4
Reorganizing Production
IN PART ONE I focused on setting the stage for QRM, providing the scenery that is the mental preparation for the actual QRM drama that is about to unfold. In this part, I will detail the production needs and key ideas behind implementing QRM for delivery of existing products. By existing products I mean products that make up your present offering to customers; they are in your current catalog, or lie within a defined envelope. These products may involve some degree of customization or design, but do not require radically new designs or technology.
QRM’s aim is to reduce lead time from receipt of order to shipment of the completed product. This involves all the processes in this cycle, including inside sales, order entry, engineering and process planning (if product customization is necessary), manufacturing planning, materials procurement and preparation, order scheduling, fabrication and assembly processes, testing, packaging and shipping. Although I’ll occasionally refer to this entire set of operations, in this and the next two chapters I will focus on the shopfloor side of these operations.
As I stated in Chapter 3, to implement QRM it is necessary to find whole new ways of completing a job, with the primary focus on minimizing lead time. Specifically, I discussed why fine tuning or speeding up the existing methods would not work, and also described in detail the drawbacks of the traditional organization. The whole new way of reducing the lead time for existing products requires major restructuring.
SEVEN KEY PRINCIPLES FOR RESTRUCTURING YOUR COMPANY
There are seven key principles that depart from cost-based manufacturing strategy that will help you restructure your company for QRM. Without these principles in place you will not be able to reduce your lead time for existing products.
- You must change the organization of tasks, procedures, equipment, and processes from a functional basis to a pro duct-oriented basis. All the resources needed to complete a given product are located close to each other. Such product-focused groups are also called work cells, cellular manufacturing, or simply cells. Note that this shift to cells includes both shopfloor and office operations.
- You must transform the structure of your organization from hierarchical, with many levels, to flat, with many teams.
- You must shift human resources from being trained in narrowly defined tasks to being cross-trained in a number of operations.
- You must change the management of processes from top-down control of individual processes in each department to ownership of the entire delivery process by product teams.
- With principles 1 through 4 in place, you must replace complex centralized scheduling and control systems with simpler, local planning and scheduling procedures.
- With the operations now closer to each other you no longer need to process an entire batch at each operation before moving it. You must move the parts from one operation to the next as soon as they are completed, or in transfer batches that are much smaller than the whole production batch. This means that there is little work-in-process (WIP) in the cell.
- With the right organization in place, teams now must run smaller and smaller production batches while at the same time improving quality and reducing waste of all types.
However, implementing the above “cellular” changes is far from trivial. Although the ideas of cellular manufacturing have been promoted for more than two decades, and there has been much press about “cellular manufacturing,” some companies have been disappointed in the results and have even torn out the cells and reverted to the old organization. I’ve also found in my seminars that there is still a great deal of reluctance to implement cells. Key reasons for the failures have been misinterpretation of the basic concepts, and maintaining traditional organizational policies after the cells are put in place. Some of this reluctance stems from the persistence of beliefs such as this: “Relayout is an expensive, disruptive road to establish flow discipline. It’s not necessary 90 percent of the time!” And, “One should try to increase the throughput velocity of the old system before starting to relocate equipment.”1
As you learned in Chapters 2 and 3 you can barely increase the “throughput velocity of the old system” any further—all the past attempts at efficiency improvement tried to do just that. Plus it is the very structure of the old system that creates the problems.
Even if there is a desire to implement cells, managers still struggle with fundamental issues of how to properly implement them. Similar findings have been reported in a study of Midwest manufacturers conducted through the Center for Quick Response Manufacturing,2 and also in the U.K., where a recent paper describes implementing cells as “this often difficult and traumatic process.”3 Again, the reason for this resistance and/or trauma has been misunderstanding or misinterpretation of some basic ideas of cell design and implementation.
To successfully implement cellular manufacturing and create this new QRM organization you must ensure four things:
- Thoroughly understand the seven key principles for restructuring your company.
- Understand how to change current practices to accommodate the new organization.
- Be aware of the many worker and management concerns about the change, and be prepared to address these concerns.
- Support the new organization with consistent policies in all parts of the company.
