15
Management Mind-Set to Support QRM
THROUGHOUT THIS BOOK you have seen that QRM requires a new way of thinking about fundamental issues in a manufacturing corporation. Traditional management approaches are rooted in economies of scale, leading to a cost-based mind-set. On the other hand, for QRM you need to be thinking in terms of minimizing time or maximizing speed. In a sense, then, to apply QRM you need to first identify the mind-set management must adopt to achieve economies of speed. Just as the desire for economies of scale led managers to measure and minimize cost, it is my view that the desire for economies of speed should lead them to the measurement and minimization of time. However, for companies to shift their emphasis from cost-based to time-based management there are several rules of thumb they must modify, rules of thumb that highlight to what extent they need to change their mind-set.1
The purpose of this chapter is to underscore the numerous changes that must occur in management thinking in order to implement QRM effectively. To show this I will consider typical management decisions that you must make in key strategic areas of the company. These include decisions about capacity, facilities, quality, personnel and organization structure, production planning and scheduling, supplier management, and customer relations. In each case, I will contrast the cost-based decisions with the ones required for quick response, illustrating the differences with specific examples. I’ll begin by contrasting cost-based and time-based decisions in the area of capacity planning and facilities organization.
CAPACITY AND FACILITIES DECISIONS
Table 15-1 shows the difference between making decisions about capacity under cost-based and time-based approaches. Under the cost-based view, management wants to maximize asset utilization, meaning a well-run factory is one in which you utilize every machine or person 100 percent of the time. The time-based approach, on the other hand, recognizes that there is a trade-off between utilization and lead time; thus you determine the ideal utilization by the lead time target required for competitiveness. Instead of focusing on utilization as the driver and lead time as the result, we home in on lead time as the driver and let utilization be the result.
| Cost-Based | Time-Based |
|---|---|
| Good factory is one in which every machine and person is 100% utilized. | Sufficient capacity is available to keep orders moving and to achieve lead time targets. |
| Management is nervous about idle machines or idle staff. | Idle time of machines and people is an opportunity–activities such as preventive maintenance, quality circles, and other kaizen meetings, and prototyping can occur. |
| Capacity investment lags demand growth; avoids risk of excess capacity, but long lead times result. | Plan ahead and install enough capacity so that lead times stay sufficiently short; take risk and capture market share. |
For similar reasons, in the cost-based view, management is upset whenever it sees idle machines or people. On the other hand, in the time-based approach, you recognize that idle capacity is strategically necessary. Therefore, there will be times when there is no work for a given machine or a given group of operators. However, the QRM approach, which depends on continuous improvement efforts, sees such “slack” periods as opportunities for employees to participate in such activities as setup reduction, quality improvement, preventive maintenance, and other kaizen activities. You can also use these slow periods for training and cross-training your employees, an essential aspect of QRM. You can educate them in basic skills such as statistics and data analysis, which in turn support quality and kaizen activities. In addition, you can use these idle periods to support new product development activities such as prototyping, and for experiments with new settings on the machines.
The third row of the table states that in growing markets, the cost-based (and usually risk-averse) decisions result in a “lag strategy” for investment in additional capacity (see Figure 15-1). With this approach, since the enterprise always has less capacity than needed, lead times are very long. On the other hand, the QRM approach views short lead times as a way to capture additional market share. So capacity is purchased at a sufficient rate to ensure that lead times remain short enough to maintain competitive advantage. (See the set of steps labeled “Lead Strategy” in Figure 15-1–the terms lag and lead denote the fact that capacity investment either lags the market or leads the market.) At each stage in the lead strategy, the enterprise has some excess capacity. QRM views this as an investment that enables the company to get to the next level of growth and market share.

Figure 15-1.
Comparison of Lag and Lead Strategies for Capacity Investment
With regard to organization of facilities the cost-based approach groups together all the resources of a similar type (see Table 15-2). The aim is to minimize the total number of resources, thereby (it is assumed) minimizing cost. However, this results in the Response Time Spiral with all its ill effects. The time-based approach, instead, organizes around product flow, grouping together all the resources needed to complete the orders for a given family, with less regard for utilization of individual machines.
