
18 Control Charts and Capability
Overview
Some statistics are for proving things. Some statistics are for discovering things. And, some statistics are to keep an eye on things, watching to make sure something stays within specified limits.
The watching statistics are needed mostly in industry for production processes that sometimes stray from proper adjustment. These statistics monitor variation, and their job is to distinguish the usual random variation (called common causes) from abnormal changes (called special causes).
These statistics are usually from a time series, and the patterns that they exhibit over time are clues to what is happening to the production process. If they are to be useful, the data for these statistics need to be collected and analyzed promptly so that any problems they detect can be fixed.
The use of SQC techniques became popular in the 1980s as industry began to better understand the issues of quality, after the pioneering effort of Japanese industry and under the leadership of W. Edwards Deming and Joseph Juran.
This whole area of statistics is called Statistical Process Control (SPC) or Statistical Quality Control (SQC). The most basic tool is a graph called a control chart (or Shewhart control chart, named for the inventor, Walter Shewhart). In some industries, SQC techniques are taught to everyone—engineers, mechanics, shop floor operators, even managers.
In addition to control charts, JMP offers many quality and process tools, such as Pareto charts, measurement systems analysis, capability analysis, and cause and effect diagrams (also known as fishbone charts or Ishikawa diagrams).
This chapter provides an overview of control charts and process capability studies.
Chapter Contents
What Does a Control Chart Look Like
Control Charts for Variables Data
Variables Charts Using Control Chart Builder
The Control Chart Builder Work Space
Control Chart Builder Examples
Control Charts for Attributes Data
Uniformly Weighted Moving Average (UWMA) Charts
Exponentially Weighted Moving Average (EWMA) Chart
Capability for One Process Measurement
Capability for Many Process Measurements
Capability for Time-Ordered Data
A Few Words about Measurement Systems
What Does a Control Chart Look Like
Control charts are a graphical and analytical tool for deciding whether a process is in a state of statistical control. Control charts in JMP are automatically updated when rows are added to the current data table. In this way, control charts can be used to monitor an ongoing process.
The most common types of control charts can be created using the Control Chart Builder. Additional charts are available from the Analyze > Quality and Process > Control Chart menu commands.
The example in Figure 18.1 illustrates characteristics of most control charts:
● Each point represents a summary statistic computed from a subgroup sample of measurements of a quality characteristic.
● The vertical axis of a control chart is scaled in the same units as the summary statistics plotted on the chart.
● The horizontal axis of a control chart identifies the subgroup samples, which are sorted in time order.
● The center line on a control chart indicates the average (expected) value of the summary statistic when the process is in statistical control.
● The upper and lower control limits, labeled UCL and LCL, give the range of variation to be expected in the summary statistic when the process is in statistical control.
● A point outside the control limits signals that there might be a special cause of variation. (Note that there are other signals of special causes.)
Figure 18.1 Control Chart Example

Types of Control Charts
Control charts are broadly classified as variables charts and attributes charts. JMP also provides a number of specialty charts, as shown in Figure 18.2.
Figure 18.2 The Control Chart Menu

