Epoxies are thermosetting resins obtained by reaction of a multiepoxy monomer and a hardener. The hardeners are often aliphatic, cycloaliphatic or aromatic diamines, and more rarely anhydrides.
5.10.1. Natural-Sourced Epoxidized Oils and Epichlorohydrin
The renewable resources may be the epoxy monomers or/and diamine or anhydride hardeners.
The various types of renewable materials, the nature of the hardener, and the versatility of the recipes lead to very diverse chemical natures and properties.
Epoxy resins can include epoxidized vegetable oils and ECH coming from glycerol that is released in the production of biodiesel. The first commercial plant of biosourced ECH has being commissioned by Solvay. Its annual capacity is 100,000tonnes of Epicerol™.
Table 5.46
Examples of Phenolic Resin Chemical Behavior at Room Temperature
Immersion Time, Days
Tensile Retention, %
Modulus Retention, %
Weight Gain, %
Surface Attack
Water
Water
365
75
80
Acids
Sulfuric acid 35%
42
2.2
Moderate
Nitric acid 10%
42
−0.9
Moderate
Hydrochloric acid 10%
42
−2.4
Moderate
Unspecified mineral acid
365
52
60
Unspecified organic acid
365
78
82
Salt Solution
Saturated salt solution
365
79
90
Base
Sodium hydroxide 10%
42
1.8
Strong
Hydrocarbons
Kerosene and fuels
365
96
93
Toluene
42
0.1
No change
Oxygenated Solvents
Alcohol
365
45
45
Acetone
42
0.1
No change
Chlorinated Solvents
Unspecified chlorinated solvent
365
96
95
Trichloroethylene
42
0.2
No change
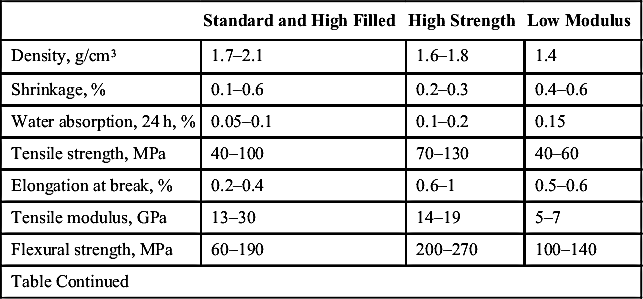
Table 5.47
Examples of Glass Fiber-Reinforced Phenolic Molding Powders
Standard and High Filled
High Strength
Low Modulus
Density, g/cm3
1.7–2.1
1.6–1.8
1.4
Shrinkage, %
0.1–0.6
0.2–0.3
0.4–0.6
Water absorption, 24h, %
0.05–0.1
0.1–0.2
0.15
Tensile strength, MPa
40–100
70–130
40–60
Elongation at break, %
0.2–0.4
0.6–1
0.5–0.6
Tensile modulus, GPa
13–30
14–19
5–7
Flexural strength, MPa
60–190
200–270
100–140
Table Continued
Standard and High Filled
High Strength
Low Modulus
Flexural modulus, GPa
15–25
14–17
4.5–6.5
Compression strength, MPa
190–380
250–320
180–210
Rockwell hardness, M
110–120
Notched impact, kJ/m2
2–16
3.5–6.5
3–5
Unnotched impact, kJ/m2
13–20
10–12
Ratio modulus 80°C/20°C, %
100
Heat distortion temperature (HDT) A (1.8MPa), °C
150–230
180–210
170–190
HDT C (8MPa), °C
155–190
140–160
Continuous use temperature, °C
120–170
150–180
Maximum temperature for 24h service, °C
160–210
Thermal conductivity, W/mK
0.5–0.7
Coefficient thermal expansion, 10−5/°C
1.2–3
1.5–4
3–6
Surface resistivity
1011–1012
Volume resistivity, ohmcm
1010–1013
1011
Dielectric constant
4–8
Dielectric loss factor, 10−4
300–1000
Dielectric rigidity, kV/mm
10–30
30
Arc resistance, s
125–200
175
UL94 fire rating
V1 to V0
V0
HB to V1
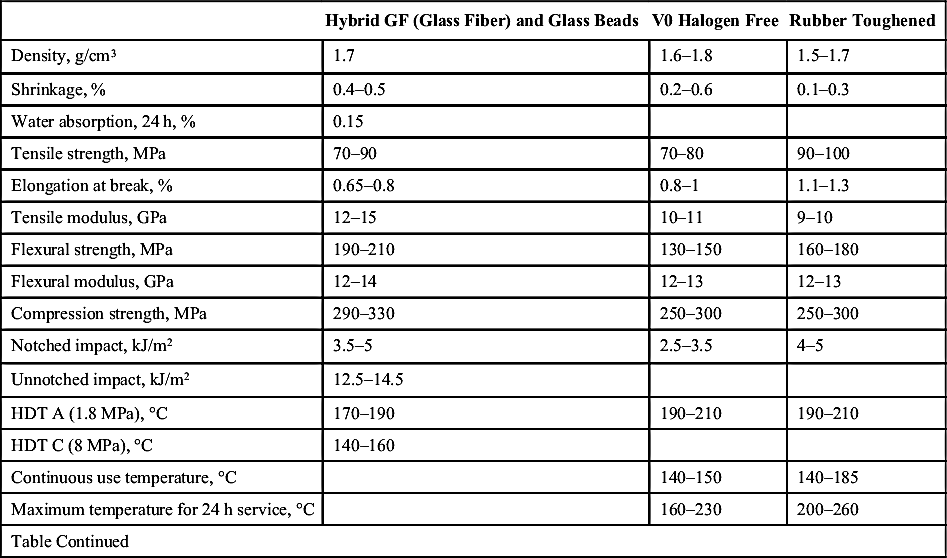
Hybrid GF (Glass Fiber) and Glass Beads
V0 Halogen Free
Rubber Toughened
Density, g/cm3
1.7
1.6–1.8
1.5–1.7
Shrinkage, %
0.4–0.5
0.2–0.6
0.1–0.3
Water absorption, 24h, %
0.15
Tensile strength, MPa
70–90
70–80
90–100
Elongation at break, %
0.65–0.8
0.8–1
1.1–1.3
Tensile modulus, GPa
12–15
10–11
9–10
Flexural strength, MPa
190–210
130–150
160–180
Flexural modulus, GPa
12–14
12–13
12–13
Compression strength, MPa
290–330
250–300
250–300
Notched impact, kJ/m2
3.5–5
2.5–3.5
4–5
Unnotched impact, kJ/m2
12.5–14.5
HDT A (1.8MPa), °C
170–190
190–210
190–210
HDT C (8MPa), °C
140–160
Continuous use temperature, °C
140–150
140–185
Maximum temperature for 24h service, °C
160–230
200–260
Table Continued
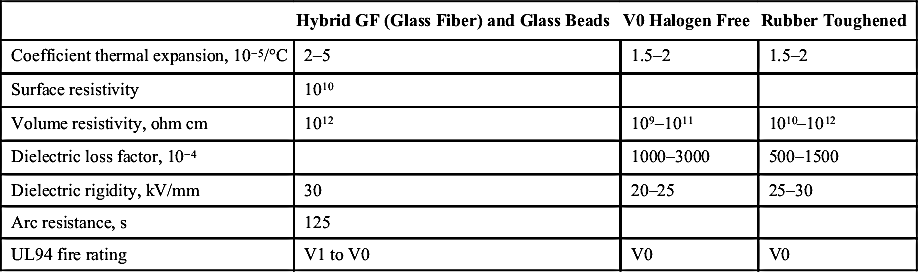
Hybrid GF (Glass Fiber) and Glass Beads
V0 Halogen Free
Rubber Toughened
Coefficient thermal expansion, 10−5/°C
2–5
1.5–2
1.5–2
Surface resistivity
1010
Volume resistivity, ohmcm
1012
109–1011
1010–1012
Dielectric loss factor, 10−4
1000–3000
500–1500
Dielectric rigidity, kV/mm
30
20–25
25–30
Arc resistance, s
125
UL94 fire rating
V1 to V0
V0
V0
Chemical behavior: Indicated general chemical properties are subject to the compatibility of the fillers and reinforcements with the ambient conditions. These general indications should be verified by consultation with the producer of the selected grades and by tests under operating conditions.