| Cost-Based | Time-Based |
|---|---|
| Group similar processes together to minimize the total number of resources of each type. | Group together all the processes required for one product family to ensure orders move quickly through the system. |
| Use specialized, finely tuned, high-speed machines to minimize the unit cost of each operation; this forces the use of large lot sizes. | Use flexible equipment to maximize speed of changeover; speed of each operation is less of a concern. |
The second row of Table 15-2 is less obvious. What could possibly be wrong with investing in high-speed machines that minimize the unit cost of production? An anecdote will help to drive home the point. In 1994, I was asked to review the operations of a company that made large electric motors. Electric motors contain stators and rotors, which are composed of many separate layers of thin sheet metal in special shapes. As a result, one important step of the manufacturing process at this company involved stamping out large numbers of sheet metal parts. To accomplish this in the most economic manner, the company had purchased a fast, heavy-duty press that could stamp parts out at the rate of more than 100 a minute. The only problem was, when it was necessary to switch from one part type to the next, changing the dies in the press took very long—often eight hours or more. This was because the power of the press required that the dies be very heavy and its high speed of operation meant there was little tolerance for error, so a lot of adjustments were required before the changeover was completed. As a result of the long changeover time, the materials department calculated that the stampings had to be made in batches of around 10,000, in order for the setup cost to be amortized over the parts.
Typical customer orders, on the other hand, were for batches of one to five motors. Each motor might use 50–100 stamped pieces in one stator. So a customer order translated into at most 500 stamped pieces for a given type of stator. With a batch size of 10,000, it was clear that the company ended up stocking large numbers of stampings. There was another problem too. The batch size of 10,000, along with the long setup time at the press, meant that lead times for stators and rotors were often a month or more. If the company received an order for a type of motor for which the stock of stampings had been exhausted, it could take two or three months to complete the motors. Since the quoted delivery time of the company (which assumed stampings were in stock) was four weeks, this type of order would initiate a cycle of expediting as they rushed stampings through the press. Of course, this meant that other parts got delayed, and the familiar Response Time Spiral hit the company in spades.
The attempt to economize on unit cost by investing in high-speed machines thus leads to yet another type of Response Time Spiral, shown in Figure 15-2. The only way out of this spiral is to use lead time targets as the primary driver, with unit cost calculations being a secondary measure at the time of equipment purchase. This tends to drive the purchase of flexible equipment with fast changeover times. Such machines are often slower, but they only have to make a few parts at a time between changeover. They also lead the company away from make-to-stock operations toward make-to-order operation. Finally, such flexible equipment also survives changes in product models, and even in entire product lines. As companies strive toward more platform-based products, such flexible lines will accommodate evolutions of the product line without requiring new investments in machines and tooling.
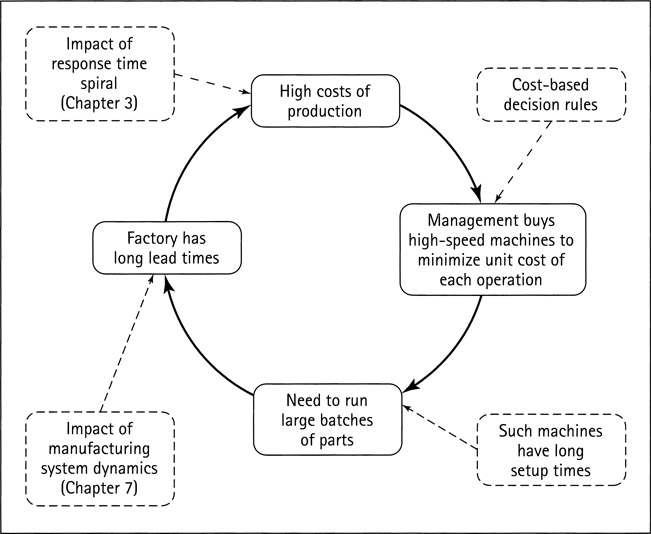
Figure 15-2.
Response Time Spiral Resulting from High-Speed Specialized Machines
To help firm up these ideas, let us give some concrete examples of high-speed versus flexible equipment. In the case of the stamped parts above, an alternate technology could be a laser-cutting machine. This is programmable, doesn’t require a die change, and the changeover time is limited to loading and fixturing the sheet metal and downloading the appropriate NC program. Admittedly, the time to cut 1 piece will now be on the order of several seconds, instead of multiple pieces per second. On the other hand, you could use such a machine to cut only the number of pieces needed for an order: 50 or 10 or even only 1 piece.
