5
Supply Chain Planning
“Good fortune is what happens when opportunity meets planning
—Thomas Alva Edison”
Chapter Objectives
To understand:
- Role and levels of SC planning
- Demand-supply planning
- Capacity planning
- Collaborative planning
- Role of IT in planning
Supply Chain Planning Components
Supply chain planning is the major component of supply chain management (SCM). It involves in predicting future requirements of inputs and infrastructure support to balance supply and demand. Domain of supply chain planning covers: supply chain modelling, designing of distribution network, identifying the supply locations close to demand points, logistics mix and information flow system. The planning process is made easier by using the latest technologies in information and communication. The technology gives the real-time input on the information to work closer to the material suppliers, process vendors, distributors and customers. Without supply chain planning firms may lose their direction towards their corporate goal.
Gillette: Demand Planning to Improve SC Health
Gillette India Limited is the Indian subsidiary of a US based-MNC. They are the leaders in personal grooming products (for men, razors, blades and shaving preparations and for female, wet shaving products and hair epilation devices), alkaline batteries and oral care products. Local manufacturing comprises of a factory in Bhiwadi, Rajasthan and a number of third party vendors. Products move from a central stock point (CSP) in New Delhi to 24 clearing and forwarding agents (C&FAs) across the country. From these locations, the products are invoiced to over 700 distributors and direct retail customers.
Gillette noticed that inaccurate demand planning in overall supply chain planning process would result in poor customer service levels and high inventory level. They experienced that poor demand planning exercise caused poor customer service and high or imbalanced inventories resulting in distortion in financial planning. This means there is a need to hold high safety stocks as buffer for low demand predictability. The steps taken to institutionalize the planning process across the company wide supply chain were: appointment of a sales forecasting manager, monthly measurement of forecast accuracy and the formation of a series of structured reviews. Gillette considered demand planning as the first step in the supply chain. They started the process through the creation of the role of a demand and supply planner. They started conducting regional demand planning meetings. This step was to improve demand-planning capability to ensure adequate organizational resources to support the implementation of this process.
Gillette India decided that to have an accurate demand plan, it needed to create a dedicated position, with the person-in-charge capable of developing an objective and statistical demand plan by incorporating his best business intelligence. Thus, to make a single individual responsible for the complete process, the position of demand and supply planner was created. The planner was given complete responsibility for demand planning and maintenance of the optimum level of inventories and to deliver high level of customer service. The move to have a dedicated resource was also borne out by Gillette India benchmarking its processes vis-á-vis its peer group. The new process consisted of the steps such as development of a baseline (statistical) forecast by the SKU, incorporating ’business intelligence’ to influence demand patterns, conducting periodically a formal demand-planning meeting involving sales, marketing and finance. The demand planning was supported by organizational changes such as a sales forecasting manager was appointed within the sales function creating a new role of the demand and supply planner for demand planning and maintenance of the optimum level of inventory to deliver customer service and a regional value chain manager to generate a bottoms-up forecast.
The most tangible benefit of this initiative has been the enhanced forecast accuracy across business units. The new organizational process has helped in the forecast accuracy moving up from 40 per cent to over 65 per cent, service levels rose to 98 per cent and total inventory reduced by 25 per cent, despite growing sales. The impact on the organization has been massive, driving not only process efficiency, but also bringing about a true cultural change. This ensured that the initiative was sustainable. The organization has clearly seen the benefits of this initiative and key value chain meetings are well attended by the senior management, including the managing director. The result was every manager at Gillette India becoming a forecaster, exhibiting a cultural change that is generating its rewards in top and bottom line.
INTRODUCTION
Businesses have tried to achieve specific purposes, and in this effort some sort of planning has always found a place. Planning brings the following benefits to organizations:
- Leads to a better position, or standing for the organization.
- Helps the organization progress as expected by the management.
- Helps employees to think, decide, and act effectively in the desired direction.
- Helps keep the organization flexible.
- Stimulates a cooperative, integrated, enthusiastic approach to problems.
- Helps to evaluate and check upon the progress towards the objectives.
- Leads to socially and economically useful results.
Today companies attach significant importance to planning. They insist on some sort of planning exercise to meet the rapidly changing business environment. Growth is the objective of every firm. However, growth does not happen by itself. Growth must be carefully planned. Unplanned growth will be haphazard and may fail to provide desired levels of profit. Therefore, for a business firm to realize orderly growth it should plan for products, markets, facilities, personnel and financial resources. These must be evaluated and selected wisely.