Variables Charts
Variables control charts are used when the quality characteristic to be monitored is measured on a continuous scale.
There are different types of variables control charts based on the subgroup sample summary statistic plotted on the chart. The plotted statistic can be the mean (average), the range, the standard deviation of a measurement, an individual measurement itself, or a moving range.
For quality characteristics measured on a continuous scale, it is typical to analyze both the process mean and its variability by showing an XBar (mean) chart aligned above its corresponding R- (range) or S- (standard deviation) chart. The center line on the XBar chart is the overall average, and each point is a subgroup mean.
If you are charting individual response measurements, the Individual Measurement chart is aligned above its corresponding Moving Range chart.
Attributes Charts
Attributes control charts are used when the quality characteristic of a process is qualitative in nature. When quality is measured by counting the number of nonconformities (defects) in an item or batch of items, a C or U chart is used to monitor the process. When calculating the proportion of nonconforming (defective) items in a sample, a P or NP chart is used.
Specialty Charts
The Control Chart menu also includes a command for run (or line) charts, along with a variety of specialty charts.
● UWMA and EWMA charts are used to plot moving averages.
● CUSUM charts, or cumulative sum charts, are an alternative to Shewhart charts for detecting small process shifts.
● Presummarize and Levey-Jennings provide additional options for construction of variables control charts.
● Multivariate charts are for monitoring more than one process characteristic on the same chart.
Control Chart Basics
Control charts are used to monitor a process. They tell us where the process is centered and how much variation we can expect (assuming nothing “special” happens). They also signal when something in the process has changed.
Control limits show the range of variation that we can expect to see, assuming that the process is stable.
● A stable process has only common causes of variation. Common cause variation is generally small scale variation that is in inherent to the process.
● An unstable process also has special causes of variation. Special cause variation is external to the process and is often large in scale. For example, there might be a shift in the mean, spikes, cycles, or trends.
Control limits are generally plotted at ±3 standard errors of the plotted statistic. Why ± 3 standard errors? For a normal distribution, approximately 99.73% of all values fall within this interval if the process is stable. That is, a point only falls outside this interval, just by chance, approximately 0.27% of the time. If a point falls outside the limits, we have a pretty good idea that it is a “special” event.
To make control charts more sensitive to special causes of variation, a number of tests have been developed. In JMP, the available tests can be requested for each control chart.
Use the Tests command to request the Western Electric Rules. These 8 tests are based on points falling in zones positioned at one, two, or three standard errors from the center line. Note: These tests will not run when the subgroup sizes are not constant.
An alternative to the Western Electric Rules is Westgard Rules. These tests are based on standard deviations rather than zones, so they can be computed regardless of the subgroup size.
The tests and the rules that apply to them are described in detail in the Quality and Process Methods book. Select Help > JMP Help to find the book.
Control Charts for Variables Data
Control charts for variables data are classified according to the subgroup summary statistic plotted on the chart.
The XBar selection produces an XBar (averages) chart with an option to produce one of two other charts, an R or and an S chart:
● XBar charts display subgroup means (averages).
● R charts display subgroup ranges (maximum–minimum).
● S charts display subgroup standard deviations.
The estimate of the standard error used to compute the control limits on the XBar chart is derived from the within subgroup variation from the R or S chart.
The IR selection produces the following chart types:
● Individuals (or Individual Measurement) charts display individual observations.
● Moving Range charts display moving ranges of two or more successive measurements. The default range span is 2, but this can be changed.
The control limits on the Individuals chart are based on the moving ranges. Because moving ranges are correlated, these charts should be interpreted with care.
Variables control charts can be produced using options in the Control Chart menu shown in Figure 18.2, or Control Chart Builder, an interactive way to quickly and easily generate charts.
Let’s proceed with constructing variables control charts with Control Chart Builder.
Variables Charts Using Control Chart Builder
Control Chart Builder provides a workspace where you can drag process variables and subgroup sample variables to investigate the stability of a process. Several basic types of variables control charts are available: XBar, Range, Standard Deviation, Individual Measurement, and Moving Range.
The Control Chart Builder Work Space
Start Control Chart Builder from an open data table by selecting Analyze > Quality and Process > Control Chart Builder.
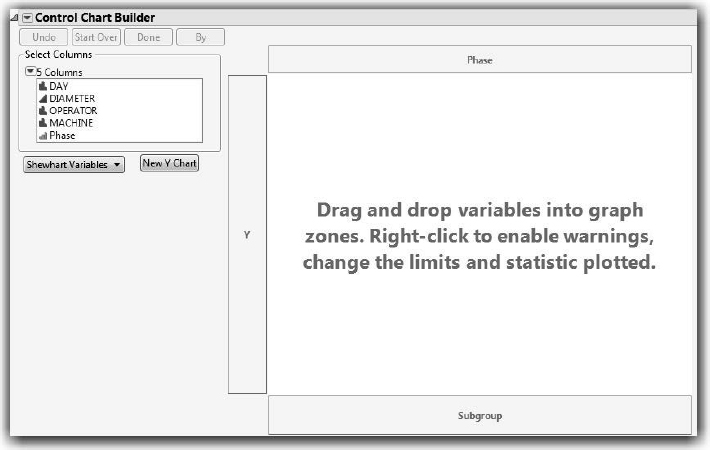
You first see a blank workspace like the one shown in Figure 18.3. The workspace has a central area to display the charts, and drop zones labeled Y, Phase, and Subgroup. The variable list is on the left, in the Control Chart Builder control panel. You create charts by dragging variables from the variable list to one (or more) of the drop zones. You can also drag a variable in the center of the workspace.
When you drop variables in the workspace, instant feedback encourages further exploration of the data. You can change your mind and quickly create another type of chart, or change the current settings by right-clicking on the existing chart.
The best way to start is to just jump in and try dragging variables to drop areas. However, the next section shows how to construct specific types of control charts with the Control Chart Builder.
Figure 18.3 Control Chart Builder Workspace
Control Chart Builder Examples
To create a control chart:
![]() Select Help > Sample Data Library and open Diameter.jmp.
Select Help > Sample Data Library and open Diameter.jmp.
The measure of interest is the diameter of 4.4mm tubing used in medical applications. Samples of six tubes are measured each day over a 40-day period.
![]() Select Analyze > Quality and Process > Control Chart Builder.
Select Analyze > Quality and Process > Control Chart Builder.
![]() Drag DIAMETER to the Y drop zone.
Drag DIAMETER to the Y drop zone.
As simple as that, you can see the Individuals and Moving Range (IR) charts shown in Figure 18.4.
Note: In Figure 18.4 through Figure 18.6, we clicked the Done button to close the control panel. To reopen the control panel, select Show Control Panel from the red triangle menu next to Control Chart Builder.
Figure 18.4 Individuals and Moving Range Chart of DIAMETER

