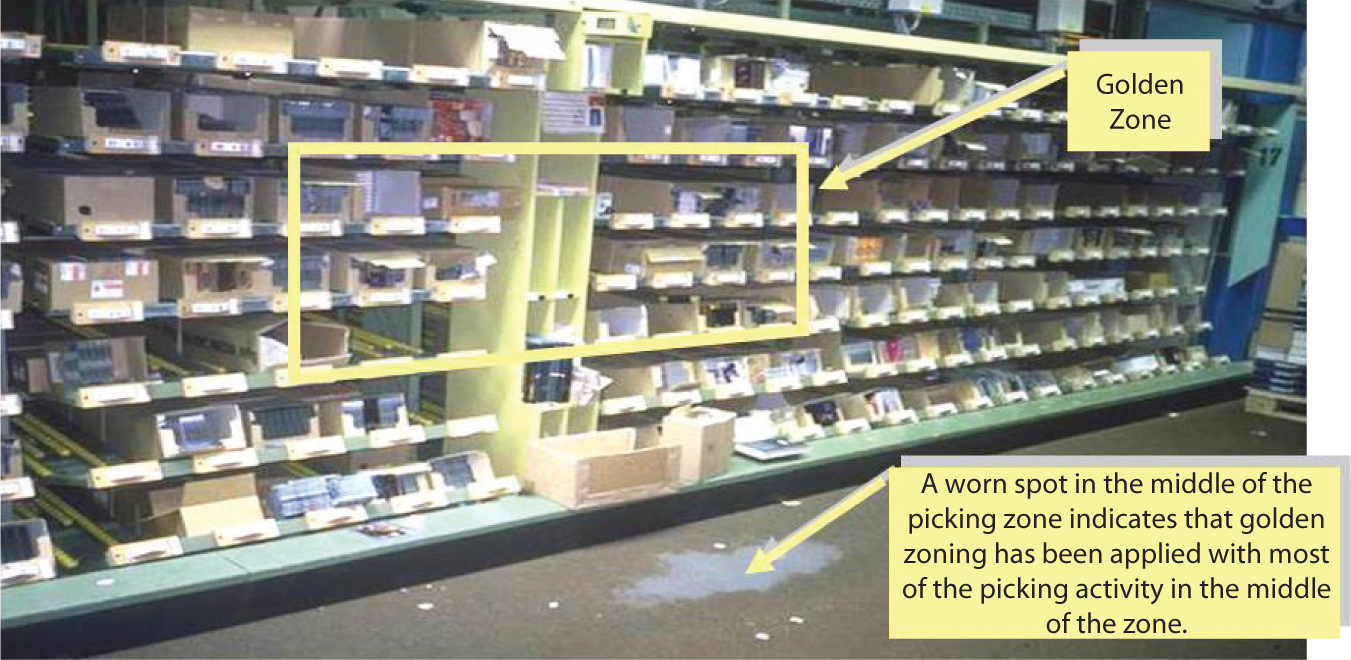
Rank items from highest to lowest based on picking density (Figure 8.16). In Bertelsmann’s book distribution center, a worn place in the carpeted picking floor is a good indicator that pickers are most often working near the center of the picking zone.
Figure 8.16 Pick-density-based storage at Bertelsmann’s Gutersloh distribution center.
Map Individual Warehouse Locations Within Each Storage Mode into Picking-Activity Zones
The first step is to plot the pick path through each storage mode. Once the pick path has been determined, the definition of the activity zones is fairly straightforward. The two most popular pick paths are the serpentine and mainline with side trips (Figure 8.17).
Figure 8.17 Serpentine and mainline picking with side trips.
