
CHAPTER 5
Best Practices in Spacecraft Development
This chapter covers the practices and processes for developing unmanned robotic spacecraft beginning with a section on regulations and standards. This chapter does not address the design of man-rated spacecraft. These standards represent proven practices from government and industry. Following the regulations and standards are two sections covering examples of company processes and documentation that are typical of a successful spacecraft mission. In general these practices are implemented to meet the relevant requirements outlined in the regulations and standards, while enforcing consistency across projects for different customers. Examples of documentation of standard practices as well as project-level documentation are identified. Finally, this chapter wraps up with a case study of a successful NASA mission and the obstacles encountered during the project. The focus of this chapter will be on the aspects that contribute to reliable and successful missions.
1. Regulations and Standard Practices
Resources for many government regulations and standard practices that relate to the development and launching of space missions can be found online. Listed below are relevant documents with online sources cited. In some cases additional related information may be found on the referenced website. For each regulation or standard practice listed, a summary description is given, along with an explanation of how it relates to the development of a space mission.
Government standards and regulations tend to hold sway in developing spacecraft. Commercial standards are less developed but generally tend to follow the government standards.
1.1. Government Regulations
The U.S. government agency that issues most spacecraft-related regulations is the National Aeronautics and Space Administration (NASA). NASA regulations come in the form of NASA Procedural Requirements (NPR), NASA Policy Directives (NPD), and NASA Technical Standards.
1.1.1. Project Management
1. NPR 7120.5, NASA Space Flight Program and Project Management Requirements (http://nodis3.gsfc.nasa.gov/). The purpose of this document is to establish “the requirements by which NASA will formulate and implement space flight programs and projects.” Topics covered include program and project definitions, program and project life cycles, reviews, roles and responsibilities, lines of authority, project and program phases, and templates for program and project plans. (See Figs. 5.1 and 5.2 for a graphical depiction of the elements and timeline used in systems engineering to define requirements, roles and responsibilities, and project phases.)
2. NPR 8000.4, Agency Risk Management Procedural Requirements (http://nodis3.gsfc.nasa.gov/npg_img/N_PR_8000_004A_/
N_PR_8000_004A_.doc). The purpose of this NASA Procedural Requirements (NPR) is to provide the minimum requirements for the planning and acquisition of NASA facility projects. Risk management includes two complementary processes: risk-informed decision making (RIDM) and continuous risk management (CRM). This NPR establishes requirements applicable to all levels of the Agency. It provides a framework that integrates the RIDM and CRM processes at all levels. This NPR also establishes the roles, responsibilities, and authority to execute the defined requirements.

Figure 5.1: Systems engineering functions, with interrelationship of major system engineering functions (while this figure derives from the military world, it has elements that fit developments for spacecraft and space instruments). Goddard Procedures and Guidelines, “Systems Engineering,” DIRECTIVE NO. GPG 7120.5, p. 6. Available at: http://spacecraft.ssl.umd.edu/design_lib/GPG7120.5.pdf

Figure 5.2: Systems engineering life cycle relationship with project life cycle, with major goal of each phase.
3. NPD 8610.24B, Launch Services Program (LSP) Pre-Launch Readiness Reviews (http://nodis3.gsfc.nasa.gov/). NASA is accountable for program mission success, which includes launch success. NASA assesses and certifies the readiness of the launch vehicle, payload support hardware and software, and preparation of the launch site infrastructure through a structured prelaunch review process. NASA conducts a Launch Services Program (LSP) prelaunch review; it entails the following:
• Launch vehicle readiness review (LVRR)—Certify readiness for integration of the spacecraft and launch vehicle; typically conducted before the mission readiness review (MRR).
• Flight readiness review (FRR)—Update the mission status, close out actions from both the LVRR and the MRR, and certify readiness to initiate the launch countdown. The FRR is held about 3 days before launch.
• Launch readiness review (LRR)—Update the mission status, close out actions from the previously held FRR, authorize approval to proceed into launch countdown, and sign the certification of flight readiness (COFR). The LRR is held 1 day before launch.
• Final commit-to-launch poll—Confirm readiness to launch approximately 5 minutes before launch. A “go” statement is required from all parties polled to enter into the terminal count. Mandatory launch constraints cannot be waived after start of the terminal launch countdown.
The mission spacecraft usually has a parallel set of prelaunch reviews for the spacecraft and ground system elements as well as status of the launch service. The Spacecraft MRR is typically held after the LVRR. The project may hold other reviews deemed appropriate and necessary to prepare for launch; examples include System Requirements Reviews, Critical Design Reviews, Design Certification Reviews, Preship Reviews, Ground Operations Reviews, Project Manager’s Reviews, and safety reviews.
4. NASA Cost Estimating Handbook 2002 (http://cost.jsc.nasa.gov/NCEH/index.htm). The NASA Cost Estimating Handbook (CEH) provides a balance between documenting processes and providing basic resources for cost estimators without setting a tone of strict guidance. It is a top-level overview of cost estimating as a discipline, not an in-depth examination of each and every aspect of cost estimating. It recognizes the nature of NASA systems and the NASA environment. This handbook claims that cost estimation is part science, part art and that it is a starting point for accurate, defensible, well-documented estimates that are consistently presented and can be easily understood.
1.1.2. Systems Engineering
1. NPR 7123.1, NASA Systems Engineering Processes and Requirements (http://nodis3.gsfc.nasa.gov/). This document is a NASA Procedural Requirement (NPR) and it provides requirements to perform, support, and evaluate systems engineering. It defines systems engineering as a “logical systems approach performed by multidisciplinary teams to engineer and integrate NASA’s systems to ensure NASA products meet customers’ needs.” It claims that applying this approach to all elements of a system and all hierarchical levels of a system over the complete project life cycle will help ensure safety and mission success, increased performance, and reduced cost.
2. NPR 7120.6, Lessons Learned Process (http://nodis3.gsfc.nasa.gov/). This NPR establishes the requirements for the collection, validation, assessment, and codification of lessons learned submitted by individuals, NASA directorates, programs and projects, and any supporting organizations and personnel.
3. NASA Lessons Learned Database (http://llis.nasa.gov/). The NASA Engineering Network is a knowledge network that promotes learning and sharing among NASA’s engineers. It gives public access to search the NASA Lessons Learned database system, which is the official, reviewed learned lessons from NASA program and projects. The information in the database for each “lesson learned” is a summary of the original driving event, as well as recommendations. NASA uses these recommendations for continual improvement through training, best practices, policies and procedures.
4. SP-6105, NASA Systems Engineering Handbook (http://education.ksc.nasa.gov/esmdspacegrant/Documents/NASA%20SP-2007-6105%20Rev%201%20Final%2031Dec2007.pdf). “The objective of systems engineering is to see to it that the system is designed, built, and operated so that it accomplishes its purpose in the most cost-effective way possible, considering performance, cost, schedule and risk.” This handbook attempts to communicate principles of good practice and alternative approaches rather than specify a particular way to accomplish a task. It provides a top-level implementation approach to the practice of systems engineering, which unique to NASA. It has six core chapters: (1) systems engineering fundamentals, (2) the NASA program/project life cycles, (3) systems engineering processes to get from a concept to a design, (4) systems engineering processes to get from a design to a final product, (5) crosscutting management processes in systems engineering, and (6) special topics relative to systems engineering. Appendices supplement the core chapters and provide outlines, examples, and further information to illustrate topics in the core chapters.
5. Defense Acquisition Guidebook, DODD 5000.1, DODI 5000.2 (https://akss.dau.mil/dag/GuideBook/PDFs/GBNov2006.pdf). The Department of Defense has three principal decision-making support systems, all of which were significantly revised in 2003. These three systems, illustrated in Fig. 5.3, provide an integrated approach to strategic planning, identification of needs for military capabilities, systems acquisition, and program and budget development follow:
• Planning, Programming, Budgeting and Execution (PPBE) Process—Strategic planning, program development, and resource determination process. The PPBE process aids the crafting of plans and programs that satisfy the demands of the National Security Strategy within resource constraints.

Figure 5.3: DoD decision support system.
• Joint Capabilities Integration and Development System—The systematic method established by the Joint Chiefs of Staff for assessing gaps in military joint war-fighting capabilities and recommending solutions to resolve these gaps.
• Defense Acquisition System—The management process to acquire weapon systems and automated information systems. Although the system is based on centralized policies and principles, it allows for decentralized and streamlined execution of acquisition activities. This approach provides flexibility and encourages innovation, while maintaining strict emphasis on discipline and accountability.
6. MIL-HDBK-1547 Technical Requirements for Parts, Materials, and Processes for Space and Launch Vehicles (http://store.mil-standards.com/index.asp?PageAction=VIEWPROD&ProdID=99). The purpose of this handbook is to establish and maintain consistent and uniform methods for development of technical requirements for electronic parts, materials, and processes used in the design, development, and fabrication of space and launch vehicles. It provides a common basis for estimating of Application Information, Design and Construction Considerations, and Quality Assurance Provisions for the proposed Design Application. It also establishes a common basis for comparing and evaluating of industry practices for related or competitive designs. This handbook is intended to be used as a tool to increase the performance and reliability of the system under design.
7. NPD 8010.2E Use of the SI (Metric) System of Measurement in NASA Programs (http://nodis3.gsfc.nasa.gov/displayDir.cfm?t=NPD&c=8010&s=2E). This document presents NASA policy for systems of measurement to be used on NASA programs/projects. The International System of Units (commonly known as the SI—Systeme Internationale—or metric system of measurement) is the preferred system of weights and measurement for NASA programs and projects. All new programs and projects covered by NPR 7120.5 shall use the SI system of measurement for design, development, and operations, in preference to customary U.S. measurement units, for all internal activities, related NASA procurements, grants, and business activities. Exceptions to this requirement may be granted by the NASA Chief Engineer, where use of SI units is demonstrated to be impractical, adds unacceptable risk, or is likely to cause significant inefficiencies or loss of markets to U.S. firms. Special emphasis shall be placed on maximum use of SI units in cooperative programs with international partners.
