12
Inventory Management
“It’s easy to turn cash into inventory… the challenge is to turn inventory back”
—Jon Schreibfeder1
Chapter Objectives
To understand:
- Role of inventory in supply chain
- Inventory classification and functions
- Inventory-related costs and risk pooling
- Managing inventory
- Inventory policy guidelines
Inventory Planning
Inventory levels are affected by the level of customer service, demand variations and flexibility in business operations. Hence, managing the inventory is the most important function of supply chain to achieve trade-off between cost and customer service. Inventory decisions fall in high risk areas and have deep impact on the business operations. Without a proper inventory management, marketing may find the loss of sales and customer satisfaction. Hence, inventory planning is critical to both manufacturing and marketing. Shortages can disrupt marketing and manufacturing operations. But overstocking creates problem in working capital. Inventory increases cost and reduces profitability through added warehousing, working capital requirements, deterioration, insurance, taxes and obsolescence.
In Practice…
Priya Cosmetics: Seeking a Solution to Reduce Inventory
Priya Cosmetics (PC) is a leading firm dealing in cosmetics and personal care products. The company had a supply chain network of 4 factories (3 contract manufacturers and 1 its own), 4 mother depots and 40 satellite depots managed by CFAs (carrying and forwarding agents) for servicing distributors. Goods moved from the factory to mother depots to other depots and finally to distributors. The major problem Priya Cosmetics faced was high level of inventories at all depots. The management, in order to reduce inventories, appointed an outside consultant to find a solution to the problem.
The consultant was able to find out the following from his studies: The average inventory holding at mother depots was 8.2 sales/weeks and at the depots was 6.5 sales/weeks. The discrepancy in the book and physical stocks was over 30 per cent. The firm had no process in place to review inventory level and the demand forecast. They had push-system in place. The organization did not have a clear policy on periodic reconciliation of physical stocks with book records.
The action undertaken was to introduce the Bin Card System for each rack at the CFAs. An IT solution was identified and implemented for accounting the cycle count process, providing MIS on deviations and accounting the adjustment notes. The forecast was calculated based on consolidated orders with factoring for promotions and seasonality. They implemented FIFO (first-in-and-first-out) system in the depot and resorted to automated allocation of inventories. The demand planning and forecasting were made a periodic activity using the above IT solution. This helped in aligning forecasting with market orders and actual sales. Responsibility and accountability were set up in the organization to monitor and authorize activities.
The benefits reaped were an inventory record accuracy of 95 per cent within 2 months. The stock level was reduced from 8.2 weeks to 5.5 weeks at the mother depots and from 6.5 weeks to 4 weeks at the satellite depots. The inventory levels across all the stocking points were dropped by 30 per cent. PC has achieved complete visibility of information and inventory across the supply chain.
INTRODUCTION
Inventory is the total amount of goods and/or materials available in a store, factory and finished goods at warehouses together at any given time. Inventory covers raw materials, components, work-in-progress and finished products. Marketers need to know the precise number of items and storage areas in order to place orders or control losses. Efficiency in effective inventory management will always give a competitive edge to the business, regardless of its nature. With effective control and management over inventory stock, as well as accurate visibility and fast efficient fulfilments, competitive pricing can be offered to the customer. Adequate stocks of inventory are necessary to ensure uninterrupted business operations. Inventory management covers tasks like stocks count, maintaining inventory records, re-ordering time, re-ordering quantity, orders placing on the vendors, inspection, delivery of new orders and ensuring storage of inventory in adequate quantity. All the above are done with a purpose to reduce inventory cost burden on the company and extending desired service level to the customers.
Inventory generally constitutes the second largest item after fixed asset in the financial balance sheet of the manufacturing company. Under the financial perspective, this current asset is worth maximizing the value to the firm and shows no disadvantage in carrying more inventories. The funds invested in inventory are costing to the firm by way of interest on the working capital borrowed from the bank. Hence, the investments in inventory are cost to the company. Thus, the reduction in inventory will reduce the inventory-related cost (capital, handling, storage, transportation, insurance, obsolescence and exchange rate fluctuation costs). The benefits of inventory reduction are visible in profit margins, ROI (return on investment) and EVA (economic value addition) in a positive direction.
In today's competitive scenario, inventory-related investments are viewed as supply chain cost driver rather than the material asset. Therefore, lean supply chain operations are preferred. Firms are using MRP (material requirement planning), DRP (distribution requirement planning) or JIT (just-in time) systems to have maximum inventory turns (ratio of sales to average inventory) for reducing cost on inventory investments and enhancing profitability and return on investments.
INVENTORY FUNCTIONS
Inventory management is a strategic area in supply chain process. Inventory management helps in reducing purchasing and inventory cost, gain visibility to inventory process, improve customer satisfaction and reduce time to market. Inventory has an impact on efficiency and effectiveness of the overall supply chain system. As the cycle of production and consumption never matches, the goods have to be kept in stock to get over the fluctuations in demand and supply. To counter uncertainties, the higher inventory levels are maintained. But this affects the bottom line of the company. This is a high risk and high impact area, which has to strike a balance between two opposite goals of lower cost and higher level of customer service.
Inventories are maintained in the warehouses, which have accountability for the inventories in the stocks. The inventory levels in the company also affect the efficiencies of the other divisions. Inventory acts as protective cushion for continuous operation in customer supply chain. The top management views inventory as cash investment and expect to derive the profits from it through effective and efficient customer service. The poorly managed inventories can create cash flow problem. This may happen due to inaccurate forecast and excess production. The inventory management is basically concerned with the following:
Supply Chain of Bhel-Puriwala
There is a rare Indian who has not visited a Bhel-Puriwala—a hawker with his moving cart selling chat preparations. His inventory is highly perishable. For a day’s (6 hours in the evening) requirements, he cuts onions, potatoes, etc. in the quantity which is sufficient to serve his customers. He knows the demand quite accurately and sees that there is no leftover perishable inventory (he has to carry home), which cannot be used the next day. He manages the inventory in such a way that even on weekends or festival days, when demand for chat is more, there are no shortages and no leftovers. The customer demand in volumes and varieties of chat is served within 10–15 minutes. Don’t you think that he is an effective supply chain manager with a very limited finance, managing his supply chain ensuring customer delight and making his earnings?