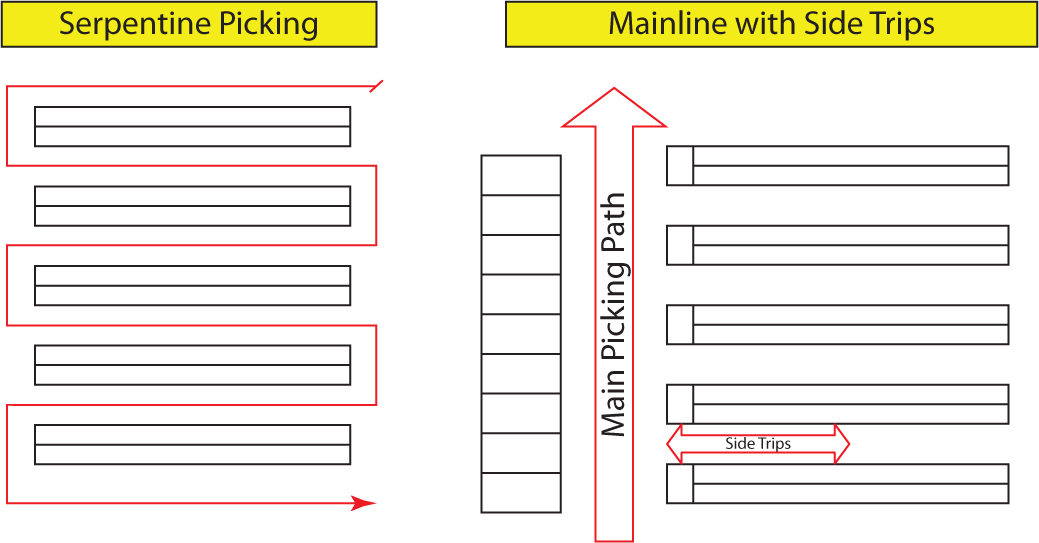
In serpentine picking, order pickers travel down each aisle and by each location. Hence, to designate an A-activity zone near one end of the pick line will not reduce travel time. In fact, it may create congestion. Instead, the A-activity zone should be the locations that are at or near waist level for broken-case picking and at or near floor level for case picking from pallet racks.
In mainline picking with side trips, the objective is to minimize the number and length of the side trips. Hence the A-activity zone should be the locations along the mainline.
Follow the Map to Slot
Simply stated, the principle of golden zoning is to slot the most popular items in the most accessible locations. In RightSlot we rank each location by accessibility and rank each item by pick density. We slot the item with the highest pick density in the location with the greatest accessibility. We slot the item with the second highest picking density in the location with the second greatest accessibility. We continue until all the items have been slotted and the locations occupied.
Develop Reslotting Statistics
Almost as soon as an item is properly slotted, its activity profile changes. For example, in the mail-order industry, changes in catalogs yield major changes to the warehouse activity profile and major changes to the slotting requirements. Hence, slotting must be continually updated to maintain the productivity and storage-density gains achieved under the initial slotting program.
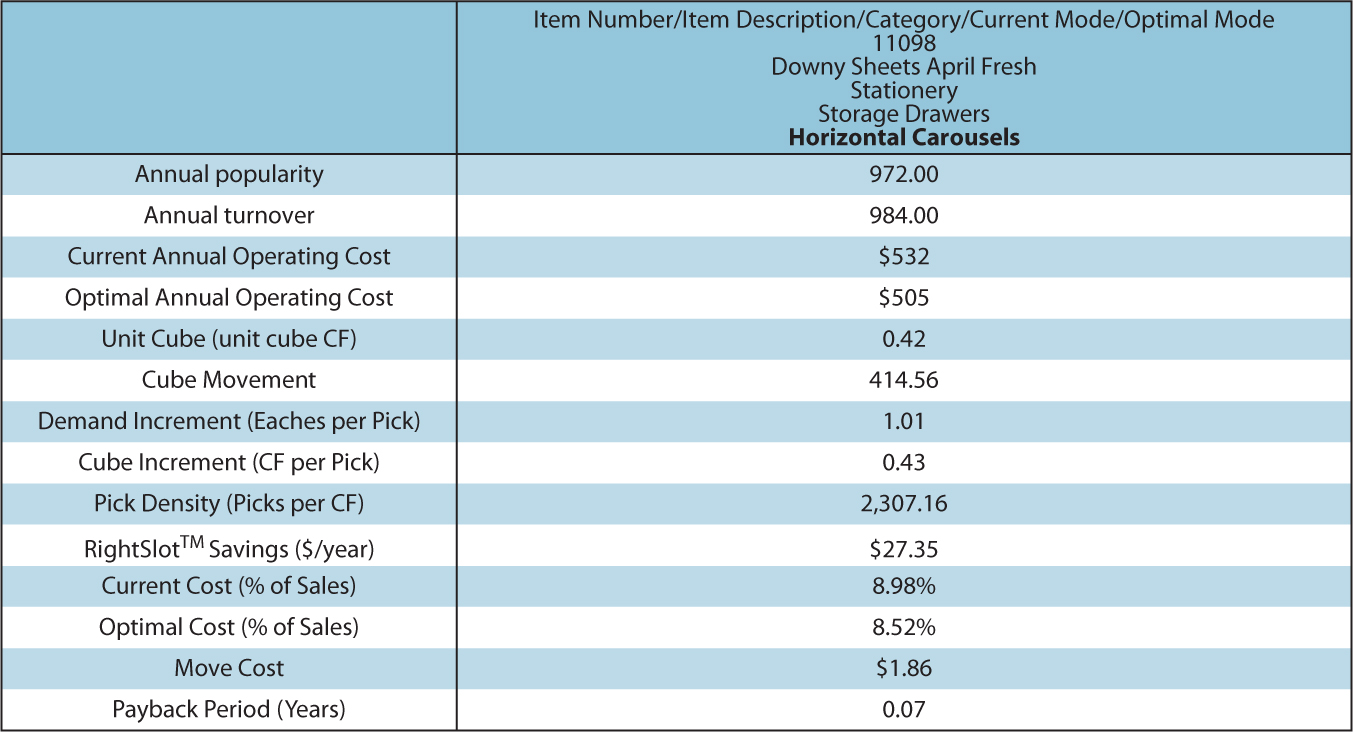
Based on the initial slotting, reslotting rules should be defined to suggest if and when a particular item should be reslotted. The rules can be developed with the help of a simple from-to chart that computes the potential cost savings of moving an item from its current mode and zone to every other mode and zone. This savings is compared