4
Implementation of Successful Reliability Testing and Prediction
Lev M. Klyatis
While there are different types of implementation, all of them must begin with the students and professionals who will be involved in the implementation learning the new approaches, technologies, strategy, methods, and about the equipment needed for practical implementation. Without first studying, learning, and teaching all those involved in the research, design, manufacturing, service, and usage of the product in the new direction of reliability prediction, ART/ADT, successful implementation will be not possible.
Learning the fundamentals necessary for implementation of new ideas, strategy, approaches, and technologies can be accomplished through:
- Reviewing publications detailing the new approaches and technologies in the available literature, including the various books, articles, papers, lectures, published presentations, dissertations, reports, protocols, and so on. After this, it is very important to accept the concepts advanced in this literature.
- Learning about the new approaches and technology from the advanced literature, including this author's lectures, tutorials, and presentations.
- Using these publications as references in publications of other authors.
- Citations of the author's basic ideas and research results, with his name, in the books, articles, papers, and project plan, providing a high level of new ideas, approaches, and technologies implementation.
- Include this knowledge from these approaches and technologies in the preparation of appropriate international, national, and industry standards.
- Obtain upper level management buy‐in by providing presentations, lectures, and tutorials detailing the new approaches, technologies, and the relevant citations with their authors' names, including the benefits to the organization and customers/users.
- Develop the new organizational structure, whether through educating existing groups or by forming new teams, divisions, departments, or companies who will be responsible for developing and implementing the new ideas and technologies.
- Implement the new approaches and technologies in practice, and document the results, demonstrating the improvements gained through the implementation of the new ideas and technology.
- Document and disseminate the economic gains to the organization achieved by using the new ideas, approaches, and technologies.
Some examples of this will be detailed in this chapter demonstrating successful implementation of new ideas and technology for reliability prediction and testing, described in Chapters and of this book, as well as other appropriate publications and practical experience.
Successful reliability prediction and testing is used in many countries, sciences, and industries over the world. While many of the author's ideas, methods, and equipment have been presented in the author's publications, it is impossible to know all of the successful applications, especially those described in other languages. Therefore, the implementations presented herein will mostly be implementations from the author's practice.
4.1 Direct Implementation: Financial Results
The first implementation of Lev Klyatis's ideas were in Russia (Kalinin State Test Center and company Bezeckselmash) for farm machinery from 1962 through 1965. Later, some of these ideas, methodologies, and new test equipment were implemented in the Ukraine (Figures 4.1 and 4.2), Zelenograd City, Moscow State (Figure 4.3), Israel (Figures 4.4 and 4.5), and Belorussia (Figure 4.6), and then these reliability testing and prediction methodologies were implemented in other countries.
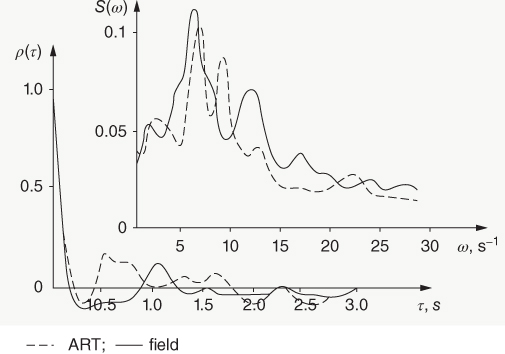
Figure 4.1 Normalized correlation ρ(τ) and power spectrum S(ω) of car trailer's frame tension data during ART and field testing (test result from one sensor).

Figure 4.2 Dr. Lev Klyatis, chairman of State Enterprise Testmash and full Professor Moscow University of Agricultural Engineers, in the test center, where implemented his ideas for ART development of farm machinery (1990).
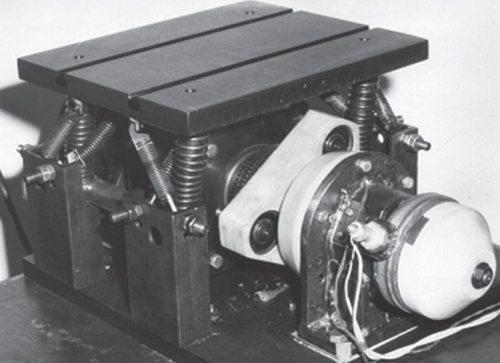
Figure 4.3 Six‐axis vibration test equipment (Testmash, Russia), as a component of ART/ADT. Implemented in Zelenograd Electronic Center, Moscow State (Russia) (1991).

Figure 4.4 Change in the engine complaints for 3 years after implementation of new approach to ART and reliability prediction [1].

Figure 4.5 Increased volume of sales of instruments after the implementation of the new approaches, described in Chapters and [1].

Figure 4.6 Dr. Yakhya Abdulgalimov (Testmash) during implementation component of ART/ADT in industrial company Selmash (Bobruysk, Belorussia).
This book's approaches to ART/ADT and reliability prediction have been implemented by many industrial companies. As can be seen by the example in Figures 4.4 and 4.5 (and Tables 4.1 and 4.2), there are economic benefits to these approaches.
| Complaints (%) | |||
| Reason | Year 1 | Year 2 | Year 3 |
| Design problems | 58 | 43 | 36 |
| Deviation from the instruction procedure | 23 | 31 | 34 |
| Not performed according to drawing | 10 | 10 | 8 |
| Not used according to specification | 4 | 10 | 15 |
| Others | 5 | 6 | 7 |
| Total (%) | 100 | 100 | 100 |
Table 4.2 Example of practical economic results of the proposed approach for tools [1] by one company.
| Year | Sales (106 $) | Complaints (no.) | Rejects (%) |
| 2003 | 134.3 | 151 | 3.2 |
| 2004 | 156.2 | 144 | 3.0 |
| 2005 | 196.4 | 127 | 2.4 |
| 2006 | 214 | 114 | 2.0 |
Until recently one major obstacle to implementing these new approaches was that many professionals in the areas of design, testing, production, and marketing, both for the companies and their suppliers, worked in isolation without sufficient interaction. They worked with separate requirements (standards) and responsibilities. This is the first problem companies need to overcome for successful implementation of these approaches.
Implementation of these approaches requires a special interdisciplinary team with the following properties:
- The interdisciplinary team needs a chair who is a good manager, who has a good understanding of the different specialties, such as physical and computer simulation, safety, human factors, and so on, and especially knowledgeable of their interconnections and interactions.
- A talented reliability and prediction manager. One who possesses initiative, understanding, and technical capabilities and who will be in charge of the implementation. If necessary, this manager must to be ready to propose and organize an interdisciplinary engineering emergency team from the team's professionals. With the support of upper management in research and development, this team will be successful.
- There are many difficulties in the development of this team. Team members must bring good communication skills, an understanding of, and an ability to work cooperatively with each other, as well as the ability to coordinate and appropriately utilize the varied professions and levels of competence of the various team members.
- It is this author's experience that one of the major difficulties of implementing the new approaches is obtaining enthusiasm and cooperation of each team member and maintaining their willingness to work together over time. This is a key requirement for the successful implementation of the new approaches for ART/ADT and successful prediction.
- Another lesson learned in implementing these new approaches is that the team members must include those with an adequate knowledge in the fields of metallic as well as new composite materials, and a high level of understanding in the importance of standardization as a necessary element to reliability and prediction. After implementing these approaches to ART/ADT these companies demonstrated impressive financial improvements.
These methods resulted in increasing the profitability of the companies utilizing them over a 3‐year period, with a substantial improvement in the quality and reliability of the product. In fact, one such company that had implemented these approaches and processes was purchased by the billionaire Warren Buffet in Israel in 2006.
This new prediction technology has been implemented by various companies, including those that produce engines, tools, trucks, and other complex products. As a result of implementing these procedures, product sales increased and the reputation of the company in the market place improved (Figures 4.4, 4.5, and 4.7; Tables 4.1 and 4.2).