Light
Superficial browning
Weak acids
None to slight attack
Strong acids
Superficial attack; decomposition by strong oxidizing acids
Bases
More or less marked attack according to the bases and the concentrations: special alkali-resistant grades are marketed
Organic solvents
Generally good resistance
Food contact
No
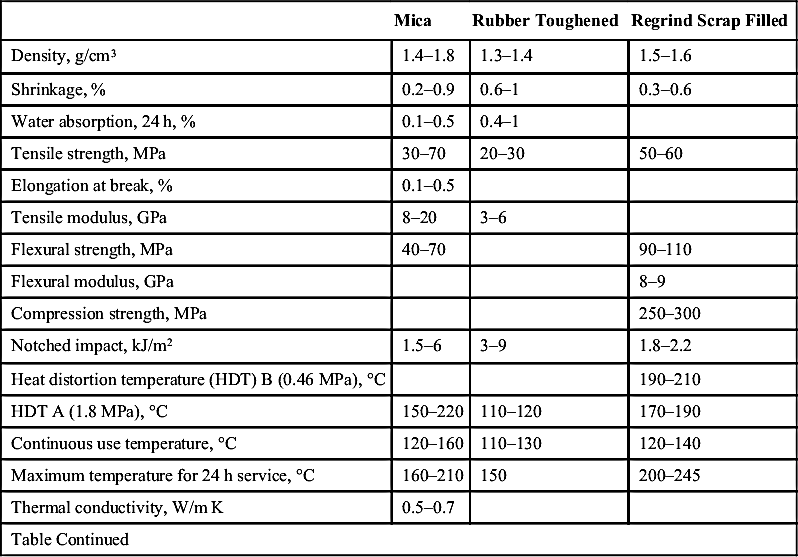
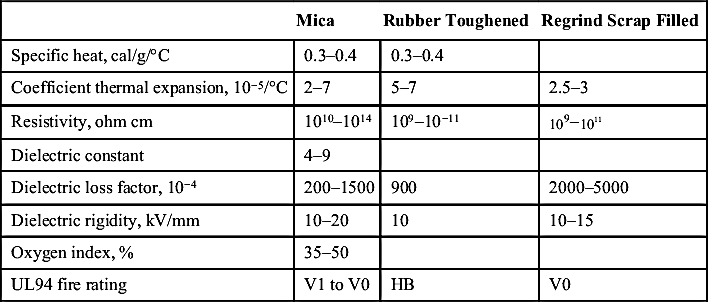
Table 5.48
Examples of Mineral-Filled Phenolic Molding Powders
Mica
Rubber Toughened
Regrind Scrap Filled
Density, g/cm3
1.4–1.8
1.3–1.4
1.5–1.6
Shrinkage, %
0.2–0.9
0.6–1
0.3–0.6
Water absorption, 24h, %
0.1–0.5
0.4–1
Tensile strength, MPa
30–70
20–30
50–60
Elongation at break, %
0.1–0.5
Tensile modulus, GPa
8–20
3–6
Flexural strength, MPa
40–70
90–110
Flexural modulus, GPa
8–9
Compression strength, MPa
250–300
Notched impact, kJ/m2
1.5–6
3–9
1.8–2.2
Heat distortion temperature (HDT) B (0.46MPa), °C
190–210
HDT A (1.8MPa), °C
150–220
110–120
170–190
Continuous use temperature, °C
120–160
110–130
120–140
Maximum temperature for 24h service, °C
160–210
150
200–245
Thermal conductivity, W/mK
0.5–0.7
Table Continued
Mica
Rubber Toughened
Regrind Scrap Filled
Specific heat, cal/g/°C
0.3–0.4
0.3–0.4
Coefficient thermal expansion, 10−5/°C
2–7
5–7
2.5–3
Resistivity, ohmcm
1010–1014
109–10−11
109–1011
Dielectric constant
4–9
Dielectric loss factor, 10−4
200–1500
900
2000–5000
Dielectric rigidity, kV/mm
10–20
10
10–15
Oxygen index, %
35–50
UL94 fire rating
V1 to V0
HB
V0
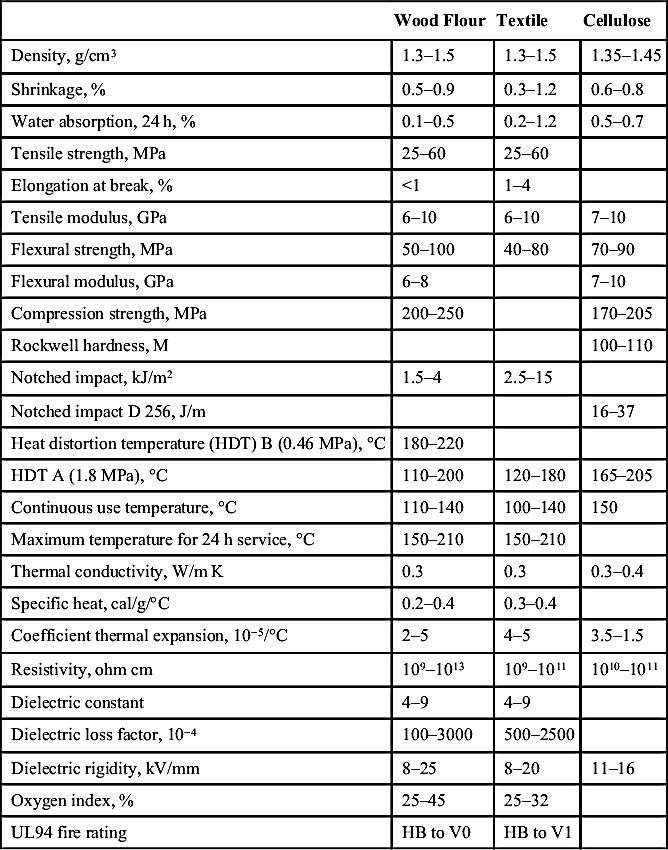
Table 5.49
Examples of Organic-Filled Phenolic Molding Powders
Wood Flour
Textile
Cellulose
Density, g/cm3
1.3–1.5
1.3–1.5
1.35–1.45
Shrinkage, %
0.5–0.9
0.3–1.2
0.6–0.8
Water absorption, 24h, %
0.1–0.5
0.2–1.2
0.5–0.7
Tensile strength, MPa
25–60
25–60
Elongation at break, %
<1
1–4
Tensile modulus, GPa
6–10
6–10
7–10
Flexural strength, MPa
50–100
40–80
70–90
Flexural modulus, GPa
6–8
7–10
Compression strength, MPa
200–250
170–205
Rockwell hardness, M
100–110
Notched impact, kJ/m2
1.5–4
2.5–15
Notched impact D 256, J/m
16–37
Heat distortion temperature (HDT) B (0.46MPa), °C
180–220
HDT A (1.8MPa), °C
110–200
120–180
165–205
Continuous use temperature, °C
110–140
100–140
150
Maximum temperature for 24h service, °C
150–210
150–210
Thermal conductivity, W/mK
0.3
0.3
0.3–0.4
Specific heat, cal/g/°C
0.2–0.4
0.3–0.4
Coefficient thermal expansion, 10−5/°C
2–5
4–5
3.5–1.5
Resistivity, ohm cm
109–1013
109–1011
1010–1011
Dielectric constant
4–9
4–9
Dielectric loss factor, 10−4
100–3000
500–2500
Dielectric rigidity, kV/mm
8–25
8–20
11–16
Oxygen index, %
25–45
25–32
UL94 fire rating
HB to V0
HB to V1
Table 5.50
Examples of Tribological Phenolic Molding Powders
Lubricating Additive
Graphite
MoS2
PTFE (Polytetrafluoroethylene)
Density, g/cm3
1.7
1.7
1.7
Shrinkage, %
0.15–0.25
0.2–0.3
0.3–0.4
Water absorption, 24h, %
0.1
0.15
0.15
Tensile strength, MPa
50–70
75–85
50–60
Elongation at break, %
0.4–0.5
0.7–0.8
0.6–0.7
Tensile modulus, GPa
17–20
11–14
9–12
Flexural strength, MPa
130–140
160–180
130–150
Flexural modulus, GPa
13–16
11–14
9–11
Compression strength, MPa
160–190
270–300
220–240
Notched impact, kJ/m2
2.5–4
2.5–4
2.5–4
Unnotched impact, kJ/m2
6–8
9–11
7–9
Heat distortion temperature (HDT) A (1.8MPa), °C
200–220
170–190
170–190
HDT C (8MPa), °C
175–195
150–170
150–170
Coefficient thermal expansion, 10−5/°C
1.5–4
2–5
2–5
Volume resistivity, ohmcm
1012–1013
Dielectric rigidity, kV/mm
30
30
Arc resistance, s
125
175
UL94 fire rating
V0
V1 to V0
V1 to V0
After Vynco.