8. MIL-HDBK-881 Work Breakdown Structures for Defense Materiel Items (http://www.acq.osd.mil/pm/currentpolicy/wbs/MIL_HDBK-881A/
MILHDBK881A/WebHelp3/MILHDBK881A.htm). This handbook presents guidelines for effectively preparing, understanding, and presenting a Work Breakdown Structure (WBS). Its primary objective is consistent application of the WBS for all programmatic needs (including Performance, Cost, Schedule, Risk, Budget, and Contractual). It is intended to provide the framework for Department of Defense (DoD) Program Managers to define their program’s WBS and guidance to defense contractors in their application and extension of the contract’s WBS. Section 1 defines and describes the WBS. Section 2 provides instructions on how to develop a Program WBS in the pre-award timeframe. Section 3 offers guidance for developing and implementing a Contract WBS and Section 4 examines the role of the WBS in the post-award time frame.
1.1.3. Design
NASA Reliability Preferred Practices for Design & Test See http://www.klabs.org/DEI/References/design_guidelines/
nasa_reliability_preferred_practices.htm. This website by the Office of Logic Design provides short (four- to eight-page) summaries of reliability design and test practices which have contributed to the success of NASA spaceflight missions. It provides more than 100 preferred practice summaries in PDF format within the categories of natural space environment, reliability design, reliability analysis, and hardware test. Brief descriptions of some of these summaries are listed in Table 5.1.
1.1.4. Mission Assurance and Safety
Mission assurance and safety represent two aspects of reducing risk within the project. Mission assurance activities represent the measures taken to improve the probability that the mission will achieve its objectives. Safety processes are implemented to assure that the risk of potential hazards to personnel and external environments are minimized. The two aspects are grouped together as a single topic because they are often interrelated. For example, a spacecraft with a propulsion system must prevent the inadvertent release of propellant, because it is hazardous to personnel on the ground. Similarly, avoiding inadvertent release of propellant in flight is important because loss of propellant could result in failure of the mission to achieve its objectives. This section covers some of the government regulations relating to mission assurance and safety.
1. NPD 8700.1C, NASA Policy for Safety and Mission Success establishes NASA requirements for safety and mission success, including who or what is protected, who is responsible for protecting it, how risks are managed, and how information is communicated.
2. NPD 8700.3A Safety and Mission Assurance (SMA) Policy for NASA Spacecraft, Instruments, and Launch Services establishes safety and mission assurance requirements for these flight elements.
Table 5.1: Summary of Best Practices from NASA Office of Logic Design
3. NPR 8715.7, Expendable Launch Vehicle Payload Safety Program (http://nodis3.gsfc.nasa.gov/displayDir.cfm?t=NPR&c=8715&s=7) assists “ELV [Expendable Launch Vehicle] payload projects in achieving safety design objectives and obtaining the necessary safety approvals and to assure that NASA safety policy is satisfied for all ELV payload missions.” NASA ELV payloads often incorporate hazards which can pose significant risk to life and property. NASA ELV payload missions require the coordination of efforts among a diverse group of participants who have varying responsibilities and authorities. These missions can present unique challenges to the payload safety assurance process, which often involves numerous organizations internal and external to the Agency.
4. Air Force Space Command Manual 91-710, Range Safety User Requirements (http://www.afspc.af.mil/library/launchsafety/index.asp). All range users operating on the AFSPC ranges, including the ER and WR, are subject to the requirements of this volume to ensure safety by design, testing, inspection, and hazard analysis.
5. The National Environmental Policy Act of 1969 (NEPA) requires U.S. federal agencies to consider the impacts to the environment of proposed projects before taking action. These potential impacts are documented in an Environmental Impact Statement (EIS) and provided to the public for comment as part of the process required by NEPA. This process involves the issuance of a Notice of Intent (NOI) followed by a draft EIS. After public review and comment, a final EIS is published and a record of decision (ROD) is issued.
6. Planetary protection activities at NASA are managed under the Science Mission Directorate at NASA Headquarters. The purpose of planetary protection activities is to twofold: (1) to preserve Solar System bodies from contamination by Earth life and (2) to protect Earth from possible life forms that may be returned from other Solar System bodies. Planetary protection requirements for NASA projects vary depending on the target Solar System body being visited and on the type of mission (for example, planetary flyby, orbiter, lander or rover, sample return). Related documents for planetary protection include NPR 8020.12C, Planetary Protection Provisions for Robotic Extraterrestrial Missions; NPR 8020.7F, Biological Contamination Control for Outbound and Inbound Planetary Spacecraft (revalidated 10/23/03); and NPD 7100.10E, Curation of Extraterrestrial Materials. References on planetary protection may be found at http://planetaryprotection.nasa.gov.
7. NPR 8700.5, Probabilistic Risk Assessment Procedures Guide for NASA Managers and Practitioners (http://www.hq.nasa.gov/office/codeq/doctree/praguide.pdf). Probabilistic risk assessment (PRA) serves two purposes:
• To complement the training material taught in the PRA course for practitioners and, together with the Fault Tree Handbook, to provide PRA methodology documentation.
• To assist aerospace PRA practitioners in selecting an analysis approach that is best suited for their applications. The material of this procedures guide is organized into four parts:
A management introduction to PRA is presented in Chapters 1 through 3. It presents an overview of PRA with simple examples after an introduction of the history of PRA at NASA and a discussion of the relation between PRA and risk management.
Chapters 4 through 14 cover probabilistic methods for PRA, methods for scenario development, uncertainty analysis, data collection and parameter estimation, human reliability analysis, software reliability analysis, dependent failure analysis, and modeling of physical processes for PRA.
Chapter 15 provides a detailed discussion of the “scenario-based” PRA process using two aerospace examples.
The only departure of the PRA from the description of experience-based recommended approaches is in the areas of human reliability (Chapter 9) and software risk assessment (Chapter 11). Analytical methods in these two areas are not mature enough, at least in aerospace applications. Therefore, instead of recommended approaches, these chapters describe some popular methods for the sake of completeness.
8. Fault Tree Handbook with Aerospace Applications, August 2002 (http://www.hq.nasa.gov/office/codeq/doctree/fthb.pdf). The current Fault Tree Handbook, serves two purposes: (1) as a companion document to the training material taught in FTA courses for practicing system analysts; and (2) to assist aerospace FTA practitioners in acquiring and implementing current state-of-the art FTA techniques in their applications. The current version of the handbook contains the following material that was not in the original version:
• A discussion of the binary decision diagram (BDD) method for solving fault trees that were originally solved only through Boolean reduction and the use of minimal cuts sets
• An introduction to dynamic fault trees (DFTs) and methods to solve them
• Illustrations of fault tree analysis in aerospace applications, with detailed description of the models
• An extended discussion of modeling common cause failures and human errors in FTA
• Descriptions of modeling feedback loops so as to properly cut such loops in a FT
• Extended discussion of applications of FTA for decision making, covering applications to operating systems and to systems that are in design
• Descriptions of absolute and relative importance measures that are obtainable from FTA and that enhance the output and value of an FTA
• Expanded discussion of success trees, their logical equivalence to fault trees, and their applications
9. Worst-case analysis (http://klabs.org/richcontent/General_Application_Notes/
SDE/WCA_Requirements.pdf). The purpose of a worst-case analysis (WCA) is to prove the design will function as expected during its mission. The spirit of analysis is proof: all circuits are considered guilty of design flaws until proven innocent. Here are areas considered by WCA:
• Part parameters and deratings—Each parameter must be derated from the data book value for the intended environment to compensate for the effects of temperature, age, voltage, and radiation.
• Timing analysis—Set-up and hold times at all clocked inputs, pulse widths of clocks, and asynchronous set, clear, and load inputs, all clock inputs and asynchronous inputs such as sets, clears, and loads must be shown to be free from both static and dynamic hazards.
• Gate output loading—Show that no gate output drive capacities have been exceeded.
• Interface margins—Show that all of the gates have their input logic level thresholds met.
• State machines—Must be analyzed to assure that they will not exhibit anomalous behavior, such as system lock-up.
• Asynchronous interfaces—Must show either that asynchronous signals are properly synchronized to the appropriate clock or that the circuitry receiving asynchronous signals will function correctly if set-up and hold times are not met.
• Reset conditions and generation—All circuitry must be shown to be placed into a known state during reset.
• Part safety conditions—The analysis must prove that the circuit is designed so as to prevent its parts from being damaged.
• Cross-strap signals between redundant modules—Show that isolation between boxes is actually achieved.
• Circuit interconnections—Show that circuit interconnection requirements are met from the standpoint of signal quality as affected by edge rates, loading, and noise.
• Bypass capacitance analysis—Show that the amount of on-board bulk and bypass capacitance is appropriate for the circuitry.
10. Failure Modes, Effects and Criticality Analysis (FMECA) Public Lessons Learned Entry: 0795 (http://www.nasa.gov/offices/oce/llis/0795.html). Failure modes, effects, and criticality analysis (FMECA) comprises two separate analyses: failure mode and effects analysis (FMEA) and criticality analysis (CA). FMEA analyzes different failure modes and their effects on the system while CA classifies their level of importance based on failure rate and severity of the effect of failure. The ranking process of CA can use either existing failure data or a subjective ranking conducted by a team of people with an understanding of the system.
NASA originally developed FMECA to improve and verify the reliability of space program hardware. MIL-STD-1629A, which has been canceled, established requirements and procedures for performing a FMECA, to evaluate and document, by failure mode analysis, the potential impact of each functional or hardware failure on mission success, personnel and system safety, and maintainability and system performance. It ranks each potential failure by the severity of its effect so that corrective actions may be taken to eliminate or control design risk. High-risk items are those items whose failure would jeopardize the mission or endanger personnel. The techniques presented in this standard may be applied to any electrical or mechanical equipment or system. Although MIL-STD-1629A has been canceled, its concepts should be applied during the development phases of all critical systems and equipment whether it is military, commercial, or industrial systems/products (see http://www.army.mil/USAPA/eng/DR_pubs/dr_a/pdf/tm5_698_4.pdf).