Figure 4.7 Final real results of successful prediction of product reliability.
These figures also demonstrate the importance of establishing the underlying reasons for potential complaints prior to the completion of the design. By correctly implementing accelerated improvement of the product reliability during design, changes can be made early in the design phase and before beginning full‐scale manufacturing.
Ingredients that can be used in improving the final performance of a product can include the quality and the characteristics of the raw materials used, improvement of the components' designs to enhance reliability, improvement of product usefulness to the customers, and others, which may be specific to each manufacturer, depending on the type of final product.
As result of implementing the approaches, explained in Chapters and to ART/ADT technology in various different companies, the following costs and benefits were obtained:
- Decreases to the cost of design phase 10–15%
- Decreases to the cost of manufacture phase 0–2%
- Decreases in the aftermarket cost during use 52–77%
- Total life cycle cost decreases of 33–47%.
Costs in the design and manufacturing can also be minimized by using the results of the ART/ADT in the next models of the product. In many cases at least some of the parts of the production equipment used in the older model can be utilized in the next generation of the product.
If a company does not have the resources for the implementation of ART/ADT technology in one step, it can be done incrementally by first modernizing one test chamber. For example, in vibration testing the next step could be adding equipment for the simulation of temperature and humidity to the same test chamber. The following steps would be adding equipment for pollution simulation; and so forth, until complete modernization has been achieved.
There are many examples of the benefits of ART/ADT and reliability prediction implementation.
4.1.1 Cost‐Effective Test Subject Development and Improvement
Often when the ART/ADT results have sufficient correlation with the field results, it is possible to quickly discover the underlying cause(s) for the test subject's degradation and failure. These reasons can be determined by analyzing the test subject's degradation during the time of use and through the determination of the location of the initial degradation and the continued development of the degradation process. This makes it possible to quickly address the reasons for the degradation as determined by ART/ADT. This approach has been used and has proven to be both time saving and cost effective.
If there is not sufficient correlation between test subject degradation in the field and the degradation during ART, the degradation will usually not adequately reflect the experience in the field. If this is the case, the conclusions drawn from ART may not be accurate. In these cases the cost and time needed for refining the test subject and renewed testing to result in better prediction is needed. This must be done rather than attempting to provide accelerated product development without accurate modeling. Unless this is done, the designers and reliability engineers, who often thought they understood the failure (degradation) reasons, changed the design or manufacturing process only to learn that they were wrong in their assumptions and the “improvement” continued to fail in the field. Then they have to revise their work and look for other reasons for the degradation and failure. This situation is found all too often, especially when there is pressure for a rushed solution. Unfortunately, this is a wasteful process that does not allow for proper improvement of the product or the development of proper testing for subject reliability (quality). Moreover, it only increases the cost and time of producing a truly functional product and its protocols for development and improvement. This is a situation familiar in practice.
The following are practical examples that illustrate the aforementioned possibilities of new approach to ART/ADT for the rapid improvement, and prediction of product quality, reliability, and durability.
4.1.1.1 Example 1
An industrial company had problems with the reliability and durability of a model of harvester which they were not able to solve using field testing. They also conducted laboratory testing, but the physical simulation of the field influences in laboratory testing were not accurate. The chief designer of the company asked Lev Klyatis to use his approach for solving the problem. To accomplish this a special methodology of ART/ADT and test equipment were developed to provide accurate prediction of the harvester's reliability during its service life.
For 6 months:
- Two of the original design harvester's specimens were subjected to reliability evaluation for the equivalent of 11 years.
- Three variations of one unit and two variations of another unit were tested. The resulting information was satisfactory on a basis of their service life (8 years) evaluation equivalent.
As results of the finding from this process the reasons for degradation process were eliminated.
- The harvester's design was changed according to the conclusions and recommendations drawn from the testing results.
- Specimens incorporating the design changes were then field tested.
- This reduced the cost (3.2 times) and the time (2.4 times) of the harvester's reliability development.
Reliability validated in actual field use was increased by 2.1 times. Also the design changes for basic components of the harvesters that had previously limited their reliability were confirmed. Usually this work would require a minimum of 2 years for accurate comparisons using present testing methodologies. Accomplishing the above improvement in six months was four times faster.
4.1.1.2 Example 2
There was a problem related to reliability of the working heads, and the special belts that drove them, in another model of the machine. The low reliability of these belts limited the reliability of the whole machine and were an issue beginning with the design stage and continuing through the manufacturing stage, and the field use of the product.
As an attempted remedy, designers increased the strength of the belt, but this only increased reliability by a maximum of 7%, and was accompanied by a doubling in the cost of the belts. The company, Bezeckselmash, asked this author for help in solving this problem. In order to do this, this author's team created test equipment to provide accurate simulation of the field input influences on the belts, corresponding to the methodology described in Chapter . By conducting ART of the test subject, corresponding to the methodology described earlier in this book, after several months of testing and studying the reason for the poor reliability of the belts, a reliability prediction was conducted. With the designers, author's team developed recommendations for improving the design of the machinery. The reasons for the belt failures were never in the belt, but in a connected unit. Field testing demonstrated that by implementing these changes the durability of the updated machine was more than doubled, increasing by 2.2 times.
And the cost of this work increased the machine's cost by only 1%, including the cost of the testing equipment and all the work involved in finding the reasons contributing to the failures of the belts.
Figure 4.8 is a drawing of the plan for a test chamber used for reliability testing of trucks by Kamaz, Inc. (Russia, in 1991) which implemented this author's technology. The test chamber design shown incorporates the results of directly implementing author's approach to reliability prediction.

Figure 4.8 Plan of test chamber (Testmash design) for completed truck. Kamaz Inc. (Russia). Engineering Center, Block No. 3.
Hence, with accurate initial information from the results of ART/ADT, the methods of reliability prediction can be useful.
4.2 Standardization as a Factor in the Implementation of Reliability Testing and Prediction
4.2.1 Implementation of Reliability Testing and Successful Reliability Prediction through the Application of Standard EP‐456 “Test and Reliability Guidelines” for Farm Machinery
The implementation of successful reliability prediction began by employing the concept of standardization with farm machinery. We will review how this came about. The author served as a member of American Society of Agricultural Engineers (ASAE) T‐14 Reliability Committee. At the ASAE International meeting in 1995, it was proposed at the ASAE T‐14 Committee meeting that the author lead an effort to update the standard EP‐456 “Test and Reliability Guidelines” (see Figure 4.9). This effort resulted in updated guidelines including results of research in reliability testing and prediction (see Figure 4.10). These guidelines were approved by the ASAE T‐14 Committee and balloted (Figure 4.11) and approved by the ASAE.
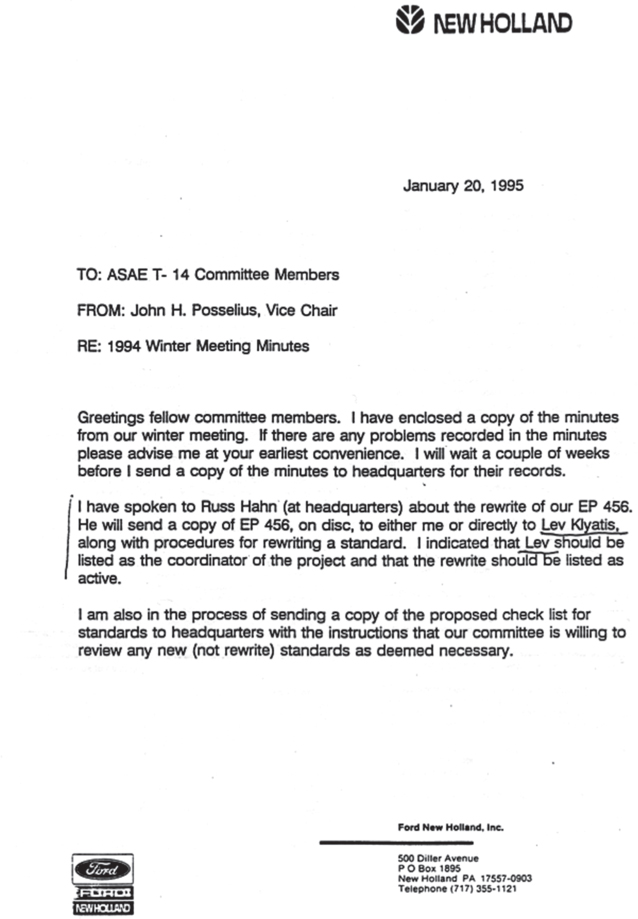
Figure 4.9 The letter from ASAE T‐14 Committee that Lev Klyatis should be listed as the coordinator of the project “Rewriting the Standard EP 456 Test and Reliability Guidelines.”
Figure 4.10 The first page of the third draft of the standard EP 456 “Test and Reliability Guidelines.”