To create an XBar and R chart, as shown in Figure 18.5:
![]() Drag DAY to the middle of the graph.
Drag DAY to the middle of the graph.
Figure 18.5 XBar and Range Chart of DIAMETER

If you move your mouse over a point (as shown), the corresponding row numbers are displayed. Click on a point to highlight it and select the corresponding rows in the data table. Each plotted point in the Averages (top) chart is the average of diameter values from a sample size of 6 rows.
Right-click anywhere in the chart to see a menu that lets you change or modify the control chart. For example, to request tests for special causes, right-click and select Warnings > Tests and select either individual tests or run all tests.
Important: The chart is completely interactive. Here are some examples:
● If you make mistakes, click the Undo button on the control panel. You can click Undo multiple times.
● If you want to create a new control chart from scratch, click Start Over.
● If you don’t want to see the range chart, simply drag the title away from the chart, and it is gone.
● You can drag other variables to any of the drop zones in the chart.
This last bullet is important because that functionality is available only using the Control Chart Builder. For example, the Diameter.jmp sample data table contains information for three different machines.
To generate control limits for each machine:
![]() Drag Machine to the Phase drop zone. Figure 18.6 shows the resulting graph.
Drag Machine to the Phase drop zone. Figure 18.6 shows the resulting graph.
Figure 18.6 Phased Diameter Control Chart

Note: To produce variables control charts for several process variables at a time, use the Process Screening platform in the Analyze > Screening menu. This platform produces numerous metrics to assess stability.
Control Charts for Attributes Data
Attributes charts, like variables charts, are classified according to the subgroup sample statistic plotted on the chart:
● P-charts display the proportion of nonconforming (defective) items in a subgroup sample.
● NP-charts display the number of nonconforming (defective) items in a subgroup sample.
● C-charts display the number of nonconformities (defects) in a subgroup sample that consists of a constant number of inspection units.
● U-charts display the average number of nonconformities (defects) per unit in a subgroup sample with an arbitrary number of inspection units.
Note: You can generate control charts for attributes data in Control Chart Builder. However, for the sake of illustration, we use the options in the Control Chart menu in this section.
P- and NP-Charts
The Washers.jmp sample data table contains the number of defective washers in 15 lots of galvanized washers. The washers were inspected for finish defects such as rough galvanization and exposed steel. A defective washer had one or more finish defects.
Let’s say that we’re interested in monitoring the proportion of defective washers in a lot, and that the lot size can vary. The chart to the left in Figure 18.7 illustrates a P-chart for the proportion of defective washers per lot. To generate this P-chart:
![]() With Washers.jmp active, select Analyze > Quality and Process > Control Chart > P.
With Washers.jmp active, select Analyze > Quality and Process > Control Chart > P.
![]() Use # defective as the Process variable, Lot as the Sample Label, and Lot Size 2 as the Sample Size.
Use # defective as the Process variable, Lot as the Sample Label, and Lot Size 2 as the Sample Size.
Like the other charts that we’ve discussed thus far, control limits are placed at ± 3 standard errors (of the proportion, in this case). Control limits vary according to the lot (or sample size). Larger lot sizes result in a smaller standard error, and therefore, tighter control limits. The lower control limit is bounded by zero.
Assume, instead, that the number of washers in a lot is constant, and that we’re interested in monitoring the number of defective washers per lot. To generate the NP-chart in Figure 18.7:
![]() Select Help > Sample Data Library and open Washers.jmp.
Select Help > Sample Data Library and open Washers.jmp.
![]() Select Analyze > Quality and Process > Control Chart > NP.
Select Analyze > Quality and Process > Control Chart > NP.
![]() Use # defective as the Process variable, and Lot as the Sample Label.
Use # defective as the Process variable, and Lot as the Sample Label.
![]() The lot size is not actually used, but a value is required. Enter Lot Size as the Sample Size, or enter 400 (or any value, for that matter) under Constant Size.
The lot size is not actually used, but a value is required. Enter Lot Size as the Sample Size, or enter 400 (or any value, for that matter) under Constant Size.
Figure 18.7 P and NP Charts for the Washers Sample Data