This chapter and the next two focus on the first three points. The last point deals with a number of areas of company operation and will be covered in several subsequent chapters.
THE MANUFACTURING CELL-CREATING THE PRODUCT-FOCUSED ORGANIZATION
For reasons of economies of scale and cost firms traditionally have been organized with all the order entry done by order entry clerks in the order entry department, milling done by mill operators in the milling department, welding by welders in the welding department, and so on. Instead, you need to organize all the process components necessary to deliver a finished product (or a family of related products) into one department, often called a cell Since there are a number of different definitions of cells, I will make my own definition concrete. By “manufacturing cell” I mean the following:
I’ll highlight six key points in this definition, and then discuss several issues in more detail.4
- The aim of the cell is to start with raw material and end with finished product, with all operations being completed in the cell. This may not always be possible or feasible, and several remedies exist in that case.
- Machines are dissimilar. This is in contrast to the traditional organization where each department has similar machines—the turning department has only lathes, for example. I’ve been in the situation where a factory manager proudly displays a “cell,” but it is simply a number of lathes (or other identical machines) bunched together with a team of operators running the department. This is still a functional layout; the only change is that the operators are working as a team.5 Such an organization may result in some quality improvements and other procedural improvements, but will do little to reduce lead time. Reduction of lead time requires cutting across traditional functional boundaries.
- All the resources are located close to each other, again in contrast to a functionally organized factory where jobs need to go long distances from one operation to the next. Some companies have attempted to create “virtual cells” where equipment is earmarked as belonging to a cell but not relocated. I am not an avid fan of this partial approach.
- In contrast to the age-old efficiency principle of division of labor, you have a multiskilled work force performing various operations.
- Instead of having a hierarchy of managers and task workers, you give ownership of the cell’s performance to the team of workers.
- The cell is dedicated to a set of products, which means that its resources are not diverted to making anything outside that family.
These six principles may sound straightforward, but their application is more subtle than may appear at first glance. In several instances, I have seen management compromise one or more of the principles while attempting to implement a cell. For example, there may be reluctance to engage in cross-training because it would result in higher wages and thus higher labor cost. However, each of the six principles is equally critical to the success of cellular manufacturing. Misapplication, or ignoring one of the principles altogether, can lead to failure.
Hypothetical Example: SteelShaft, Inc.
SteelShaft, Inc., produces steel shafts for motors and generators. SteelShaft serves a wide range of markets ranging from shafts of standard dimensions made in high volume, to custom shafts made in lot sizes of five or even just one. SteelShaft is facing lead time pressure, particularly in the small quantity custom market. It is quoting lead times (which include the custom design as well as manufacturing) of 10 weeks but is still experiencing late deliveries. You can see all the ills of the Response Time Spiral in operation at SteelShaft. At the same time, its competition is quoting 8 weeks and has a more reliable delivery record. Market information from its customers and its field sales force lead SteelShaft’s management to believe there is a substantial market opportunity for a company that can achieve a significantly shorter lead time, perhaps to the point of capturing more than 50 percent of the market. To regain competitive advantage, SteelShaft’s management thus wants to shock the market by advertising a lead time of three weeks for small quantity customized shafts.
In such a case, you might organize the operations of inside sales, order entry, design engineering, process planning, materials planning, scheduling, and shop ticket printing into one office cell dedicated to the small quantity customized market. In fact, you would be well advised to consider shortening the order capture cycle too, which involves estimation and quoting. I will discuss the design and operation of this type of office cell, as well as the issue of quoting, in Chapter 11. This office cell would be followed by a manufacturing cell, which takes the shop tickets and performs material preparation, sawing, rough turning, finish turning, face milling, grinding, inspection, packaging and shipping. One might go further and combine all of these office and shopfloor operations into one cell. Some companies have done just that. For now, let’s assume that there will be two cells, and we will focus only on the manufacturing cell portion of this reorganization. By showing the routing for custom shafts before and after cell creation Figures 4-1a and 4-1b highlight the change in manufacturing organization under the cell concept. Notice that the flow is simpler, and parts travel directly between machines instead of between departments. Also, in keeping with cellular manufacturing principles, the inspection operation has been completely eliminated—the machine operators and the packaging operator are responsible for ensuring quality of the finished product.