Figure 4.11 The ballot for the ASAE standard EP 456 (Lev Klyatis, project leader).
Figures 4.9–4.11 demonstrate some of the documents from the updated ASAE standard EP‐456 “Test and Reliability Guidelines,” which included implementation of new ideas and technology for reliability testing and successful prediction.
4.2.2 How the Work in SAE G‐11 Division, Reliability Committee Assisted in Implementing Accelerated Reliability Testing as a Component of Successful Reliability Prediction
Lev Klyatis was also invited to work on the SAE International Society G‐11 Division, Reliability Committee. The G‐11 Division prepared, discussed, updated, approved, and voted new and current standards related to aerospace reliability, maintainability/supportability, and probabilistic methods, which became SAE standards.
A key objective of SAE G‐11 Division was the collaboration in the development of standards. But these efforts were not always successful. The existing SAE draft of standard JA1009 was planned for aerospace reliability testing and prepared earlier, but was not approved in 1998 by the SAE International Aerospace Council.
The SAE G‐11 Reliability Committee meeting proposed that a new standard, JA1009 Reliability Testing, should be prepared. Dr. Klyatis made presentations during the G‐11 meeting and proposed preparing a group of standards under the common title “Reliability Testing.”
This resulted in a group of standards consisting of the following:
- SAE JA 1009/A. Reliability testing – Glossary.
- SAE JA 1009 – 1. Reliability testing. Strategy.
- SAE JA 1009 – 2. Reliability testing. Procedures.
- SAE JA 1009 – 3. Reliability testing. Equipment.
- SAE JA 1009 – 4. Reliability testing. Statistical criteria for a comparison of a reliability testing results and field results.
- SAE JA 1009 – 5. Collection, calculation, statistical analysis of reliability testing data, development recommendations for improvement of test subject reliability, durability, and maintainability.
This group of standards is largely based on results of the development of reliability testing that was described in Chapter . This information was discussed and later published at the SAE 2013 World Congresses (papers #2013‐01‐0152 “Development Standardization ‘Glossary’ and ‘Strategy’ for Reliability Testing as a Component of Trends in Development of ART/ADT” [2] and #2013‐01‐151 “Development of Accelerated Reliability/Durability Testing Standardization as a Components of Trends in Development Accelerated Reliability Testing (ART/ADT)” [3].
The SAE Reliability Committee approved the first standard, SAE G‐11 JA1009/A Reliability Testing – Glossary, and recommended integrating this with existing standard ARP 5638.
The second standard, SAE JA1009 – 1 Reliability Testing – Strategy, was prepared, discussed, and approved for balloting, but the G‐11 Reliability Committee became inactive, and final balloting was not completed.
Drafts of both of these standards were included in the book Successful Prediction of Product Performance [4].
From the preparation of these standards, and as a result of discussions on G‐11 meetings, the author's theories were updated on ART/ADT that had been developed earlier. The testing methodology developed in these new publications was a key factor for successful prediction of product reliability and other components of the product performance. The presentations and publications of the essence of these standards were included in papers for the SAE World Congresses in Detroit, journal articles, and other publications in this area, and they have proven to assist everyone who wishes to implement successful prediction of product reliability. As a result of development of these standards and career work in quality and reliability, L. K. (Lev Klyatis) was invited to work as a consultant and seminar instructor for several companies and organizations. As a part of G‐11 meetings, committee experts often visited companies in geographic areas near the meeting. Figure 4.12 shows the members during a visit to the NASA Langley Research Center.

Figure 4.12 Lev Klyatis (second from left) with group of experts from SAE International, G‐11 Division in NASA Langley Research Center, NASA.
These meetings helped this author better understand the methods in use at NASA and companies involved in aerospace, and their understanding of how to obtain successful prediction of product performance. It was surprising to learn that it was difficult to find the person or group at the Langley Research Center who was responsible for reliability testing, and, from what could be learned, their reliability testing professionals were not directly involved in reliability and durability testing of the components or the completed product. Some of the documents related to these standardization efforts are presented later in this chapter.
Figure 4.13 shows the group of SAE G‐11 Division during the meeting in Washington, DC, in 2012. At this meeting L. K. (Lev Klyatis) gave a presentation for the G‐11 Division members that helped them better understand the concepts for successful reliability prediction. For example, the discussion with Mr. Dan Fitzsimmons, The Boeing Company Technical Fellow, Statistical QE Supplier Management & Procurement Commercial Airplanes, helped him to understand how the structure of large companies makes it difficult to implement these methodologies for improving reliability and durability testing. Organizational structures often involve divisional hierarchies where each vice president or manager has control and responsibility only for their direct areas. And, as we already learned, successful prediction of product performance requires these interactions to be successful. A product's success is not related to a single corporate area, but depends on the efforts of all groups from basic areas of research, testing, design, production, management, marketing, and so on that influence the product life‐cycle cost, profit, recalls, and other performance components.

Figure 4.13 SAE G‐11 Division members in standardization of reliability and maintainability in aerospace, during a meeting in Washington, DC. Lev Klyatis is fourth from the left.
The lessons learned from these interactions were included in work for G‐11, including several presentations on reliability testing for the G‐11 Division and preparation of the aforementioned six SAE standards under the common title “Reliability Testing.”
Box 4.1 gives an example of the meeting agenda with the presentation “Overview of the Role and Contents of Six G‐11 JA1009 Reliability Testing Standards.”
Following the presentation the second standard was prepared, discussed, and approved for voting. But it was not adopted because final voting had not yet occurred, and thereafter the G‐11 Reliability Committee stopped all work for several years.
Fortunately, this work resumed in 2017. Box 4.2 contains the SAE G‐11 Spring 2017 meeting announcement.
Resulting from the discussion during the SAE International G‐11 Reliability Committee meetings, the following proposals concerning the JA 1009 Reliability Testing Standard were recommended:
- Reliability Testing Standard JA 1009/A: Glossary (of terms and definitions). See Box 4.3. Consists of a description of the applicable documents (SAE publications, ECSS publications, ASO and federal publications, IEC publications, US Governmental publications, other publications, applicable references, and Glossary of terms and definitions: accelerated reliability testing, accelerated durability testing, durability testing, reliability testing with appropriate notes, accurate simulation of field input influences, accurate prediction, accurate system of reliability prediction, an accurate physical simulation, classification accuracy, correlation, hazard analysis, hazard control, hazard reduction, human factors, human factors engineering, multi‐environmental complex of field input influences, output variables, compliance test, laboratory test, accelerated testing, reliability, reliability improvement, reliability growth, durability, failure, failure mechanism, time to failure, time between failures, item, fault, system, subsystem, life cycle, useful life, characteristic, simulation, prediction, life cycle costing, special field testing, and so on (total 11 pages).
- Reliability Testing Standard JA 1009/2: Procedures. Reliability testing (ART/ADT) as a key factor for accurate prediction quality, reliability, durability, maintainability, life‐cycle cost, and profit during given time, and accelerated product development. Consists of a description of the step‐by‐step procedure for the design of reliability testing which is intended for any specific equipment to be tested, when it is considered necessary to simulate closely the real conditions of use of the test subject. It applies fully to laboratory testing in combination with special field testing, and so on.
- Reliability Testing Standard JA 1009/1: Reliability Testing – Strategy. See Box 4.4. Consists of basic concepts of reliability (accelerated reliability/durability) testing, accuracy of the simulation of field conditions (input influences in interconnection with safety, and human factors), physical (chemical) degradation mechanism of the test subject as a criterion for an accurate simulation of field input influences, requirements to obtaining accurate initial information from the field, methodology for selecting a representative input region for accurate simulation of the field conditions, moving the field to the laboratory, and so on (total 18 pages).
- Reliability Testing Standard JA 1009/3: Reliability Testing – Equipment. Consists of requirements for equipment for accelerated reliability testing and its components (multi‐environmental, vibration, dynamometer, wind tunnel, etc.). Test equipment considered as a combination of multi‐environmental + mechanical + electrical (electronic) and other types of testing. Examples of equipment for reliability/durability testing in the laboratory, and so on.
- Reliability Testing Standard JA 1009/4: Statistical criteria for a comparison of reliability testing results and field results. Consists of statistical criteria for comparison during reliability testing of the output variables and physics of degradation process with the output variables and degradation process in the actual service conditions, statistical criteria for comparison after reliability testing of the reliability indexes (time to failure, failure intensity, etc.) with these indexes in actual service, and so on.
- Reliability Testing Standard JA 1009/5: Collection, calculation, statistical analysis of reliability testing data, development recommendations for improvement of test subject reliability, durability, and maintainability. Consists of methodology: data collection during the test time, statistical analysis of these data, methods for analysis of the reasons of degradation and failures, preparations recommendations for eliminations of these reasons, counting the accelerated coefficient, development recommendations for improving the reliability of test subject.
4.2.3 Development and Implementation of Reliability Testing during the Work for the International Electrotechnical Commission (IEC), USA Representative for International Organization for Standardization (ISO), Reliability and Risk (IEC/ISO Joint Study Group)
Following presentation at the Annual Quality (ASQ) Congress, around 2001, L. K. received an invitation from Mr. John Miller, the Chair of US Technical Advisory Group for Technical Committee 56, International Electrotechnical Commission (IEC) for international standardization, to be included in the USA Technical Advisory Group—the group of experts representing the USA for IEC. Accepting this invitation, L. K. was included in the Technical Committee TC‐56 Reliability and Maintainability. Figures 4.15–4.19, and 4.20 show L. K. in this committee work and work in IEC international conference; the Technical Committee TC 56 Dependability covers this area for all IEC committees in specific technical areas of energy, electronic, electrical, and so on.