A different example is provided by automated assembly systems. A high-speed assembly system, such as one used to assemble appliances, pens, or switches, contains many so-called “hard-automated” devices, which are particular to the type of part being assembled. A limited amount of flexibility is possible by loading different components into the part feeders or by having stations in the machine that are visited by only some products. Although such machines can operate extremely fast, with cycle times of seconds at each station, having to change the components in the part feeders can take from half an hour to several hours. If a model change requires changing the stations, this could be a major investment—easily $50,000 per station. An alternative approach is to use “soft-automated” assembly through the use of robots and other pick-and-place devices. You can program them to accommodate widely differing products. The cycle times are much longer and the unit assembly cost is apparently much higher, but when you look over the life cycle of a variety of product offerings, such systems may actually be more economical. Plus they allow production in small batches, whereas the changeover time in the hard-automated systems necessitates the running of large batches. When Sony introduced its legendary Walkman line of products, it made up-front investments in soft-automated systems with the anticipation of the need to ease model changeover and to accommodate modifications in products. As a result, it was able to use the line from one Walkman product offering to the next, even when design changes were significant. Indeed, its assembly system was so flexible that Sony even used it to assemble VCRs.2 The versatility of its manufacturing system allowed Sony to keep introducing a wide range of Walkman products to the market, continuously staving off the competition and resulting in a highly profitable offering spanning over a decade.3
A story to the contrary also helps to instill an air of caution here: Simply investing in flexible automation does not automatically ensure success. In the early 1980s, General Motors spent more than $40 billion on modernizing its facilities, with much of this sum spent on flexible automation. Yet its factories did not experience the gains that would bring them to a par with world-class factories in their industry.4 There are two points to be made here. One, as I’ve repeatedly stated, you must focus the QRM strategy on a target market, and the choice of technology must support serving this market. Two, as I’ll discuss at the end of this chapter, technology is neither necessary nor sufficient for success in QRM. Without substantially changing management principles and the mind-set of the whole organization, no technology will bring a company into the QRM era.
QUALITY STRATEGIES
The traditional “inspection approach” to quality, as found in older texts on quality control, emphasized a trade-off between quality and cost of inspection. The aim was to increase the degree of inspection until the marginal cost of additional inspection exceeded the loss from bad product. This approach has been replaced by modern quality methods that show the cost of poor quality far exceeds those traditional calculations, and instead emphasize building quality into the operations by educating workers on basic techniques of quality control and quality improvement.
Indeed, these modern quality strategies take this approach much further. They emphasize relentless quality improvement: goals such as six sigma quality encourage workers to seek amazingly high quality levels. While laudable, such goals also lose credibility when workers fail to see the connection between such extremely high levels of quality and the functionality of the product.
Using the methods of previous chapters to find the root causes of long lead times, Table 15-3 shows the QRM approach as more pragmatic. Where you determine quality problems and defects to be the source of significant delays-due to rework or the need to make new parts—you tackle those processes via modern quality approaches such as SPC or TQM. This enables workers to see the need for specific quality targets at those operations. Another advantage of this approach is that you do not waste organizational resources on improving processes that are already optimal and are no longer in need of improvement. Not that achieving higher quality is bad; in fact, there are long-term benefits for an organization that pursues ever-higher quality targets. For example, the organization is ready to leap to new levels of technological sophistication, ahead of the competition. But you have to balance this against another pragmatic criterion. The total organizational energy available at any time is limited. If you focus this energy where it is not needed, you lose the opportunity to utilize it in more critical areas. Using the yardstick of time (as in Chapter 8), the QRM approach tells us where to focus the quality improvement efforts for best results in terms of quick response to the customer.
| Cost-Based | Modern Quality Methods | Time-Based |
|---|---|---|
| Evaluate quality-cost trade-off (increase inspection to point of no marginal return). | Relentless quality improvement–six sigma–but risks loss of credibility with workers. | Use time as yardstick to determine where to focus quality improvement efforts and to set quality targets. |
ORGANIZATIONAL STRUCTURE AND PERSONNEL DECISIONS
The cost-based approach for hiring personnel is to use specialized staff for each job function. The aim is to keep wages low and minimize the total wage bill. The time-based view is to create a cadre of multiskilled people in the organization (see Table 15-4). Although you will pay such people more, the return on this investment is seen from three different angles.
| Cost-Based | Time-Based |
|---|---|
| Use specialized staff to minimize the wage bill. | Use multiskilled staff to add capacity and keep orders moving wherever needed; also higher productivity in long run. |
| Group similar functions into departments to minimize total number of resources and maximize efficiency of operation. | Group multiskilled staff capable of completing all tasks required to serve a given market segment. |
| Hierarchical structure. | Flat, team-based organization. |
| Supervision to enforce compliance. | Compliance through delegation of responsibility and empowerment of teams. |
| Communication is vertical through management structure. | Horizontal communication between task performers. |
- You have the ability to move such multiskilled people, at short notice, to wherever a problem exists and jobs are being delayed. By adding capacity and reducing lead times in that area, you avoid all the costs of long lead times.