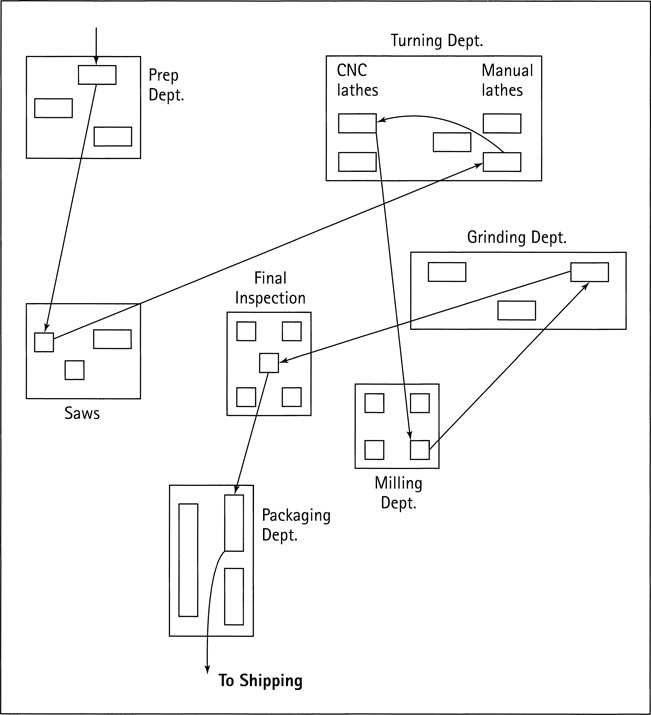
Figure 4-1a.
Custom Shaft Routing Before Cell Creation
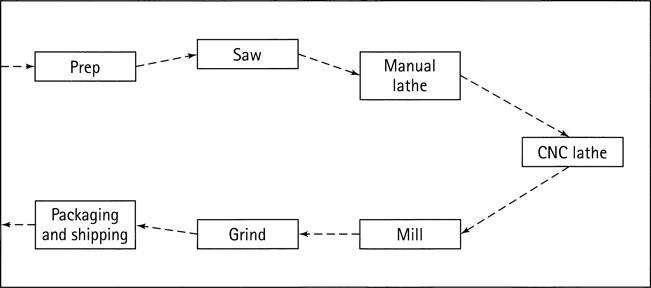
Figure 4-1b.
Custom Shafts Cell and Flow of a Typical Product
QRM versus JIT Cells
Based on JIT or flow manufacturing principles, many managers think that cells are best suited to the situation where a known set of products is made and demand is reasonably predictable. This is not a prerequisite of successful cells. Note that the two cells I’ve identified for SteelShaft are focused on customized products-each order could be completely unique. The key, however, is that there is a similarity between the set of products chosen. They lie within a predefined envelope of design requirements, office tasks, and manufacturing processes. As an example, the cells could focus on customers that need shafts made of 8640 stainless steel only, with upper and lower limits on their length and diameter, and requiring custom features that are in a prescribed set, such as slots, holes, chamfers, splines, and keyways that lie within specified dimension and tolerance limits. However, orders for different customers need not have the same routing through the cell. For example, while one order for shafts may follow the route in Figure 4-1b, another order might follow the route in Figure 4-1c. Notice that the order in Figure 4-1c skips two of the operations, but also, it backtracks in the cell—a “no-no” in JIT cells. Hence we see that QRM cells may differ from those in standard JIT or flow manufacturing. QRM cells are designed to be more flexible and do not need linear flow. This has implications for the way QRM cells are managed and operated: specifically, issues such as capacity planning, work force planning, and material planning and replenishment, which I will address in more detail in later chapters. To drive home that you can create cells for custom parts with unpredictable demand, and to further differentiate QRM from flow or JIT manufacturing, I will describe in Chapter 6 how one company has been successful in using cells for the production of one-of-a-kind orders for aftermarket parts.