Planning is required in making a choice among the many attractive alternative opportunities a firm may have. Planning, thus, helps in essentially making the right selection. Planning for future action has been called by many different names: long-term planning, corporate planning, comprehensive planning, and formal planning. However, planning always refers to the future.
Planning is essentially a process directed toward making today's decisions with tomorrow in mind and a means of preparing for future decisions so that they may be made rapidly, economically, and with as little disruption to the business as possible.1
In all plannings, the common thread behind the exercise is the emphasis on the future. Today's fast-paced and rapidly changing business environment is placing increasing pressure on companies to perform consistently and reliably. This requires planning. We are working in an environment where the balance of a push and a pull requires an adaptive supply chain, that is, one driven by customer's demand and supply needs beyond time and place limitations.
The supply chain must be able to meet the highest levels of demand accurately, order fulfilment and customer satisfaction through product, order execution, tracking and logistics. Transportation and fulfilment operations need to be smoothly synchronized. The supply chain must also provide robust planning capabilities that allow firms to maximize returns on assets and ensure a profitable balance of supply and demand.
Planning perspectives developed in response to needs that arise internally are those that impinge on the organization from outside. Top management focuses on reviewing major investment proposals and approving annual operational budgets. Long-term corporate plans are put together and they are used for strategic decision-making.
The value of effective strategic planning is virtually unchallenged in today's business world. A majority of the Fortune firms across the globe, for instance, have senior executives responsible for spearheading the strategic planning efforts. Strategic planning requires that company assets (i.e., resources) be managed to maximize financial returns through selection of a viable business in accordance with the changing environment. One very important component of strategic planning is the establishment of the product/market scope of a business. It is within this scope that strategic planning becomes relevant for business. Thus, as companies adopted and made progress in their planning capabilities, a new strategic role for supply chain emerged. In this strategic role, companies concentrate on supply chain to survive and growth with differentiation.
WHY SUPPLY CHAIN PLANNING?
In supply chain—which covers movement of information, inventory and cash, from suppliers to the end customers via firm's manufacturing—there are large number of individual decision-making points. The right decisions have to be taken and coordinated. Planning supports the decision-making process by identifying the alternatives of future activities and selects some good ones. According to the time frame, planning exercise is classified into three different levels.
Long-term planning The decisions taken at this level have long-term effect and involve resources which decides investment decisions. The long-range planning in supply chain includes facility locations and system implementations. The effects of these are noticeable over several years.
Mid-term planning This in general is done within the scope of strategic decisions. It determines an outline of regular operations in terms of quantities and time frame for their flows in supply chain. The planning horizon varies from 6–24 months.
Short-term planning This planning is for activities at operation level and restricted to short span of time. It is a lowest planning level platform and calls for highest degree of details and accuracy of data or information. Short-term planning is limited by the decisions on structure and quantitative scope from mid-term planning. Here the planning horizon is between a few days and 3 months.
In general, the entire planning process is sub-divided into phases like recognition and analysis of a problem, definition of objectives, visioning of future development, identification of alternative solutions and finally selection of feasible solution.
The supply Chain Planning Matrix (Rhode et al., 2000) classifies the planning activity in two tasks, the first one is ’planning horizon’ and the second one is ‘supply chain processes’. The planning horizon is divided into long-term, mid-term and short-term. The supply chain processes are procurement, production and distribution.
SUPPLY CHAIN PLANNING MATRIX
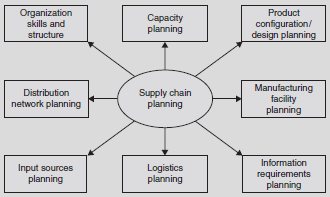
Supply chain is basically a chain linking procurement, manufacturing and distribution. These three linkages should be integrated properly to achieve business objectives. Hence, planning on the above three stages is a must. In supply chain planning, there are various tasks. These can be broadly categorized into the following planning exercises.
Planning of capacity The capacity planning means the throughput the supply chain system can handle. The supply chain may be planned on mega capacity basis just like Wal-Mart where the per day transaction level is in millions. Any distribution centre in Wal-Mart retail chain in general handles 0.1 million packets varying in weight up to 20 kgs. In the manufacturing, capacity planning shows how to use the available production capacity of one or more facilities in a cost-efficient manner.