C- and U-Charts
The Braces.jmp sample data records the defect count in boxes of automobile support braces. A box of braces is one inspection unit. The number of brace defects found in a day is the process variable.
Lets assume that a constant number of units (or boxes) are inspected per day. The C-chart on the left in Figure 18.8 shows the number of defects found per day. To generate this chart:
![]() Select Help > Sample Data Library and open Braces.jmp.
Select Help > Sample Data Library and open Braces.jmp.
![]() Select Analyze > Quality and Process > Control Chart > C.
Select Analyze > Quality and Process > Control Chart > C.
![]() Use # defects as the Process variable and Date as the Sample Label.
Use # defects as the Process variable and Date as the Sample Label.
The U-chart (also known as a DPU chart) shown to the right in Figure 18.8 is monitoring the number of brace defects per box. The subgroup sample size, the number of boxes inspected in a day, is not constant. As we saw with the P-chart, the upper and lower control limits vary according to the sample size (in this case, the number of boxes inspected in a day).
![]() With Braces.jmp active, select Analyze > Quality and Process > Control Chart > U.
With Braces.jmp active, select Analyze > Quality and Process > Control Chart > U.
![]() Use # defects as the Process variable, Date as the Sample Label and Unit Size as the Unit Size.
Use # defects as the Process variable, Date as the Sample Label and Unit Size as the Unit Size.
Figure 18.8 C and U Charts for the Braces Sample Data

Specialty Charts
This section discusses the other types of control charts available from the Control Chart menu. The previous control charts plot each point based on information from a single subgroup sample.
More advanced charts such as CUSUM charts and Multivariate Charts are also available, but are not discussed here. For more information, select Help > JMP Help and refer to the Quality and Process Methods book.
Presummarize Charts
Presummarize charts summarize the process column before charting. If you select Presummarize from the Control Chart menu, the launch window includes the additional set of checkbox options shown here for plotting variables data. These options give a wider range of control chart types and options within each type.
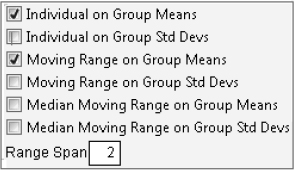
Note: Many of these options are available in the Control Chart Builder.
Levey-Jennings Charts
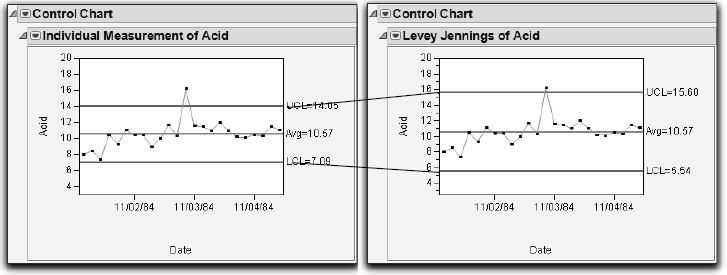
Levey-Jennings charts show a process mean with control limits based on a long- term sigma, placed at 3 standard deviations from the center line. The standard deviation for the Levey-Jennings chart is the overall standard deviation of the process variable. Figure 18.9 shows a comparison of the same data plotted on an IR chart and on a Levey-Jennings chart.
The overall standard deviation is usually larger than the estimate of the standard deviation based on subgroups, resulting in wider control limits.
Figure 18.9 Compare Limits between IR and Levey-Jennings Control Charts
In the previous control charts, each point plotted is based on information from a single subgroup sample. Moving average charts are different because each point combines information from the current and past samples. As a result, moving average charts are more sensitive to small shifts in the process average. Unfortunately, it is more difficult to interpret patterns of points on a moving average chart because consecutive moving averages can be highly correlated (Nelson 1984).
Uniformly Weighted Moving Average (UWMA) Charts
Each point on a Uniformly Weighted Moving Average (UWMA) chart is the average of the w most recent subgroup means, including the present subgroup mean. When you obtain a new subgroup sample, the next moving average is computed by dropping the oldest of the previous w subgroup means and including the newest subgroup mean. The constant w is called the span of the moving average. There is an inverse relationship between w and the magnitude of the shift that can be detected. Thus, larger values of w allow the detection of smaller shifts.
To see an example, follow these steps:
![]() Select Help > Sample Data Library and open Clips1.jmp.
Select Help > Sample Data Library and open Clips1.jmp.
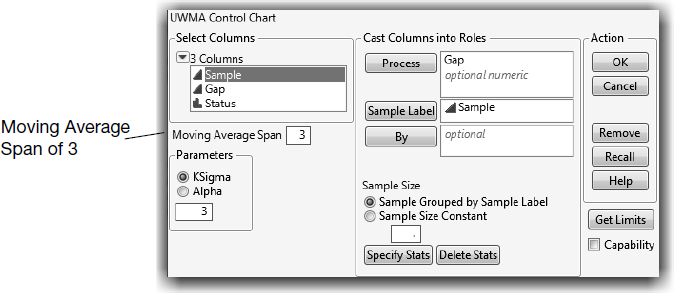
The measure of interest is the gap between the ends of manufactured metal clips. To monitor the process for a change in average gap, subgroup samples of five clips are selected daily, and a UWMA chart with a moving average span of three samples is examined. To see the UWMA chart, complete the Control Chart window.
![]() Select Analyze > Quality and Process > Control Chart > UWMA.
Select Analyze > Quality and Process > Control Chart > UWMA.
![]() Use Gap as the Process variable and Sample as the Sample Label.
Use Gap as the Process variable and Sample as the Sample Label.
![]() Enter 3 as the Moving Average Span.
Enter 3 as the Moving Average Span.
The Control Chart launch window should look like the one shown in Figure 18.10.
Figure 18.10 Specification for UWMA Charts of Clips1 Data
![]() Click OK to see the chart shown in Figure 18.11.
Click OK to see the chart shown in Figure 18.11.
The point for the first day is the mean of the first subsample only, which consists of the five sample values taken on the first day. The plotted point for the second day is the average of subsample means for the first and second day. The points for the remaining days are the average of subsample means for each day and the two previous days.
Figure 18.11 UWMA Charts for the Clips1 Data