Figure 4.15 Meeting TC‐56. Lev Klyatis is second (right) from chair.

Figure 4.16 The letter from General Secretary of United States National Committee for IEC about accreditation Lev Klyatis as US Representative for IEC.

Figure 4.17 Lev Klyatis expert of the USA Technical Advisory Group for the IEC in Sydney (Australia) during the meeting.

Figure 4.18 Dr. Lev Klyatis receiving an award from China (Beijing) during the IEC Congress.
Figure 4.19 These documents validate Lev Klyatis as an Expert of ISO/IEC Joint Study Group in Safety Aspects of Risk Assessment.
Figure 4.20 Documents demonstrating Lev Klyatis as an Expert of ISO/IEC Joint Study Group in Safety Aspects of Risk Assessment.
The following is one story from the IEC international conference in Beijing (China). A group of this meeting's members visited the Chinese National Institute, which was involved in the testing of electrotechnical and electronic devices. During this meeting, L. K. received an award from China, as can be seen in Figure 4.18.
During this meeting and analyzing work of this institute, L. K. saw the opportunity for improvement in their reliability testing of electronic and electrical devices, especially in the area of practical reliability and durability testing technology.
The first draft of this new IEC standard, “Equipment Reliability Testing. Accelerated Testing of Actual Product,” was prepared, but during this time Mr. John Miller retired as chair of US Technical Advisory group and this work was stopped. Later, the ideas and information of this draft standard were used as the basis for preparing a group of six SAE International standards under the common title of “Reliability Testing.”
Unfortunately, because US representatives did not receive compensation for meeting participation, and owing to schedule and workload conflict, IEC standards were not always advanced in a timely manner. These issues are also common problems relating to the advancement of other US and international standards.
A major part of the IEC Technical Committees' work was considering proposals from countries and for accepting them as internationally recognized standards. These committees were also responsible for the development of new standards.
There are other organizations in the world that are developing international standardization. For example, the ISO, which was organized 40 years after the IEC, is one such widely known international standards organization. These organizations are planning and developing standards for all types of equipment worldwide. For coordination of the methodological aspects of this interest in advancing standardization, both organizations have joint study groups in different areas. L. K. was a member of one such joint study group, the IEC/ISO Joint Study Group in Safety Aspects of Risk Assessment, as IEC representative in this group. Figures 4.19 and 4.20 show documents from this group meeting in Frankfurt am Main (Germany), in 2004.
Dr. Klyatis saw the need for improving the level of testing electronic and electrical devices, especially in practical reliability and durability testing, and why the implementation of his ideas in IEC and ISO standards was so important.
4.3 Implementing Reliability Testing and Prediction through Presentations, Publications, Networking as Chat with the Experts, Boards, Seminars, Workshops/Symposiums Over the World
The basic challenge of implementing any new approaches is the new technology must, first, be embraced and accepted in the minds of the people who will be doing the implementation—whether this implementation be engineering new methods or devices in research, design, or specific industrial company applications. Only when the professionals who will be implementing the new approaches fully understand and are committed to the new technology will successful implementation be possible. The author's strategy, approaches, and innovations to successful reliability prediction and ART/ADT (see Chapters and ) were learned from his publications, and then implemented in different areas of engineering, physical, mathematical, and other sciences.
An important aspect of successful implementation of new ideas and technologies is not only how new or high quality is the idea or technology and its benefits, but how expensive it will be to implement and use the new technology. This requires not just the direct costs of this technology in comparison with the present technology, but how its implementation will influence the costs (or savings) of all the subsequent processes throughout the product's life cycle.
Consider the following example of successful ART/ADT. For this implementation it was important to do a cost versus benefit analysis for the proposed ART. The question was what is the cost versus benefits of a simultaneous combination of different types of input influences, compared with single testing with separate simulations of each input influence.
In this case, the cost of the equipment, the methodology, and conducting each of the single tests (e.g., separate vibration testing, or corrosion testing, or temperature plus humidity testing, or testing in dust chambers, or input voltage plus vibration testing) may appear to be less costly than reliability testing using the simultaneous combination of simulation of all the aforementioned types of influences.
While this may seem correct, it only compares the direct cost of the two approaches to testing, and therefore is not correct. The quality of the testing level influences the cost of many subsequent processes, including design, manufacturing, use, warranty and recall, and service life. For example, the confidence level of different levels of testing impacts returns (recalls, etc.), future changes in safety, quality, and reliability problems during the product's life cycle. This is a case of where not accurately simulating the interacted real‐world influences would lead to increased overall expenses, and decreases the economic profitability of the product.
It is Dr. Klyatis experience from consulting with many companies that when the test engineer working with vibration testing was asked what they were evaluating, the usual answer was “Reliability.” There would then follow an explanation of why this answer is not truly correct. The product's reliability depends not only on vibration. Vibration is only one component of the many mechanical testing (influences) the product experienced in real‐world use. In the real world, mechanical influences act in combination with multi‐environmental influences, electrical and electronic influences, and so on. The product's reliability (the degradation process, time to failures, and mean time between failures, etc.), is a final result of all field input influences and actions, as well as human factor influences. If one does not take all of these into account, one cannot successfully predict the product's reliability, or other components of performance.
As a result of testing with inaccurate field condition simulation, during the use of the product unpredicted accidents, product failures, and other faults that were not identified in reliability testing may result in increased and unanticipated costs during usage. The incremental costs incurred through returns and the cost of improving the design and manufacturing processes are often overlooked when estimating the cost attributed to testing.
As was previously shown in the Preface of this book, over 23 years, recalls alone in the automotive industry have increased dramatically, leading to industry losses amounting to billions of dollars. For these reasons, ART (or ADT) is actually more economical than independent single‐influence testing. While the testing may be more expensive, it yields decreasing costs during the manufacturing and the product's in‐use life cycle. While this is true, unfortunately too often it is difficult to quantify these post‐testing savings. Detailed consideration of this problem with examples is presented elsewhere [1,4,5].
As already mentioned, L.K.'s papers with the essence of his ART/ADT development were discussed during his lectures (see example in Figure 4.21) and also discussed and published (AGRI/MECH/43) by the United Nations Economic Commission For Europe in 1968 and 1969. The United Nations also published the final paper “Accelerated testing of agricultural machinery” in New York in 1970 (see in Figure 4.22 title page and one page from Chapter ).