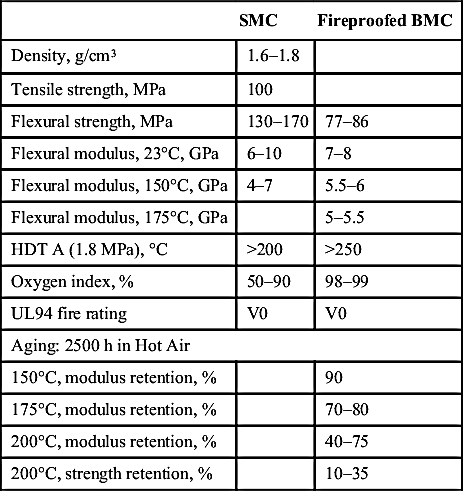
Table 5.51
Glass Fiber Reinforced Phenolic Sheet Molding Compound (SMC) and BMC (Bulk Molding Compound): Examples of Properties
SMC
Fireproofed BMC
Density, g/cm3
1.6–1.8
Tensile strength, MPa
100
Flexural strength, MPa
130–170
77–86
Flexural modulus, 23°C, GPa
6–10
7–8
Flexural modulus, 150°C, GPa
4–7
5.5–6
Flexural modulus, 175°C, GPa
5–5.5
HDT A (1.8MPa), °C
>200
>250
Oxygen index, %
50–90
98–99
UL94 fire rating
V0
V0
Aging: 2500h in Hot Air
150°C, modulus retention, %
90
175°C, modulus retention, %
70–80
200°C, modulus retention, %
40–75
200°C, strength retention, %
10–35
The challenge to obtain a fully biobased epoxy prepolymer is thus to replace BPA (handicapped by ecological problems) by a biobased precursor. Biobased epoxy prepolymers can be derived from natural sugars, sorbitol, and isosorbide. Sorbitol polyglycidyl ether is available commercially, while isosorbide diglycidyl ether can be synthesized either via conventional epoxidation (i.e., using ECH) or via the diallyl isosorbide intermediate.
Among other examples of epoxy resin producer using renewable resources, let us quote some examples:
Cardolite offers a line of cardanol-based epoxy resins, reactive and nonreactive diluents, and modifiers. Resin portfolio includes, for example,
• NC-514, Flexible Epoxy Resin based on bifunctional glycidyl ether epoxy product. Reactivity and chemical characteristics are claimed similar to a traditional bisphenol A type resin.
• NC-547 Epoxy Novolac Resin based on polyglycidyl ether epoxy novolac resin, which brings additional flexibility and longer pot life to coatings.
According to Cardolite, diluents and multipurpose modifiers lower viscosity, improve anticorrosion properties, flexibility, and water resistance.
CVC Thermoset Specialties markets ERISYS™ modifiers and monomers including a broad range of products, from monoepoxy functional to multiepoxy functional materials. The product line has expanded in recent years to include product grades that utilize starting materials based on renewable resources.
Dragonkraft Europe proposes bioresin systems for the composite, coating, and adhesive markets. Renewable carbon contents are claimed between 20% and near 100%. Some resins are UV curable in natural daylight. The Dragonkraft package is claimed BPA free.
Dragonkraft reports that the formulation can be used for many applications and the curing speed can be adjusted to suit user’s requirements. Resins adhere to many surfaces including wood, plastics, metals, and fiberglass. When compared to traditional resins, they show equivalent resistance to a number of common chemicals.
EcoPoxy® is a plant-based resin system formulated to be cured in a wide temperature range of 50–95°C. EcoPoxy® adheres and bonds to fiberglass, wood, steel, aluminum, concrete, brick, tile, and foam. Hardness reaches 70 Shore D and elongation at least 15% after full cure.
Entropy resins uses by-products from the paper pulp industry, waste and nonfood grade vegetable oils, and by-products of biofuels production. Table 5.52 displays some properties claimed by Entropy Resins.
Table 5.52
Examples of Entropy Resins Epoxy
Biobased Carbon content
%
15–37
Tensile modulus
GPa
2.7–3.3
Tensile strength
MPa
58–69
Elongation
%
5–7
Flexural modulus
GPa
2.3–3.1
Flexural strength
MPa
78–102
Compression strength
MPa
73–88
Glass transition (Tg) by DSC
°C
40–86
HDT (heat distortion temperature)
°C
65
Hardness
Shore D
70–80
Table 5.53
Example of Long Pot Life Epoxy System With High HDT (Heat Distortion Temperature)
System type
Amine-cured systems
System/resin
CHS-epoxy G520 (green epoxy resin)
Viscosity (pa.s, 25°c)
3.8
Minimal curing temperature (°C)
20
Minimal pot life (23°C, hours)
6
Glass transition (Tg) (°C, MDA method)
200
Flexural strength (MPa)
115
Tensile strength (MPa)
65
Elongation (%)
4
Impact strength (kJ/m2)
20
Huntsman Advanced Materials research in the framework of “The BioMobile.ch ‘sustainable mobility’ project” indicates that it is commercially possible to produce resin systems for industrial applications with a biobased content that is higher than 80%—when combining up to 100% biobased resins and up to 80% biobased hardeners. The composite body, chassis, and most of the structural parts of the BioMobile made entirely from various vegetable fiber reinforcements impregnated with the specially developed epoxy system from Huntsman Advanced Materials contains over 50% biobased resin.
Spolek’s resins portfolio comprises CHS-EPOXY® containing 36% and more of carbon by weight from renewable raw materials. Epoxy equivalent weights (EEW) are in the range 176–340(g/mol). Table 5.53 displays some property examples.
System Three markets the System Three General Purpose Epoxy System containing as much as 30% plant-derived materials. Table 5.54 displays some System Three epoxy property examples.
Generally, targeted applications include the following:
• casting and tooling,
• civil engineering,
• coatings,
• adhesives,
Table 5.54
System Three Epoxy Property Examples
Renewable raw material
%
30
Tensile strength
MPa
52
Tensile elongation
%
11
Flexural strength
MPa
88
Flexural modulus
GPa
2.5
Compressive strength at yield
MPa
84
Compressive strength at failure
MPa
154
• composites,
• encapsulation and potting.
Raven Lining Systems (http://www.ravenlining.com/) has earned the USDA Certified Biobased Product Label for its AquataFlex® 505 and 506 hybrid novolac epoxy urethane coatings, 100% solids, with zero VOC’s, and potable water NSF/ANSI 61 certified as well.
All these examples of properties cannot be generalized and cannot be used for design purposes. These general indications should be verified by consultation with the producer of the selected grades and by tests under operating conditions.
5.10.2. Reminder of Fossil-Sourced Epoxy Resin General Properties
Partially renewable epoxies are claimed having properties and characteristics of the same order as fossil epoxies and could be processed by clients’ equipment without the need for any drastic adjustments. The following information deals with general properties of fossil epoxies and, of course, some properties of renewable epoxies can be different. So, keeping equal all the other parameters, do not make a short-sighted replacement of fossil polymer by the same weight of biosourced material without preliminary feasibility studies. Often, the recipe or/and processing conditions must be adjusted.
The epoxy resins are obtained by reaction of a multiepoxy monomer and a diamine or anhydride hardener. The multiepoxy monomers are often diepoxy. The most up-to-date one is DGEBA but DGEBD is also used. The tri- or tetraepoxy, TGAP or TGMDA, for example, and some phenolic novolac resins reacted with epichlorhydrin are used for high-performance composites.
The hardeners are often aliphatic, cycloaliphatic or aromatic diamines, and more rarely anhydrides. Generally,
• The aliphatic amines lead to low curing temperatures and low glass transition temperatures.
• The aromatic amines lead to higher curing temperatures and higher glass transition temperatures.
The various types of epoxy monomers, the nature of the hardener, and the versatility of the recipes provide diverse chemical natures, forms, processes, and properties.
The epoxides can be of the following:
• Liquid resins for wet layup, casting, repairing…
• Solid resins used in solution for making prepregs.
The processing conditions are varied:
• One or two components
• Hot or room temperature curing
• With or without postcure.
5.10.2.1. Overview
General Properties
The property range is very broad and it is not possible to make a rigorous classification. As an example, the continuous use temperature can vary from 70°C up to 200°C in the extreme cases. The following information will inevitably be general and, unless otherwise specified, we will relate to the most current grades.
Advantages
Good mechanical properties, broad range of moduli, good thermal resistance of certain grades, resistance to numerous organic solvents and other chemicals, good electrical properties, aptitude for adherence on a large variety of substrates, good high-energy radiation behavior, self-extinguishing grades, food contact grades, possibility of transparency, diversity of the processing methods some of which are easy to use, capacity for the manufacture of high-performance composites.
Drawbacks
Often long and energy-expensive production cycles, health and safety considerations during manufacture, relatively high prices justified by the properties, limited heat resistance for certain grades, risks of chalking during light exposure.
Special Grades
Liquid, one or two components, cold or hot curing, with or without postcure; cast, compression, transfer or injection molding; impregnation, stratification, filament winding, encapsulation, coating, varnishing; syntactic foams, prepregs; for electronics, tools, repairs… Transparent, food contact, fireproofed, flexible, high heat resistance, expandable.