Master production scheduling has to deal with seasonal fluctuations of demand and to calculate a framework for necessary amount of overtime capacity. The plan is based on product mix and their manufacturing schedule; therefore, multiple production processes need to be planned. Here, planning objective is to balance the cost of capacity against the cost of inventories. If more than one production facility is considered, the transportation costs between the locations have to be included in the capacity planning exercise.
The manhour planning provides the necessary working time for converting inputs into outputs. The personnel planning has to calculate the personnel capacity required at the different stages of production before the product reaches the final configuration. This planning stage takes into consideration the skill sets required and availability of required manpower to do the job. If required, personnel need to be hired for temporary basis, that is, casual labours. This planning exercise helps to have additional part time employees.
Material requirement planning based on the master production schedule allows to select the vendors considering their capacity to supply raw materials, components and sub-assemblies, etc. The ERP system in the firm may help to work out capacity planning for suppliers. The components can be classified into A, B and C categories. The classification helps to plan capacity of vendors for each category of material.
Planning for network The supply chain network covers suppliers, manufacturing plants and distribution centres. As a thumb rule, the supply points should be near to the demand points. For inputs to the manufacturing plants, the raw material sources should be near to the plant. Hence, for continuous and uninterrupted supply of raw materials, the locations of vendors/suppliers should be near to the plants. This will help in reducing the inbound logistics costs. The manufacturer will have control on the suppliers due to their proximity to plant. Dell has planned its suppliers network around its assembling centres which are region-specific.
The other consideration in planning of manufacturing facility is proximity to markets and related cost-effectiveness in outbound logistics so as to reach end customer with ease and speed. In phar-maceutical/FMCG sectors in India, the companies are planning for local manufacturing vendors (through sub-contracting the manufacturing). These are regional-specific vendors to cater to that particular region. In India, Ambuja Cements has planned its manufacturing locations on the coastal area of Gujarat for two reasons. The first reason is proximity to raw material. The second one is using sea route for dispatch of cement (finished product) to various markets (Maharashtra, Kerala, Karnataka, Tamil Nadu). The large portion of their cement is transported through the sea route, which is cheapest amongst all transportation modes (road, rail, etc.)
Purchasing, manufacturing and distribution have to be integrated through transportation planning. Hence, planning the location of mother warehouses (distribution centre) and field warehouses occupies significant importance in network planning exercise. This planning exercise can be done using simulation to optimize the logistics cost and enhance the customer service by way of finished goods availability at the point of consumption. Here, the panning should have two objectives, that is, material availability and lowest cost of service. This can be done by organizing transportation networks (for details refer to Chapter 11) as listed in the following:
- Point-to-point network
- Multiple delivery points
- Trans-shipment points
- Nodal network
- Hub-and-spoke network
The important element in distribution is warehousing, which is a switching facility in logistics network. It is a strategic element in logistics system. The effectiveness of marketing operations of a company can be considerably enhanced by proper decision on warehousing. Warehousing is an important linkage in the supply chain of a manufacturing company. The objective of warehouse planning should be in line with the overall strategy framework of a supply chain. For example, for a supply chain of fresh vegetables and fruits, the location of warehouses are at the point of production (farms) and at the point of consumption (markets). This is because the products are highly perishable and need to be stored in temperature-controlled warehouses at both ends. The transportation modes required here are also temperature-controlled.
The warehousing functionality covers operations such as holding, consolidation, bulk break, cross docking, postponement, mixing, packaging, material handling, information handling and order fulfilment. Companies may plan for their own warehouse (investment is high), contract warehouse (product-specific) or public warehouse (less investment and less controls). The choice of warehouse depends on product, customer service and cost.
The planning for warehouse layout is an important exercise. This covers workflow layout, storage arrangement and material handling equipment. The choice of all these depends on the nature of product, product mix, and throughput.
Planning for transportation Transportation is an importation element in supply chain planning. It is a cost spinner. The transportation cost covers inbound logistics, in-plant logistics and outbound logistics. It is a most visible element in logistics operation and has significant share in logistics cost. In logistics planning, the choice differs between generalized transportation mode or customized mode depending on the nature of product and its unit price. For example, today automobiles manufacturers use customized vehicles for transporting their vehicles (cars). A truck or trailer is designed to carry maximum number of cars. In other cases, products like cements, cotton, coal, fuel and grains are transported in bulk through rail which is cheaper than road. However, for white goods, manufacturers prefer road transportation even though the freight is high. The reasons are door-to-door service, less material handling and less transportation damages. For example, the glass manufacturing companies (Saint Gobain, Float Glass) use road transportation with no trans-shipment. The material loaded at factories gets unloaded at the dealer's place. Companies do not maintain any field warehouse for glass storage.