Exponentially Weighted Moving Average (EWMA) Chart
Each point on an Exponentially Weighted Moving Average (EWMA) chart is the weighted average of all the previous subgroup means, including the mean of the present subgroup sample. The EWMA chart is also referred to as a Geometric Moving Average (GMA) chart.

The weights decrease exponentially going backward in time. The weight (0 < r < 1) assigned to the present subgroup sample mean is a parameter of the EWMA chart. Small values of r are used to guard against small process shifts. If r = 1, the EWMA chart reduces to a Mean control (Shewhart) chart, previously discussed.
The default value of r is 0.2, which makes the EWMA chart sensitive to relatively small shifts in the process mean. The figure shown here is an EWMA chart for the same data used for Figure 18.11 (Clips1.jmp).
Note: To explore the values plotted on the UWMA and EWMA charts, you can create a new series in the data table with uniformly or exponentially weighted averages and graph these values in Graph Builder. An easy way to calculate these weighted values is to right-click the column header for the process variable in the data table and select New Formula Column > Row > Moving Average.
Capability Analysis
As we have seen, control charts are used to assess and monitor the stability of a process. The terms “stable” and “in control” are used to describe a process with only common causes of variation. However, a stable process might not be capable of producing the desired quality relative to specifications or tolerances. In other words, a stable process is not necessarily a capable process.
A capability analysis can be performed in three JMP platforms. The platform that you use depends on the number of variables under study and whether the data are time ordered, described below.
● Use the Distribution platform for one continuous variable.
● Use the Process Capability platform for several continuous variables.
● Use control charts for time-ordered variables.
What Is Process Capability?
Capability is a useful measure of how well a process keeps within the specification limits. For normally distributed measurements, capability is purely a function of the mean and variance of the process. You can have a process go wrong because its mean is off target, or because there is too much variation, or both.
Process capability studies compare the variability (or spread) of a stable process to the width of the specification limits, as shown in Figure 18.12.
Figure 18.12 Calculating Capability Indices