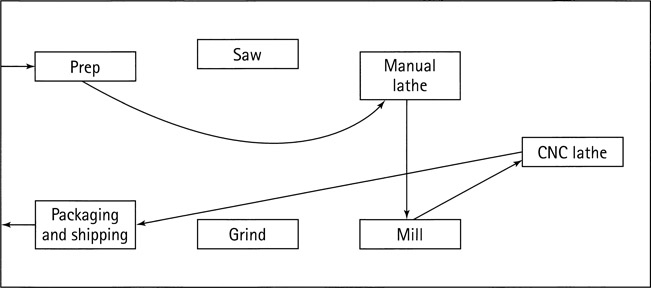
Figure 4-1c.
Flow of a Different Product Through the Custom Shafts Cell
If the number of processes is so large as to make a cell unwieldy, you split it into a few smaller cells. In this case, it is important to make each cell responsible for an identifiable subproduct, with a clearly defined handoff to the next cell. You can go further by capitalizing on the U-shaped layouts for all the cells to ensure a good flow of materials to the downstream cells as well. Figure 4-2 demonstrates this with the layout for a series of cells that produce an electromechanical assembly.6

Figure 4-2. Set of Cells for Production of Electromechanical Relays
STAFFING AND TRAINING OF CELL WORKERS
You staff each cell by a team of employees, and give this team ownership of the entire process in the cell. This means that the team has complete say on decisions such as which people run which machines, or who can take time off, subject to overall company policy.
It is also imperative that the team members in each of these cells, whether white or blue collar, be cross-trained so that each person can perform several of the operations that are in the department. This is not just so you can pay lip service to the popular notion of cross-training. There are several good reasons for investing in this multiskilling:
- Cross-training ensures that the cell can operate even if some people are absent because of sickness or vacation. In the traditional organization, a department such as milling might have a half-dozen milling machines and an equal number of operators. If one or even two people were not at work, the department still chugged along, albeit at a lower pace. Plus, with the large backlog of work, it wasn’t noticeable if on some days the pace was slower than others—with a lead time of several weeks, a day here or there didn’t faze anyone. However, in the cellular organization, there may be only one machine for each operation, as you saw in Figure 4-1b. In addition, there is little or no inventory between operations. In such an environment, if only one worker is trained to operate each machine, then the whole cell comes to a halt whenever any person is away from his or her work. Hence the criticality of cross-training: The cell can continue to operate because that person’s work can be reassigned or shared by others. The cell may produce parts at a slower rate, but it will keep producing instead of being completely shut down.
- Such an organization of work enriches each person’s job and helps to motivate them. The detrimental effect of traditional manufacturing organizations on the human being was noted more than a century ago. To repeat part of the quote from de Tocqueville, “When a workman is unceasingly and exclusively engaged in the fabrication of one thing … he loses the general faculty of applying his mind to the direction of the work … the man is degraded.”7 The QRM organization reverses this trend. Baxter Healthcare Corporation reported a 37 percent reduction in employee turnover when it implemented cells in several Mexican plants.8 Even in traditional companies with a history of adversarial labor relations, the new organization can have a powerful impact, as illustrated by the case study of Beloit Corporation that follows. Instead of being dedicated to one step of production, the worker is now responsible for a completed product to be delivered to an identifiable customer, whether internal or external. In the traditional organization, not only was a worker confined to one step of manufacturing, but he or she also had little visibility of the customer. For one job, the customer might be the gear hobbing department at one end of the factory, and for the next job it might be the grinding department at the other end of the plant. In addition, given the large batch sizes and long lead times at each operation, the next operation might not even commence for weeks. So if any quality problems were detected at a later operation, there was little memory of how the present operation was done, and little chance for learning and improvement. The situation with a cell is just the opposite.