Today in the age of multimodal transportation, companies also have choice for container transportation. The advantages are obvious: door-to-door and damage-free transportation.
Planning for inventory Inventory planning helps to develop a strategic and tactical inventory policy that is mapped to company-specific service objectives and cost constraints. Using an analytical process, it applies leading decisions on science and technology to implement optimal inventory placement, reorder quantities and multi-tiered product flow that ultimately improve customer service levels and return on assets. Inventory planning includes the following:
- Inventory optimization planning
- Inventory deployment planning
- Service level planning
Inventory planning can help to set optimal inventory levels of finished goods, spare parts, work-in-process and raw materials throughout the supply chain network. By focusing on the right item, in the right quantity, in the right place, at the right time, a company will profitably satisfy customer demand and service expectations with minimal overall inventory investment.
The inventory deployment planning can help effective positioning of finished goods and aftermarket parts across multi-tiered distribution networks by determining optimal stocking locations and item-wise inventory policies. Quantitative analysis determines how much to stock at what location, and where to source from, while meeting the customer's service level and response time expectations at the lowest possible cost. In conjunction with its inventory policy and network design, it helps to position inventory, consider unique delivery alternatives with different service times and costs, and revisit their distribution network structure.
Service level planning can help to maximize the margin contribution of inventory to the bottom line by recognizing that not all items need to be managed at the same service level. Given the working capital and space constraints, this will help to determine the most profitable service level of each item in relation to other items in the network.
Planning for information system This is a critical area in planning exercise. The competitiveness of supply chain can be considerably enhanced through its information flow planning. On-time information will reduce the cost of delays in decision-making. It is observed that the inventory pile ups or shortages happen due to delays in reaching right and timely information at the decision-making points. As inventory is the greatest culprit in supply chain, it needs to be managed properly. Otherwise, it will lead to bull-whip effect which is detrimental to the health of supply chain. The company should also plan for supply chain information system. This will help in collecting the information, analysing it and disseminating at various decision-making points in right formats. The information system requires investment. The company can plan for information system to suit its organizational requirements. There are standard software packages on ERM (enterprise resource planning), MRP (material requirement planning), DRP (distribution requirement planning) and SCP (supply chain planning). However, a word of caution here is that these software systems are standard packages and should be tuned to the company's requirements. In a nutshell, the information should help in supply chain coordination, integration and synchronization amongst its processes and partners. It should help in enhancing the visibility in supply chain.
Planning for demand and supply A distinction should also be made between planning and forecasting. Forecasting considers future changes in areas of importance to a company and tries to assess the impact of these changes on operations of the company. Planning takes over from there to set the objectives and goals and develop strategies. Briefly, no business, however small or poorly managed, can do without planning. Although planning may be nothing new for an organization, the current emphasis on it is indeed different. No longer just one of several important functions of the organization, planning's new role demands linking of various parts of an organization into an integrated system. The emphasis has shifted from planning as an aspect of the organization to planning as the basis of all efforts and decisions, the building of an entire organization to achieve its designated objectives.
Today companies know how difficult it can be to synchronize volatile demand and supply factors throughout the supply chain. Sudden changes in customer demand and supply disruptions can leave once solid MRP plans in tatters. The firms need to minimize overtime, optimize plant utilization, avoid parts shortages, and streamline production lines to respond to the changing demands on a daily or weekly basis. How do companies rise to meet these strategic challenges and achieve an optimally synchronized multi-tier supply chain to successfully fulfil every individual order?
For demand planning and forecasting, firms can use state-of-the-art forecasting algorithms in order to anticipate demand for products or product characteristics. Firms can also model and plan new product introductions, trade promotions, or causal events that will significantly impact demand. For safety stock planning, firms can assign optimal safety stock—stock kept on hand to satisfy unexpected demand—and target stock levels across the entire supply network. This means you can meet your target customer service levels while maintaining a minimum amount of safety stock.
By using collaboration in demand planning, firms can improve their visibility in supply and demand (leading to reduction in inventory buffers), increase the velocity of raw materials and finished goods through the pipeline, improve customer service, and increase revenues.
The spare parts and component demand planning can improve accuracy of forecasts through better modelling of demand for finished goods quantities with their deviations. Firms can select sophisticated forecast models and optimize model parameters to improve forecasting for slow-moving parts or for parts with irregular demands.