11. MIL-HDBK-338B Electronic Reliability Design Handbook (http://www.relex.com/resources/mil/338b.pdf). Reliability engineering is doing those things which ensure that an item will perform its mission successfully. The discipline of reliability engineering consists of two fundamental aspects: (1) paying attention to detail and (2) handling uncertainties. The traditional, narrow definition of reliability is “the probability that an item can perform its intended function for a specified interval under stated conditions.” This narrow definition applies largely to items which have simple missions, such as equipment, simple vehicles, or components of systems. For large complex systems, such as command and control systems, aircraft weapon systems, a squadron of tanks, and naval vessels, it is more appropriate to use more sophisticated concepts such as “system effectiveness” to describe the worth of a system. System effectiveness relates to that property of a system output, carrying out of some intended function, which was the real reason for buying the system in the first place; if the system is effective, it functions well; if it is not effective, it does not function well and attention must be focused on those system attributes that are deficient.
12. Radiation models (http://setas-www.larc.nasa.gov/LDEF/RADIATION/rad_exp_space.html). Designers must address a variety of important radiation effects: dose (which can range from 20 to 30 rad/year), single-event effects (which affect microelectronics), displacement damage, and sensor noise. The analysis can help determine the amount of redundancy, and hence cost, of the spacecraft. (For example, total dose requirements for microelectronics are a common concern; analysis can help determine the amount of shielding necessary to protect the components. In another example, a data collecting processing unit with large memory may not require as much redundancy because the data may indicate if a single-event upset occurs. In contrast, a final example is flight controls, which require more redundancy to keep the spacecraft operating properly.) In preparing a spacecraft design, engineers may use any number of different radiation environment models, as given in the website:
• International reference ionosphere (IRI)
• International geomagnetic reference field (IGRF)
• AE/AP radiation belt models
• Cosmic ray effects on microelectronics (CREME) model
• Tsyganeko models of the Earth’s magnetic field
Lessons learned are also valuable in predicting radiation effects. One useful reference is Poivey C, et al., “Lessons Learned from Radiation Induced Effects on Solid State Recorders (SSR) and Memories,” December 2002 (http://radhome.gsfc.nasa.gov/radhome/papers/2002_SSR.pdf).
13. Carosso N, “Contamination Engineering Guidelines” Swales Aerospace (http://400dg.gsfc.nasa.gov/sites/400/docsguidance/All%20Documents/Contam_Eng_Guidelines.doc). This document provides a description of the necessary elements involved in planning, designing, implementing, and verifying an adequate contamination control program for spacecraft and science instrument hardware. The document may be applied to all types of hardware development from individual components to complete subsystem assemblies, to any and all levels of science instrument hardware, up to and including entire integrated spacecraft and launch vehicles.
Complementary documents are Contamination Control of Space Optical Systems, NASA Preferred Reliability Practices, PD-ED-1263 (http://snebulos.mit.edu/projects/reference/NASA-Generic/PD-ED-1263.pdf); and Harkins W, Selection of Spacecraft Materials and Supporting Vacuum Outgassing Data, NASA Engineering Network, Public Lessons Learned Entry 0778, February 1, 1999 (http://www.nasa.gov/offices/oce/llis/0778.html).
14. NPR 8621.1 NASA Procedural Requirements for Mishap and Close Call Reporting, Investigating, and Recordkeeping (http://nodis3.gsfc.nasa.gov/displayDir.cfm?t=NPR&c=8621&s=1B). The purpose of the NASA mishap investigation process is to determine cause and develop recommendations to prevent recurrence. A notional timeline of the investigation process is as follows:
• Immediately—24 hours safe site, initiate premishap plans, make notifications, classify mishap
• Within 48 hours of mishap—Appoint investigating authority
• Within 75 workdays of mishap—Complete investigation and mishap report
• Within an additional 30 workdays—Review and endorse mishap report
• Within an additional 5 workdays—Approve or reject mishap report
• Within an additional 10 workdays—Authorize report for public release
• Within an additional 10 workdays—Distribute mishap report
• Concurrently
• Within 15 workdays of being tasked—Develop corrective action plan
• Within 10 workdays of being tasked—Develop lessons learned
15. Root cause analysis (RCA) is a structured evaluation method that identifies the root causes for an undesired outcome and the actions adequate to prevent recurrence (http://klabs.org/DEI/References/design_guidelines/content/
nasa_specs/root_cause_analysis_bradley_2003.pdf). Root cause analysis should continue until organizational factors have been identified, or until data are exhausted.
16. NPD 8730.2C NASA Parts Policy (http://nodis3.gsfc.nasa.gov/displayDir.cfm?t=NPD&c=8730&s=2C). It is NASA policy to control risk and enhance reliability in NASA spaceflight and critical ground support/test systems, in part, by managing the selection, acquisition, traceability, testing, handling, packaging, storage, and application of the following:
• Electrical, electronic, and electromechanical (EEE) parts
• Electronic packaging and interconnect systems
• Mechanical parts such as fasteners, bearings, studs, pins, rings, shims, piping components, valves, springs, brackets, clamps, and spacers
• Manufacturing materials affecting the performance/acceptability of parts such as plating, solder, and weld-filler material
17. EEE-INST-002 2003, Instructions for EEE Parts Selection, Screening, Qualification, and Derating (http://nepp.nasa.gov/DocUploads/FFB52B88-36AE-4378-A05B2C084B5EE2CC/EEE-INST-002_add1.pdf). Establish baseline criteria for selection, screening, qualification, and derating of EEE parts for use on NASA GSFC spaceflight projects. This document provides a mechanism to assure that appropriate parts are used in the fabrication of space hardware that will meet mission reliability objectives within budget constraints.
This document provides instructions for meeting three reliability levels of EEE parts requirements based on mission needs:
• A Grade 1 part is consistent with reliability Level 1. Levels of part reliability confidence decrease by reliability level, with Level 1 being the highest reliability and Level 3 the lowest. A reliability Level 1 part has the highest level of manufacturing control and testing per military specifications.
• Level 2 parts have reduced manufacturing control and testing.
• Level 3 parts have no guaranteed reliability controls in the manufacturing process and no standardized testing requirements. The reliability of Level 3 parts can vary significantly with each manufacturer and part type due to unreported and frequent changes in design, construction and materials.
18. Jet Propulsion Laboratory (JPL) standard processes and documents—This is only a partial listing of the documents that JPL uses for developing programs and projects. Some are not accessible in a public format. If you are a contractor to JPL, you should be able to get the appropriate standards and documents from your primary point of contact.
• Radiation Effects Group Publications (http://parts.jpl.nasa.gov/resources.htm).
• D-20348, Rev. A, JPL Institutional Parts Program Requirements (http://nepp.nasa.gov/docuploads/8DB633E8-7AA9-4A1C-
87DC1135F87B613C/JPL-D-20348.doc). Every electrical, electronic, and electromechanical (EEE) part intended for use in spaceflight shall be reviewed and approved for compatibility with the intended space environment and mission life. This document defines the baseline parts program requirements for all JPL missions, including both spacecraft and instruments.
• D-5703, Rev. 2, Reliability Analyses for Flight Hardware in Design (http://dmie.jpl.nasa.gov/cgi/doc-gw.pl?DocRevID=80729&frame=html&mimetype=&dispform=3).
• D-58032 Flight Project Practices.
• D-8671 JPL Standard for Reliability Assurance.
• D-8091 JPL Standard for Anomaly Resolution (http://pbma.nasa.gov/docs/public/pbma/bestpractices/bp_jpl_07.doc). The purpose of this document is to define the guidelines and procedures for an effective problem/failure reporting system. To be effective, the system must ensure that every problem or failure is reported in a timely manner, and that the corrective action will preclude the recurrence of the problem/failure. The system should also ensure that for those special cases in which effective corrective action has not been fully implemented, the residual risk is identified and is acceptable to project/task managers.
• D-560 JPL Standard for Flight Systems Safety.
• D-11119 Alert/Concerns Handbook.
• D-12872, Rev. 1, JPL Process for Tailoring Mission Assurance to Specific Projects, January 1999 (http://trs-new.jpl.nasa.gov/dspace/bitstream/2014/12133/1/01-0005.pdf). This document provides guidance to identify a process for tailoring and integrating mission assurance (MA) activities into JPL flight projects that is consistent with a project’s characteristics and resources. Such tailoring process replaces flight hardware classification and any predetermined set of MA prequirements as provided by JPL D-1489 and JPL D-8966.
• Atkins K, Gowler P, “Preparing Project Managers for Faster-Better-Cheaper Robotic Planetary Missions,” IEEE Aerospace Conference, November 2002 (http://trs-new.jpl.nasa.gov/dspace/bitstream/2014/10956/1/02-2819.pdf). This paper advocates moving toward “a set of consistent project implementation processes with process owners and process engineering teams focusing on the FBC [faster-better-cheaper] paradigm and IS0 objectives.” The JPL processes that the paper advocates follow:
• Define mission/science objectives and data
• Products
• Plan the project
• Plan, manage, and control resources
• Manage and mitigate risk
• Secure launch approval
• Lead and build the team
• Staff and de-staff projects
• Plan and execute project acquisitions
• Provide and manage project information
• Manage international participation
• Engage the educational and public community
• Manage mission assurance
• Assure product quality
• Assure product reliability
• Ensure parts reliability
• Ensure system safety
• Manage configuration of project elements
• Implement project reviews
• Design project architecture
• Engineer mission and navigation systems
• Engineer flight systems
• Engineer mission operations systems
• Design product systems
• Develop hardware products
• Develop software products
• Integrate and test products
• Operate product systems
• Integrate and test mission systems
• Provide operation services
• Infuse and transfer technology
19. PPL-21, Goddard Space Flight Center Preferred Parts List (http://nepp.nasa.gov/DocUploads/AA0D50FD-18BE-48EF-ABA2E1C4EFF2395F/ppl21notice1.pdf). This document contains a list of preferred parts, additional test requirements for preferred parts, part derating guidelines, screening requirements for nonpreferred parts, details of space radiation effects, and a list of nonpreferred parts that can be procured to GSFC specifications.