with the cost to move the item. If the savings-to-cost ratio exceeds a predetermined threshold, the item is recommended for reslotting. An example reslotting from a recent client engagement is provided in Figure 8.18. The tool prioritizes reslotting based on the degree of mis-slotting.
Figure 8.18 RightSlot reslotting analysis for a single SKU. In this case, the recommendation is to relocate the SKU from storage drawers to horizontal carousels, yielding an annual savings of $28.35 and a move cost of $1.86 for a four-week payback period.
Develop and Implement a Reslotting Program
Perhaps a more difficult question is the timing of a general reslotting of the entire warehouse. Unfortunately, there is very little science to go on here. Most warehouses have a natural demand rhythm. For example, L.L. Bean, the mail-order catalog operator, drops four main catalogs a year—winter, spring, fall, and summer. It is natural in their case to reslot the warehouse every season. Avon Products has 26 promotional campaigns a year. The warehouse has to be reslotted 26 times a year.
Lifeway Christian Resources
Lifeway Christian Resources publishes and distributes Christian media (i.e., books, periodicals, cassette tapes, CDs, videos, etc.) and gift items to bookstores (retail distribution), churches (church distribution), and individuals (mail order) all over the United States. More than 15,000 items are housed in its 600,000-square-foot distribution center in downtown Nashville. The reserve inventory for each business unit is centralized and housed in high-bay random locations. The forward picking inventory is housed in dedicated locations on separate low-bay picking floors for each business unit. Because the business is a low-margin, there is little or no capital available for highly mechanized systems. Hence, the design strategy is to eliminate and streamline as much work content as possible.