Firms can reduce inventory levels and improve retail services by providing precise demand modelling. Firms can distribute inventory optimally within the multi-echelon supply chain to ensure high service levels while keeping inventory levels at a minimum.
Firms can reduce inventory in the supply chain by improving their alignment with the suppliers, increasing automation and developing accurate supply plans. Firms can also reduce operational costs through efficient purchasing practices.
COLLABORATIVE PLANNING
In recent years, industries have faced numerous challenges that have made it increasingly difficult for carriers, shippers, manufacturers, distributors and retailers to unite in support of a true capacity-planning process. Given these challenges, both carriers and shippers have been exploring collaborative processes and technologies that will enable them to:
- Reduce costs.
- Ensure that more shipments arrive on time.
- Improve both capacity coverage and asset utilization.
Manufacturers, distributors and retailers have increasingly expanded using an alternative means of transportation modes. The conflicting objectives of carriers and shippers exacerbate the problems. Motivated by factors like inventory positions and turns, shippers are driven to shrink lead times and condense their peaks. Transporter on the other hand, would prefer more ample lead times and more evenly distributed demand. Many shippers have not clearly understood, or at least fully appreciated, the implications of these conflicting objectives on carriers. Without an adequate shipment/capacity forecasting process, shippers often force their carriers into a reactive mode.
To overcome the significant challenges that inhibit the ability of vendors, manufacturers, shippers and carriers to improve planning, they must improve their collaborative processes. The most fundamental data necessary to drive a collaborative planning process is historical information. At a minimum, partners should try to leverage their own historical data.
However, given the recent power shift resulting from costs and capacity within the industry, manufacturer must be more willing to share a complete and accurate shipment history with their vendors and carriers. In a perfect world, this history would supply them with details and information on seasonal peaks, promotions and trends.
The following three levels of collaborative planning can help counteract the demand fluctuations and other roadblocks to a more efficient and reliable shipments:
- At a strategic level, new or projected demand volumes and/or patterns derived from statistical methods.
- At a tactical level, partners can synchronize planning with master planning cycles (in a manufacturing environment) or replenishment planning cycles (in a retail or distribution environment). The tactical plan can be determined by leveraging actual orders (or allocations) and/or projected demand volumes.
- At an operational level, planning typically takes place on actual orders (whether they are inbound purchase orders, outbound customer orders or inter-facility stock transfers). The operational plan communicates the actual tender, booking or manifest depending on the transportation mode, manufacturing schedules, etc.
ROLE OF TECHNOLOGY IN PLANNING
Technology is the essential enabler of successful collaborative planning. From the manufacturer's perspective, technology should enable the company to review shipment history and incorporate that history into demand planning. It is just not enough to look purely at purchase orders; the technology must show data at the discrete shipment level, because the relationship between order and shipment is frequently ’one-to-many’. And order management systems often don't have complete, accurate information with regard to actual shipment location/addresses.
Dairy Farm Supply Chain—Technology Planning
Though India is one of the world’s largest milk-producing nations, the yields here are very low when compared to other nations. The American dairy industry has an average yield of 10000–11000 liters per lactation cycle, compared to 1000–1200 liters for buffaloes in India. The research revealed that technology planning in dairy-farm supply chain is one of the major elements in contributing to the enhancement in milk yields.
The tiny microchip or radio frequency identification (RFID) tag punched on buffalo’s ear sends information about her daily needs and feeding details, amongst other information to a radio sensor located inside the milk-farm premises. The data collected by system is then accessed real time by dairy managers for carrying out specific activities such as monitoring the diet (over and under eating), nutritional mix, diseases and yield.
Unlike plastic plates with a unique 15 digit number (a traditional way), RFID tag is a more intelligent device, which helps in enhancing the productivity on milk-farm supply chain. The milk farm can be compared with a manufacturing unit wherein modern techniques and technologies are planned and used to enhance the supply chain efficiency, cost effectiveness, assets utilisation and productivity potential. Today RFID becomes an essential tool for evolving a new better breed at individual animal level. RFID provides complete life history of a cattle across generations and gives breeders necessary knowledge to do selective breeding. As RFID monitors health and food habits cattle farmers can change the nutrition mix according to needs. A cattle (with RFID tag) approaching a feeding machine kept in the farm house which refuses to offer her feed because it has already completed quota of diet for the day. Overeating among the cattle may lead to fatal diseases and insufficient diet may cause weight loss.