A variety of indices are available to quantify capability. The most common measures are CP, CPK, CPL, and CPU.
The index that you use depends on the situation:
● If it is important that you hit a target, then CPK is the best choice.
● If you’re concerned about staying within a one-sided lower or upper specification limit, then CPL (lower) or CPU (upper) should be used.
● If you need to make sure your variation is under control, given it is relatively easy to steer the mean to the target, CP is the best measure.
Formulas for computing these indices are shown below.
The CPK measure is the minimum of CPL and CPU. As a result, if the process is off target, CPK is lower than CP—a penalty for being off target.
Lets take a closer look at these formulas. The LSL and USL are the lower and upper specification limits, s is the standard deviation of the process and x-bar is the mean.
Why is 3s built into the formulas for CPL and CPU (and, thus, CPK)? For a normal distribution, it turns out that at 3 standard deviations, we have a tail probability of 0.00134. Let–s say that our process is centered at the target, and that the distance between the mean and each spec limit is 3 standard deviations. CPL and CPU are both 1.0. CPK is then 1.0, and the probability that an observation falls either below the lower spec or above the upper spec is 0.0027. This is an acceptable rate of defects for some processes, and the process would be considered capable.
This scenario is illustrated to the left in Figure 18.13. The LSL = 101, the target = 104, the USL = 107, and the process is on target. The CPK is 1.0, and the overall defect rate is 0.27%.
With the same process mean, if the standard deviation increased from 1.0 to 1.5, then the CPK would drop to 0.667, producing 4.55% defects (on the right in Figure 18.13).
Figure 18.13 Capability Examples

If the standard deviation remained at 1.0, but the process mean shifted off target to 105, then the process is also incapable, producing defects at around 2.2% as shown to the left in Figure 18.14.
However, if we cut the variability in half (from 1.0 to 0.5), even if the process remains off target, our capability improves and there are only rare defects as shown to the right.
Figure 18.14 More Capability Examples

Note: A number of add-ins for exploring capability indices are available on the JMP Community at http://community.jmp.com. Search for “capability animation” or “capability add-in”.
Capability for One Process Measurement
The Distribution platform provides a Capability Analysis option on the red triangle menu of each continuous variable plotted. Here is an example:
![]() Select Help > Sample Data Library and open Cities.jmp.
Select Help > Sample Data Library and open Cities.jmp.
This file contains data on pollutants for 52 cities. The variable of interest is CO (Carbon Monoxide). In cities, high levels of carbon monoxide are primarily caused by vehicle exhaust. According to the United States EPA (http://airnow.gov), the “Good” (desired) range of CO is 0-4.5 ppm, while “Moderate” (acceptable) levels are between 4.5 and 9 ppm.
![]() Select Analyze > Distribution, assign CO to Y, Columns, and then click OK.
Select Analyze > Distribution, assign CO to Y, Columns, and then click OK.
![]() Select Capability Analysis from the red triangle menu next to CO, and populate the capability analysis window as shown in Figure 18.15.
Select Capability Analysis from the red triangle menu next to CO, and populate the capability analysis window as shown in Figure 18.15.
![]() Click OK.
Click OK.
Additional options are noted in Figure 18.15.
Figure 18.15 Distribution Capability Specification Window

The specification limits and target appear on the histogram, and a Capability Analysis report is appended to the Distribution output, as shown in Figure 18.16. The Quantiles and Summary Statistics have been deselected.
Figure 18.16 Distribution Capability Analysis for CO (Carbon Monoxide)

The CPK of 0.058 indicates that the carbon monoxide levels in the cities are well above acceptable levels.
Note: Process capability can be calculated using long-term estimates of sigma (the overall standard deviation of the data) or short-term estimates (calculated from within subgroup variation). When the long term estimate of sigma is used to calculate capability, the labels PP and PPK are generally used instead of CP and CPK. For the Long Term Sigma capability indices, select File > Preferences (or JMP > Preferences on Macintosh) > Platforms > Distribution and select PPK Capability Labeling. This labeling is then used in future analyses (or if you redo the analysis).
Capability for Many Process Measurements
Assessing capability for one process, as we have seen, is easy. But, what if we have hundreds of processes, and we’re only interested in finding the problem cases? To assess the capability of many processes, no one wants to look at a complex report and graph for each process variable. How do we show capability in just one picture, especially when the processes have different targets and different specification limits?
The solution is to normalize the mean and the standard deviation for each process relative to the specification range. These normalized values can then be plotted on the same graph, called a goal plot (Figure 18.17).
The goal plot displays a triangle corresponding to a PPK = 1.0. Measures with a PPK > 1.0 are plotted inside the triangle, and measures with a PPK < 1.0 are plotted outside the triangle. Where they are plotted depends on the shift from the target and the variation.
● A perfect process is at the origin (0, 0), hitting the target and having no variation.
● An off-target process or one with too much variation might be acceptable, as long as it stays within the capability triangle.
● If the process has too much variation but is on-target, it likely falls outside the triangle.
● If the process has low variation but the mean falls outside the specification limits, the process is producing all defects.
To get a higher PPK, you need to move the mean closer to the target, reduce the variation, or both.
Figure 18.17 Interpretation of the Goal Plot