- Proper level of inventory
- Balance between inventory cost and customer service
- Treating inventory as liability or asset
The industry will have to manage basically three types of inventories, which are held at the various stages of the supply chain of the company. These are (1) raw materials and components on the procurement side, (2) in-process or work in progress inventory and (3) the finished goods inventories (at source and distribution centres). The distribution side is primarily concerned with the finished goods inventories, which again are divided into three parts such as:
- Non-excise paid goods at plant warehouse
- Pipeline inventory (in transit)
- Channel inventory
As considerable amount of funds are blocked in the inventory, the investments in inventory cannot be used for other productive purpose or creating assets. Inventories carry the risk of damage, theft, pilferage or obsolesces. However, the nature of risk varies with product, pace of change of technology, severity in competition and enterprise's position in the distribution channel. The risk of carrying inventory also varies with its location as follows.
Manufacturer
Manufacturer maintains the inventories of raw materials, work in progress and the finished goods. He commits inventories for longer periods. Hence, his depth of risk is highest amongst the other members of the supply chain. In general, the manufacturer handles less number of product varieties as compared to wholesalers and retailers. The manufacturer's inventory commitments are closely related to the investments made in anticipation of the expected returns, lead time of the raw materials and components, complexity and width of distribution network, unit value of the product and the nature of demand.
Wholesaler
Wholesaler handles more product lines as compared to the manufacturer. His risk is spread over the different products. The cycling variations in demand of different product at different point of time keep wholesaler's risk factor limited to the non-performing product lines. For the seasonal products the wholesaler purchases the inventory in advance in anticipation of the future sales, which increases his risk factor. The inventory commitments of the wholesaler are not of longer duration as compared to manufacturer.
Retailer
Retailer faces shorter risk duration period as compared to manufacturer and wholesaler. His risk is spread over the range of products. Hence, his commitment to inventory is not deep. Retailer normally buys and sells and does not stock the material for a longer duration. His risk is more on the marketing side than on the inventory.
INVENTORY AS BUFFER
Manufacturers may exhibit their flexibility by quickly responding to changes in demand. For example, a company that ships to the customers in a single day of the customer order shows a greater flexibility. With its responsiveness it could easily attain a 100 per cent customer satisfaction. But this ideal situation can never be attained. This is due to building of lead time across the supply chain at production, transportation and warehousing. The time from the materials are ordered till the finished products reach the customer may be long. It may range from few days to weeks or months. This may lead to customer dissatisfaction. It is evident that customers will not wait this long period from order to delivery. The manufacturer needs to plan ahead by estimating future demand by making forecasts. If planning of production and inventories was perfect, the firm would be able to implement a pure JIT (just-in-time) strategy. In JIT scenario, the components are delivered to production as and when they are needed, but this is not as simple due to the many unforeseen events and uncertainties. These limitations need to be accounted for to implement ‘JIT’ successfully. These limitations arise out of late shipments from suppliers, defect incoming material, low production yield, production process breakdown, or uncertain product demands.
In the longer planning horizon, the accuracy level of the plans diminishes. In the high fashion apparel industry the planning horizon is typically in weeks. The long lead times make the manufacturer inflexible and vulnerable to unforeseen changes and inaccurate demand forecasts.
In such circumstances, a manufacturer will get over the uncertainties and unforeseen events by keeping safety stocks. The safety stocks act as buffers for the lack of flexibility in the supply chain. In the reduced lead times in the supply chain, the planning horizon is shortened resulting into increased visibility and flexibility in operations. Hence, with shorter lead times the need for a buffer in the form of inventory will also get reduced. This means that with higher flexibility the firm can maintain less inventory stocks to deliver the same level of customer service.
REASONS FOR CARRYING INVENTORY
Inventory is required as inputs to produce the finished goods, extending the service to the customers and the keep the customer's manufacturing operations running. Hence, inventory plays a crucial role in the supply chain of the organization. It helps in keeping the smooth flow of products across the supply chain. The excess inventory in the supply chain means more cost of holding the inventory, which does not balance the cost-benefit equation to get desired profits. The benefits and loss of carrying the inventory should be examined in light of the reasons for the carrying the inventory.
Balancing Supply and Demand
Raw material, components and parts are required for producing the finished goods. The manufacturing organization keeps stocks of this material to meet the continuous requirements of the production. The companies operating on JIT principle also keep some inventory in stocks to meet contingencies. However, the stocks are very less. The work in progress inventory is a major portion of the production-related inventory. The reduction in this category of inventory results reduction in inventory-related investments in the production process. The production and consumption cycles never match. However, the sudden requirement of a product in large quantities may not be fulfilled immediately as the production cannot be taken up in a short time. In such a case, the products are manufactured in advance in anticipation of demand and kept in stock for supply for the pick period.
Seasonal Variation
For certain products, the demand varies with the period/season in a year. In certain times of the year, it is the peak period, while it is lean for the rest of the year. The production runs in the factory are scheduled based on the average demand in the year. The excess production in the lean period is kept as an inventory to take care of the peak demand. In cases where raw material for manufacturing food products is available seasonally, the products are manufactured in advance and stocked as inventory to meet the demand of the finished product through the year.
Scale Economics
Products are manufactured in large quantities to get fixed cost benefits due to economies of scale. The produce is kept in stocks for distribution to consumption centres as and when it is required. The distribution is done in economical lot sizes for system efficiencies, speed and cost. In short, inventories provide demand utility for the products at time and the places it is required for consumption.
Operational Support
The inventories are also required for repairs, maintenance and operational support. These inventories include spare parts of the production machineries, consumables like lubrication oils and welding rods, chemicals, pallets, etc. The companies do not have the correct picture of their investments in this category of inventory. Many times excessive stock is held to avoid emergency rushing to the market for procuring little quantity.
Customer Service
The suppliers maintain the inventory of spare parts to extend the after-sales service to their valued clients. The availability of the parts at the time of requirements at customer end is crucial for customer satisfaction. This may be used as a tool for competitive advantage. However, maintaining the significant level of inventory at all the time requires major investment. This depends on to the level of service offered by the company to its clients.
Anticipated Future Requirements
The organisation sometimes keeps excess inventory to take care of the shortages of material availability in the market in the future. He anticipates increase in the prices of the products and hence he buys in excess and keeps in stocks the critical inventory to keep the operation running without interruptions. This results into increase in the inventory level for a short period. However, in many cases the benefits of keeping excess inventory offsets its carrying cost.
INVENTORY-RELATED COSTS
The major portion of the working capital of the firm is blocked in inventory. If the inventory is in excess of the optimum level, more funds will be blocked and it cannot be used for other productive purposes resulting into opportunity loss. Hence, the funds are tied up unnecessarily. There are other costs (Figure 12.1) related to the inventory. The incidence of those costs will also be more if inventories are in excess of the optimum level.