Figure 4.21 Dr. Lev Klyatis during his lecture for professionals in reliability testing and prediction (Latvia, 1974).
Figure 4.22 Cover page and first page of Chapter 6 from Dr. Lev Klyatis's paper for the United Nations.
In 1989 the government of the Soviet Union first organized an engineering center, based on this work, and then organized the state enterprise Testmash for widespread implementation in other companies in the country. These utilized L. K. ideas, research results, and innovations in reliability testing and successful reliability prediction.
Lev Klyatis was also the Soviet Union representative to the US–USSR Trade and Economic Council, which was organized by the USA and the USSR governments for improving collaboration between the two countries. At the meeting of this council in New York in 1989, there were two presentations from each country. L. K. made one of these, a presentation about Testmash's solutions for development and implementation ART/ADT and reliability prediction.
Following this presentation, at the meeting of the US–USSR Trade and Economic Council, many executives of American companies met with Lev Klyatis. They were anxious to discuss his approaches, as they were looking for development in reliability testing and prediction using modern technologies. Two companies that were especially persistent were representatives from Steptoe and Johnson who were interested in implementing the Testmash approach into American companies.
After this presentation in New York, L. K. received a proposal from the Kamaz, Inc. (Russia) chairman Mr. N. Bekh for implementation of Testmash's system for development at Kamaz, Inc., including the system of research, design, manufacturing, and maintenance. Kamaz was one of the largest companies in the USSR's automotive industry, designing and manufacturing trucks. Employing over 100,000 employees at that time, Kamaz, Inc. sold its products mainly in the USSR and some eastern European and other countries. But KAMAZ, Inc. wanted to begin selling their products in the more developed West European, American, Asian, and other markets. As a part of this venture into the Western market, they reached an agreement that Cummins (USA) would build a special plant for them in the USSR for manufacturing Cummins' engines. They planned to use Testmash's technology for increasing product reliability, safety, durability, maintainability, profit, decreasing life‐cycle cost, and to solve other problems that would open the door to the Western market through increasing the competitiveness of their product in the world market.
Upon returning to Moscow, Dr. Klyatis learned from the people with the USSR Automotive and Farm Machinery Department that Mr. N. Bekh was also the advisor in economics for Mr. M. S. Gorbachov, the President of the USSR.
Mr. Bekh and Kamaz's general manager Mr. Paslov had an in‐depth understanding of what successful prediction of product performance could mean for the success of their company. They were ready to invest many millions of dollars in this implementation, because they read L. K. publications and understood that this investment would result in the company earning much more money. This is in stark contrast with his experiences with the management of many American and Japanese companies (as described in this book), who could not understand the in depth benefits that would be achieved from successful reliability prediction. Therefore, they were reluctant to accept the new ideas and approaches to reliability and durability testing as providing potential economic benefits for their companies.
The result was a contract between Kamaz, Inc. and Testmash which included all the requirements relating to implementation, including payment for Testmash's patents in several countries. With this contract, Testmash began to design and implement solutions as was required by Kamaz, Inc. The final result was the specific design of new equipment for the physical simulation of multi‐environmental influences using a large test chamber that included, as one component, vibration equipment capable of testing complete three‐axle trucks, corresponding to Dr. Klyatis's recommended methodological solutions.
Following the widespread implementation of Testmash, the all‐USSR journal Tractors and Farm Machinery [6] published an interview with L. K. in which there was a discussion on why Dr. Lev Klyatis had been appointed by the USSR government as the chairman of this organization, how this was the new state‐of‐the‐art research center for industry, what kind of problems this organization was designed to solve, and the role of Testmash in the development of the industry of the Soviet Union [6]. The basic ideas presented in this interview, the concepts, and the approaches developed are now actuality and can continue to be implemented well into the future. This interview also described the new strategy and methodology, the specific test equipment that was under development in Testmash, and the specification developed through Testmash in the 1990s in the Soviet Union, much of which is still in actual use and continues to advance in developed countries throughout the world. The first page of this interview (in Russian) is presented in Figure 4.23. Following presentations at several SAE World Congresses, there were meetings with attending professionals who understood how useful this new direction in successful prediction of product reliability could be. For example, Mr. Richard Rudy, senior manager in quality and testing DaimlerChrysler, said that he believed that this new approach was very interesting and could be useful for other industries, and he would be happy to give excellent recommendations or reviews for implementation of these ideas. Mr. Richard Rudy was for many years the SAE International representative in the Board of Directors Annual Reliability and Maintainability Symposium (RAMS), and Executive Committee for a group of technical sessions under the common title “Integrated Design and Manufacturing (IDM)” at the annual SAE World Congresses in Detroit.
Figure 4.23 First page of published interview with Dr. Lev Klyatis, Chairman Testmash.
Professor Klyatis began consolidating his ideas, strategy, and implementation approach for reliability prediction and testing in the USA from presentations at the ASAE international meetings, RAMS, and ASQ Congresses. In order to obtain money for these trips to these meetings, he began to work delivering fish (Figure 4.24).

Figure 4.24 First job for Professor Klyatis in the USA: fish delivery.
When Elsevier published his second English‐language book Accelerated Quality and Reliability Solutions in the UK, Richard Rudy wrote the book review, which was published in the journal Total Quality Management and Business Excellence (UK) in September 2006 (Figure 4.25). When they met a few years later, during another SAE World Congress in Detroit, Richard described how, after their first meeting, he had proposed to DaimlerChrysler's management that they should invite L. K. to come in as a consultant for DaimlerChrysler, as it would be useful for the company to help improve their product reliability, and described why, but after discussion with his Vice President he was told there were no available positions or funding to retain L. K. Richard Rudy also wrote the published review to L. K. book Accelerated Reliability and Durability Testing Technology, which was published by Wiley in 2012.
Figure 4.25 Published review in the journal Total Quality Management and Business Excellence, Taylor & Francis Group, Volume 17, Number 7, September 2006, UK.
From beginning his life in America in 1993, he quickly understood that many professionals in the fields of reliability prediction and reliability testing were not ready to learn and use the entire methodology partly presented in his book Successful Accelerated Testing (Mir Collection, New York, 2002). Therefore, he developed a method of implementing his solutions using a step‐by‐step approach. This approach first focused on the initial step: the need for accurate physical simulation of field conditions for accurate accelerated testing. This need is easily understood by most people.
This is why, for most of his early years in the USA, L. K. presentations focused on the need for accurate simulation of field conditions. And this starting point was important because so many industrial companies' research centers were not accurately simulating field conditions. Therefore testing results often were, and continue even today, to be different from the field (real‐world) results.
Dr. Klyatis's second book, which was much more complicated, demonstrated solutions to actual reliability and quality problems. Around 2004, after making his presentation at the SAE World Congress in Detroit, which again was well attended, one attendee came to him and asked: “Do you have experience in book writing?” His answer was “Yes!” This was quickly followed by the question: “Would you be interested in preparing a book on your theories and strategy on quality and reliability for publishing by Elsevier?” Knowing Elsevier to be a large world class publisher, he immediately responded “Yes” The person who had asked was Jonathan Simpson, Commissioning Editor, Science and Technology Books, Elsevier, UK. He explained the process whereby, once he received the completed book proposal in the UK, they would send this book proposal for reviews, and if the reviews were positive they would sign an agreement with the author for publishing the book.
Elsevier received excellent reviews, and the book Accelerated Quality and Reliability Solutions was published by Elsevier in December 2005 [5]. The book contained 514 pages and was published in Oxford, UK. L. K. son, Eugene, co‐authored the book. Eugene, who had worked as a quality manager for a major industrial company, prepared the chapter related to quality improvement and assisted in the preparation of another chapter. This book is available in many libraries throughout the world, and there are many published citations and reviews of this book. The story leading to his third book in English since having moved to America also has an interesting background. During the Questions and Answers segment for Dr. Klyatis's presentation at the SAE World Congress in Detroit, around 2008, one attendee commented: “I work in durability testing. I have looked for literature on how I can conduct this testing, but I found only papers, journal articles, and books, where all the information is about durability testing, but no information of how I can conduct durability or reliability testing. I need information on the technology for doing this testing. What can you recommend?”
L. K. replied: “You are right. Presently there is not much published on how to do this. So, soon I will prepare a new book in reliability and durability testing technology. Please, wait for my new book.” While the answer was impromptu, this question and the need for a publication on this subject motivated him to write that third book. He understood that this book addressed problems that needed a solution and would be applicable worldwide. This required a publisher who could attract a worldwide audience. Years earlier, while in Manhattan, New York, he remembered seeing a building with the large letters WILEY, and for many years had dreamed that someday he would have a book that would be published by John Wiley & Sons. Therefore, he decided to send this book proposal first to Wiley to see whether they would be interested in publishing it.
While this proved to be a more difficult book to write, it provides a useful tool for this area and became very popular in industry, as can be seen through an Internet search. Such a search, however, does not include all references, but one can see that professionals are using this book [1] in many different areas of industry and science worldwide.
That book (Figure 4.26) reflected his step‐by‐step strategy and practical technology for providing advanced reliability testing [1], while the books prior to this were primarily descriptions of his basic work in the new direction in successful prediction of product reliability, and emphasized the basic interconnections of components—quality, durability, maintainability, supportability, safety, human factors, life‐cycle cost, recalls, and so on.