Note: The goal plot in JMP displays PPK values by default. To display CPK values instead, select File > Preferences (or JMP > Preferences on Macintosh) > Platforms > Process Capability and deselect AIAG (Ppk) Labeling.
For example, the sample data table Semiconductor Capability.jmp contains measurements on 128 quality characteristics. Each of these characteristics has different specification limits, which have been added to the column properties for each process variable in the data table. To view this information:
![]() Select Help > Sample Data Library and open Semiconductor Capability.jmp.
Select Help > Sample Data Library and open Semiconductor Capability.jmp.
The process variables are grouped in a Processes group, which you see in the Columns panel.
![]() To view the process variables, click the gray icon next to Processes in the Columns panel.
To view the process variables, click the gray icon next to Processes in the Columns panel.
![]() To view the specification limits, right-click on any process variable in the Columns panel, and select Column Info.
To view the specification limits, right-click on any process variable in the Columns panel, and select Column Info.
Let’s say that, for simplicity, we are interested in seeing a capability analysis for the first 10 quality characteristics, NPN1 through NPN4.
![]() Select Analyze > Quality and Process > Process Capability.
Select Analyze > Quality and Process > Process Capability.
![]() Select the 10 columns as Y, Process, and then click OK to see the results in Figure 18.18.
Select the 10 columns as Y, Process, and then click OK to see the results in Figure 18.18.
By default, the red triangle in the goal plot corresponds to an acceptable PPK of 1.0. However, this can be changed using the slider under the goal post.
Figure 18.18 Capability Analysis Platform Results
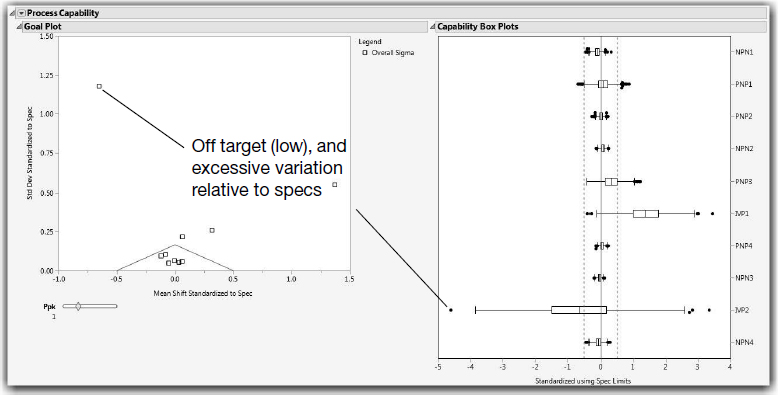
The Capability Box Plots panel displays box plots for each variable standardized by individual specification limits. The standardized target is displayed as a solid green line, and the spec limits are displayed as green dashed lines. Box plots for off target characteristics are shifted away from the center line, and box plots for characteristics with too much variability are wider than the dashed spec limits.
Capability indices for each characteristic, and other options, can be requested from the top red triangle menu.
Note: If specification limits are not entered as column properties, as they were in this example, JMP opens a Spec Limit window. Specification limits can either be imported from a table or entered manually.
Capability for Time-Ordered Data
When generating variables control charts from the Control Chart platform for time-ordered data, a capability analysis can be requested in addition to the control chart. To see an example:
![]() Select Help > Sample Data Library and open Clips1.jmp.
Select Help > Sample Data Library and open Clips1.jmp.
Recall that the measure of interest is the gap between the ends of manufactured metal clips. Samples of five clips are selected daily, and the gap is measured. The target and specifications for the process are 15 ± 0.5 mm.
To generate an XBar and R chart, and request the capability analysis from the control chart launch window:
![]() Select Analyze > Quality and Process > Control Chart > XBar.
Select Analyze > Quality and Process > Control Chart > XBar.
![]() Enter Gap as the Process, and Sample as the Sample Label.
Enter Gap as the Process, and Sample as the Sample Label.
![]() Select the Capability box, and then click OK.
Select the Capability box, and then click OK.
The completed window is shown in Figure 18.19.
![]() In the Specification window, enter the specs and target as shown to the right in Figure 18.19, and click OK.
In the Specification window, enter the specs and target as shown to the right in Figure 18.19, and click OK.
Figure 18.19 Control Chart Launch Window and Capability Analysis