Processing
The epoxies can be mono or bicomponent, hot or cold curing with possibly a postcure.
The main processing methods are compression, transfer, injection moldings, casting, putting, encapsulation, impregnation, stratification, filament winding, machining, varnishing, powdering.
Consumption and Applications
The epoxy resin consumption by the industrialized countries accounts for 4–6% of the total for thermosets and is approximately 0.7–0.8% of the total plastics consumption. The consumption growth roughly follows or slightly exceeds the rate for plastics consumption overall.
The main application markets are anticorrosive and protective coatings; composites and reinforced resins for electricity, flooring, and concretes; composites and reinforced resins for various uses.
The applications are always technical.
Examples of operational or development parts are listed as follows.
Anticorrosive, Antiwear, Protection Properties
• Conduits, tubes for desulfurization installations; support profiles and coatings for digester vats; flues up to 180°C; piping for chemical and oil industry; tubes for the transport of matter in suspension; fire protection networks for oil rigs; water piping for nuclear or thermal power stations; cooling pipes for frozen water.
• Long winding conduits for oil prospecting; lining for rehabilitation of conduits without trenching; proofing varnishes; inner coatings for tanks, vats, and other containers.
• Enameling of household appliances; electrostatic powdering or fluidized bed coating.
Aeronautical, Space, Armaments
• External kerosene tanks for helicopters; cryogenic tanks for rockets; breakable cap of the Aster container, flaps for supersonic civil transport aircraft; transmission rods, drifts, wing structural elements for civil aircraft; aeronautical careenages, plane wheels; propellers for military or civil transport aircrafts; carrying pylons for fighters; salmons for propeller blade tips; coatings of helicopter blades, arms of centrifugal machine for pilot training.
• Tank travelling wheels, electronic cases of missile launchers, components for unmanned aircraft; electronic device boxes for shooting stations.
• High-voltage insulator tubes for power lines; power semiconductor boxes, transformer rings, SF6 circuit breakers, coil supports, high-voltage insulators, fireproofed panels, bending hoops for ferrosilicon sheets of transformers; overmolding of coils.
• Simple, 2-D or 3-D printed circuit boards, encapsulation of LED and other electric and electronic elements, frames of solar panels.
• Impregnation of electric and electronic devices such as terminal plates, motors, transformers; capacitor and other component coatings.
Automotive
• Drive shafts, wishbone suspensions for rally cars; laminated springs for utility, 4WD cars, sports cars.
• F1 hulls, sports car bodies, frame hulls for amphibious vehicles.
• Coupling for trailers or caravans; insulation of ignition system for top-of-the-range cars.
• Experimental engine.
Building, Furniture
• Reinforcement of existing concrete structures, stiffener plates to increase the performance of existing buildings or construction works; repairs of metal offshore oil rig structures by plate stiffeners.
• Fireproofed panels, outside and inside sandwich panels for building; frontages for airports, hospitals.
• Rehabilitation of conduits without digging trenches by the use of uncured soft tubes (CIPP).
• Rods and cables for securing TV antennae, cables for prestressed concrete.
• Roofs and central hulls of race trimarans, 25m race monohulls, sailboards, and race boats.
• Ballasts and ballasting pipes for ships; piping and water tanks for fire safety systems of oil rigs.
• Suspension arms, three-ray wheels for high-tech bicycles.
• Tent hoops and poles.
• Elements for submarines: acoustic transparency, vibration damping, reduced maintenance.
Medical, Health
• Adhesives, possibly conductive or transparent.
• Pacemaker coatings.
• Dental prostheses, artificial teeth for dentists’ training.
• Vascular system naturalization of the kidneys by resin injection.
• Spectacle frames.
Tools
• Molds for hand layup molding of glass fiber-reinforced UP, resin concretes, syntactic paste for rapid tooling system (Vantico/Boeing process), sealing.
• Machine frames, base plates, fixings.
Glue and Adhesives
• Industrial adhesives, possibly conductive or transparent.
• Medical adhesives: biocompatible and sterilizable bicomponent.
Miscellaneous
• 0.5–1000L tanks for LPG, compressed air.
• Cable car bodies and arms for cable transport.
• Surrounding joint of honeycomb structure in epoxy paste.
• Sculptures by Delfino and other sculptors.
For all the properties, it is necessary to remember the versatility of epoxies.
Initial Thermal Behavior
The HDT A (1.8MPa) ranges from
• 45°C for neat flexible grades.
• To 300°C for composites or high-filled grades such as those based on aluminum powder for tool making.
Typical glass transition temperatures range from 90°C to 140°C but can reach temperatures as low as 0°C or as high as 150°C/220°C.
The property retention when the temperature rises is generally acceptable but depends on the matrix, the nature and level of fillers and reinforcements, and the type of property.
As examples, for various grades,
• 70% modulus retention at 120°C.
• 67% compression strength retention at 121°C.
• 54% flexural strength retention at 149°C.
• 49% flexural modulus retention at 149°C.
Long-term Thermal Behavior
The continuous use temperatures in an unstressed state generally vary from 70°C up to 200°C.
As an indication, though numerous exceptions exist, we give an arbitrary classification of the continuous use temperatures according to the manufacturing process:
• Cold cast without postcure: 70–90°C
• Cold cast with postcure: 90–120°C
• Hot cast: 110–170°C
• Molding: 110–200°C
Higher temperatures can be withstood for shorter times, especially for the heat-resistant grades. The peak service temperatures are up to 280°C.
The UL temperature indices of specific grades range from 90°C to 170°C for the electrical and mechanical properties, including impact. Generally,
• Liquid resins and coating powders range from 90°C to 130°C.
• Molding powders and SMCs range from 130°C to 170°C.
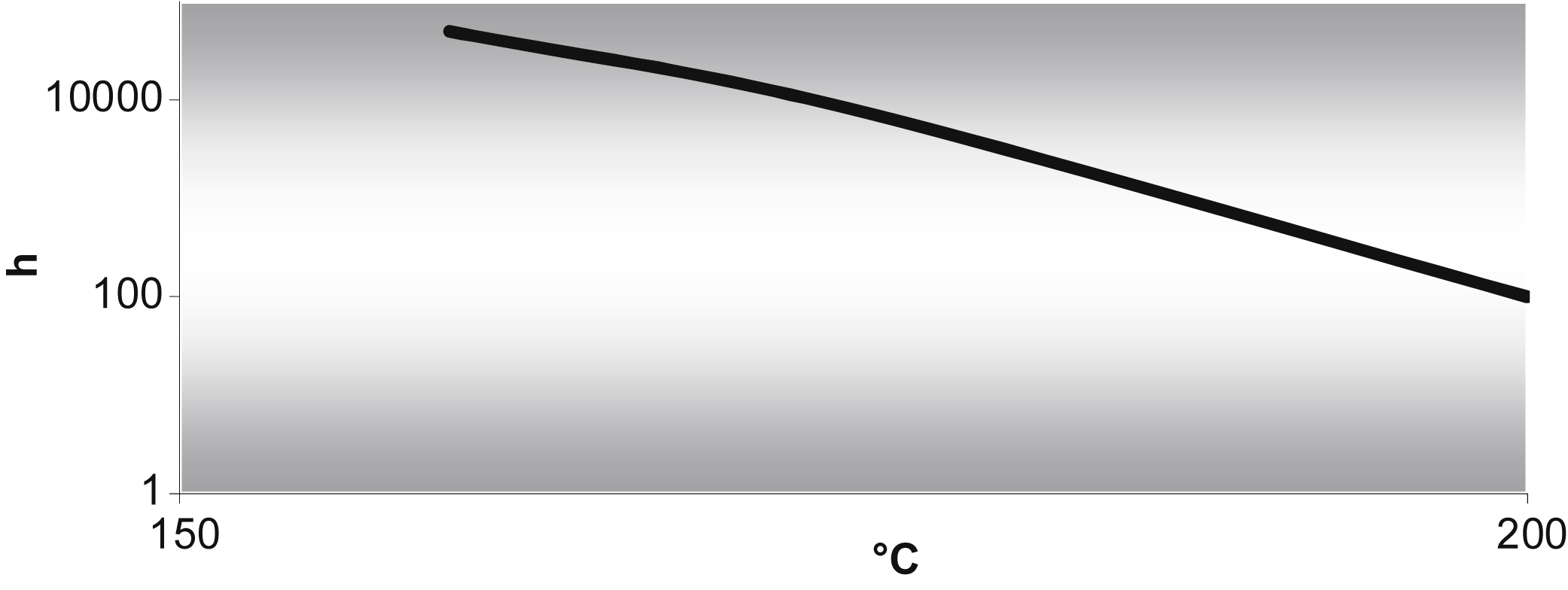
Fig. 5.31 shows, for a high heat-resistant grade, an example of the life span for a 70% flexural strength retention versus temperature. The 25,000h-service temperature is approximately 160°C/170°C.