Figure 4.26 Front cover of the book [1].
One example of the practical application of these theories and approaches involved his work with Nissan. Having attended the presentation “Nissan speeds up truck bed durability testing” by Nissan's Technical Center representatives Mr. Ali Karbassian and Mr. Tetsufumi Katakami at the SAE 2008 World Congress in Detroit (this paper was later published in SAE magazine Automotive Engineering International in August 2009), Dr. Klyatis explained and worked with management to understand that the examples presented were a powerful demonstration of not enough interconnection between different departments of the company, and that changes were needed in corporate interactions to improve reliability and durability testing. This resulted in Nissan's middle and top management implementing Dr. Klyatis's approaches to ART and ADT. It should be noted that this situation was not unique to Nissan, but can be found in many other small, large, and middle‐sized industrial not only in the automotive area, but in many other industries.
A similar incident occurred during Dr. Klyatis meeting with Dan Fitzsimmons, a Boeing Fellow, working in the quality and reliability areas. After L. K. lecture for the SAE G‐11 Division members in Washington, DC, Dan discussed and agreed that lack of adequate interaction between different areas of engineering in large companies is a major factor in inadequate success in reliability prediction and effectiveness.
Dr. Klyatis first three books published after arriving in America provided a basic understanding and usefulness of the components of his prediction methodology. These three books prepared them and made them ready for understanding the complete concepts and strategy of successful prediction of product performance using the interacted components – quality, safety, reliability, durability, maintainability, supportability, life cycle cost, profit, and so on. These three books provided the foundation to enable writing his fourth new book in this direction [4]. This publication needed to be published by a large engineering society, as their membership, which can be well over 100,000 interested professionals, would be the primary audience who would benefit from the book. It would also provide a marketing value by disseminating information about their publications in the society's magazines, journals, and web sites.
So, Lev Klyatis approached SAE International, who, after receiving excellent reviews of his book proposal, made some comments and recommended publishing this book. The book Successful Prediction of Product Performance [4] was published at the end of 2016 and provides guidance on how to implement successful prediction of product performance, including reliability, in different areas of industry. However, what L. K. did no take into account was that SAE's marketing did not directly contact society members about new publications, and so, many SAE members who would benefit from this book did not know it was available.
The RMS Partnership, a US Department of Defense (DoD) organization beginning in approximately 2000 and continuing through to today, is also involved in the implementation of reliability testing and prediction. The RMS Partnership included Dr. Klyatis in tutorials and presentations in organized meetings, and published articles in the Journal of Reliability, Maintainability, and Systems Engineering. They also published reviews of his books.
One example of this work involved an RMS Partnership organized in 2012 by the US DoD, the Department of Transportation, and industry for a workshop and symposium (see part of program in Figure 4.27) entitled “Road Map to Readiness at Best Cost for Improving the Reliability and Safety of Ground Vehicles.” L. K. was invited as a tutor and speaker for two presentations along with several other presenters. The workshop was held in Springfield, Virginia, September 19–20, 2012. Participating organizations and companies included the US Army, NHTSA (Department of Transportation), Volpe Center, Vehicle Research; Honda Motor Company; Active Safety Engineering, Raytheon Integrate Defense Systems; University of Alabama; ReliaSoft; Alion Science and Technology Corporation; Office of Secretary of Defense, and others. This workshop provided a good opportunity for discussing the implementation of the ideas, approaches, and technologies to reliability testing and prediction presented in the current book and in disseminating L. K. strategy and tactics to this audience of high‐level professionals.
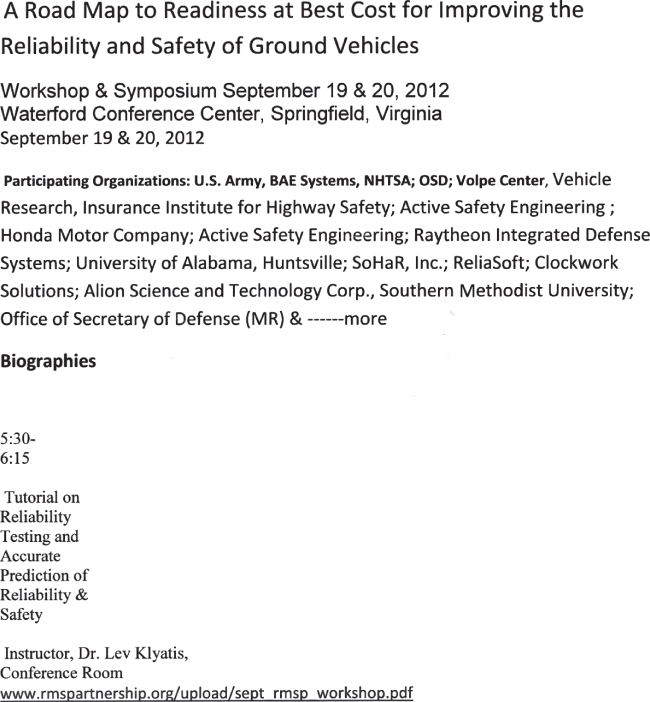
Figure 4.27 The first day's program of the DoD, Department of Transportation, and industry workshop/symposium.
SAE International's Annual World Congress & Exhibition, claimed to be the largest meeting of this type in the world, is directed to all areas of mobility engineering and technology, is convened each year in the Cobo Center, in Detroit, MI. There are between eleven thousand and twelve thousand professionals from many countries in attendance each year. The attendees are primarily professionals from many different areas of mobility engineering, including automotive, aerospace, off‐highway, farm machinery, electrical, electronic, and many others. While the attendees are primarily engineers, all levels of management from these industries can be found in attendance. Each year the Congress's papers are published by SAE International. The Event Guide for the Congress usually consists of 220–250 pages, including general information, special events and networking opportunities, ride and drive, management programs, chat with the experts, over 100 technical sessions, committee task force and board meetings, awards and recognitions, seminars, exhibit directory, and other important information. The 2013 SAE World Congress Event Guide contained information on Dr. Klyatis's achievements in the development of successful prediction of product reliability, including a Chat with the Experts session [7]. Since 2012 he has been a chairman and co‐organizer of the technical session “IDM300 Trends in Development of Accelerated Reliability and Durability Testing,” which was organized as a direct result of his work in this area (Figure 4.28).

Figure 4.28 Lev Klyatis, chairman of technical session IDM300 Trends in Development Accelerated Reliability and Durability Testing Technology, SAE 2014 World Congress, introducing a speaker from Jatko Ltd (Japan).
Typically these events, World Congresses, RAMS, Quality Congresses, and similar gatherings, include tours to nearby major industrial companies. One surprising observation he made from these tours was that even very high technology large companies, such as Thermo King, Lockheed Martin, Boeing, and others, were still conducting (and continue using) separate vibration testing, temperature/humidity testing, corrosion testing with only chemical pollution of components in chambers with simulation of only a simple degradation of a single element at a time. These companies still do not understand what is necessary for successful prediction of product performance. When the Director of Quality at Thermo King Co. invited Dr. Klyatis to help the company improve their product reliability, he agreed to consult with them to improve their expertise and their equipment for durability and reliability testing. Some of this implementation work is described in greater detail elsewhere [1,4,5]. He observed similar situations during visits to the NASA Langley Research Center with others experts from the SAE G‐11 Division in aerospace standardization, to the Lockheed Martin plant during the ASQ Congress in Denver, and many other industrial companies. In almost all of these instances he was surprised to observe that there was little implementation of process reliability and durability testing into the design and manufacturing processes. Although in the last few years he has not had the opportunity to visit these companies, from their representative presentations it is evident that the process of implementation is moving forward very slowly. For example, in the magazine Aerospace Testing International, which contains mostly information about flight testing, you will find articles about wind tunnel testing or vibration testing of some components, or about sensors or other testing details. One such article “The new generation in testing is here” appeared in the June 2015 edition. This article provides a description of a horizontal shaker for a vibration testing machine. But professionals know that horizontal shakers do not accurately simulate real‐world vibrations of test subjects, especially for mobile machinery applications. This represents technology that has been in use for more than 100 years, and because of the dynamics of mobile machinery cannot be used for successful reliability or durability testing. Therefore, it cannot provide the information necessary for successful reliability prediction. It also must be reiterated that successful implementation of new ideas and technologies depends not only on the strength of the ideas and technology, but must be based directly on the benefits it will provide: how expensive the new technology is in comparison with present technology, and the savings it will accrue to the organization in subsequent processes.
It is also somewhat encouraging that we are seeing that in the advanced research centers over the world there is movement in the direction of new test chamber development that includes multiple variables. Canada developed one such test chamber (Figures 4.29 and 4.30), described in further detail in the author's book Successful Prediction of Product Performance (Figure 4.31) [4]. Detailed consideration of this problem, with examples, can be found in some of his other publications [8–10].
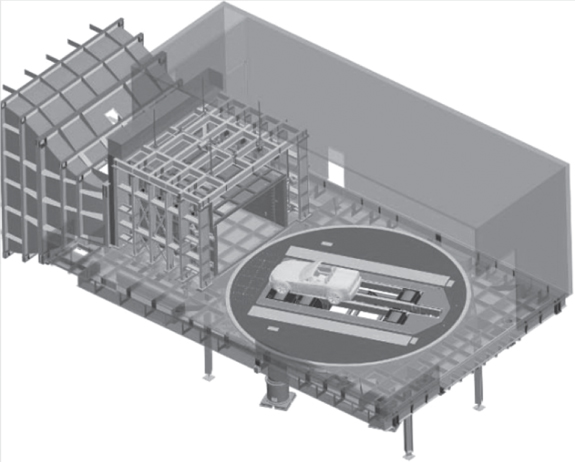
Figure 4.29 The system of drive‐in test chamber (Advanced Center of Excellent, University of Toronto, Canada).
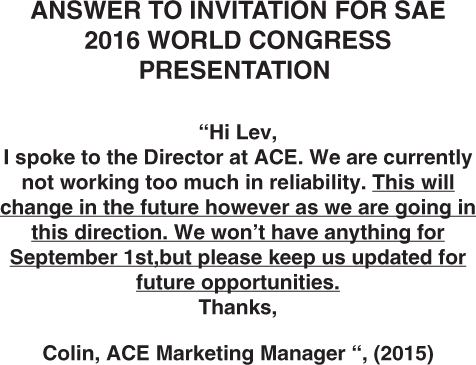
Figure 4.30 E‐mail response from ACE (Canada) to Lev Klyatis's invitation for presentation of an ACE solution at the SAE World Congress.