The resulting capability analysis is shown Figure 18.20.
Note: The XBar and R control charts are not displayed. Before conducting a capability analysis, the stability of the process should be verified. If a process is not stable, its future performance is unpredictable. So, by definition, an unstable process is not capable.
Figure 18.20 Control Chart Capability Analysis Results

The output is identical to what we saw from the Distribution platform, with the addition of a normal quantile plot and a second set of capability results. The normal quantile plot should be used to assess the normality of the underlying distribution. The Long Term Sigma results are based on the overall (long term) estimate of the standard deviation. The Control Chart Sigma (short term) results are based on the within-subgroup estimate of the standard deviation computed from the Range chart.
Additional Notes
● The capability analysis can also be requested from the red triangle menu next to the Variables control chart.
● To perform a capability analysis in Control Chart Builder, create a variables control chart, right-click on the top chart, select Limits > Add Spec Limits.
● CPK labeling is generally used when the short-term (within subgroup) estimate of sigma is used to estimate process capability. However, when the overall estimate of sigma is used to estimate the long-term capability, PPK labeling is generally used. Long-term capability is also referred to as process performance.
● The examples in this section assume that the process characteristics follow a normal distribution. For nonnormal distributions, capability indices can (and should) be calculated instead. For information on nonnormal capability indices, search for “nonnormal capability” in the JMP Help. You can also select Help > JMP Help and refer to the Quality and Process Methods book.
A Few Words about Measurement Systems
We generally assume that our measurements are representative of the true value of the characteristic being measured. However, this is often not the case. A measurement system analysis (MSA) is a study used to verify the integrity and quality of our measurement process.
JMP provides two platforms for analyzing measurement systems. Both are found under Analyze > Quality and Process.
● Measurement Systems Analysis is the EMP (Evaluating the Measurement Process) approach developed by Donald Wheeler (2006). A Gauge R&R analysis can also be performed from this platform.
● Variability / Attribute Gauge Chart performs a Variance Components Analysis, Gauge R&R, or Attribute measurement system analysis.
For details about using these methods, select Help > JMP Help and refer to the Quality and Process Methods book.
Exercises
1. The sample data table Oil2 Cusum.jmp contains the distribution of weight measure- ments for a can-filling process. Four cans are measured per hour over a 12-hour period. We are interested in assessing the stability and capability of the process. The specs for the process are 8.1 oz ± 0.1 oz.
(a) Open the data table, and look at the data. Which of the two control chart types would be more appropriate for monitoring the filling process: an IR or an XBar R or S? Why?
(b) Use the Control Chart Builder to create the control chart. What is the mean of the process? Does the process appear stable?
(c) Now, run the tests for special causes (the Western Electric Rules). Right- click on the graph and select Warnings > Tests, and select All Tests. Is the process stable?
2. Perform a capability study for the Oil2 Cusum.jmp sample data using the specs given in question 1. Use either Control Chart Builder or the specific chart from the Control Chart platform.
(a) The assumptions to perform a capability study are that the process is stable and that the underlying distribution is normal. Are these assumptions met?
(b) What percent of the measurements fell outside the specification limits?
(c) What percent of measurements are predicted to fall outside the specification limits over the long term?
(d) Is the process capable? Recall that a CPK of 1.0 is generally considered capable?
(e) Engineers have decided that the process needs to be improved. Should they focus on (1) centering the mean on the target, (2) reducing process variation, or (3) both?
3. The sample data table Fabric.jmp contains information about the number of defects found in upholstery fabric used in automobiles. An incoming inspection process ran- domly selects and inspects one bolt (100 yards long and 72 inches wide) per shipment and records the number of defects.
(a) Based on the description above, what type of control chart is appropriate to monitor defects per bolt? P, NP, C, or U? Why?
(b) Open the file, and use the Control Chart platform to generate the control chart. Does the process appear to be stable?
(c) Run the tests for special causes. Note that for attribute control charts only the first four tests are available. Which tests signal that there are special causes?
(d) Repeat steps b and c above using Control Chart Builder.
(e) Use the JMP Help to investigate the signals of the special causes found above.
4. Open Abrasion.jmp, and use the Control Chart Builder to create and XBar and R chart of Abrasion (Y), Date (Subgroup) and Shift (Phase).
(a) Does there appear to be a difference in abrasion measurements between the two shifts?
(b) Use Graph Builder or Fit Y by X to further explore the potential difference between the two shifts.