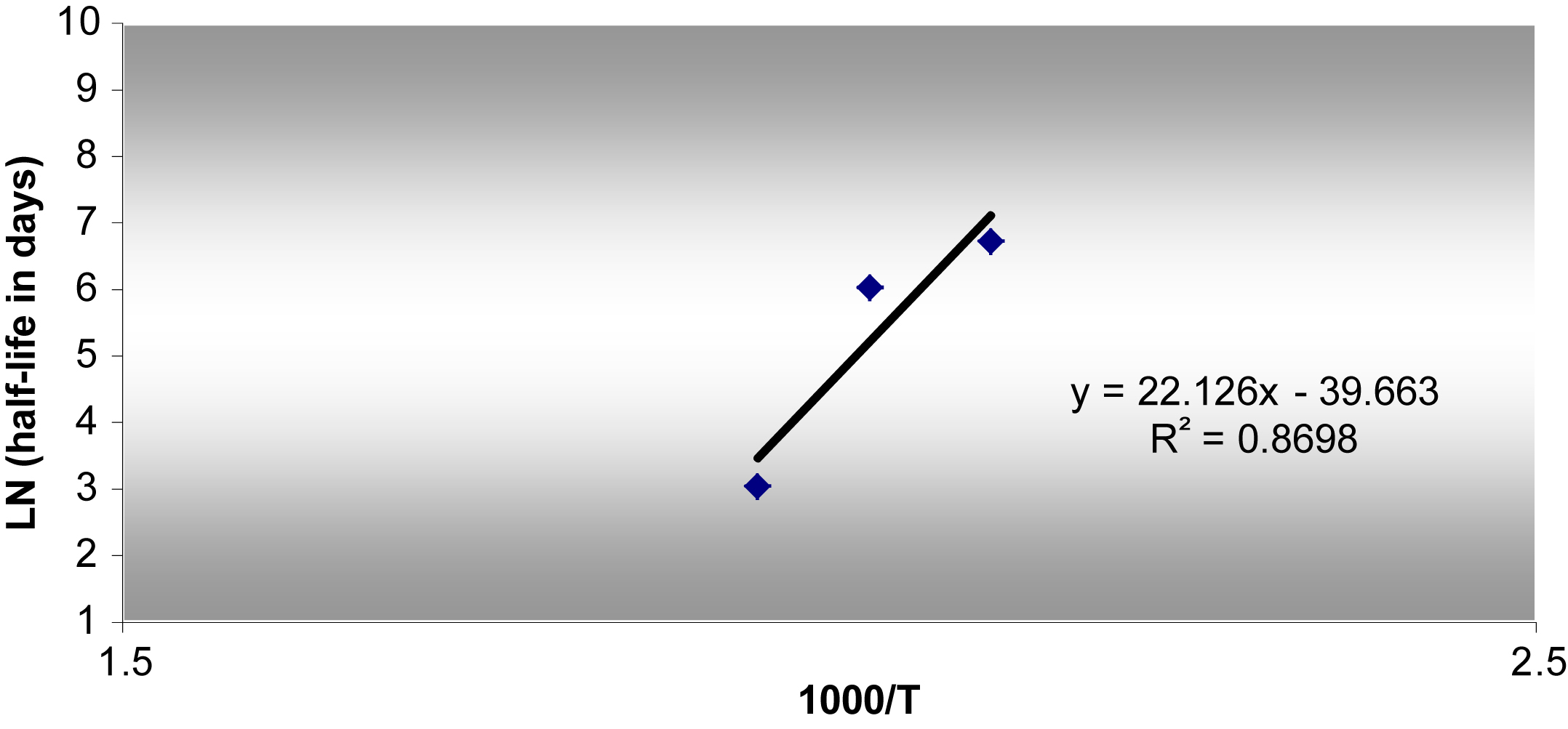
Fig. 5.32 shows, for a higher heat-resistant grade, an example of the half-life (50% of tensile strength retention), plotted as the natural log, versus the inverse of the absolute temperature (T) multiplied by 1000. The results are correctly simulated by an Arrhenius law with a predicted 25,000h-service temperature of approximately 202°C.
Figure 5.31 Heat-resistant epoxide: example of life span for 70% flexural strength retention versus temperature.
Figure 5.32 Epoxide: example of LN (half-life in days) versus 1000/T in °K.
These results relate to the tested highly heat-resistant grades only and cannot be generalized.
Some epoxides can thus be classified among the thermostable polymers but other grades cannot.
Low Temperature Behavior
The typical glass transition temperatures range from 90°C to 140°C but can reach temperatures as low as 0°C or as high as 150°C/220°C.
According to the grade and the operating conditions, the service at low temperatures range from −50°C/−80°C to cryogenic temperatures.
These results relate to a few grades only and cannot be generalized.
5.10.2.2. Optical Properties
Transparent grades are marketed with refractive indexes in the 1.5–1.6 range. They are used in special applications such as
• Electronics: visual monitoring of encapsulated components.
• Medical: adhesives.
• Optics: transparent joining or coating of quartz, glass, or plastics components (optical fiber).
5.10.2.3. Mechanical Properties
The mechanical properties are generally good: tensile strength, high tear, and abrasion resistances. However, some grades whose other characteristics are optimized can have relatively weak mechanical properties. Rigidities and hardnesses are extremely variable allowing a vast choice from highly flexible to rigid.
The epoxy composites play the key role for highly technical applications: aeronautics and space, for example.
If the most current grades have Shore hardnesses higher than 80D, the flexible ones can go down to 60D, whereas certain transparent resins have hardnesses comparable with those of plasticized PVC—60 Shore A, for example.
The retention of the properties at elevated temperature is often acceptable.
Friction
Generally, epoxides are not used for the friction parts.
Creep
Creep is highly dependent on the matrix, reinforcements, and load.
Generally, creep is very suitable for the grades intended for mechanical applications.
For a given glass fiber-reinforced epoxy composite, the strain is 2% after 1000h at 120°C under a 21MPa load, that is, a 1GPa modulus.
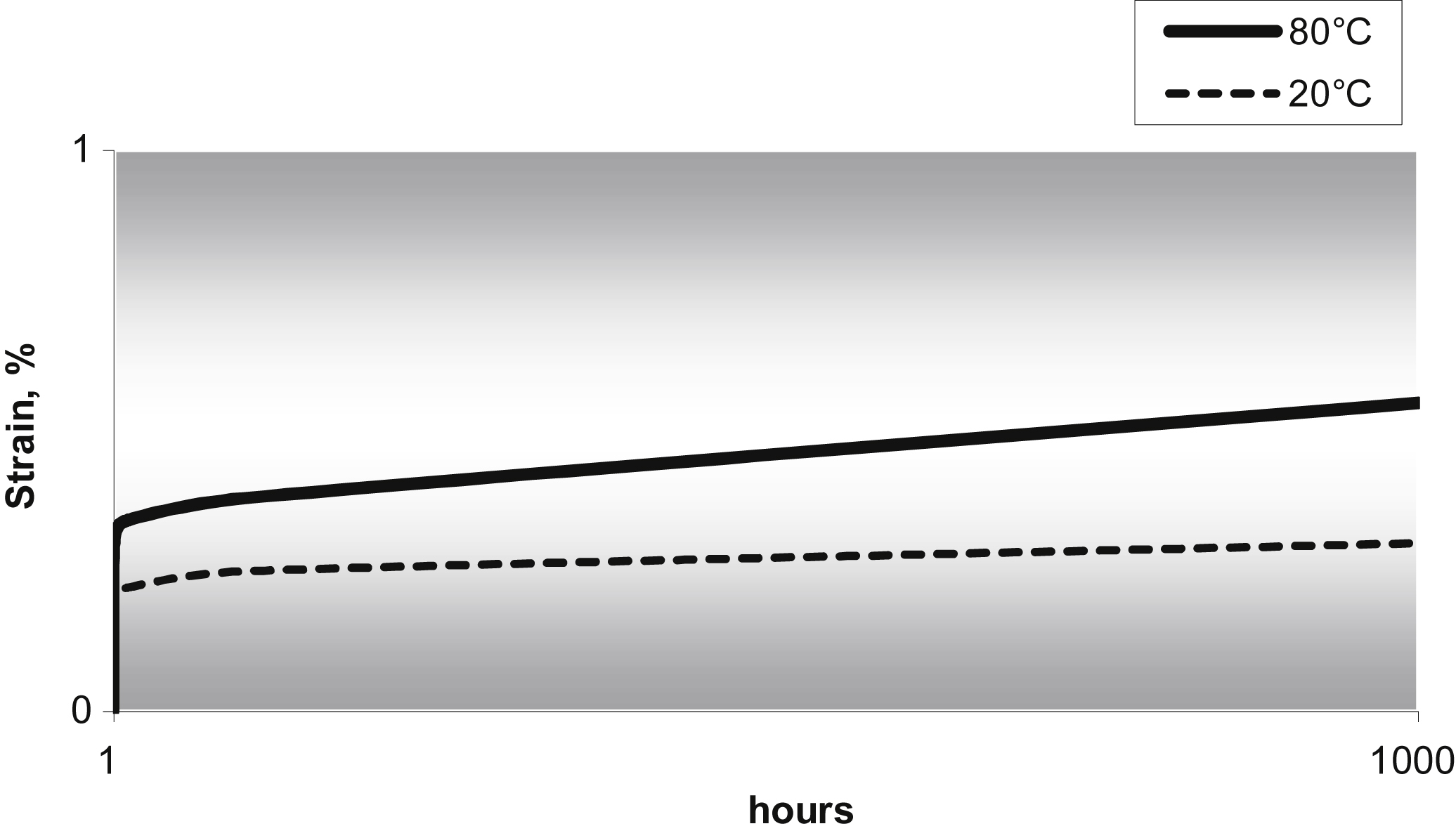
Fig. 5.33 gives two examples of creep curves for molding powder parts for the electric industry. The load is unknown.