-
Cross-training results in many productivity improvements. As team members take turns working on different operations, many opportunities for improvement are suggested. This is the greatest benefit of cross-training, and over time, it results in substantial productivity gains. This benefit results from the synergy of three factors in a cell: (1) ownership of the whole process, combined with (2) cross-training and performing multiple operations in the process, along with (3) the proximity of all team members, which leads to frequent communication and feedback in case of any problems. As stated by Deborah Davis of Baxter Healthcare Corporation, regarding the company’s experience with cells in its Mexican plants:
She also reports a 32 percent reduction in defects at those plants after the cells were implemented. Compaq Computer found that cells used for the assembly of its computers in Scotland and Texas raised labor productivity by 51 percent, and NEC reports almost the same figure.10 HUFCOR, a manufacturer of accordion doors and operable partitions in Janesville, WI, experienced a 99 percent reduction in rework with a cell that makes carriers for the partitions.11 In fact, underestimation of these tremendous productivity improvements is one of the key reasons why companies have difficulty in justifying and implementing cells.
In Chapter 16, I’ll discuss additional details concerning creation of the team-based organization. Now I’ll demonstrate all the above benefits by a case study of Beloit Corporation, a hundred-year-old company with a traditional organization, a strong labor union with rigid job classifications, and a history of adversarial management-labor relations.
PLANNING, SCHEDULING, AND CONTROL WITH CELLS
Since these terms can have different definitions at different companies, I’ll clarify what I mean by them. By planning I mean the allocation of resources in the longer term, for example, anticipating the number of people and machines that you may need to meet production in the next quarter, next year, and so on. Scheduling refers to which jobs to run this week or today, on what machine, in which order, and who will work on which tasks. Control is the function of ensuring that you meet deadlines and are capable of reacting to unexpected circumstances, such as a machine breakdown or a bad component part, and taking actions to rectify such a situation.
As you transform a factory into a number of product-oriented cells you will be able to replace the complex, centralized planning, scheduling, and control systems with simpler, local scheduling procedures. In the traditional functional layout, a job would visit a multitude of departments. As far as each department, such as milling, was concerned, the jobs appeared from somewhere to milling and disappeared somewhere else after they were done. Milling did not have responsibility for, or even much visibility of, the overall product routing and delivery schedule. Its goal was simply to do a good (read this as “efficient”) job of milling any parts that arrived. In such an organization, each department needed to be told by a central scheduling system which jobs to work on next.
On the other hand, in the cellular organization there is high visibility within each cell of where the orders are and the current status for each one. In this case, it is not necessary for a central system or manager to schedule each piece of equipment in the cell. The team operating the cell is given the delivery schedule for the cell’s products, and it takes responsibility for deciding actual equipment schedules, labor hours, and priorities. Now the function of the central system becomes assigning overall delivery schedules, ordering and allocating material, and coordinating between cells if necessary. In Chapters 7, 8, and 9 I’ll discuss the tools that enable the cell team to take responsibility to operate this system, a system that is far simpler than one that needs to schedule every piece of machinery for every order in the factory.
As many companies that have installed complex scheduling systems have found out, the detailed schedules produced by such systems often do little to help the shop floor because changes caused by expedited jobs, machine failures, or material shortages make the schedule obsolete before it is even printed. As a result, supervisors ignore the detailed schedules and decide on priorities via an informal communication network. Their decisions make the printed schedule even less usable, since assumptions made by the scheduling system are no longer true. In this atmosphere, the centralized scheduling system has no chance to succeed, and the enterprise reverts to running by manual expediting of hot jobs.
In contrast, in the cellular factory, the central system allows for manual scheduling of jobs within each cell. With its simpler task of coordination, supported by the fact that the cells consistently achieve their lead time and delivery targets, the central system can maintain its effectiveness. Not only is this system more effective, but it also consumes fewer resources-another source of reduction in overhead costs from implementing QRM. In a survey of 36 firms that have installed cells, 80 percent stated that the cells had simplified production planning and control procedures. In fact, significant reductions in effort and expense were reported, ranging from 25 percent to 75 percent.15
CELLS FOSTER CONTINUOUS IMPROVEMENT
Finally, as each cell begins to operate in this organizational environment, they can focus their efforts on how to run smaller and smaller batches in order to make the cell even more responsive. These efforts are enabled by four characteristics of the cellular organization.
- Each cell is now responsible for a limited range of products. Now you can tailor the setups on each of the machines more closely to this family, and make setup times much shorter than they were in the functional layout.