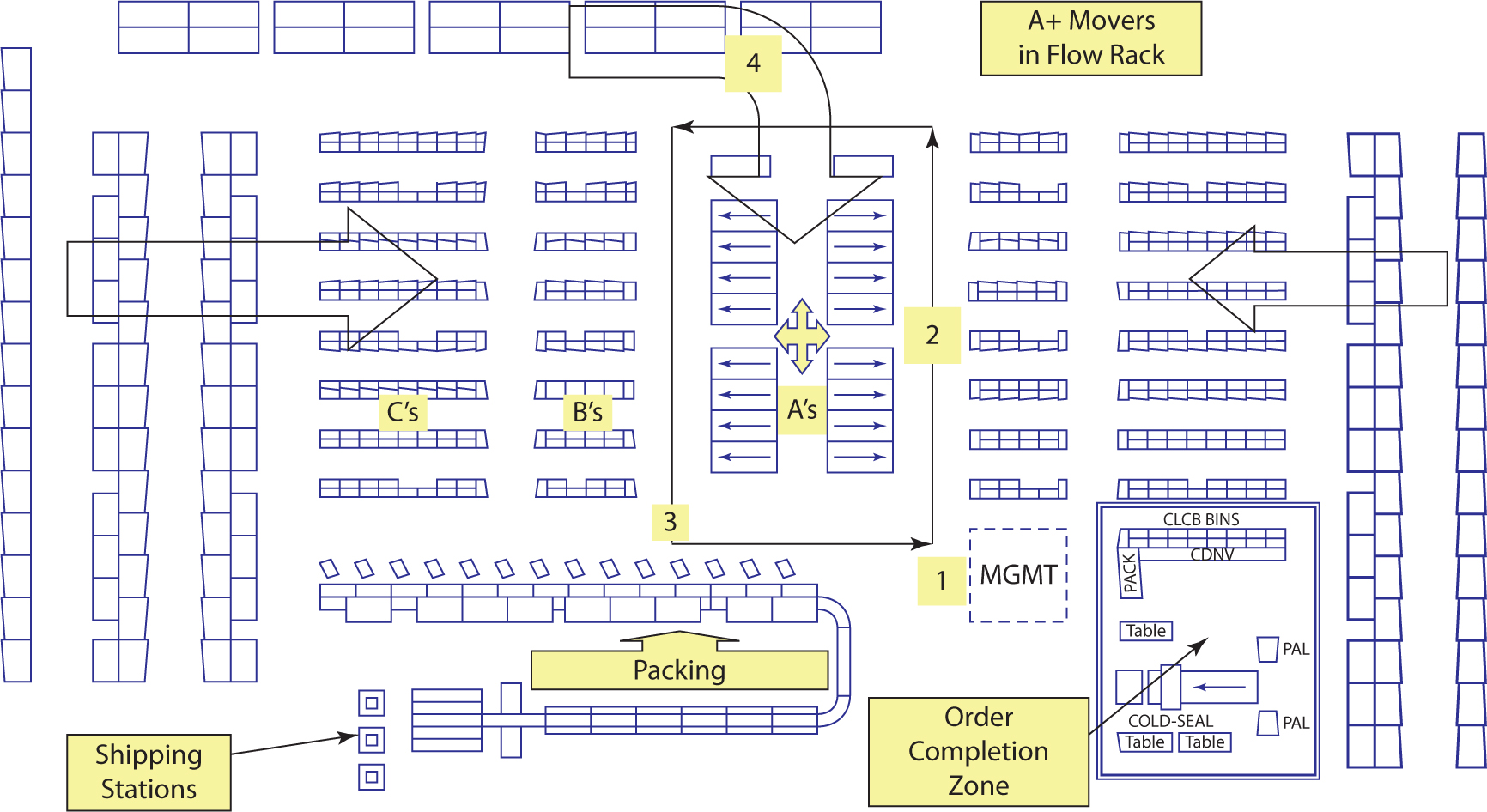
The slotting and layout plan for the retail picking floor is illustrated in Figure 8.19. Note the main horseshoe-shaped pick line in the center of the warehouse. While traversing this pick line, order pickers pick approximately 20 orders per pass. A specially designed cart organized to hold 24 orders allows pickers to quickly and efficiently sort individual picks into orders. Items with the highest cube movement are housed in carton flow rack in the center of the layout. Because each picking tour will pass each flow-rack bay, the picking activity is purposefully distributed evenly along the flow-rack pick line. The most popular flow-rack items are located at or near waist level. The remainder of the items falls naturally into bin shelving. To minimize travel time, the bin-shelving items with the greatest pick density are assigned to locations along or near the pick line. This slotting scheme alleviates any congestion problems and allows nearly 75 percent of the picks to be executed along the main pick line. The reserve stock for the carton flow rack is housed in double-deep pallet racks along the back wall. Batched replenishments are executed along the back of the flow lanes. Reserve stock for the bin shelving is conveniently located in single-deep pallet racks along the sidewalls. This slotting and operating scheme yielded a 100 percent improvement in productivity and response time with minimal capital investment and risk.
Figure 8.19 Lifeway Christian Resources order-picking layout.
8.4 Pick-Tour Sequencing
In both picker-to-stock and stock-to-picker systems, pick location sequencing reduces travel time and increases picking productivity. For example, the travel time for a person-aboard ASRS picking tour can be reduced by 50 percent simply by dividing the rack into upper and lower halves and visiting pick locations in the lower half in increasing distance from the front of the rack on the outbound leg and in decreasing distance in the upper half of the rack during the inbound leg (Figures 8.20 and 8.21).
Figure 8.20 Picking tour prior to pick sequencing