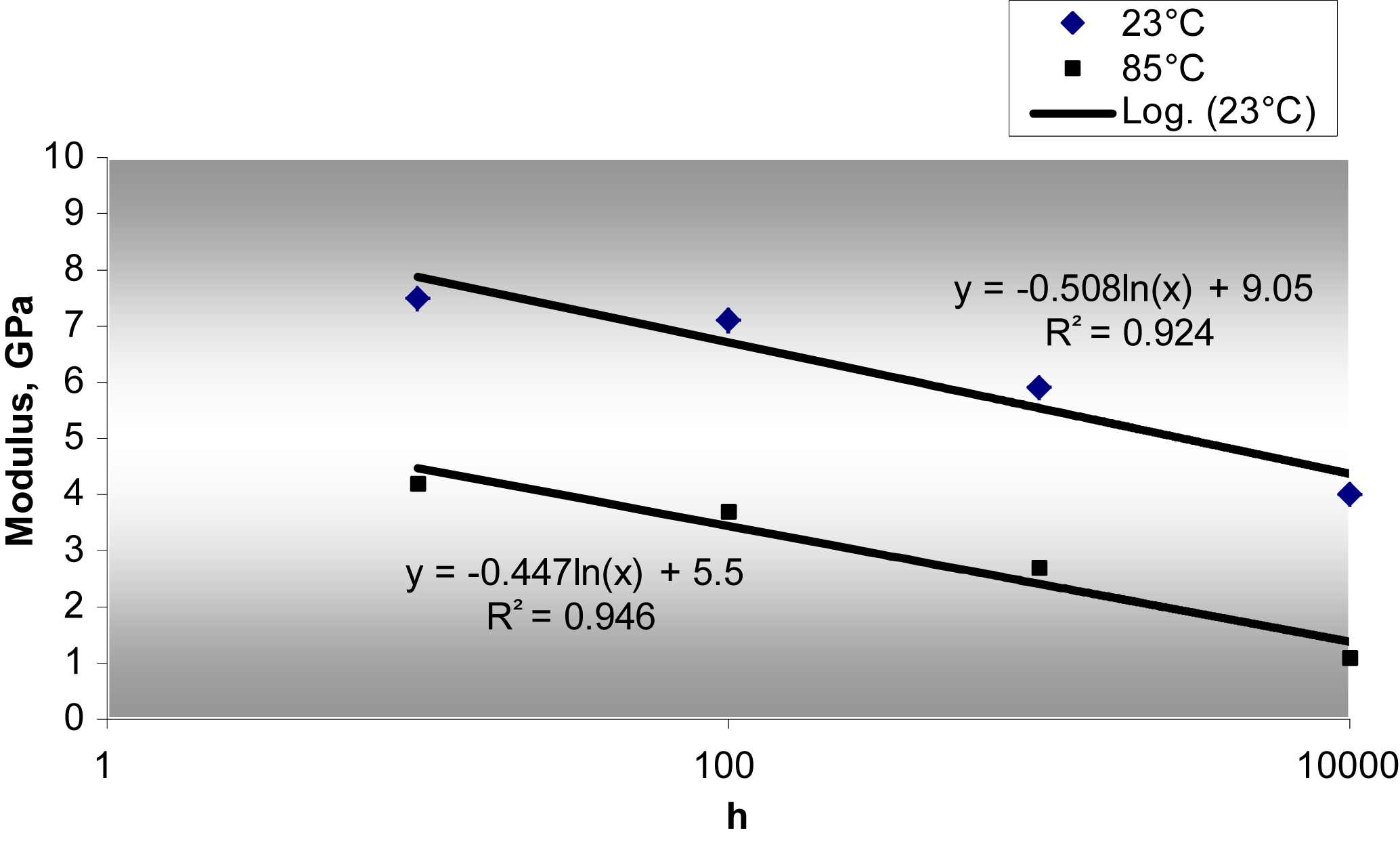
For another grade, a silica-filled epoxy resin, the creep moduli under a 23MPa tensile loading are plotted on the graphs of Fig. 5.34. The initial instantaneous modulus is 10GPa.
After 10h, creep moduli are correctly simulated versus time by logarithmic equations:
• At 23°C, creep modulus=−0.5081∗ln(time in hours)+9.05
• At 85°C, creep modulus=−0.4473∗ln(time in hours)+5.5.
Figure 5.33 Epoxide: example of creep versus time at 20°C and 80°C.
Figure 5.34 Epoxide: example of creep modulus versus time at 23°C and 85°C.
These results relate to a few grades only and cannot be generalized.
Dimensional Stability
The shrinkage is generally limited, the coefficients of thermal expansion are often moderate or low, the creep is fair to good, and the alterations by heat and moisture exposure are limited, as the following examples show for a specific molding compound for electric applications:
• 5.0% weight loss after 5000h at 180°C
• 0.3% length change after 3000h at 180°C
• 0.1% length change after 3000h at 40°C and 98% RH.
These results relate to a few grades only and cannot be generalized.
Dynamic Fatigue
Composites with suitably selected epoxy matrices have a good dynamic fatigue behavior, allowing their use in aeronautics and automotive structural parts: suspensions, drive shafts…
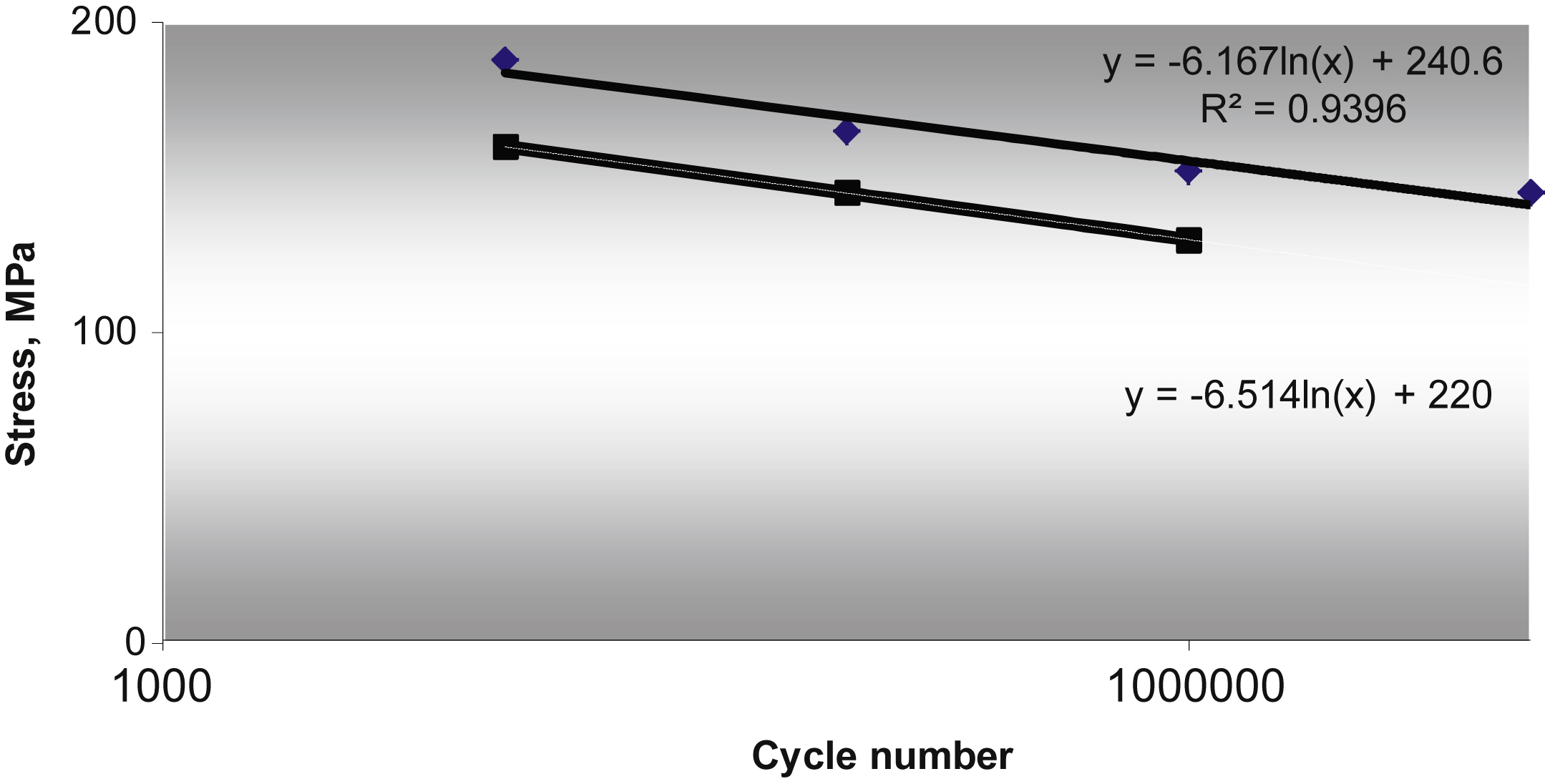
Fig. 5.35 presents two examples of SN (maximum stress in MPa versus number of fatigue cycles) curves.