20. Aerospace Report No. TOR-2006(8583)-5236, Technical Requirements for Electronic Parts, Materials, and Processes Used in Space and Launch Vehicles, November 13, 2006. This document establishes the minimum technical requirements for electronic parts, materials, and processes (electronic PMP) used in the design, development, and fabrication of space and launch vehicles. Application information, design and construction information, and quality assurance provisions are provided.
21. NPR 8735.1, GIDEP Notifications and NASA Advisories (http://www.gidep.org/). The Government-Industry Data Exchange Program (GIDEP) is an information-sharing program to ensure that only reliable, quality parts are used on all government programs and operations. The objective of this policy is to ensure that information about nonconforming or defective items in use at NASA are identified and shared among NASA facilities and with GIDEP as appropriate. This document is intended for use in acquisition of space and launch vehicles. This document should be cited in the contract statement of work and may be tailored by the acquisition activity for the specific application or program.
The following NASA standards are for certification of technicians to workmanship standards. Typically NASA will levy these requirements on a contractor who is building space-qualified hardware or mission-critical equipment.
22. NASA STD 8739.3, Soldered Electrical Connections (http://www.hq.nasa.gov/office/codeq/doctree/87393.htm). This standard sets forth requirements for hand and wave soldering to obtain reliable electrical connections. The prime consideration is the physical integrity of solder connections. This publication applies to NASA programs involving soldering connections for flight hardware, and mission critical ground support equipment; it does not define the soldering requirements for surface-mount technology (SMT).
• Prescribes NASA’s process and end-item requirements for reliable, soldered electrical connections.
• Establishes responsibilities for training personnel.
• Establishes responsibilities for documenting process procedures including supplier innovations, special processes, and changes in technology.
• For the purpose of this standard, the term “supplier” is defined as in-house NASA, NASA contractors, and subtier contractors.
23. NASA STD 8739.2, NASA Workmanship Standard for Surface Mount Technology (http://www.hq.nasa.gov/office/codeq/doctree/87392.htm). This standard sets forth NASA’s requirements, procedures, and documenting requirements for hand and machine soldering of surface-mount electrical connections. It is a complement to NASA STD 8739.3 described above.
24. NASA STD 8739.1, A Workmanship Standard for Polymeric Application on Electronic Assemblies (http://www.hq.nasa.gov/office/codeq/doctree/87391.htm). This standard sets forth NASA’s technical requirements, procedures, and documentation requirements for polymeric applications for staking, conformal coating, bonding, and encapsulation of components used in electronic hardware.
25. NASA STD 8739.4, Crimping, Interconnecting Cables, Harnesses, and Wiring (http://www.hq.nasa.gov/office/codeq/doctree/87394.htm). This standard provides a baseline for NASA project offices to use when preparing or evaluating process procedures for the manufacture of harnesses and cabling, including crimping of connector pins, for spaceflight hardware or mission-critical ground support equipment.
• Prescribes NASA’s process and end-item requirements for reliable crimped connections, interconnecting cables, harnesses, and wiring.
• Establishes responsibilities for training personnel.
• Establishes responsibilities for documenting process procedures including supplier innovations, special processes, and changes in technology.
• For the purpose of this standard, the term “supplier” is defined as in-house NASA, NASA contractors, and subtier contractors.
1.1.5. Integration and Test
1. MIL-STD-1540B Military Standard Test Requirements for Space Vehicles (http://www.everyspec.com/MIL-STD/
MIL-STD+(1500+–+1599)/MIL-STD-1540B_MILITARY_STANDARD_TEST
_REQUIREMENTS_FOR_SPACE_VEHICLES_2539/). This standard establishes the environmental and structural ground testing requirements for launch vehicles, upper-stage vehicles, space vehicles, and for their subsystems and units. (Draft E is the latest as of December 2002 but it has ITAR restricted access.)
2. Aerospace Report No. TR-2004(8583)-1, Rev. A, Perl E, ed., Test Requirements for Launch, Upper-Stage, and Space Vehicles, September 6, 2006 (http://www.everyspec.com/USAF/TORs/download.php?spec=TR-2004(8583)-1_REV_A.00000936.pdf). This standard establishes the environmental and structural ground testing requirements for launch vehicles, upper-stage vehicles, space vehicles, and their subsystems and units. In addition, a uniform set of definitions of related terms is established.
3. GSFC-STD-7000, General Environmental Verification Standard (GEVS) (http://www.goes-r.gov/procurement/flight_documents/GSFC-STD-7000.pdf).
4. Electromagnetic Effects and Spacecraft Charging (http://see.msfc.nasa.gov/ee/eepub.htm, NASA/TP-2003-212287). This document is intended as a design guideline for high-voltage, space power systems (>55 volts) that must operate in the plasma environment associated with low earth orbit (LEO). Such power systems, particularly solar arrays, may interact with this environment in a number of ways that are potentially destructive to themselves as well as to the platform or vehicle that has deployed them.
The first objective is to present an overview of current understanding of the various plasma interactions that may result when a high voltage system is operated in the Earth’s ionosphere. A second objective is to reference common design practices that have exacerbated plasma interactions in the past and to recommend standard practices to eliminate or mitigate such reactions.
5. MIL-STD-461E, Control of Electromagnetic Interference (EMI) Characteristics of Subsystems and Equipment. This standard covers electromagnetic effects that are both conducted and radiated. Each area addresses specific modes, either emissions or susceptibility, and bandwidths. Chapter 6 in this volume on military development and best practices has more information on MIL-STD-461.
6. Environmental Compliance/Launch Approval Status System (http://www.teerm.nasa.gov/Environmental_EnergyConference2008
_files/3Van%20Damme%20Final%20JPL%20Tools%20for%20NEPA%20
Compliance%209-23-08.pdf). Flight project practices (FPPs) establish requirements/processes for satisfying NASA imposed agency-wide requirements (e.g., NPR 8580.1 and NPR 7120.5D). Launch-approval engineering FPP establishes following requirements (i.e., “gate products” associated with standard project milestones) to ensure timely NEPA (and associated) compliance by JPL flight projects:
• Environmental compliance and launch-approval status system (ECLASS) form at mission concept review (MCR)
• Launch-approval engineering plan at project mission system review (PMSR)
• Final NEPA document at preliminary design review (PDR)
7. Nuclear Safety Launch Approval (http://pbma.nasa.gov/framework_content_cid_493).
1.1.6. Mission Operations
Mission operations are particular to each spacecraft, launch, orbit, and mission. Several samples of concerns and issues with mission operations follow:
1. NPD 8700.1E NASA Policy for Safety and Mission Success (http://nodis3.gsfc.nasa.gov/displayDir.cfm?t=NPD&c=8700&s=1E).
2. 20060013538 NASA Johnson Space Center, Houston, TX, Lunar Surface Mission Operations Scenario and Considerations (http://aero-defense.ihs.com/news/star-06H1/star-0620-lunar-planetary-science-exploration.htm).
Planetary surface operations have been studied since the last visit of humans to the moon, including conducting analog missions. Mission operations lessons from these activities are summarized. Characteristics of forecasted surface operations are compared to current human mission operations approaches. Considerations for future designs of mission operations are assessed.
3. Code S Mission Operations Mission Management Plan, Rev. 8 (http://www.ssmo_home.hst.nasa.gov/SSMO_Best_Practices_010705/
Code%20S%20Mission%20Management%20Plan%20(Rev.8).doc). This mission management plan (MMP) provides a high-level description of the manner in which the mission operations and mission services (MOMS) contractor will manage the mission operations for those task orders (TOs) that pertain to space sciences missions. This MMP describes our approach to mission management, mission reporting, staffing, training and certification, risk management and best practices, configuration management, IT security, and maintenance of mission and technical records.
4. Proceedings of the SpaceOps 2008 Conference, May 15, 2008 (http://www.aiaa.org/agenda.cfm?lumeetingid=1436&formatview=1&dateget=15-May-08).
1.1.7. Summary of NASA-Developed Technical Standards
Table 5.2 contains a summary of NASA technical standards that can be found at the following website: http://standards.nasa.gov/documents/nasa.
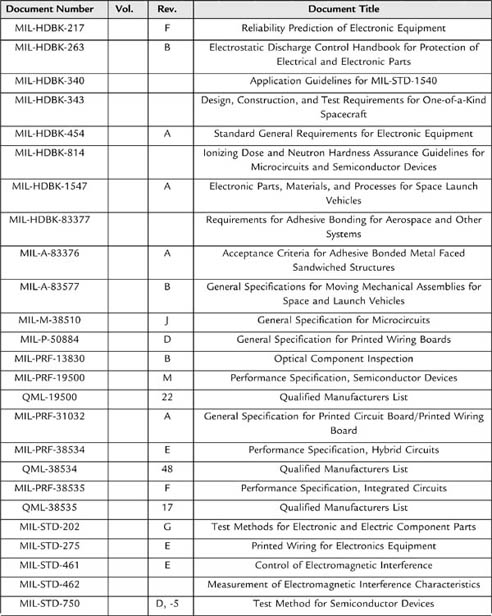
1.1.8. Summary of Military Aerospace Standards
Table 5.3 has a summary of military aerospace technical standards; some of these can be found at the following website: http://snebulos.mit.edu/projects/reference/MIL-STD/index.html.