- Using such cross-trained workers also reduces the amount of scrap, rework and non-value-added work, through their holistic understanding of the set of tasks to be completed.
- Cross-trained workers contribute a continuous stream of ideas for improvement, again through their knowledge of multiple steps of the process.
The second feature of the cost-based organization is the creation of departments containing staff that specialize in one function. The aim is to maximize the efficiency of the staff through specialized knowledge of that function and through supervision. At the same time, the goal is to minimize the number of staff. These strategies are part of an overall attempt to minimize the total wage bill. However, this organization actually results in long lead times, poor quality, and poor productivity, and it is not even clear that cost is being minimized any more. The QRM approach is to organize by market segment, putting together in one area the multiskilled staff needed to complete all the work to serve jobs for that segment.
The specialized department structure requires a hierarchical organization for two reasons. One, because goals are localized by department, there is a need for supervision in each department to maintain the efficiency of the work force. And two, since staff in each department do not have knowledge of other functions in the company, when problems arise the resolution needs to be accomplished through higher level managers. Thus communication goes vertically before it goes horizontally. The person detecting the problem and the person who caused the problem may never talk to each other directly. In the QRM organization, which is team-based with minimal levels of hierarchy, you do not need to enforce compliance. Instead, teams accept responsibility and accomplish their goals through empowerment. Communication is directly between the people actually doing the work. Problem solving is more productive and also results in continuous improvement.
PRODUCTION PLANNING AND SCHEDULING DECISIONS
As shown in the first two rows of Table 15-5, the traditional view considers a large order book (or backlog) healthy. This view is not confined to upper management-it pervades the present free market system. For example, a market analyst discussing a stock’s value, often cites the company’s order book as evidence that the stock is worth an investment. As a result of such thinking, there is every incentive for the company to accept all the orders it gets. Manufacturing then has tremendous pressure to get orders out, to satisfy customer due dates. However, even if manufacturing can’t keep up, it is not entirely bad since the backlog makes the company look good. The QRM approach recognizes that in order to maintain short lead times one cannot have much of a backlog. Also, limits on capacity-imposed by analyses as in Chapter 7 that determine the maximum utilization that can be tolerated for the target lead times-are respected, and orders are not accepted if capacity analysis indicates that lead times are in jeopardy. Of course, this sounds like heresy to most executives—“What? Turn down an order?” they exclaim in disbelief. “What kind of business strategy is that? How will we gain market share?” And yet, accepting orders when you clearly do not have capacity only helps to prove the “Pay me now, or pay me later” dictum.
| Cost-Based | Time-Based |
|---|---|
| Accept all orders–manufacturing will “somehow” manage to get them out | Order acceptance matched with manufacturing capacity; don’t accept if lead time jeopardized. |
| Large order backlog is sign of healthy company. | For short lead times, little or no backlog is neccessary. |
| Make economic batch size–even if no orders for most of the parts in batch–stock the rest of the parts. | Make to order–only the quantity needed for firm orders in hand. |
| Release jobs to keep machines and people busy–build ahead or make parts to stock. | Idle machines or people are not a schedule driver; release only what is needed for shipping; use idle time for learning and improvement. |
Let us understand this in more detail. If you accept an order with a due date for which you clearly don’t have capacity, you set several unavoidable events in motion. Like a ship that has lost its rudder, stuck in a current driving it toward a reef, disaster is now inevitable. The pressure on manufacturing to meet the due date results in expediting, schedule changes, and bouts of overtime. Expediting creates non-value-added work for many people, schedule changes only mean other orders suffer instead, and overtime means you incur extra cost. You also know the longer term ill effects of such operation from Chapters 2 and 3. The orders for this customer or other customers-or even this customer and other customers—are shipped late, sometimes very late. In many cases these customers incur substantial consequences, even financial loss due to this late delivery. The customers are extremely unhappy and may never return anyway. In fact, this performance may remain a stigma that prevents your sales department from closing a sale with those customers for years to come. Instead, would it have been better to be up front with the customer, and hope that they would come back next month with another order? Would it have saved the enterprise a great deal of angst and unnecessary cost?