Investment Cost
For producing inventory, funds are required. The funds once blocked cannot be invested in any other productive activities. However, the cost of blocked funds is income which the firm would have generated by way of investment in other productive activities. The fund invested in the inventory attracts the interest charges (12–18per cent) on working capital borrowed from the bank. The interest charges on investment in excess inventory will erode the bottom line. Thus, investment cost or loss of opportunity cost is simply calculated by way of interest earned on the bank deposits of equivalent amount.
Ordering Cost
This refers to the cost involved in the ordering process. The cost on paper work faxes, phone calls, etc. will add to the inventory-related cost.
Storage Cost
This covers the cost related to product holding in warehouses. Depending on the warehouse (private, public or contract) cost is incurred on the space occupied depending on the duration of storage. This cost varies from 1.5 per cent to 4 per cent and may be taken into consideration while computing inventory-related costs.
Handling and Transportation Cost
The inventory procured needs to be transported at the place, where it is to be stored and then distributed. It has to be loaded and unloaded multiple times. All this adds to the cost.
Insurance Cost
To minimize the risk of holding the inventory, firm insures it for various reasons to recover its total or partial loss. Hence, firm may insure it for a desired period.
Damage, Pilferage and Obsolesce Cost
The material stored carries the risk of damage, shrinkage and loss of weight. The product also carries risk of pilferage or obsolescence due to technology change or availability of substitute. The percentage varies from 0.5 per cent to 2 per cent depending on the product.
Exchange Rate Fluctuations
In case of imported inventories, the valuation is done based on the current currency exchange rates in the market. Any fluctuation may increase or decrease the value of the inventory. Due to the fluctuations in the exchange rate, there is a risk of selling the material at prices lower than the landed cost.
INVENTORY AND CUSTOMER SERVICE
The inventory availability is very critical for enhancing the customer satisfaction. For the FMCG or daily consumed products, the brand loyalty of the customer very much depends on the product availability. For example, a brand loyal customer to Colgate toothpaste will opt for any other brand available if the Colgate is not available with the retailer as he cannot wait for brand for a mouthwash even for a short period of time. Hence, order fulfilment and customer satisfaction, thereafter, are solely dependent on the availability of inventory at the demand point. At the plant level, the stock-outs of raw material and parts will lead to production shut downs and ultimately the stock-outs in the finished inventory. Hence, it is prudent to keep adequate or more inventory than what is required to avoid the stock-out situations. However, the excess or more inventories will push the inventory-related cost upwards. The excess inventory will erode the profitability in the business. Hence, it is always beneficial for the company to balance inventory-related cost and the cost of customer satisfaction. Maintaining the trade-off between the two is always a major issue at the forefront of the supply chain management.
APPROACHES TO MANAGING INVENTORY
Inventory management has a critical role in firm's value chain. The firm may opt for either push or pull inventory approach through its distribution channel. Alternatively, a firm may go for planning approach. This approach prompts the firm to schedule inventory movement through the channel-based forecasted demand and product availability. A third approach is responding to product and market environments.
The controls on the inventory are based on the inventory policies of the company. In order to implement the desired inventory management policies, control procedures need to be devised. These procedures may cover review period, review frequency, reorder point, safety stock level, etc.
Dell's Lean Supply Chain
In the computer industry, Dell carries fewer inventories than its competitors. Dell keeps inventory of less than 10 day’s worth as compared to 80–100 days by competition. As Dell has an alliance with Intel, any new chip introduced by Intel allows Dell to go to market with a PC faster than the competition. Dell maintains very less inventory. The transportation company simply picks up the appropriate number of computers from Dell’s Austin plant and monitors from Sony’s factory in Mexico, matches them by customer order and delivers them to the customers. This strategy allows Dell to save time and money associated with the extra handling of monitors and ensures that defects are not introduced into large quantity of production. If there is a problem at the customer end, production is stopped and flaws are fixed in real-time resulting into minimum defective finished products.
With the pull approach, the firm responds to a channel member's inventory needs by moving the product through the distribution channel. Replenishment process is initiated when available stock levels fall below a predetermined minimum or order point. In pull approach, the firm waits for customer demand to pull the product through the system. In this retailers individually make a choice regarding when and how much to order from the distribution centre. Then, the distribution centre orders independently from its suppliers (manufacturers). These actions initiated from various demand points result in uncertainty at each reorder point throughout the distribution channel. To support uncertainty, adequate safety stocks are required to get the desired performance.
The other way of doing it is by going for advance planning where a common information base is used to coordinate inventory requirement at different demand points. The planning methods used are fair share allocation and distribution requirements planning (DRP).
In the fair share allocation method, inventory is allocated from mother warehouse depending on the indent received from distribution centres. In this method, inventory levels across multiple sites are coordinated. However, it does not consider factors like performance cycle time, economic order quantity, or safety stock requirements at each of the demand points. Hence, fair share allocation method has limited application. Through this method the problem of managing multistage inventories cannot be properly addressed.
The other way of managing multistage inventories is using distribution requirements planning (DRP) approach that considers multiple distribution stages and the characteristics of each stage. DRP operates in an independent environment where customer demand at various distribution points/locations determines inventory requirements. DRP takes care of the finished goods which are received in the plant warehouse. DRP coordinates inventory levels, plans inventory movement, and reschedules inventory between levels. DRP schedules for each SKU and distribution facility.
DRP (software) is an integrated inventory planning system. It offers a number of benefits such as improved service levels that increase on-time deliveries and decrease customer complaints, reduces distribution centre freight costs resulting from coordinated shipments, reduces inventory levels, reduces warehouse space requirements, reduces customer freight, and improves inventory visibility and coordination between logistics and manufacturing. DRP can effectively simulate inventory and transportation requirements under multiple planning scenarios.
For managing inventory and getting improvements in cost reduction and customer service, the initiatives such as policy definition, performance measures, integration of information, training and use of expert system are needed on the part of the firm. Policies and procedures related to inventory management need to be defined to guide inventory-related decisions at various management levels of the organization. The clear and consistent performance measures for inventory management process are key to its success. These measures must reflect the trade off between service and inventory level. Inventory management performance measures must clearly reflect the trade-offs desired by the enterprise, and the reward structure for individuals who maintain the system must be defined to reflect requirements. It should clearly define the goals and understanding of how goal achievement affects personnel performance evaluations.