1.2. Industry Standards
Even now industry standards for commercial spacecraft are either proprietary or broadly applicable to many industries. What follows are some of the more prominent standards that may figure into future commercial space programs.
1.2.1. Project Management
Guide to Program Management Body of Knowledge (PMBOK), Project Management Institute (http://www.pmi.org/Resources/Pages/Library-of-PMI-Global-Standards-projects.aspx). A global standard for the industry, which can help project management practitioners prepare for credential examinations, or assist organizations in creating and shaping their project management system. The PMBOK® Guide is not designed to function as a step-by-step, how-to book, but rather to identify that subset of the project management body of knowledge that is generally recognized as good practices. The Fourth Edition continues to reflect the evolving knowledge within the profession of project management. Like previous editions, it represents generally recognized good practice in the profession.
Table 5.2: Summary of NASA Standards
Document Number |
Document Title |
NASA-GB-8719.13 |
NASA Software Safety Guidebook |
NASA-HDBK-1001 |
Terrestrial Environment (Climatic) Criteria Handbook for Use in Aerospace Vehicle Development |
NASA-HDBK-4001 |
Electrical Grounding Architecture for Unmanned Spacecraft |
NASA-HDBK-4002 |
Avoiding Problems Caused by Spacecraft On-Orbit Internal Charging Effects |
NASA-HDBK-4006 |
Low Earth Orbit Spacecraft Charging Design Handbook |
NASA-HDBK-5010 |
Fracture Control Implementation Handbook for Payloads, Experiments, and Similar Hardware |
NASA-HDBK-5300.4(3J) |
NASA Handbook Requirements for Conformal Coating and Staking of Printed Wiring Boards for Electronic Assemblies |
NASA-HDBK-6003 |
Application of Data Matrix Identification Symbols to Aerospace Parts Using Direct Part Marking Methods/Techniques (Supersedes NASA-HDBK-6003b) |
NASA-HDBK-6007 |
Handbook for Recommended Material Removal Processes for Advanced Ceramic Test Specimens and Components |
NASA-HDBK-7004 |
Force Limited Vibration Testing |
NASA-HDBK-7005 |
Dynamic Environmental Criteria |
NASA-HDBK-8719.14 |
Handbook for Limiting Orbital Debris |
NASA-HDBK-8739.18 |
Procedural Handbook for NASA Program and Project Management of Problems, Nonconformances, and Anomalies |
NASA-SPEC-5004 |
Welding of Aerospace Ground Support Equipment and Related Nonconventional Facilities |
NASA-STD-(I)-5005 |
Standard for the Design and Fabrication of Ground Support Equipment |
NASA-STD-0005 |
NASA Configuration Management (Cm) Standard |
NASA-STD-2202 |
Software Formal Inspections Standard |
NASA-STD-2202-93 |
Software Formal Inspections Standard |
NASA-STD-2818 |
Digital Television Standards for NASA |
NASA-STD-3000 VOL I |
Man-Systems Integration Standards, vol. I |
NASA-STD-3000 VOL II |
Man-Systems Integration Standards, vol. II |
NASA-STD-3000 VOL III |
Man-Systems Integration Standards, vol. III |
NASA-STD-3001 VOL I |
NASA Spaceflight Human System Standard, vol. 1: Crew Health (Superseding NASA-STD-3000, vol. 1, Chapter 7; and JSC 26882, Spaceflight Health Requirements Document) |
NASA-STD-4003 |
Electrical Bonding for NASA Launch Vehicles, Spacecraft, Payloads, and Flight Equipment |
Low Earth Orbit Spacecraft Charging Design Standard (Supersedes NASA-STD-(I)-4005) | |
NASA-STD-5001 |
Structural Design and Test Factors of Safety for Spaceflight Hardware |
NASA-STD-5002 |
Load Analyses of Spacecraft and Payloads |
NASA-STD-5003 |
Fracture Control Requirements for Payloads Using the Space Shuttle |
NASA-STD-5005 |
Ground Support Equipment (Superseding NASA-STD-5005a) |
NASA-STD-5006 |
General Fusion Welding Requirements for Aerospace Materials Used in Flight Hardware |
NASA-STD-5007 |
General Fracture Control Requirements for Manned Spaceflight Systems |
NASA-STD-5008 |
Protective Coating of Carbon Steel, Stainless Steel, and Aluminum on Launch Structures, Facilities, and Ground Support Equipment |
NASA-STD-5009 |
Nondestructive Evaluation Requirements for Fracture Critical Metallic Components |
NASA-STD-5012 |
Strength and Life Assessment Requirements for Liquid Fueled Space Propulsion System Engines |
NASA-STD-5017 |
Design and Development Requirements for Mechanisms |
NASA-STD-5019 |
Fracture Control Requirements for Spaceflight Hardware (Superseding NASA-STD-(I)-5019 (interim) and NASA-STD-5007) |
NASA-STD-6001 |
Flammability, Odor, Off-gassing and Compatibility Requirements and Test Procedures for Materials in Environments That Support Combustion |
NASA-STD-6002 |
Applying Data Matrix Identification Symbols on Aerospace Parts (Superseding NASA-STD-6002c) |
NASA-STD-6008 |
NASA Fastener Procurement, Receiving Inspection, and Storage Practices for Spaceflight Hardware |
NASA-STD-6016 |
Standard Materials and Processes Requirements for Spacecraft |
NASA-STD-7001 |
Payload Vibroacoustic Test Criteria |
NASA-STD-7002 |
Payload Test Requirements |
NASA-STD-7003 |
Pyroshock Test Criteria |
NASA-STD-7009 |
Standard for Models and Simulations |
NASA-STD-8709.2 |
NASA Safety and Mission Assurance Roles and Responsibilities for Expendable Launch Vehicle Services; Revalidated/Reaffirmed 08/21/2003 |
NASA-STD-8719.10 |
Standard for Underwater Facility and Non–Open Water Operations |
NASA-STD-8719.11 |
Safety Standard for Fire Protection |
NASA-STD-8719.13 |
NASA Software Safety Standard (Rev B W/Ch1 of 7/8/2004) |
Process for Limiting Orbital Debris (Baseline W/Ch 1 of 9/6/07) | |
NASA-STD-8719.17 |
NASA Requirements for Ground-Based Pressure Vessels and Pressurized Systems (Pv/S) |
NASA-STD-8719.7 |
Facility System Safety Guidebook |
NASA-STD-8719.9 |
Standard for Lifting Devices and Equipment; Revalidated/Reaffirmed 10/01/2007 |
NASA-STD-8729.1 |
Planning, Developing and Managing an Effective Reliability and Maintainability (R&M) Program |
NASA-STD-8739.1 |
Workmanship Standard for Polymeric Application on Electronic Assemblies |
NASA-STD-8739.2 |
Workmanship Standard for Surface Mount Technology (Baseline with Chapter 1 of 6/6/08); Revalidated/Reaffirmed 06/05/2008 |
NASA-STD-8739.3 |
Soldered Electrical Connections (Baseline with Chapter 3 of 6/6/08) |
NASA-STD-8739.4 |
Crimping, Interconnecting Cables, Harnesses, and Wiring (Baseline with Chapter 4 of 7/25/08) |
NASA-STD-8739.5 |
Fiber Optic Terminations, Cable Assemblies, and Installation (Baseline with Chapter 1 of 7/25/08) |
NASA-STD-8739.8 |
Software Assurance Standard (Baseline with Chapter 1 of 5/5/05) |
NSS-1740.12 |
Safety Standard for Explosives, Propellants, and Pyrotechnics |
NSS-1740.14 |
NASA Safety Standard Guidelines and Assessment Procedures for Limiting Orbital Debris |
Table 5.3: Summary of Military Standards That Might Apply to Spacecraft


The American National Standards Institute/Electronic Industries Alliance, Standard 748-B, Earned Value Management Systems (ANSI/EIA-748). The standard contains guidelines and common terminology for earned value management systems (EVMS). It also contains a discussion on the EVMS process, system documentation, and system evaluation sections that are informative sections providing application and implementation insight. Earned value management (EVM) is a technique for measuring project progress (http://en.wikipedia.org/wiki/Earned_value_management). EVM combines measurements of schedule and cost into integrated metrics that can give early warning of performance problems. EVM promises to improve the tracking of progress of the project and to keep the project team focused on achieving progress.
1.2.2. Systems Engineering
International Council on Systems Engineering (INCOSE) (http://www.incose.org/ProductsPubs/products/sehandbook.aspx), Systems Engineering Handbook, Version 3, of INCOSE Systems Engineering Handbook. This handbook represents a shift in paradigm toward global industry application consistent with the systems engineering vision. Developed for the new systems engineer, the engineer in another discipline who needs to perform systems engineering or the experienced systems engineer who needs a convenient reference, the handbook provides an updated description of key process activities performed by systems engineers.
The descriptions in this handbook show what each systems engineering process activity entails, in the context of designing for affordability and performance. On some projects, a given activity may be performed very informally (e.g., on the back of an envelope, or in an engineer’s notebook); on other projects, activities are performed very formally, with interim products under formal configuration control. This document is not intended to advocate any level of formality as necessary or appropriate in all situations.
ISO/IEC 15288:2008 (E) and IEEE Std 15288-2008. (See Chapter 6 in this volume on systems engineering in military projects.)
1.2.3. Fault Protection
Chapter 9, Long-Life Systems, pp. 671–690, in Siewiorek DP, Swarz RS, Reliable Computer Systems: Design and Evaluation, 3rd edition, contains several case studies that are instructive [1].