In contrast to the first two rows in Table 15-5, which deal with the situation where there are more orders than the company can fill on time, the last two rows concern traditional strategies that advocate making parts even when there are no firm orders for them. In fact, juxtaposing these opposite situations serves to bring out a critical point: Whenever you make parts that are not needed, you are taking capacity away from some firm order that may end up being delayed. As one customer service representative said to me, pointing to a large storage area while she showed me around her company’s factory: “In this mountain of parts are buried most of the reasons why we shipped jobs late.”
This is not to say you should ignore the impact of repeated setups on capacity. Clearly, too much setup also takes capacity away from production of parts for firm orders. However, the approach to lot sizing should be based on the methods in Chapter 7, focusing on lead time minimization, and complementing the lot size choice with appropriate setup reduction on key resources. This path will gradually improve the situation, eventually taking you to the point where you can make parts in lot sizes that correspond to firm orders.
In situations where workers or machines are idle, I have known supervisors to look ahead in the schedule—sometimes as far as six months ahead—and find work that needs to be done, just to keep the resources busy. In other cases, materials managers may look for a stock item whose inventory is somewhat low and build up its inventory—again, just to keep resources busy. “But this is reasonable!” you might exclaim. “We would have to do that work anyway. Why not now so that our resources are available to do other jobs in the future?” One reason for “why not now” is that if a short lead time job appears, but a machine has already been set up after a long and complex procedure and is now in the midst of a long run of a stock part, workers will be reluctant to break the setup. The stock part will run, the customer’s job will wait. Another reason is all the costs of carrying inventory. For example, one company discovered after a year that it had a growing inventory of obsolete parts. Upon investigation it found that in one area whenever employees ran out of work, a supervisor had them make parts to stock from readily available bar stock and other materials. This, of course, meant that his area had the highest efficiency ratings in the company. Unfortunately, some of the parts he chose to make had, unbeknownst to him, become obsolete. The real tragedy of this story is not so much what the supervisor did, as the management behind him: Until that point management had considered him a very effective person who was helping the company make money. This tragedy only serves to underscore why you need to change the mind-set of management in preparing for QRM.
SUPPLIER AND CUSTOMER DECISIONS
Management’s concern with unit cost has always been a primary driver of supplier relations. In recent years, the importance of quality and on-time delivery have been recognized, and these have been added to the criteria used to select suppliers (see Table 15-6). The QRM approach departs considerably from these criteria. The primary measure used under the QRM approach should be lead time reduction by the supplier (the next chapter will discuss how to measure this in an effective way). Cost, quality, and delivery should become secondary measures-still applied, but with a lower weighting.
| Cost-Based | Time-Based |
|---|---|
| Unit cost is primary measure, also quality and delivery performance used to judge supplier. | Responsiveness is primary measure; lead time reduction used to judge supplier; quality, cost and delivery are secondary measures. |
| Use distant suppliers if price is lower. | Proximity is an important criterion. |
| Many suppliers compete for contracts. | Partner with a few key suppliers. |
| Maintain arm’s-length relationship with suppliers. | As partnership, help suppliers implement QRM. |
| Order large quantities to get discounts. | Suppliers’ QRM programs enable small quantity orders at low cost, with high quality and quick response. |
| Don’t share internal planning or product information with suppliers. | Share forecast and schedule data; ask for suppliers’ input on new products and processes. |
Also, in the context of many suppliers bidding competitively for contracts, a piece of sage advice in purchasing departments has been, “Don’t get too close to your supplier.” The thought is that there may be a conflict of interest if you get too pally with a supplier. Similarly, if you share any corporate information with a supplier, it may give that company an unfair advantage over the other suppliers. On the other hand, the QRM approach is to develop partnerships with a few key suppliers. The idea of partnering has been put forth by JIT and quality movements as well. Some of the ideas are the same. The key difference for QRM is that partnering implies, first, helping the supplier implement QRM. This provides results of greater responsiveness, better quality, and lower costs. Second, it implies choosing suppliers that are close, not only because of faster delivery, but to help foster the relationship and communication between the organizations. Finally, partnering means sharing information about current schedules, forecasts for coming months, and even vital information about new products and processes. Companies have found that supplier feedback from such information can assist with development and prevent problems from occurring in the future.