Figure 4.31 Front cover of the book published by SAE International.
Dr. Lev Klyatis also attended and provided oral and written presentations over a period of five years at the Annual Reliability and Maintainability Symposiums (Figure 4.32), and at several IEEE Workshops on Accelerated Stress Testing (Figures 4.33, 4.34, and 4.35). These events included discussions with colleagues from different countries regarding the problems in testing; the new ideas for successful reliability prediction; and understanding that sometimes an organization was not ready to understand the importance and usefulness of the entirety of the concepts and strategy of ART/ADT for successful reliability prediction. Therefore, many of these presentations related only to components of the methodology for successful prediction of the product, leaving the complete development of methodology simulation, reliability testing, and prediction for the service life for another time.
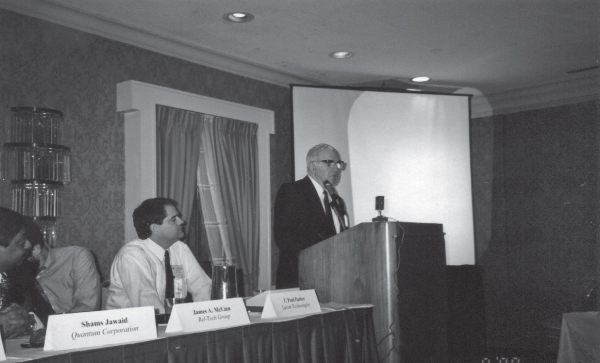
Figure 4.32 Lev Klyatis, presenter at the RAMS. Paul Parker is a chair of the technical session.
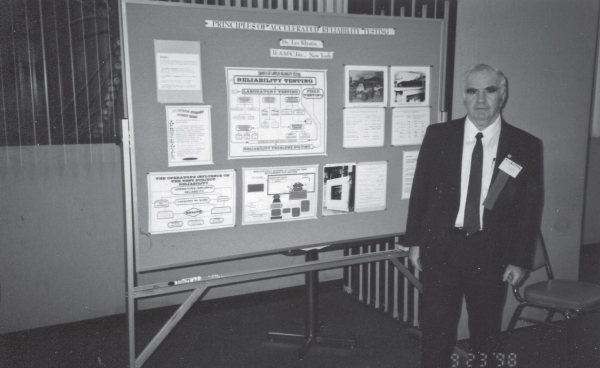
Figure 4.33 Lev Klyatis, panel presenter at the IEEE Workshop on Accelerated Stress Testing, Pasadena, CA, 1998.

Figure 4.34 The title page of the visuals during the presentation at the IEEE ASTR Workshop, 2009.

Figure 4.35 One of the visuals from the presentation in Figure 4.34.
One of the most popular presentations was “ESTABLISHMENT OF ACCELERATED CORROSION TESTING CONDITIONS” at the Annual RAMS (The International Symposium of Product Quality and Integrity), January 2002. This presentation filled a large meeting room. Following the presentation, many professionals from industrial companies waited to speak with this author to discuss how they could implement this new approach to corrosion testing in their organization. It was recommended that they implement advanced corrosion test methodology for their complete mobile products such as automotive, farm machinery, and other areas of industry (complete machines as well as the components), thereby taking into account all the elements that could result in damage to components and protective films. This was particularly important, as many of these products were combined with mechanical wear or exposure to solar radiation. This is why the paper illustrates the modern essentials of accelerated corrosion testing as a component of ART/ADT.
Early in his career in the USA, his presentations and published written papers were aimed at different areas of industry. In fact, some of his early efforts began in electronic product testing, as demonstrated by the presentation for the IEEE Accelerated Stress Testing (AST) 1998 Workshop in Pasadena, CA (Figure 4.33). This presentation, “PRINCIPLES OF ACCELERATED RELIABILITY TESTING,” was accepted only as a part of a panel presentation, because at that time the managers of this workshop were not familiar with his English publications in the electronics area. As Dr. Klyatis came from Moscow, he was unknown by Mr. Paul Parker, the chairman of this workshop, or the other workshop managers (Kirk A. Gray, President Accelerated Engineering, Inc., and others). A written paper from this event was published in the Proceedings IEEE Workshop on Accelerated Stress Testing, September 22–24, 1998, Pasadena, California.
A particularly memorable experience resulted from an IEEE workshop that included a visit of this meeting's attendees to NASA's Jet Propulsion Laboratory (JPL). The NASA staff at JPL demonstrated the new research station, which NASA planned to shortly sent to Mars. This moment is described in detail in the book published by John Wiley & Sons in 2012 [1]. Earlier, he had visited Kansas State University's research laboratory, which provided the testing of this Mars research station. During this visit he expressed concern that their testing was not accurately simulating the conditions on Mars. JPL staff responded that they were satisfied with their testing, and they were confident that the unit would work for at least 90 days, which was the required warranty period. A few weeks afterwards NASA sent the research station to Mars, and after 3 days the station failed. JPL called L.K. and asked why he had predicted that the station would fail. His response was that the testing was not accurately simulating the conditions on Mars; therefore, reliability and durability testing results were not truly predictive, and did not provide accurate information for successful prediction of the reliability and durability this station.
The main factor was that the temperature on Mars not only changes during the day from approximately −100 °C to +100 °C, but that sometimes the temperature changes very rapidly. The testing took into account the overall temperature change, but did not take into account the speed of temperature change and as a result, the station's batteries died prematurely.
Figures 4.34 and 4.35 show two visuals from his presentation “Specifics of accelerated reliability/durability testing” at the IEEE Workshop Renewable Reliability, ASTR 2009, Jersey City, NJ Hyatt Regency, USA, 09/16/2009.
Working as an SAE International representative to the Elmer A. Sperry Board of Award provides the opportunity to research outstanding contributions, including those in the area of reliability prediction implementation. A board member can work to sponsor a nomination for award for innovations that are outstanding scientific or technical achievements in the mobility field. The Elmer A. Sperry Board of Award consists of representatives from six mobility‐related engineering societies, specifically the American Society Mechanical Engineers, the American Institute of Aeronautics and Astronautics, the Institute of Electrical and Electronic Engineers, the Society of Naval Architects and Marine Engineers, the American Society of Civil Engineers, and the Society of Automotive Engineers. This award, of which only one can be awarded per year, is given “… in recognition of an engineering contribution, which through application, proven in actual service, has advanced the art of transportation, whether by land, sea, air, and space.” Dr. Klyatis made several presentations to the board, and he prepared the nomination of Dr. Zigmund Bluvband and Dr. Herbert Hecht for the Sperry Award. Their work in the development and implementation of novel methods and tools for the advancement of development and safety in transportation resulted in their becoming the 2011 recipients of this prestigious award. Figure 4.36 shows the 2011 award being presented at the SAE 2012 World Congress. It should also be noted that in managing his own company Dr. Zigmund Bluvband continues to implement the advanced ideas on quality and reliability.

Figure 4.36 Elmer Sperry Award ceremony during SAE 2012 World Congress (Detroit). From left: SAE International President, Elmer Sperry Board of Award Chairman Richard Miles, professor Princeton University, Dr. Lev Klyatis, this award sponsor, award recipients Dr. H. Hecht and Dr. Zigmund Bluvband.
He did not restrict his contributions to the Sperry Board to the subject of quality and reliability. He also successfully co‐sponsored the nomination of an award to Thomas P. Stafford, Glunn S. Lunney, Aleksei A. Leonov, and Konstantin D. Bushyev as leaders of the Apollo–Soyuz mission and as representatives of the Apollo–Soyuz docking interface design team, and in recognition of the seminal work on spacecraft docking technology and the international docking interface methodology. This was in fact the first time the Sperry Award was presented for an achievement in aerospace.
Figures 4.37 and 4.38 respectively show the Elmer Sperry award recipients and sponsors for the Apollo–Soyuz project and Dr. Klyatis standing in front of the Apollo–Soyuz at the National Air and Space Museum in Washington, DC. The award to Dr. Bluvband and Dr. Hecht was impressive as most of the committee members relate better to award candidates in the area of product design, making awards for areas such as reliability and durability more difficult. A very important factor in advancing the implementation of reliability testing and prediction has been providing services as a consultant and seminar instructor for companies and organizations (especially large ones). For example, Box 4.5 shows the contents of a seminar for Ford Motor Company to describe the new approach to reliability testing. One outgrowth of the positive reactions to this seminar and Wiley book [1] has been that, since 2012, SAE International has organized and provided a special technical session “Trends in Development of Accelerated Reliability and Durability Testing Technology” (IDM300), as part of each World Congress's sessions group “Integrated design and manufacturing.”