Jackson B, A Robust Fault Protection Strategy for a COTS-Based Spacecraft, 2007 IEEE Aerospace Conference. “This paper presents a robust fault protection strategy for a low-cost single-string spacecraft that makes extensive use of COTS components. These components include commercial processors and microcontrollers that would traditionally be considered inappropriate for use in space. By crafting an avionics architecture that employs multiple distributed processors, and coupling this with an appropriate fault protection strategy, even a single-string COTS-based spacecraft can be made reasonably robust. The fault protection strategy is designed to trap faults at the highest possible level while preserving the maximum amount of spacecraft functionality, and can autonomously isolate and correct minor faults without ground intervention. For more serious faults, the vehicle is always placed in a safe configuration until the ground can diagnose the anomaly and recover the spacecraft. This paper will show how a multi-tiered fault protection strategy can be used to mitigate the risk of flying COTS components that were never intended for use in the space environment” [2].
1.2.4. Mission Assurance and Safety
Quality Management Systems (QMSs)—The primary systems are ANSI/ISO/ASQ 9001 and AS9100 Quality Management System for Aerospace Industry; CMMI can also be used, particularly if the system has much software development. See the first chapter for more discussion about QMSs.
Company specific elements might include the following:
• Project safety evaluation checklist
• Safety assessment report
• Hazard report
• Requirements compliance assessment
1.2.5. Integration and Test
EMI/EMC—MIL-STD-461E is a rigorous standard, but it may not cover extreme frequencies or it may be too difficult to meet for some applications. Commercial standards for EMC are addressed in reference [3]. There are five primary bodies that generate relevant standards: the International Electrotechnical Commission (IEC), CISPR, the European Committee for Electrotechnical Standardization (CENELEC), the European Telecommunications Standards Institute (ETSI), and the Federal Communications Commission (FCC). The international community has worked to harmonize standards around IEC 61000-x set of standards.
1.2.6. Miscellaneous Industrial and Commercial Standards
American Society for Testing and Materials (ASTM)
ASTM E-595 2005, Standard Test Method for Total Mass Loss and Collected Volatile Condensable Materials from Outgassing in a Vacuum Environment
The Institute for Interconnecting and Packaging Electronic Circuits (IPC):
IPC-6011 1996, Generic Performance Specification for Printed Boards
IPC-6012 B 2004, Qualification and Performance Specification for Rigid Printed Boards
IPC-6013 A 2003, Qualification and Performance Specification for Flexible Printed Boards
IPC-6018 A 2002, Microwave End Product Board Inspection and Test
J-STD-001 C 2000, Requirements for Soldered Electrical and Electronic Assemblies
J-STD-004 A 2004, Requirements for Soldering Fluxes
J-STD-020 B 2002, Moisture/Reflow Sensitivity Classification for Nonhermetic Solid State Surface Mount Devices
J-STD-033 A 2002, Handling, Packaging, Shipping and Use of Moisture/Reflow Sensitive Surface Mount Devices
1.3. Commercial Off-the-Shelf
As more commercial ventures explore and exploit spaceflight, opportunities grow for the use of commercial off-the-shelf (COTS) modules and subsystems. Commercial components can greatly reduce cost and speed development. COTS provides access to a wide variety of high-performance components; the downside is that COTS almost never is radiation hard. The use of COTS modules and subsystems in spaceflight can be appropriate for short missions and low earth orbits. One example of the use of COTS in spacecraft was the LCROSS mission in 2009; another was the MiTEx mission in 2006.
“LCROSS is a fast-paced, low-cost, mission that leverages select NASA flight-ready systems, commercial-off-the-shelf components . . .” [4]. The LCROSS mission will have one portion of the spacecraft to observe another part of the spacecraft impact the moon; the goal is to identify substances, particularly water, on the moon. “The LCROSS science payload consists of two near-infrared spectrometers, a visible light spectrometer, two mid-infrared cameras, two near-infrared cameras, a visible camera, and a visible radiometer [4]”.
The Micro-Satellite Technology Experiment, or MiTEx, launched on June 21, 2006 into an elliptical geosynchronous transfer orbit. The Defense Advanced Research Projects Agency, Air Force, and Navy collaborated on this space mission to test technologies that could be incorporated in future military programs. Two major goals for MiTEx were to:
• “Investigate and demonstrate advanced space technologies such as lightweight power and propulsion systems, avionics, and spacecraft structures; commercial-off-the-shelf processors; affordable, responsive fabrication/build-to-launch techniques; and single-string components
• Demonstrate a one-year lifetime for small satellites built using these new technologies and techniques” [5]
The biggest problem with using COTS components is surviving radiation during spaceflight. This is a unique problem because vendors do not perform the reliability and radiation hardness analysis (RHA) on COTS components. As Barnes indicated, you cannot even leverage experience from other high-reliability users like the automotive industry because the total ionizing dose (TID) response depends on the specific fabrication process for the integrated circuits and single-event effects (SEE) depend on circuit design and its dimensions. Furthermore, packaging makes RHA hard to establish: analysis for SEE is difficult on plastic components and multichip modules are difficult to test. Finally, vendors typically change a fabrication process for integrated circuits, which then can reduce radiation tolerance, without informing customers of the changes or of the impacts to their applications [6]. There is no way of predicting radiation response for COTS components without testing them in an ionizing chamber, a nuclear reactor, or an ion beam accelerator.
Barnes suggests the following means to use COTS components for spacecraft:
• Establish RHA with radiation testing
• Disseminate radiation data to designers so they can use it early in project cycle
• Use various shielding techniques
• Use software and hardware mitigation methods
• Use modified commercial designs that are more radiation tolerant [6]
For missions that avoid areas of concentrated radiation, such as the South Atlantic Anomaly, COTS components stand a better chance for survival. If cost and reduced development time drive a mission, then you might tailor the mission to reduce radiation exposure; you can also use a combination of the suggested techniques, such as shielding and mitigation methods to reduce the effects of radiation.
Two other problems with COTS components are the use of prohibited substances (e.g., tin, zinc, cadmium) and counterfeit components. High tin content, particularly in solder, can lead to tin whisker growth and short circuits; you will need special equipment to detect these prohibited materials. Counterfeit electronic components, such as ICs, capacitors, and resistors, with poor quality standards have slipped into the supply chain and have caused major problems when component lots suffer widespread failures; signing up with the Government–Industry Data Exchange Program (GIDEP) can help you identify counterfeit or bad components.
Goodman’s summary for a project using COTS subsystems echoes similar experiences found in projects for unmanned spacecraft. “The Space Shuttle Program procured ‘off the shelf’ GPS and EGI units with the expectation that procurement, development, certification and operational costs would be significantly reduced. However, these projects consumed more budget and schedule than originally anticipated. Numerous and significant firmware changes were required to adapt these units for use on space vehicles. The promise of COTS products is most likely to be fulfilled when the intended application is close to or matches that for which the COTS product was originally designed. Independent verification and validation of receiver software, availability of receiver technical requirements to the Shuttle Program, open and frequent communication with the vendor, design insight and a rigorous process of receiver testing, issue investigation and disposition were keys to resolving technical issues with a complex unit. Modification of an aviation navigation unit for a space application should be treated as a development project, rather than as a ‘plug and play’ project under a fixed-price contract” [7]. Although this was written in 2002, it is still true, in large part, for current projects. A modified approach to COTS, where products are largely off-the-shelf but have the flexibility for some changes, still has promise to reduce cost and development time.
2. Company Processes
This section covers the processes relating to the regulations and standards listed previously, giving examples of how company processes comply with these requirements. Maintaining a consistent set of processes within an organization while serving the needs of many different customers often requires developing processes that cover the requirements from multiple sources. For example, NASA’s NPR 7120.5D calls for a particular review, but a DoD standard calls for another review that may have slightly different objectives or components. By developing an internal process that accommodates the requirements of both sets of these standards, a company can maintain consistency across projects within the organization.
To handle situations where a customer has a specific need or requirement not covered by a company’s standard process, a project may have to deviate from a prescribed process. In cases where a project has a legitimate reason for following a different process, it is necessary to obtain a waiver or deviation. A method for obtaining waivers or deviations is an essential part of any formal process management system. An example of such a process is also described in this section.
This section begins with project management, systems engineering, and fault protection processes. Subsequent topics include mission assurance, integration, test, and mission operations.
2.1. Project Management
Good project management forms the foundation of a successful project. Nearly all aspects of the implementation of a space mission fall under the responsibility and authority of the project manager. Therefore, establishing good project management processes is critical to mission success.
Most space mission projects begin with a notice from a sponsor in the form of an announcement of opportunity or a request for proposal (RFP). In some cases the opportunity may involve the production of multiple spacecraft to support an operational space-based capability. In others it may be just a single spacecraft designed to visit unexplored worlds in our solar system. The sponsor may include requirements about the organizational structure or type of development for the implementation of the project. For example, NASA’s Explorer, Discovery, Mars Scout, and New Frontiers Programs use an organizational structure in which the principal investigator (PI), a scientist, is ultimately responsible for delivering the proposed scientific results. Thus the PI has ultimate authority over the project. Such PI-led missions have been an effective way to implement successful space missions (e.g., Previous Studies on Lessons Learned from PI-Led Missions) [8]. Regardless of the type of opportunity, the solicitation notice initiates the competition between multiple organizations to propose the best solution and win the opportunity to fulfill the sponsor’s need. This proposal process begins with the formation of a project team and the first phase of the project, the concept formulation.
2.1.1. Project Organization: Team Roles and Responsibilities
One of the most important tasks of the project manager is the formation of the project team. As with any competitive endeavor, a successful team starts with a talented mix of players with diverse skill sets that bond together to achieve collective success. Each player has a role to play in reaching the common goal. Forming a team that will be dedicated to the mission from the start provides continuity and knowledge retention throughout the development. With a capable team that takes a vested interest in the project and a talented project manager to coach them, the team can achieve excellence beyond their expectations.