Inventory management being a very complex discipline, it is important on the part of concerned employees to understand the nature and dynamics of relations between inventory management and other entities within the value chain. Hence, the importance of sophisticated training to employees to improve inventory management decision-making cannot be denied.
Effectiveness of inventory-related decisions and performance thereof can be substantially increased by integrating information requirements across the enterprise and amongst channel partners. Later, IT and communication technology can be used which enable the above.
The latest addition to inventory controls tools is use of expert systems to enhance inventory performance. The shared expertise/experience can supplement the training process. Expert system provides insight into the review period, inventory management logic, and strategies to employ with each product market group. It helps in improvements in productivity and inventory performance levels.
Inventory can be effectively managed through proper policy guidelines and its implementations. Inventory policy formulation is an exercise the management has to do to put down guidelines towards inventory procurement and storage to offer the desired custom service level with pre-decided inventory level.
RISK POOLING IN INVENTORY MANAGEMENT
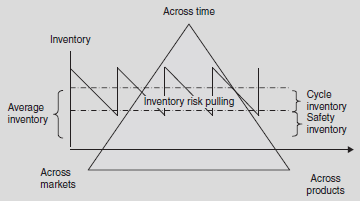
Risk pooling is minimizing the risk in inventory overstocks or under stocks by way of taking appropriate inventory stocking and distribution policy. For a large company, there will be a network of field warehouses serving different markets. Alternatively, the firm may have centrally located warehouse to cover large geographical area. The centralized system can aggregate the demand and take care of the fluctuations in various markets by averaging out the variations. This is based on the fact that the decentralized facilities require inventories at each location and each manager would decide on replenishment on the basis of the inventory position of each individual facility. The average inventory level at each location is the safety stock. This safety stock represents idle capital for the firms. A logical approach to minimize the level of inventory throughout the system without sacrificing the quality of service is the centralization of inventory. The concept of risk pooling is based on the firm's inventory availability at fewer locations thereby reducing total inventory without reducing the service level. This will result in aggregating the total demand as high demand in one location will be offset by low demand in another location. This concept of risk pooling has been taken from square root theory of inventory.
Major challenge in supply chain management (SCM) is matching supply with uncertain demand. Risk pooling is an efficient and promising strategy to meet this challenge by reducing the underlying demand uncertainty through aggregation. With risk pooling, the demand variability is reduced if demands across the demand points in the markets are aggregated. The reduction in variability helps the management to manage the inventory in better ways and reduce the safety stocks to address the uncertainty. For managing the inventory guidelines for inventory procurement, maintenance, positioning and placement with respect to quantity, time and customer service are needed to be evolved. The policy decisions also concerned with managing the inventory independently or interdependently across the various distribution centres. In essence, the inventory-related policy helps in improving the inventory effectiveness across the supply chain.
Centralized/Decentralized System
In the centralized system, the inventories are stocked at one central location for distribution to the customers or depots. The centralized system helps to have tight control on the inventory movement both in replenishment and dispatches. In case the volume of transaction grows, the greatest disadvantage of centralized system is longer order performance cycle and delayed response time for the smaller but larger number of customers. On the other hand, the decentralized systems are closer to the customer and thus decisions are taken independently. The decentralized system offers better customer service with quick response and shorter performance cycle time. However, the controls are lax and the operating cost is more. The management has to make a policy decision to strike a balance between the customer service, controls and the cost.
Service Level
The service level target is decided by the management. The inventory function should gear up to achieve the service level target. The basis of service level is defined in terms of the following:
- Order cycle time
- Case fill rate
- Order fill rate
The order cycle time is the time required for completing from the date of release of an order by the customer till he receives the entire ordered material at his door step. The case fill rate means the percentage of material available for dispatch to the quantity ordered by the customer. For example, if a customer orders 10 items and only 9 are available for supply, then the case fill rate is 90 per cent. The order fill rate is percentage of orders that could be filled completely. Out of 100 orders received only 60 could be filled completely then the order fill rate is 60 per cent. The traditional approach to meet the targeted customer service level is to increase the inventory level. However, the modern approach considers the faster transportation mode, better communication means, and the alternative source of supply to meet the desired customer level.
Stock Levels
To meet the desired level of customer service, the average level of inventory stocks to be maintained at any point of time is determined in terms of number of days of sales value. The average inventory includes the base level inventory, safety stock inventory and in-transit inventory.
The stocks deplete every day after the orders are filled (Figure 12.2). To maintain the average level as decided earlier, the inventory has to be ordered and replenished before it further depletes to zero. The reorder level is called a base level inventory.

The other part of the average inventory is stock maintained to meet uncertainties or emergencies. The safety stocks are maintained to meet the inventory demand, which is in excess of the anticipated consumption. In fact, safety stock inventory covers the short-range variations in the demands. The average inventory includes the one half of ordered quantity and the safety stock inventory.
The in-transit or pipe inventory is of importance to consigner as the ownership of this inventory still lies with him till it reaches the destination and handed over to the consignee. There is great uncertainty associated with the transit inventory. This inventory is not accessible and cannot be used. The whereabouts of the transit inventory is not known unless there is a sophisticated vehicle-tracking system. This is an excise-paid inventory and it covers major portion of the value of the inventory of the company. In JIT system, the emphasis is on small consignment with frequent delivery schedules, resulting into the maximum portion of the inventory in transit phase.
A risk pool is one of the forms of risk management mostly practiced by insurance companies. Under this system, insurance companies come together to form a pool, which can provide protection to insurance companies against catastrophe risks such as floods, earthquakes, etc.
Risk pooling is an important concept and has an application in supply chain management. Risk pooling suggests that demand variability is reduced if one aggregates demand across locations because, as we aggregate demand across different locations, it becomes more likely that high demand from one customer will be offset by low demand from another. This reduction in variability allows a decrease in safety stock and therefore reduces average inventory. There are two primary policy decision roots in exercising controls on inventory level. These are centralization and decentralization. The companies adopt one or the other depending on their business philosophy. However, Mr. D. H. Maiser advocated risk pulling for centralization as against maintaining the inventory in many warehouses, which will cost more. He has proven this with the mathematical calculations and his law is known as the ‘square root law of inventory’ (SRL). This law is the basis of the concepts of risk pooling and inventory centralization. Square root law stipulates:
Total safety stock inventories in a future number of facilities can be approximated by multiplying the total amount of inventory at existing facilities by the square root of the number of future facilities divided by the number of existing facilities.