A RFID tag with 4 kb of memory space is sufficient to store information about the entire lifecycle of cattle. With controlled feeding process early diagnosis of illness and pedigree analysis of cows and buffaloes has resulted into 3–4 times better milk yield than the average. In addition to above, the insurance companies are using RFID technology to redefine the cattle insurance industry. The cattle insurance process is now done on same day (with RFID) as compared to 30 days earlier done in traditional way. To name a few in India, Chitale Dairy, Tamil Nadu Dairy Farms and many others are using RFID technology to in Milk-Dairy Supply Chain to get productivity benefits. (Source: Pankaj Mishra, Farmers milking tech for big yield, Economic Times, Mumbai, April 01, 2010.)
From a true collaborative planning perspective, it is important that shippers are able to share with each partner the historic business they have done with everyone. The shared data can be limited to a specific business and/or geographic area of operations. But for shipping data to be meaningful to partners, it must be complete and detailed.
The collaborative process often fails when shippers change or add sources for a specific line of business without sharing the information with their carriers. With this in mind, shippers need to work with their purchasing/procurement organizations to ensure that they are aware of these types of changes to their business. With this transparency, they can accurately incorporate these adjustments in their shipment-level forecasts to carriers.
On the partner side, the technology that enables collaborative planning should at least capture the partner's complete business history for each of its customers, including, if possible, the business that the carrier has rejected.
By collaborative planning, shippers and partners can achieve tremendous results. Shippers can ensure that more shipments arrive on time. They can also improve their capacity coverage by reducing tender rejects and minimizing last-minute fire drills to find capacity with contract vendors.
Supply chain partners can ensure that necessary assets are in place to meet demand, without overex-tending themselves. Most importantly, costs for both shippers and partners can be reduced. Ultimately, the collaborative planning process will enable shippers and partners to build strong partnerships that foster trust, open communication and dependability—all leading to end-customer satisfaction.
SUMMARY
Today's business environment is more complex than ever. In addition to the keen competition that firms face from both domestic and overseas companies, a variety of other concerns, including environmental protection and legal compliances. Thus, it is desirable for a firm to be cautious in undertaking risks, which again calls for a planned effort. Many firms pursue growth internally through research and development. This route to growth is not only time-consuming but also requires a heavy commitment of resources with a high degree of risk. In such a context, planning is needed to choose the right type of risk. Today competition is between supply chains and not in products. Hence supply chain has gained significant importance.
Though planning is conceptually rather simple, implementing it is far from easy. Successful planning requires a blend of many forces in different areas, not the least of which are behavioural, intellectual, structural, philosophical and managerial. Achieving the proper blend of these forces requires making difficult decisions. The broad areas of planning in supply chain are demand planning, network planning, capacity planning, inventory planning, etc. The role of technology is crucial in supply chain planning. It is rather an enabler for successful operations of supply chain. Of late, collaborative planning has gained importance in planning exercise in supply chain. It involves the collaborative efforts of all supply chain partners (suppliers, vendors, customers, service providers) in planning process to mitigate the risks in supply chain.
REVIEW QUESTIONS
- What is planning? Explain the role of planning in supply chain.
- What are the critical areas of planning in supply chain?
- Discuss the role of technology in supply chain planning.
- Explain ’collaborative planning’, its prerequisites and benefits.
INTERNET EXERCISES
- For more details on supply chain planning process visit <http://searchmanufacturingerP≫.techtarget.com/definition/supply-chain-planning-SCP <http://techtarget.com/definition/supply-chain-planning-SCP≫
- Epiq Technologies is a leading provider of supply management solutions for enterprise and mid-sized customers. Epiq Supply Management Solutions provide advanced tools and intelligence to drastically reduce supply management costs. Visit site to study SC Planning Process http://www.epiqtech.com/supply_chain-Planning-Systems.html
VIDEO LINKS
- Supply Chain Planning Insights, http://www.scdigest.com/scm_planning_TV.phP≫
- Director of Supply Chain Planning, http://www.youtube.com/watch?v=0d7CQzRoFUA
PROJECT ASSIGNMENT
- A new retail chain for fresh fruits and vegetable is in the process of setting up supply and distribution network in the State of Maharashtra. The supplies are to be sourced from Nashik, Jalgaon, Pune and Kolhapur. The distribution outlets are to be opened in A and B grade cities in the State. Prepare a complete blue print for network of suppliers, vendors, cold storages and outlets. Work out a plan for integration of the entire network. List out the assumptions, if any, to complete this planning exercise.