To operate efficiently and effectively, the team requires clearly defined lines of authority. The program or project manager is responsible for establishing those lines of authority and ensuring communication within the team. Documenting and distributing the project structure in the form of an organization chart and written definitions of the roles and responsibilities ensures that the members of the project team know what to do and where to get answers. A sample organization chart is shown in Fig. 5.4 and the responsibilities of individuals in the project organization are listed in Table 5.4.
2.1.2. Communication and Teamwork
In addition to clear lines of authority, communication and teamwork are essential to the successful implementation of a project. Regularly scheduled team status meetings provide an important forum for discussion of technical and programmatic progress. Depending on the phase of the project, the size and frequency of these meetings may vary. During the concept formulation phase, weekly meetings or teleconferences involving the entire project may be appropriate. During critical periods of integration and test, daily meetings of the integration and test (I&T) team are necessary. These meetings have peripheral benefits, too. In some cases, the meetings may spawn additional impromptu conversations afterwards leading to the resolution of other issues or potential problems.
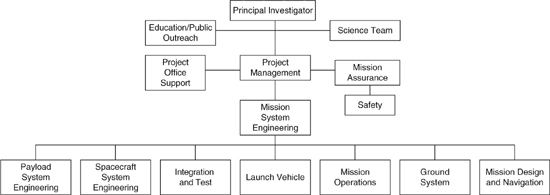
Figure 5.4: Project organization for a principal investigator (PI)-led mission.
Table 5.4: Roles and Responsibilities for a Principal Investigator (PI)-Led Mission
Role |
Responsibility |
Principal Investigator (PI) |
The principal investigator is responsible for the overall success of the mission. He/she serves as the ultimate authority within the project for decisions that could affect the ability to deliver the science results. The PI sets the science goals for the mission and is responsible for developing the plan to meet those goals. |
Project Scientist |
The project scientist is responsible for implementing the science plan that was developed by the PI. He/she derives the measurement requirements from the science objectives. He/she also leads the science team and reports to the PI. |
Education/Public Outreach (E/PO) Lead |
The lead for E/PO is responsible for planning, developing, and coordinating programs to educate students and the public about the mission. The E/PO lead works closely with public relations regarding press releases and public events surrounding major mission milestones or accomplishments. |
Project Manager (PM) |
The project manager is responsible for formulating the project plan and implementing the project according to this plan. The PM reports to the PI. The PM establishes and coordinates the project office for the purpose of directing the project tasks and managing the project cost, schedule, and risk. The PM communicates the project progress/performance to the customer and conducts technical and programmatic reviews of the project. |
Deputy Project Manager (DPM) |
The DPM assists the PM with the project management responsibilities. In the event the PM is unable to fulfill his/her duties, the DPM may serve as the acting PM in his/her absence. |
The payload manager is a member of the project office and is responsible for the development of the payload. He/she works closely with the payload system engineer to deliver the required instrument performance on schedule and budget. |
|
Project Office Support |
The project office support includes a number of individuals in various areas of expertise. The project office supports the PM with skills necessary to perform scheduling, cost accounting, subcontracting, export control, and administrative tasks. |
Mission Assurance Engineer (MAE) |
The MAE (sometimes referred to as the performance assurance engineer) is responsible for the development and implementation of the mission assurance plan. The MAE oversees configuration management and enforces the quality standards for the project. MAE approval is required for the release of all project documentation and the closure of all issue reports. |
Safety Engineer |
The safety engineer reports to the MAE and is responsible for the implementation of system safety and personnel safety plans on the project. These plans include safety training, identification and mitigation of safety hazards, compliance with the range safety requirements, and developing the missile systems pre-launch safety plan (MSPSP). |
Mission System Engineer (MSE) |
The MSE serves as the lead technical authority on the project and reports to the project manager. He/she is responsible for developing the systems engineering management plan (SEMP) and managing the systems engineering team. The MSE handles the flow-down of the mission requirements to the mission elements. The overall requirements verification plan is also the responsibility of the MSE. The MSE conducts trade studies to evaluate various mission concepts and architecture options. He/she also monitors risks and identifies mitigations and reports recommendations to the PM. The MSE is responsible for managing all system budgets and margins on the mission. These typically include mass, power, RF link, alignment, guidance and control (G&C), data recorder space, downlink volume, etc. In some cases, tracking of these budgets may be delegated to a lead engineer. For example, the mass budget is often updated by the mechanical systems engineer. |
Deputy Mission System Engineer (DMSE) |
The DMSE assists the MSE in completion of mission system engineering tasks. In the absence of the MSE, the DMSE may serve as acting MSE. |
Mission Software System Engineer (MSSE) |
The MSSE is part of the mission systems engineering team. He/she is responsible for establishing the process and standards for all software development on the project, including both flight and ground applications. |
The FPE, also part of the mission systems engineering team, is responsible for the development, implementation, and verification of the fault protections requirements. The FPE also coordinates the development of the onboard fault detection and autonomous responses. |
|
Payload System Engineer (PSE) |
The PSE is responsible for the requirements and verification of the instruments. He/she is responsible for coordinating with the MSE regarding the instrument interfaces and reports to the payload manager. |
Instrument Lead Engineers |
Instrument lead engineers are responsible for the technical development, cost, and schedule of their respective instruments. They report to the PSE. |
Spacecraft System Engineer (SSE) |
The SSE is responsible for the technical aspects of the spacecraft segment. He/she documents the requirements flow-down from the segment to the subsystems and is responsible for the verification of these requirements. |
Subsystem Lead Engineers |
Subsystem lead engineers are responsible for technical development, cost, and schedule of the spacecraft subsystem development. The lead engineer assignments are dependent on the spacecraft architecture. For example, some spacecraft may not have a propulsion system and therefore would not require a propulsion lead engineer. Common designations for subsystem lead engineers include structural, mechanical, thermal, power, command and data handling (C&DH), RF, G&C, propulsion, and flight software. Each lead engineer has specific responsibility with regard to her/his respective subsystem. |
Launch Vehicle Coordinator (LVC) |
The LVC is the project point-of-contact for all launch vehicle–related activities. This person participates in all meetings of the ground operations working group and the payload safety working group. The LVC is also involved in the trajectory review cycle and the coupled loads analysis. He/she is responsible for developing the launch vehicle interface requirements document, which documents the mission-unique requirements for the project. |
Integration and Test (I&T) Lead Engineer |
The I&T lead engineer is responsible for the integration and testing of the spacecraft and instruments. She/he leads the I&T team and coordinates the schedule of activities involving the spacecraft through launch. |
Mission Operations Manager (MOM) |
The MOM is responsible for managing the mission operations team and coordinating the in-flight activities on the spacecraft. He/she provides status updates for the project during the operations phase of the mission. |
Ground System Engineer |
The ground system engineer is responsible for the development of the hardware and software that makes up the ground system. She/he maintains the command and telemetry database and manages the development of many of the ground system software tools used by mission operations to perform the mission. |
Mission Design Lead |
The mission design lead is responsible for the development of the mission trajectory (or orbit) and associated parameters, such as launch date, C3 requirements, arrival date, and delta-V budget. He/she works with the LVC and LV provider in the trajectory review cycles. |
When communications between team members can’t wait until the next scheduled meeting, knowing who to call and how to reach them is invaluable for solving problems quickly. Since some phases of spacecraft development, such as I&T, require work outside normal business hours, the ability to reach someone after hours could mean the difference between progressing to the next activity and losing a day of schedule reserve. For this reason, every project should maintain an up-to-date contact list, including the individual’s role and a work, home, and mobile phone number.
Another essential aspect of project communication is open dialog with the customer. Keeping the customer or sponsor informed of current progress, even when the news is bad, helps build a trusting relationship. Frequent communication can be used to alert the customer of issues which may be beyond the project’s control but that the customer could influence. For example, when the New Horizons project experienced an issue with a vendor component, NASA was able to change the delivery sequence of similar components from that vendor to another NASA project to minimize the schedule impact.
Various types of project communication are listed in Table 5.5. Internal communication types include: team meetings, technical interchange meetings, working group meetings, integration and test meetings (daily during I&T), website/network directories, and anomaly reports. Communications with the customer include project reviews and progress/status reports.
2.1.3. Work Breakdown Structure
The work breakdown structure (WBS) is a hierarchical representation of the work required to produce the products and services necessary to complete the project. Dividing the work into smaller deliveries helps facilitate the management of cost, schedule, and risk. NASA’s prescribed work breakdown structure as required by NPR 7120.5D is shown in Fig. 5.5.
The top level of the WBS represents the entire spaceflight project. The second level represents divisions at the segment level. The third level (not shown) is typically divided at the subsystem level for the spacecraft. Some segments, such as the spacecraft and payload, may lend themselves to a deeper level of division than other segments. There is flexibility to add elements to the WBS for products or services not covered in the existing elements. The work covered in each element is explicitly described in the WBS dictionary that accompanies the WBS. Every WBS must have a WBS dictionary that defines in prose the scope of work involved in each element. The WBS dictionary for the elements in Fig. 5.5 can be found in Appendix G of NPR 7120.5D.
Table 5.5: Example of Project Communication

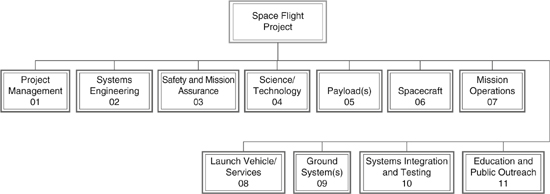
Figure 5.5: Example of a high-level WBS for spaceflight projects.
2.1.4. The Project Schedule
The project schedule is necessary for tracking the progress of the development to identify problems early while there is time to correct them. The schedule tracks the progress of the project using the same breakdown of tasks as the WBS. By tracking the work as it is completed along with the accounting of expenditures, the project can use the schedule to closely monitor the financial status of the project.
An effective method for measuring progress is earned-value management (EVM). The last chapter on systems engineering in military projects begins to address EVM. Good resources exist for EVM, such as the book by Eric Verzuh [9].