As per the above statement, the increase in number of warehouses of a company will result in an increase in certain costs. Thus, with lesser number of warehouses, the company will enhance its savings of certain costs. This increase, either in a positive or negative direction, can be mathematically computed using the square root law indicated below.
Where;
n1 = number of existing facilities
n2 = number of future facilities
x1 = total inventory in existing facilities
x2 = total inventory in future facilities
For example, if a business firm is having a network of 25 field warehouses for stocking their inventory to serve the markets, then their costs would be likely to be reduced to one fifth if the firm starts operating from a single warehouse. Similarly, if a company originally had 4 warehouses and decided to increase their stocking points to 16, the firm would find the inventory cost doubled.
Table 12.1 indicates how average inventory level increases with the increase in number of stocking points. The inventory level indicated below is directly related with safety inventory.
Table 12.1 Average vs. Stocking Points
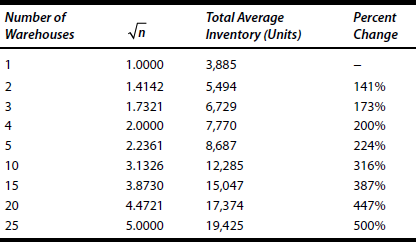
Source: John J. Coyle, Edward J. Bardi and C. John Langley, 2001, The Managements of Business Logistics, p. 260.
Square root law is based on the following assumptions:
- Inter locations inventory transfers not a common practice
- Constant lead time
- Customer service level uniform at all locations.
- ‘Normal distribution’ for all locations demand
Zinn et al. (1989) showed that SRL will be most effective when markets have demands which are negatively correlated and there is little or no benefit from consolidation when demands faced by the various stocking points are positively correlated.
As per the SRL, the multiplicity of warehouses increases the fixed costs in the same proportions. This also supports the fact that managing multiple warehouses becomes complex. This is because a firm has to keep track of the inventory at several locations: Watching stock amounts, handling orders and planning distribution are complicated with multiple stocking points.
One centralized warehouse may not be possible for a firm but certainly it can reduce the number of stocking points. The solution is to have alliance with third party logistics service providers to reduce their own stocking points. SRL cannot be used in isolation. The decisions on number of warehouses considering SRL should be weighed in light of other factors like transportation costs, lead time, inventory availability and warehouse proximity.
In general, inventories at multiple warehouses or stocking points are at decentralized locations. The advantage is to take inventory-related decisions locally based on local needs. They are in a position to anticipate the sudden requirements and can act with speed. They foster a sense of ownership and control that is desirable.
One of the major disadvantages of decentralized inventory control system is that local personnel may not be competent and may not be having inventory management skills. They may operate on a highly subjective basis. They may not be able to take into consideration the holistic view which exists in case of centralized inventory control system. Local management may overreact to events which are transient in nature, even when fairly sophisticated tools are available. In general, local management has a strong bias for high inventories being visually present. This approach may enhance customer service and inventory levels too which may offset the benefits.
Decentralization in business functions allows the people to take decision faster as they are closer to the problem. The speed in decision-making impacts their operations. If local management is having technical strength and personnel disciplines to inventory management using a proper software system, then local controls are recommended.
RPL—Tracking Hidden Cost of Inventory
RPL a leading computer equipment manufacturer faced a situation wherein the supply chain was not sustainable in spite of it being flexible. The cost driver was excess inventory cost due to a mismatch in demand and supply. The various costs associated with inventory were as follows:
Component devaluation cost—In the electronic component industry, the prices fall down quickly. The holding cost of the excess inventory with reduced price added up to devaluation cost.
Price protection cost—To compete in the market, the dropping ofcomponent price after it is shipped to channel member resulted into reimbursement to channel partner for the difference of unit that is not yet sold.
Return cost—The unsold goods returned by distributors constituted more than 10 per cent of the total product revenue. This cost is not included in the company's cost of goods sold. Hence, it is an additional burden on cost front.
Obsolescence cost—These include the end-of-life product write-offs due to short life cycle of PCs.
Holding cost—It is the holding cost of the existing inventory in the stocks.
After analysis, RPL found that the highest contribution to the cost was due to price protection in a competitive environment. For controlling the first cost component driver as stated above, RPL reduced the number of nodes in supply chain, which were causing additions to inventory and resulting into higher costs. RPL consolidated their manufacturing facilities and resorted to JIT philosophy. Towards reduction in price protection cost, RPL had gone for curtailing channel partners inventory which could never exceed the minimum number of days. They kept their manufacturing turn-around time shorter and replenishment cycle frequent. For returns RPL worked closely with channel members by agreeing with them to keep specific inventory level and delivery expectations. RPL improved its service quality both towards channel members and customers. To control obsolescence, RPL launched new models just as the last remaining units of old models sold out. Thus, lowering inventory-driven cost could not only reduce the total costs and raise revenue but also lower the working capital requirements by reducing the number of days inventory outstanding. The lesson is to develop metrics to track the hidden costs.
Centralized purchasing and ordering has the added benefit as the company can invest in more highly trained purchasing and inventory management experts. In addition, with central control the management can more effectively study special buy considerations and other economic trade-offs.
SELECTIVE CONTROL TECHNIQUES
A policy is one that sets a boundary for any activity. A procedure, however, defines the precise activities taking place within the boundaries of the policies created. A procedure is usually sufficient to use as a guideline for an employee who needs to understand how a process works. When combined with the proper level of training, the policies and procedures manual is an effective way not only to increase control over inventory, but also to increase the efficiency with which it is handled. There are various methods of inventory control and few ones which are commonly used in the industry are discussed as follows.
ABC Analysis
In this method, the degree of control varies with importance of the item in the supply chain. The ABC classification is an analysis of arranging of items as per consumption pattern and rupee value attached to it. They are usually classified into A, B and C categories.
- A – Outstanding importance
- B – Of average importance
- C – Relatively unimportant as a basis for a control scheme
These categories are handled in a different way. However, more attention is being given to category A, less to B and still less to C. The categorization is based on Pareto's law or known as ‘80/20’ rule. ABC analysis is used in inventory management as a thumb rule. According to this about 80 per cent of the rupee value (consumption wise) of an inventory remains in about 20 per cent of the items.
In short, ABC analysis is financial evaluation, for ranking and comparison of inventories. The objective of the classification is for knowing which item should receive the most attention. ‘A’ class item should have perpetual attention while C class item may be reviewed with less periodicity than B class items.