For this example, in the tested measurement domain, the SN curves are correctly simulated versus time by logarithmic equations as suggested by ASTM D671:
• Maximum stress=−6.167∗ln(cycles)+240.6
• Maximum stress=−6.5144∗ln(cycles)+220.
Figure 5.35 Epoxide dynamic fatigue: examples of SN curves, maximum stress versus cycle numbers.
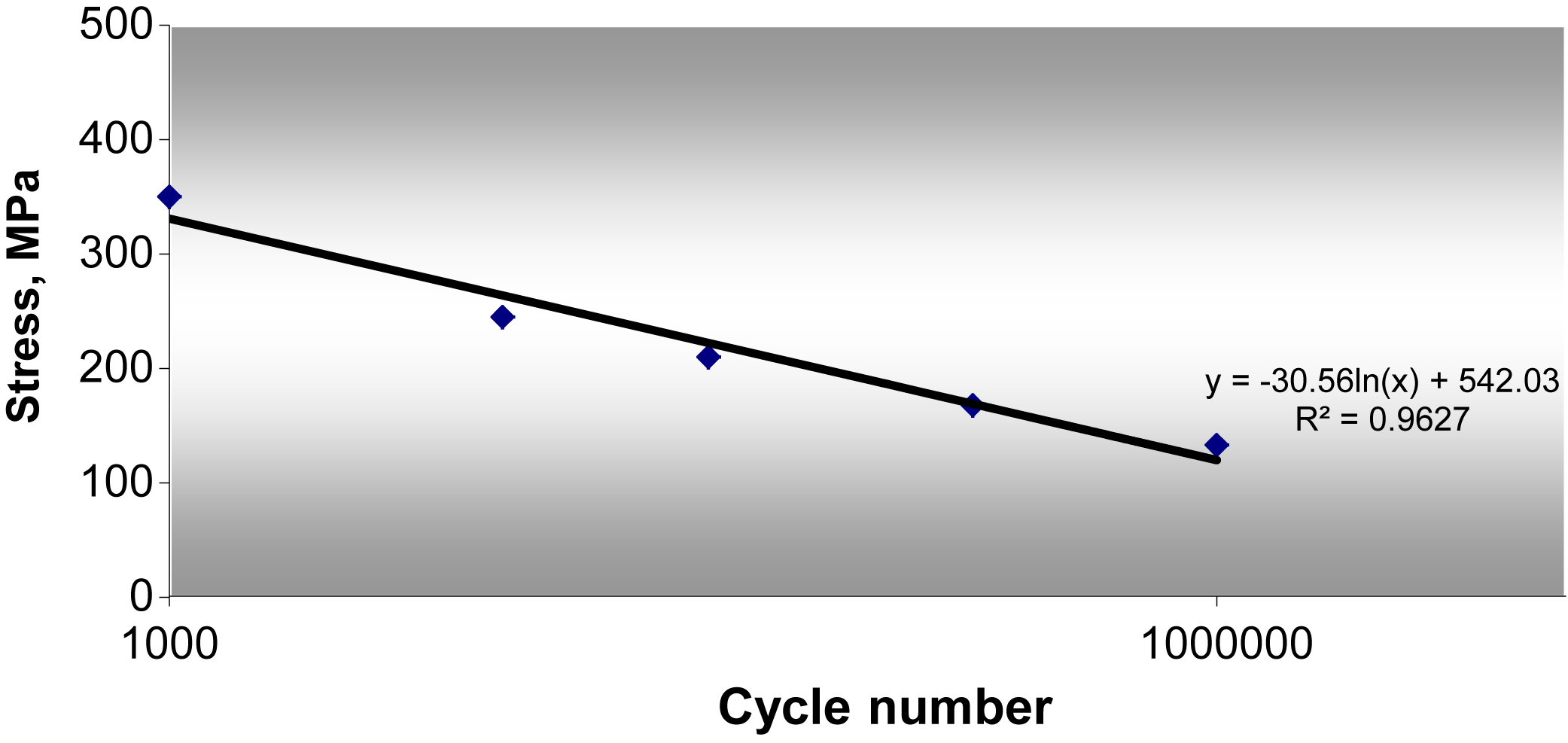
Figure 5.36 Glass fabric-reinforced epoxy composite: example of dynamic fatigue: SN curve, maximum stress versus cycle numbers.
For a glass fabric-reinforced epoxy composite, the fatigue resistance is notably different, as the SN curve of Fig. 5.36 shows.
For this example, in the tested measurement domain, the SN curve is correctly simulated versus time by logarithmic equations:
• Maximum stress=−30.557∗ln(cycles)+542.03
These results relate to a few grades only and cannot be generalized.
5.10.2.4. Aging
High-Energy Radiation
Certain epoxies have good resistance to high-energy radiation. For example, the properties of a given grade are still suitable after 500Mrad exposure to gamma rays. This is an example only and it should not be generalized.
Chemicals
Resistance to water is generally good, allowing use as a matrix for composites intended for the manufacture of pipes for district heating networks.
The behavior with weak acids and bases is generally good, but there is a greater or lesser risk of attack by the strong acids and bases.
Behavior with organic materials is generally good, with exceptions such as ketones and certain chlorinated solvents.
Table 5.55 displays some results concerning general assessments, aspect, and weight change percentages after immersions for 1month to more than 1year at ambient temperature for given grades, which are not necessarily representative of all the fossil epoxy and bioepoxy.
Table 5.55
Epoxies: Examples of Chemical Behavior at Room Temperature
Duration, Days
Conc., %
Estimated Behavior
Swelling, %
Aspect
Acetic acid
Long
10–15
l to S
Acetic acid
365
10
No ch.
Acetone
Long
100
n
Acetone
90
1–1.3
Acetonitrile
Long
100
n
Acetyl chloride
Long
100
l
Alcohols
Long
100
l
Aluminum chloride
Long
Solution
S
Aluminum sulfate
Long
Unknown
S
Ammonium hydroxide
Long
10
S
Ammonium hydroxide
Long
30
l
Ammonium sulfate
Long
50
S
Amyl acetate
Long
100
l
Antimony chloride
Long
10
S
ASTM1 oil
Long
100
S
ASTM2 oil
Long
100
S
ASTM3 oil
Long
100
S
Barium chloride
Long
Saturated
S
Benzene
180
100
n
l
Benzyl chloride
Long
100
l
Bromine liquid
Long
100
n
Butanol
Long
100
l
Butyl acetate
Long
100
l
Calcium chloride
Long
Unknown
S
Carbon sulfide
Long
100
l
Carbon tetrachloride
180
100
S
l
No ch.