In dealing with customers, management often sees QRM as a way to further the aim mentioned in one of the QRM quiz items:
This seems reasonable to many. After all, in certain situations customers do pay more for speed. Consider a company whose main production line is broken, and the company is losing thousands of dollars a day. Such a company would happily pay a premium for a spare part to be fabricated and delivered quickly. As another example that is closer to home, many of us willingly pay a courier $10 to deliver a letter that you could mail for a few cents, because the benefit of the speedy delivery is worth the cost to us. So why not charge customers more? The answer lies in a longer term view.
This security is founded upon three fundamentals.
- A QRM strategy must be based on creating value for the customer. As I discussed in the chapters on cells, both shopfloor and office cells should focus on market segments where customers desire short lead times. Indeed, George Stalk, Jr.—the same author who coined the term time-based competition—warned, in a subsequent article with Weber, of the dangers of implementing a time-based strategy without considering whether it is creating value for the customer.5 My own experience has been similar: Where companies undertake developing cells or other QRM initiatives without clear focus on specific customer needs, they often flounder and even abandon their efforts altogether—reverting to their previous method of operation.
- Implementing QRM leads to improved integration of the whole enterprise. A QRM strategy results in less waste, higher quality, lower WIP, higher productivity, lower costs, and thus higher profitability. The faster delivery times coupled with higher quality and low costs result in increased sales. Hence companies achieve both growth and profitability with a redoubled effect on their shareholder value.
- The resulting QRM-based company is hard to beat. With a large market share, fast response time, little waste in the system, and rapid introduction of new products, such a company gives its competition virtually no chance of getting a foothold in the marketplace.
There is another point to note regarding the warnings in the article by Stalk and Weber. They mention that in certain domestic Japanese markets there are so many time-based competitors that the rewards simply are not there for pushing this strategy any further. This is not a concern for most companies in the rest of the world. In my work in the United States, Europe, and many Pacific Rim countries, I have found that, as a rule, firms have not yet adopted QRM strategies. This observation is strengthened by the results of the QRM quiz, which showed that a majority of managers in the United States still do not subscribe to QRM strategies. The results are similar in Europe and Pacific Rim countries as well. If managers are not yet convinced about the basics, how can their companies have completed the QRM journey? So there is still considerable opportunity for those companies that are first off the starting block toward the QRM destination.
CREATING THE QRM MIND-SET
When they hear the words quick response, the first thought many managers have is that they will need to invest in state-of-the-art technologies such as group technology (GT), computer-aided process planning (CAPP), and rapid prototyping. Witness the last item in the QRM quiz:
Indeed, many technologies such as GT, CAPP, CAD/CAM, and rapid prototyping, offer great opportunities for lead time reduction.6 Although these are important to consider, there are several steps that precede them. The first step lies in the following.
My own experience with many firms, which is supported by research at the Center for Quick Response Manufacturing,7 is that the most common reason why QRM efforts fail is not lack of investment in suitable technology, but lack of appropriate mind-set in the entire organization. Since QRM requires rethinking so many of the accepted rules about what is “right” in manufacturing and management, the mind-set of everyone in the organization—from the shop floor to the boardroom, from desk workers to senior management—must be realigned with QRM principles. Do not underestimate the magnitude of this task. The only way of combating the existing mind-set is through extensive education. This must be the first step, or else other efforts will fail Successful QRM companies supplement their QRM projects with numerous training seminars for everyone in the firm, from shopfloor workers to top management. They also schedule visits by employees to other companies, to see first-hand the use of nontraditional strategies and work methods. They encourage their staff to go to national meetings and be inspired by the “whole new ways” that have succeeded in other firms.
The next step is to engage in lead time reductions that can be achieved through low-cost or no-cost solutions. Looking at the preceding chapters, much can be accomplished through rethinking current work methods and processes, without the need for large investments. Get a few of these successes under your belt and build on them, to further combat the mind-set issue.
Only when you have obtained substantial lead time reductions through such methods should the organization consider big-ticket technological solutions. These will eventually be necessary to stay ahead of the competition, but you bring them in at a later stage, after the initial successes have been achieved and you have explored the low-cost solutions thoroughly.
To bring about the mind-set change, however, while education must be the first step, it is not the last: You need to rethink performance measures. This is the subject of the next chapter.