Thus, ABC inventory classification method is used to categorize inventory into groups based upon certain activity characteristics. It is the process of classification of products as per the level of importance in terms of their relative criteria such as purchase or sales volume. Examples of ABC classification also would include:
- ABC by velocity (times sold)
- ABC by sales rupees
- ABC by quantity sold or consumed
- ABC by average inventory investment
- ABC by margin
ABC classifications (Exhibit 12.1) are used to develop inventory planning policies, set frequencies for cycle counting, slot inventory for optimized order picking, and other inventory management activities. It can be described as a technique that is used in a business for categorization of large volume of data into groups. These groups thereafter can be marked as A, B and C. This means that activities that are considered high on priority are classified as A, those with a lesser priority are grouped under B and the groups of activities that are last on the list of priority are classified as C.
ABC analysis is a technique for inventory control. The basic assumption is that different value is attached to different stocks. Hence, degree of management focus will differ with different stock items. ABC analysis of inventory helps the management to exercise a degree of control on a particular item and accordingly it can be monitored.
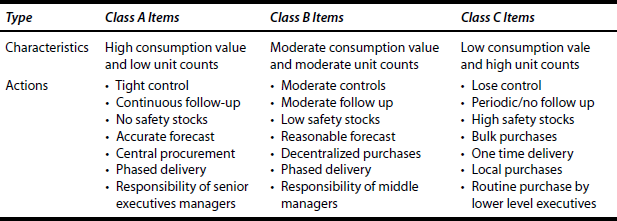
For example, A class items which are critically important require close monitoring and tight control. A class items account for large value but these are less in numbers or are in a small percentage of the total inventory items. These items are required to be continuously reviewed. B class items are less critical as compared to A class items and, hence, require standard controls and periodic reviews of usage. C class items carry very less value and are least critical. Hence, these items require the least controls. These items can be kept in large stocks also. ABC analysis forms the basis for inventory control processes to decide priorities for review, reorder and maintaining the safety for controlling the inventory stocks and usage.
VED Analysis
This is related to vital, essential and desirable (VED) status of the inventory items. As the term implies, certain parts and items are considered to be vital for meeting the operational requirements and this aspect is taken into consideration while making the forecast. The modified version of this is ABC-VED (Figure 12.3) analysis which takes into consideration both value and the criticality of the item. The high value and critical items are under continuous review and ordered in low quantities while low value least critical items are periodically reviewed and ordered in large quantities with lower safety stock requirements. The examples are car engine which is vital, followed by seats, which are essential and tail light which is desirable item in car assembly.

SAP Analysis
Scarce, available and plenty (SAP) allows to build into provision forecast. The ordered quantity is governed by the scarcity factor. The limitations in supply or obsolescence of the item in near future will be the guidelines for procurement policy decision.
FSN analysis
Fast, slow or normal (FSN) determines the consumption pattern of the item. However, a consumption pattern where the production run is slowed down for various reasons may not give a realistic picture for procurement action.
In all above control techniques the degree of control varies with the importance of items. For example, for the A class, vital, scare and fast-moving items, the perpetual reviews are recommended; while for B class, essential, medium-moving items, the periodic reviews will be alright. In the case of C class, desirable, slow-moving items, the periodicity of review will be longer (Figure 12.3).
BULLWHIP EFFECT
The variability in customer demand if not conveyed properly, or if conveyed with distortions as it travels upstream in the supply chain, will lead to over-stocks or a stock-out situation. This phenomenon is called ‘bullwhip effect’. The bullwhip effect is a deformation in information when it travels from the market to the vendors through the company's distribution network, manufacturing and procurement department upstream in the supply chain. The effect of demand volatility ripples up the supply chain, resulting into inventory problems. This finally affects profitability of the firm or its service to the customer. This happens due to lack of smooth and speedy information flow resulting into improper coordination and synchronization of actions of supply chain partners. In this process, the demand of the customer is distorted each time it goes from a one decision point to another. Problems are severe in supply chains where communication is minimal between supply nodes. In short, the bullwhip phenomenon is the amplification of demand variability from a downstream site to an upstream site resulting into inventory pile up or stock out. In essence, it is due to mismatch in demand and supply.
In 1958, Forrester identified that the action, reaction and interaction of the flows of information, inventory and cash amongst the self-interested parties in the supply chain would lead to delays, oscillation, and amplification in the flows of information and physical goods through the channel. As per Sterman (1989), the decision-makers commit errors in perceiving the dynamic environments that they were involved in. The Bullwhip effect is the result of their decision which is based on the mispercep-tions of the environment they live in. The bullwhip effect is a phenomenon observed in supply chain mostly because of incorrect assessment of the demand at various decision points in the supply chain. Moving up the supply chain from end-consumer to raw materials supplier, each supply chain participant observes variation in demand and tries to keep safety stock as per his own calculated requirements. His requirement may not be similar to other members of the SC partners. Hence, independent decisions taken by the supply chain partners at various points of time without having integration amongst them lead to un-uniform decision-making causing the bullwhip effect. In each decisionmaking point in supply chain profit maximization is tried through forecasting, this as a result will have an effect on the overall profitability of the supply chain. The bullwhip effect is a problem in forecast-driven supply chains.
The severity of bullwhip effect increases as one moves closer to the source of production. The effect is costly because it causes excessive inventories, unsatisfactory customer service and uncertain production planning. There are two broad categories of causes for bullwhip effect such as operational causes and behavioural causes.
Operational causes cover errors in demand processing, inventory rationing, order batching and price variations. Behavioural causes lead to time delays in making ordering decisions and orders placed but not yet received at the source. Another behavioural cause based on coordination risk is uncertainty about the actions of other decision-makers which often triggers instability. There are few key reasons for the occurrence of the bullwhip effect. These are as follows:
- Frequent changes in demand forecasts
- Lack of coordination amongst SC partners
- Lead-time variability
- Order batching
- Price fluctuations
- Rationing
- Errors in demand forecasting
The updating of demand forecasts appears to be a major source of the bullwhip effect. The parties of the supply chain build their forecasts on the historical demand patterns of their customers. The retailers’ build on the actual demand patterns of the customers, the other parties adjust to fluctuations in the ordering policies of those preceding them in the supply chain.
As everybody react to fluctuations with smoothing techniques, the fluctuations in upstream SC get amplified because the differentials in decisions at the various dependent decision-making points. Thus, the safety stocks as smoothing devices at various points amplify the bullwhip effect and which at the end erodes the competitive positioning of an organization.