Cellosove acetate
Long
100
n
Chlorinated solvents
Long
100
l
Chlorobenzene
Long
too
l
Chloroform
Long
100
l
Chromic acid
Long
Unknown
n
Citric acid
Long
10
S
Copper sulfate
Long
Unknown
S
Table Continued
Duration, Days
Conc., %
Estimated Behavior
Swelling, %
Aspect
Cyclohexane
Long
100
S
Cyclohexanol
Long
100
S
Dichloroethane
90
100
1
Dichloroethylene
Long
100
n
Diethyl amine
Long
100
n
Diethylene glycol
Long
100
S
Dimethylformamide
Long
100
n
Dioctylphtalate
Long
100
S
Dioxan
Long
100
l
Ethanol
Long
96
S
Ethanol
Long
Unknown
l to S
Ethanol
180
90–100
1
No ch.
Ethyl acetate
180
100
n
1
Ethyl chloride
Long
100
n
Ethylene glycol
Long
100
l
Ethylene glycol 93°C
Long
Unknown
n
Fluorine
Long
100
n
Formaldehyde
Long
37
S
Freon 11
Long
100
l
Freon 113
Long
100
l
Freon 115
Long
100
l
Freon 12
Long
100
l
Freon 13bl
Long
100
l
Freon 21
Long
100
l
Freon 22
Long
100
l
Freon 32
Long
100
l
Fuel
Long
100
l
Furfural
Long
100
n
Glycerol
Long
100
S
Heptane
180
100
1
No ch.
Hexane
Long
100
S
Hydraulic oil
30
0.1–0.2
Hydrochloric acid
180
6–10
S
1
No ch.
Table Continued
Duration, Days
Conc., %
Estimated Behavior
Swelling, %
Aspect
Hydrochloric acid
Long
37
l to S
Hydrogen peroxide
Long
30
l
Iron(III) chloride
Long
Unknown
S
Isooctane (fuel a)
Long
100
S
Isopropanol
30
0.2–0.3
Isopropanol
Long
100
S
Kerosene
30
0.1–0.2
Lactic acid
Long
90
S
Lead acetate
Long
10
S
Magnesium chloride
Long
Unknown
S
Mercury chloride
Long
Unknown
S
Methanol
Long
100
l
Methylene chloride
Long
100
n
Methyl ethyl ketone
Long
100
n
Methyl ethyl ketone
30
1–0.2
Mineral oil
Long
100
S
Motor oil
180
1
No ch.
Nickel chloride
Long
Unknown
S
Nitric acid
90
10
1
Nitric acid
Long
75
n
Nitrobenzene
Long
100
n
Oleic acid
180
100
S
1
No ch.
Oxalic acid
Long
Unknown
S
Paraffin oil
Long
100
S
Perchloroethylene
Long
100
l
Petrol
Long
100
S
Phenol
Long
Unknown
n
Phosphoric acid
365
35
No ch.
Potassium cyanide
Long
Unknown
S
Potassium fluoride
Long
Unknown
S
Potassium hydroxide
Long
45
S
Potassium sulfate
Long
Unknown
S
Propanol
Long
100
S
Propionic acid
Long
100
l
Pyridine
Long
Unknown
n
Table Continued
Duration, Days
Conc., %
Estimated Behavior
Swelling, %
Aspect
Seawater
Long
100
S
Silver nitrate
Long
Unknown
S
Skydrol
30
−0.2
Sodium borate
Long
Unknown
S
Sodium carbonate
Long
10
l
Sodium chloride
Long
25
S
Sodium cyanide
Long
Unknown
S
Sodium hydroxide
Long
10
l
Sodium hydroxide
90
10
1
No ch.
Sodium hydroxide
Long
55
S
Sodium nitrate
Long
Unknown
S
Styrene
Long
100
l
Sulfuric acid
180
c. 20
1
Sulfuric acid
Long
10
S
Sulfuric acid
Long
96
n
Sulfuric acid
180
35
1
Tetrachloroethane
Long
100
l
Toluene
90
100
1
No ch.
Trichloroethylene
Long
100
n
Triethanolamine
Long
Unknown
S
Triethylamine
Long
Unknown
S
Vegetable oil
Long
100
S
Water
365
100
1
Water 100°C
Long
100
S
White spirit
Long
100
S
Zinc chloride
Long
Unknown
l
Fire Resistance
The oxygen indices are naturally low (26 for a mineral and glass fiber-filled grade) with an HB UL 94 rating.
The fireproofed formulas make it possible to reach, for example,
• V0 in 1.6mm thickness
• An oxygen index of 45.
5.10.2.5. Electrical Properties
The electrical applications are numerous, including high-voltage insulation.
For the appropriate grades, the electrical properties remain stable across a broad range of temperatures, humidities, and media.
For example, for a given grade, no significant variations are observed for the following:
• Arc resistances after 3000h at 40°C and 98% RH.
• Dielectric rigidity and arc resistance after 180days in a transformer oil.
• A permittivity increasing from 6 to 8 after 1000h at 80°C and 95% RH.
Finally, electrolytic corrosion and sensitivity to cracking by overcuring are weak.
5.10.2.6. Joining
Welding and joining with solvents are useless as for all the thermosetting resins.
Adhesives alone, chosen after rigorous tests, allow joining.
The parts should not be subjected to high stresses.
After cleaning by abrasion and with solvent, the epoxies can be stuck with epoxy adhesives, polyurethanes, cyanoacrylates, or acrylic resins whose performances are compatible with the operating conditions.
Tables 5.56–5.58 relate to examples of fossil epoxies only and cannot be generalized. The results are not necessarily representative of all the common and bio epoxies. These general indications should be verified by consultation with the producer of the selected grades and by tests under operating conditions.
As previously said, renewable epoxy resins are claimed having properties and characteristics of the same order as homologous fossil epoxy resins and can be processed by clients’ equipment without the need for any drastic adjustments. The previous information deals with general properties of fossil epoxy resins and, of course, some properties of renewable grades can be different.
Table 5.56
Examples of Molding and Cast Epoxides: General Properties
Flexible for Molding
Neat EP for Casting
Density, g/cm3
1–1.4
1.1–1.4
Shrinkage, %
0.1–0.8
0.1–0.4
Water absorption, 24h, %
0.1–0.15
Tensile strength, MPa
10–70
20–90
Elongation at break, %
20–70
3–10
Tensile modulus, GPa
0.01–1.5
0.8–3
Notched impact D 256, J/m
124–270
Notched impact, kJ/m2
20–30
1–6
Shore hardness, D
65–89
Heat distortion temperature (HDT) A (1.8MPa), °C
45–120
45–200
CUT unstressed, °C
90
70–170
Brittle temperature, °C
−80 – −55
Thermal conductivity, W/mK
0.17
Specific heat, cal/g/°C
0.2–0.3
0.2–0.3
Coefficient thermal expansion, 10−5/°C
2–10
4–7
Volume resistivity, ohmcm
1012–1017
1012–1017
Dielectric constant
3.5–5
3–5
Loss factor, 10−4
100–500
20–500
Dielectric strength, kV/mm
16–20
Arc resistance, s
45–190
UL94 fire rating
HB
HB
General Chemical Properties
Light
Risk of surface chalking. UV resistant or weather resistant grades are marketed
Weak acids
Fair resistance
Strong acids
Risk of attack with certain acids
Weak bases
Fair resistance
Strong bases
Risk of slight attack
Organic solvents
Generally, resistant with exceptions such as chlorinated solvents and ketones
Food contact
Possible
Table 5.57
Examples of Epoxide Matrices for Composites: General Properties
Type
<100°C
120/140°C
140/180°C
Density, g/cm3
1.1–1.4
1.1–1.4
1.1–1.4
Shrinkage, %
0.1–0.4
0.1–0.4
0.1–0.4
Water absorption, 24h, %
0.1–0.15
0.1–0.15
0.1–0.15
Tensile strength, MPa
70–90
75–91
40–77
Elongation at break, %
5–13
5–7
1–6
Tensile modulus, GPa
3–4
3
2.5–3.2
Flexural strength, MPa
110–155
125–150
80–160
ILSS, MPa
54–70
58–75
Notched impact, kJ/m2
1–6
CUT unstressed, °C
70–120
100–140
110–170
Glass transition temperature, °C
70–136
122–155
143–225
Thermal conductivity, W/mK
0.17
0.17
0.17
Specific heat, cal/g/°C
0.2–0.3
0.2–0.3
0.2–0.3
Coefficient thermal expansion, 10−5/°C
4–7
4–7
4–7
Volume resistivity, ohmcm
1012–1017
1012–1017
1012–1017
Loss factor, 10−4
20–500
20–500
20–500
Dielectric strength, kV/mm
16–20
16–20
16–20
Arc resistance, s
45–190
45–190
45–190
General Chemical Properties
Light
Risk of surface chalking. UV-resistant or weather-resistant grades are marketed
Weak acids
Fair resistance
Strong acids
Risk of attack with certain acids
Weak bases
Fair resistance
Strong bases
Risk of slight attack
Organic solvents
Generally, resistant with exceptions such as chlorinated solvents and ketones