Commercial off-the-shelf (COTS) software tools for managing a large development schedule are readily available. Microsoft Project® and Primevera® are two examples. When multiple organizations are involved in a project, it may become necessary to convert file formats from different tools to update the project schedule status. Obstacles such as incompatibilities between scheduling tools could delay the incorporation of updated schedule status and potentially delay the identification of an issue. Enforcing standardization in the scheduling software can help increase the efficiency of schedule updates.
2.1.5. Project Phases
To enable the assessment of technical and programmatic progress of NASA missions, the project life cycle is divided into phases. Although NASA standards clearly define the mission phases, it can be advantageous to divide some of the longer phases into smaller periods to provide better visibility into the progress. Figure 5.6 illustrates a comparison of the project life cycle phases for various project management standards and how they are bounded by the major reviews of the project. The details of each of these phases are described in Table 5.6.

Figure 5.6: Comparison of various standards for mission phases.
Table 5.6: Project Phases for Spacecraft Development
2.1.6. Review Process
Reviews take place at many levels in a project, from detailed circuit board reviews and software code walkthroughs to major mission-level, project-wide reviews. As illustrated in the previous section (see Fig. 5.6), many of the major mission-level reviews form milestones or “gates” between project phases. Customer reviews during the early phases provide input to the selection process during competitive procurements. Later in the project life cycle, technical reviews benefit the project, because they can catch problems or potential problems that may have been overlooked by the development team. Reviews also provide the project with fresh insights from experienced reviewers for potential improvements and lessons learned.
Before going into the purpose and content of individual reviews, some key elements of any effective design review should be mentioned. Every review must have a review board with a chairperson. For small reviews this board may consist of only a few people, but for mission-level reviews the board may have as many as 10 or more members. The chairperson is responsible for selecting the board and conducting the review. To provide an independent viewpoint, the board members should not be involved in the design that is being reviewed. To allow time for a comprehensive review, the design review package should be provided to the review board at least 1 week prior (2 weeks is preferable) to the start of the review. The review package should contain the agenda and a summary of the requirements and the baseline design.
During the review, the chairperson is responsible for making sure that the agenda is completed, the minutes are recorded, and the action items are captured. After the review the chairperson distributes the minutes as a record of the review, including the date, the agenda, attendees, any major decisions, and the list of action items with assignments and due dates. Finally, it is the responsibility of project team to provide timely written response to each action item.
Major milestones illustrated in Fig. 5.6 are explained in Table 5.7.
Table 5.7: Major Project Reviews for Spacecraft Development
In addition to the major project-level reviews described in Table 5.7, peer reviews of components and subassembly designs are also a key part of the technical review process. In these peer reviews, component test plans are checked to ensure that all requirements are met. At these lower levels of assembly, more of the details of the designs and tests are evaluated.
Implementing good review practices help make any review more productive. Every review should have a review chair, who is responsible for selecting the review committee and conducting the review. The review chair should be experienced in the subject matter and independent from the members of the team presenting the review. For project-level reviews, the review chair is selected from individuals outside the project and often outside the organization. For some projects, the review chair of project-level review may be a member of the sponsor organization. For subsystem-level peer reviews, the chair may be part of the project, but must be independent from the team implementing the design under review. In general, the objective of the review is to evaluate whether the design meets the requirements. To achieve that objective, the requirements must be documented and the team must have selected a single design. In advance of the meeting, the agenda and presentation material must be supplied to the review committee with sufficient time to prepare for the review. This time may vary depending on the amount of material involved in the review. Typically, a week or more is required for a project-level review. During the review, meeting minutes and action items must be recorded. After the meeting, the minutes should be distributed and the action items tracked to closure.

Figure 5.7: One example for closing out an action item.
Closing an action item requires a procedure or process; Fig. 5.7 illustrates one example for closing an action item. An action time may lead to a minor correction or it may force a major design change or it may prove intractable and force a major change in the mission or re-evaluation. A record of all action items and their disposition should be archived in the project depository or database.

Figure 5.8: Risk management process from NASA NPR 8000.4.
2.1.7. Risk Management
The purpose of risk management is to identify potential problems early so that mitigation strategies may be implemented in time to minimize the impact to the project. The project manager is responsible for developing and implementing the risk management plan, but all members of the project team are involved in the risk management process. Risk management is a continuous process throughout all phases of the project, and it spans all aspects of the project. The risk management process, as defined in NASA NPR 8000.4, involves a number of steps in a cycle: identification, analysis, planning, tracking, controlling, communication and documentation. Figure 5.8 illustrates the risk management cycle.
Risks in production have much greater variability than operational risks. Human involvement in production introduces and maintains that variability. The risks occur in all stages of the life cycle of a product. The obvious stages are design, fabrication, assembly, test, shipping, installation, and maintenance. Some of the problems might include (but this is not necessarily a complete list):
• Late ordering and shipping of components and materials can delay delivery of the final product.
• Incorrect design and development of circuits can lead to incorrect operation of the final product.
• Incorrect design and development of software can lead to incorrect operation of the final product.
• Incorrect fabrication of materials can lead to incorrect operation of the final product.
• Incorrect assembly of components can lead to incorrect operation of the final product.
• Incorrect test procedures that miss desired or true measured values or that damage the equipment from incorrect power or signal levels.
• Mechanical damage from dropping, hitting, cutting, over flexing, bending, poking, or splashing with corrosive substances.
• Electrical short, over-voltage, over-current, or electrostatic discharge (ESD) from receiving personnel or from other subsystems connected to ecliptic subsystems.
Risk identification, the first step in the process, involves the identification and documentation of potential undesirable events and associated impacts to the project. The documentation of the risks should include all necessary information to provide a complete understanding by someone who has no prior knowledge of context of the risk. The identification of risks can come from many sources, including team members, reviewers, the lessons learned from other projects, and safety and reliability analyses.
Risk analysis (also called risk assessment) is the assignment of risk factors, on the basis of established criteria, to the likelihood that a risk will occur and to its consequence if it does occur. These criteria may vary from project to project and may depend on the type of risk being analyzed. For example, safety-related risks are often ranked with a lower tolerance on the probability of occurrence (i.e., they must be less likely to occur) than are technical or cost related risks. In addition to the likelihood and consequence, the time frame within which action is required is also documented for use in prioritizing the risks. Examples of likelihood and consequence guidance are given in Tables 5.8 and 5.9. A method for ranking risks is shown in Fig. 5.9. Risks whose likelihood and consequence put them in the far right corner (red) of the matrix in Fig. 5.9 are given the highest priority, followed by those in the center of the matrix (yellow), and finally those in the far left corner (green). Some methods for assigning risk factors include engineering judgment, statistical analysis, and probabilistic risk assessment.
Risk planning involves the development of strategies to mitigate risks and identify trigger dates when decisions must be made. For example, a new design may offer the promise of better performance, but it may also be a greater risk to the project schedule than an existing design. A mitigation strategy for the late delivery of the product could be to incorporate a decision point in the product schedule that would require a particular milestone to be met or the older, less-risky design would be built instead. In some cases a mitigation strategy might include multiple options with different trigger dates.
Table 5.8: Example of Risk Likelihood Assessment Guidance
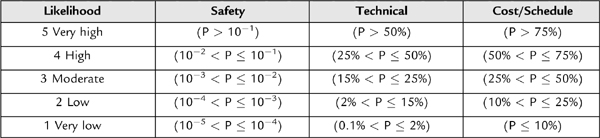
Table 5.9: Example of Risk Consequence Assessment Guidance


Figure 5.9: An example of risk severity ranking guidance.
Risk tracking involves the monitoring of risks and gathering of new information that could affect risk plans or other aspects of the risk management process. This new information is used to evaluate the risk management performance and is incorporated into updated reports of risk status and trends.
Risk control involves the decisions made based upon existing and new risk-related information. In some cases the decision may be to continue following the planned strategy for a particular risk, which may lead to the execution of the associated contingency plan. In other cases, the decision may be to re-assess the risk and plan for alternative mitigations strategies. Finally, if a risk has been successfully mitigated, the residual risk can be accepted and the risk closed.
Risk communication and documentation, as Fig. 5.8 shows, is the core of the risk management process. The importance of disseminating the risk information throughout the project so that the entire team is aware of potential issues cannot be understated. In some cases, an individual on the project team may think of a mitigation strategy that has gone unnoticed. In other cases, knowledge of a particular risk may lead a team member to discover a previously unidentified risk. By communicating risks to the sponsor or customer, a project may open options that had been considered unavailable. Documenting and communicating risk information also provides a record of the rationale for risk-related decisions made during the project. A risk management plan fulfills this need for documenting and some of the need for communication.
A project’s spares philosophy is an example of an important risk mitigation strategy. Purchasing spares is necessary in any spaceflight development effort. Determining how much is enough is a complex tradeoff between cost and benefit. One of the factors in this trade involves the amount of downtime that can be tolerated in the event of a failure. If the mission is designed for an operational capability with little or no downtime, it may be necessary to launch multiple spacecraft so that spare spacecraft are waiting on orbit in the event of a failure. This approach would be a costly solution. Alternatively, a mission that doesn’t need on-orbit spares but that has a very narrow launch window without a backup opportunity may need to be able to recover from a fault on the launch pad within a short period of time. This could drive the need to have fully qualified spare components ready and waiting for installation on the spacecraft. Finally, if a particular mission has many launch opportunities throughout the year, the spares philosophy may be simply to have minimal set spare parts so that repairs can be made to existing boards in the event of a failure. An organization’s ability to build or repair certain types of parts may also affect the project’s spares philosophy. An organization with a complete manufacturing facility may be able to divert resources during a crisis to expedite a particular repair or develop a replacement part. It would likely take longer for an organization without on-site facilities to obtain the necessary repairs quickly. An organization without on-site facilities might choose to develop spares at higher levels of assembly, such as at a board- or box-level.