Bullwhip Effect (BWE) is an internal (firm level) response to the environmental phenomena. It actually reflects when partners operate in isolation and optimize their individual objective functions. The most effective process for countering the oscillations of the ‘bullwhip effect’ will be customers and suppliers collaboratively working to improve information quality and compressing cycle times throughout the entire supply chain.
The methods intended to reduce uncertainty, variability and lead-time are vendor-managed inventory (VMI), just-in-time (JIT) replenishment and strategic partnership. Following are the few measures to counter bullwhip effect:
- Timely information availability
- Integration of all decision-making nodes
- Use of IT for managing information analysis and flow
- Reduction in demand variance upstream in supply chain
- Reduction in the order size flexibility and implementing capacity
- Minimum fluctuation in prices
- Inventory visibility across the SC
It a nutshell, sharing of useful and undistorted information is essential at all levels to counter bullwhip effect.
MODERN INVENTORY CONTROL TOOLS
The following features are quite prominent in modern2 inventory control tools such as flow of inventory, flexibility towards the market demand, balancing inventory level to customer satisfaction and opportunity loss. Excess inventory will increase the carrying cost. The latest inventory models address both the above problems to maintain the balance between two polemic goals and integration to bring efficiencies and effectiveness. Most of the inventory control tools which are available in the market are IT based using the computer software. The few ones commonly used are described in the following text.
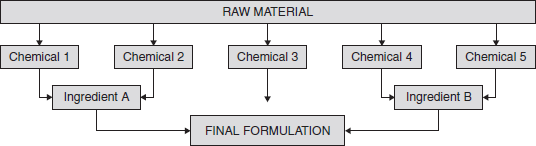
Material Requirement Planning (MRP)
MRP concept was developed in the 1970s after the high-speed computers were introduced. This system does the work of materials manager to control the inventory of the items to lean the supply chain. The forecast of the inventory items is controlled by production item on which their demand is dependent. Application of MRP is typically done to the inbound material movement in the enterprise and is based on the production requirements and scheduling. The MRP system (Figure 12.4) is suitable for both the push and the pull types of supply chain systems. In the push system, information is required in the form of elaborate material requirement planning for master production schedule and roll back, creating schedules for suppliers with inventory part/component types, quantities and delivery dates.
In the pull system, information is required on actual demand, which needs to be transmitted extremely quickly throughout the entire supply chain so that production and distribution of parts or products can accurately reflect the real demand.
Manufacturing Resource Planning—MRP II
MRP II is defined by advancing productivity, innovation and competitive success (APICS)—the association for operations management, as a method for effective planning of all resources of a manufacturing company. It started out as material requirements planning and was concerned with ordering and scheduling materials based on the inventory. The large-scale introduction of computers led to extensions into a ‘closed loop MRPII’ system concerned with the whole manufacturing environment. MRPII works on ‘push’ where a forecast is generated, a manufacturing plan is derived and the plan then drives the manufacturing process via work orders or the purchasing process via purchase orders.
MRPII systems begin with MRP (material requirements planning). Input to MRP is the sales forecast (from marketing), which determines the raw materials and parts requirements. Both MRP and MRPII systems work on master production schedule which is further broken down into specific plans for each product on a production line. MRP helps in coordination of raw materials purchasing. However, MRPII helps in production scheduling taking into consideration machine and labour capacity, scheduling the production runs according to the arrival of materials. MRPII system is quite elaborate and provides data on production cost, machine time, labour time and materials consumed and final output to accounting and finance. MRP primarily deals with raw materials required for manufacturing, while MRPII is concerned with the coordination of the entire manufacturing production raw material parts, finance and man power.
In short, MRPII is a long-term planning tool for complex products. It can give accurate completion date at the time of order. It fits in with conventional accounting and the progress of manufacture inventory size is available at all times. It tightly controls work orders and changes therein. However, MRPII is necessary to maintain accurate data base. Inventory accuracy requirement is vital to an extent of 99 per cent. It is a computer-based system, inflexible and relies on forecast.
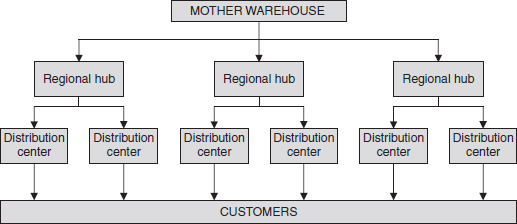
Distribution Requirement Planning (DRP)
DRP is one of the latest IT tools for controlling the inventory in the distribution system of an organization. It is the logical extension of MRP. DRP (Figure 12.5) is guided by customer demand as against the MRP which is based on production requirement. It allocates the inventory from mother warehouse to the various distribution centres based on the following:
- Demand pattern
- Safety stock provision
- Order quantity
- Reorder point
- Average performance cycle length
DRP helps in coordinating the finished goods requirements across the distribution network. The DRP system success is dependent on the accuracy of the forecast with respect to location and time of the requirement across the distribution centres. The consistency in performance cycle for timely movement of the goods across the system is a must for system effectiveness. The uncertainty in performance cycles may defeat the very purpose of DRP system. Just like MRP, DRP is used along with ERP (Enterprise Resource Planning) rather than a standalone system, to get full benefits of the ERP on both procurement and distribution side. The major benefits of using DRP are improvements in customer service level, effective marketing efforts for high stock items, decrease in inventory levels resulting in carrying costs and decrease in inventory thereby reducing warehouse space requirements. DRP helps in effective simulation of transportation and inventory requirements for shipment coordination to result into reduction in inventory carrying and transportation costs.
Just-in-Time (JIT) System
JIT is a concept based on the fact that an activity should not take place until there is need for it. Hence, the inventory item should not be brought into the system until it is required for making the final product. It is characterized by maintaining zero inventories of the raw materials and assemblies at the assembly plant. For this, JIT system involves the close coordination of the buyer and the supplier on real-time basis: this means frequent receipts of the materials from the suppliers. Following are the prerequisites of successful JIT system:
- Buyer-seller partnership
- Online communication and information sharing
- Commitment to zero defects from both the sides
- Frequent and small lot size shipments
The success of JIT system works on mutual trust and commitments from the both seller and purchaser side. The main barriers to the successful operation of JIT system are:
- Organization structure
- Organization culture
- Technology differentials at buyer and supplier ends
- Reluctance to information sharing
- Dispersed suppliers
JIT system has its success stories in Japan wherefrom it originated. The reason is the culture of the team. JIT could not bring benefits in American companies because of the individualistic decisionmaking culture prevailing there. The success of JIT technique depends on collaborative relationship and decisions reached by group consensus rather than individuals empowered in the organization based on their authority structure. To make JIT a success, a total cultural and structural change is needed in both buyer-seller organizations and they should operate from a mutually beneficial policy platform. Refer to Chapter 6 for more details on JIT.