- The proximity of all machines in the cell encourages the use of smaller transfer batches (leading to overlapping operations)—this will be illustrated in detail in Chapter 7.
- With the cross-trained group of operators working as a team to deliver the product, additional setup reductions and many other quality and process improvements will be realized over time.
- As the cell experiences occasional delivery problems from machine failures, the team will be motivated to implement preventive maintenance and other policies to reduce machine down times.
Compared with the traditional cost-based and efficiency-focused organization, these worker-led improvements are so dramatic that they often surprise managers who have been in the company for a long time. A recent study reports that such improvements comprise “the most frequent positive unexpected outcomes” of implementing cells. As one manager stated: “I didn’t realize that you will get continuous improvement with the same operators in the same cell day after day.”16
From several of the preceding points you can see that the kaizen (continuous improvement) philosophy17 would provide a concrete framework for encouragement and implementation of numerous employee-generated ideas for productivity improvement in cells. Thus, creation of a kaizen mind-set in the organization assists the successful implementation of QRM.18 It also helps in the rapid introduction of new products.19
As a result of all these improvements, products that were made in lot sizes of 100 will soon be made economically, rapidly, on schedule, and with high quality, in lot sizes of 20, or 10, or even 1. The resulting reduction in lead time will be phenomenal. It is not unusual for a firm to transform a product that has a two-month lead time and is stocked in large quantities into a make-to-order item with a one- or two-day manufacturing lead time. Or, in SteelShaft’s engineer-to-order environment, they might find that they can complete the office operations in a week and the manufacturing in three days, thus achieving an even more aggressive lead time than targeted. The combination of lot size reduction and kaizen efforts will also make a significant impact on quality. One study of 114 manufacturing firms showed that when lot size reductions are supported by other continuous improvement methods, there is a roughly one-to-one relationship between the reduction in lot size and the reduction in quality rejects. In other words, a 75 percent reduction in lot size is accompanied by a 75 percent reduction in scrap and rework.20
A case study of CISCO Precision Components serves to illustrate the incredible level of productivity improvement that you can obtain through the combination of all these effects.
Order of Implementation Is Critical
It is important to note that you must sequentially implement the various steps above. For instance, it would be counterproductive to attempt the batch size reduction step before the others. In the early 1980s, many Western managers visited Japanese factories and came back with the idea that a lot size of one was the goal. They immediately cut all the lot sizes in their own factories without implementing any other changes (these factories were still organized in a functional layout). The result was huge bottlenecks and even worse delivery performance. Even with setup reduction in place, the functional layout offers limited gains. The large amount of material handling needed to move pieces discourages the running of small batches anyway, and the lack of a productoriented team (as in a cell) means that other improvements in quality and setups are not obtained.
Indeed, this is why I am not a fan of virtual cells. Even if a team is created for such a cell, without the proximity of team members and the constant communication between them, the gains will be limited. What it boils down to is this: The very fact of locating the machines and people together sends a clear signal to the whole company that you are committed to this QRM journey and there is no going back to the old ways.21
Summary of Benefits of Cells
- Simple and clear product flow, leading to high visibility of jobs and ease of control.
- Reduction in material handling, which not only cuts down on time and cost, but can also reduce the defects caused by frequent handling and movement.
- Job enrichment, leading to increased worker satisfaction.
- Ownership combined with cross-training and frequent communication, leading to continuous improvement efforts, which reduce non-value-added activities such as setups and down times, and also improve productivity through process improvements.
- Better quality and reduction of rework.
- Decentralization of detailed scheduling and control, leading to simpler central systems that have a greater chance of success in their tasks.
- Ability to run small batches, which, combined with proximity of operations and transfer batching, result in short lead times and low WIP.
As a result of all these benefits companies have seen productivity increases of 50 percent or more, and floor space reductions of 30 percent.22
Although the benefits of cells can be substantial, reorganizing the company into cells is not a trivial process. The next two chapters deal with steps for implementing cells, methods for dealing with a number of management and employee concerns, and issues related to manufacturing processes and equipment.