Vendor-Managed Inventory
Vendor-managed inventory (VMI) was made popular by Bose Corporation. It is widely used in the industry and is proving results. In VMI, the supplier takes charge of the inventory management of the product and manages the replenishment process based on the consumption pattern of the customer. They use EDI or other inter-organizational software packages or place supplier's representative at the customer's place.
In India, a leading commercial vehicle manufacturer allowed the tyre supplier to open up a small inventory shop in his manufacturing premises to supply tyres for the day's production of the commercial vehicles. The supplier keeps 3 days inventory in the area allocated to him and keeps his representative to manage the shop and hand over tyres to customers as per the assembly line requirements during the day. The inventory replenishing is done once in 2 days by direct truck-loads of tyres from the supplier's manufacturing plant. This is based on an advance production planning for the coming week. The customer pays daily by cheque to the supplier for the quantity of tyres drawn from the supplier's shop. The result is reduction in inventory liability of 15 days on vehicle manufacturer to the inventory level of 3 days, which is entirely managed by the vendor who gets the payment daily for the supplies made. This is a win–win situation in which both the buyer and the supplier benefit.
For VMI to be successful, three things are essential: right partner, right set of products, and mutual trust. The right partners imply those who proved themselves on consistency in quality, low cost transactions and reliability as far as on-time delivery is concerned. The benefits of VMI are reduction in inventory-related costs and risk of stock outs and for the vendor speedy payment realization, reduction in transaction cost and attaining the assured business goals. In Chapter 6, VMI is discussed in details.
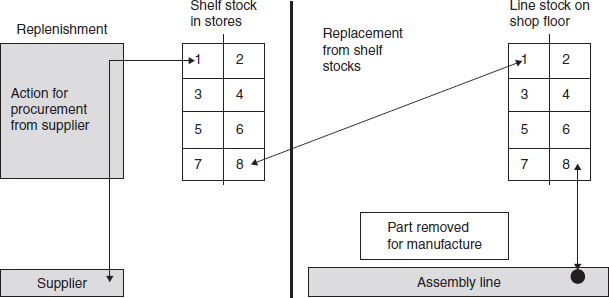
Kanban
It is basically an information system to support JIT inventory for manufacturing operations. It signals supply of material when used. Kanban (Figure 12.6), meaning signboard or label, is used as a communication tool in the inventory system. A Kanban is attached to the each box of parts as they go to the assembly lines. Because these parts are funnelled to the line as needed, the Kanban can be returned as parts are used to serve as both record of work done and as order for new lot. Kanban coordinates the inflow of parts and components to the assembly line, minimizing the replenishment processing. Kanban is used in process logistics for movement of parts and components on the shop floor of the manufacturing plant. The system was first evolved at TOTOYA in Japan to support the concept and practice of JIT in assembly line. The philosophy behind is ‘use one buy one’. For more discussion on KANBAN refer to Chapter 6.
Automated Inventory Tracking System (AITS)
This system is adopted by the leading retail chain giant like Wal-Mart in the United States to track the inventory based on the sales generated. This system involves usage of the electronic data interchange (EDI) system to track the flow of inventory through the supply chain. The system connects suppliers, manufacturers, distribution hubs and retail stores and the institutional buyers. The system is based on IT integrating EDI and bar coding system to track inventory for controlling inventory investment through the supply chain.
SUMMARY
Inventory costs are of great concern to the management. The inventory requires investments and hence excess inventories will tend to lower the profit margins. The inventory shortage will close down the factory or lead to lose of market opportunities and customers. Hence, managing the inventories is a very important role for the management. Inventories are broadly classified as raw materials and components, work-in-progress, finished goods and operational support inventories. Inventories are maintained for meeting production requirements, supporting the operations, extending customer service and hedge against future uncertainties. Inventories are reflected as current assets in the balance sheet of the firm but from the point of view of the supply chain, inventories are a liability. The investment in inventory has great implications on the profitability of the firm. Inventory requires working capital which is available at cost. The inventory carrying cost is the sum total of all the costs such as cost of the funds invested in inventory, inventory handling cost, inventory storage cost, damage and obsolescence cost, opportunity lost cost, etc. In general, it trails between 15–20 per cent of the funds blocked in the inventory. For managing inventories, firms are using selective control techniques like EOQ, ABC, CED, FMS and inventory control models like MRP, DRP, JIT, VMI and AITS. For effective control on inventories across the supply chain, firms need to frame policy guidelines for inventory procurement, maintenance, positioning and placement with regards to quantity, time and customer service. Risk-pulling techniques have to be deployed for managing the inventory independently or inter-dependently across the various distribution networks. In a nutshell, it is prudent to hold inventory at a certain level, as the benefits derived exceed the inventory carrying cost.
REVIEW QUESTIONS
- Explain the role of inventory in the supply chain system.
- Discuss the phenomenon of ‘bullwhip effect’ with its causes and strategies to mitigate it.
- How can inventory be used as a measurement system for performance evaluation of the supply chain?
- Discuss the various modern techniques for inventory control with their merits and demerits.
- What is ‘Risk Pulling’ and how is it applied in inventory control?
- Discuss the various methods of inventory classification and the policies derived thereof to control the inventory levels.
INTERNET EXERCISES
- Visit http://www.effectiveinventory.com/ to study inventory management practices adopted by different companies.
- For further reading on latest inventory management visit: http://www.iimm.org/knowledge:UNC_banky6_purpose-of-inventory-management.htm
- http://www.inventoryops.com/articles.htm is source for information on inventory management and warehouse operations. Visit for studying articles on the latest inventory management.
VIDEO LINKS
- Inventory Management—An Introduction, http://www.logisticsbureau.com.au/video-supply-chain-logistics.htm
- Modernizing Inventory Management, http://www.youtube.com/watch?v=1d0O8MAMyAM
- Inventory Management Made Easy <http://www.metacafe.com/watch/921652/microsoft_inventory_management_made_easy/
PROJECT ASSIGNMENT
- Study the how inventory is controlled in a hospital or Hotel and suggest the measures to control the inventory to minimize the cost without compromising the service level.