Figure 4.37 Group of recipients and sponsors of Elmer Sperry award for Apollo–Soyuz project during NASA Award Ceremony (Washington, DC). From left: Glynn Lunney, chair of Apollo project; Richard Miles, co‐sponsor of award, professor Princeton University, Elmer Sperry Board of award member; General Thomas Stafford, chair of Apollo team; Lev Klyatis, co‐sponsor of award, Elmer Sperry Board of award member.
Figure 4.38 Lev Klyatis in the National Air and Space Museum in Washington, DC, in front of the joined Apollo–Soyuz spacecraft (left is Apollo, right is Soyuz).
A very important aspect of expanding the knowledge and implementation of successful reliability prediction has been international involvement by Russia, the USA, and world organizations in reliability and testing. Participation in this global experience helped L. K. to better understand the difference between Russian, American, and other nations' philosophies and practices relating to engineering and reliability. Unfortunately, it also revealed that many scientists, including many who had emigrated from the former Soviet Union, have difficulty adopting to the differing cultures in reliability and durability testing and prediction even though they worked for many years in America. Still, Dr. Klyatis firmly believes that working with, and discussions with, other world experts expands one's knowledge and open's up possibilities to improve and implement technology for reliability testing and successful prediction.
To date, the most effective method of disseminating these theories on the advancements in reliability testing and prediction has been through seminars, primarily with large industrial companies. And through these seminars and in visiting many industrial companies and research centers it was possible by studying the existing situations in reliability testing by many companies that Lev Klyatis was able to develop the way for his approach to be more easily implemented in practice. Examples include the invitations to seminars for Thermo King Corporation during the SAE World Congress in 2010, for Ford Motor Company during the 2011 World Congress (see Box 4.5), Nissan, and for Black & Decker Co.
The experience gained from these activities proved to be instrumental in helping to understand the direction that needed to be developed to advance the implementation of successful prediction of product reliability, and the need to take into account the specific nature of, and the cultural differences of different companies and organizations in Western, Eastern, and Asian countries.
Other activities include updating numerous presentations from 2010 through 2018, work as an ASQ Council of Reviewers member, reviewing numerous book proposals and books for different world publishers, including drafts of books, book reviews, paper reviews for SAE World Congresses and ASQ Congresses, and work for the New York State Assembly and the American Federal Government. All of these activities were involved in advancing the development and implementation of the successful prediction of product reliability.
The questions posed during these presentations also served to provide valuable feedback enabling better understanding of how to further the development of new directions for the successful prediction of product reliability. Figure 4.39 presents a typical meeting announcement.
Figure 4.39 Meeting announcement for Dr. Klyatis presentation for engineers and managers of two societies in New York: SAE International Metropolitan section and NAFA's New York intercounty chapter.
Another example of how serving as chairman of the Technical Session for SAE World Congresses helped to implement his direction in successful prediction of product performance occurred when the managers from the Test Laboratory Ashok Leyland (India) submitted their paper's abstract on reliability testing for the 2017 SAE World Congress. The abstract, which was to be followed by the written paper, was submitted for the technical session “IDM300. Trends in Development of Accelerated Reliability and Durability Testing Technology.” In his review of the abstract Lev Klyatis made recommendations that they change the title and contents, and described what the changes should be and why. The paper's authors had read and had a good understanding his book Accelerated Reliability and Durability Testing Technology [1]. The result of these discussions and recommendations was an updated written paper entitled “ACCELERATED COMBINED STRESS TESTING OF AUTOMOTIVE HEAD LAMP RELAYS”, and included references to the book, and included recommended changes to the paper's content. And continuing the dialogue during the SAE 2017 World Congress (Figure 4.40), they had discussion with Dr. Klyatis on how to better use ART in their company.

Figure 4.40 SAE 2017 World Congress (WCX17), April 4, Detroit. Lev Klyatis (IDM300 technical session Chairman) hands Certificate In Recognition for Speaker Obuli Karthikeyan (Deputy Manager Component Test Lab, Ashok Leyland, India).
As published in [16], “Dr. Klyatis's 7 works in 39 publications in 1 language and 1,054 library holdings”. This shows how wide L. K. publications in reliability prediction and testing are in usage.
4.4 Implementation of Reliability Prediction and Testing through Citations and Book Reviews of Lev Klyatis's Work Around the World
The following provides a partial list of publications throughout the world in which Dr. Klyatis work has been cited and references that may be of assistance in successful implementation of reliability testing and prediction. The following list gives examples of areas in which citation of his teams work has occurred:
- improving various product reliability issues in transportation refrigeration;
- marine energy converters;
- model aircraft and launcher controllers;
- statistical processing of accelerated life‐cycle data;
- development of product models;
- durability testing of various products;
- improving quality testing and reducing customer complaints;
- improving wear and life characteristics of composite products;
- development of various aspects of reliability;
- development of various aspects of reliability testing;
- development of reliability assessment;
- development of electronic systems reliability;
- renewable and sustainable energy.
Citations
- Joseph Mannion. Project: Computer Integrated Testing for the Transport Refrigeration Systems Industry. Mayo Institute of Technology. DATE: 7/9/2000:
- Philipp R. Thies, Lars Johanning, George H. Smith. Towards component reliability testing for Marine Energy Converters. EMPS – Engineering, Mathematics and Physical Science Renewable energy research group, University of Exeter Cornwall Campus, Treliever Rd, Penryn, TR10 9EZ, UK. Preprint submitted to Ocean Engineering May 26, 2010:
The type of test can be further distinguished, depending on how accurate the field loads are replicated and to what extent they are accelerated (Klyatis and Klyatis, 2006):
- Field testing of the actual system under accelerated operating conditions
- Laboratory testing of actual system through physical simulation of field loads
- Virtual (computer‐aided) simulation of system and field loads.
- Allen Zielnik. Atlas Materials Testing Technology LLC. Validating photovoltaic module durability tests. Solar America Board for Codes and Standards. Ametek Corporation. www.solarabcs.org. July 2013:
Klyatis (Klyatis, 2012) further points out that the vast majority of literature references to reliability tests are actually true durability tests, or stop short of failure at a finite duration as a qualification test. Despite extensive use of the term “reliability,” most of what is being done in the PV industry at best falls under the realm of trying to assess “durability.
As Klyatis notes, many types of environmental influences act on a product in real life. Some influences are studied, but many are not. The factors responsible for the influences of environmental stresses in the field are very complicated. One of the most complicated problems is the integrated cause‐and‐effect relationship of different factor steps including stress influences, effect on output parameters, and degradation. In accelerated testing, we have two primary means of test acceleration. The first is overstress where one or more levels of a stress condition (such as temperature cycling) are applied at levels in excess of the intended normal service use. The test results are then used to extrapolate estimated performance at the normal stress level. Care must be taken not to exceed the stress strength of the product and induce unrealistic failure.
- Lisa Assbring, Elma Halilović. Improving IKEA's Quality tests and management of customer complaints—kitchen fronts and worktops. Master of Science Thesis MMK. 2012:25 MCE 275 KTH Industrial Engineering and Management Machine Design SE‐100 44 Stockholm, Sweden:
With AT, results that would require years of field testing may be obtained in days or weeks (Klyatis & Klyatis, 2005).
There are three general methods of accelerated testing. The first method is to test a product under normal field conditions and subject it to the same impact that would happen in real life (Klyatis & Klyatis, 2005). When the hinge on a kitchen front is tested, it is subjected to the same impact of being opened and closed that would happen during normal use in a kitchen.
The second method is to use special equipment in a laboratory to simulate the influences on a product (Klyatis & Klyatis, 2005). An example of this is when the wear and tear of years of usage of a worktop is simulated using a tool that causes abrasion on the surface. Since the influence on the product is simulated with a tool, the conditions do not correspond to normal field conditions. Accurate test results require accurate simulation of the field input.
The third method is to use computer software to simulate the effect on the product. The accuracy of this method depends on how accurately both product and the influences on the product can be simulated (Klyatis & Klyatis, 2005).
The approach of AT is to either accelerate the use‐rate or the product stress. Use‐rate acceleration can be used when a product is normally not continuously in use, and it is assumed that its lifetime can be modeled in cycles. These cycles are accelerated during testing and the product's lifetime estimated. This is sometimes referred to as ALT (Klyatis & Klyatis, 2005). For example, the expected number of times the kitchen front will be opened during its lifetime can be calculated, and by accelerating these cycles the effect they will have on the hinge can be tested.
In accelerated stress testing the stress factors that cause product degeneration are accelerated. For example, temperature or concentration of chemicals may be increased in comparison to normal usage of the product. In the wear test of the worktop both the stress caused by the abrasion and the cycles are accelerated. Stress acceleration is often used to identify stress limits and design weaknesses. Combined stresses, such as temperature and vibration, are often especially efficient in accelerating failure of a product (Klyatis & Klyatis, 2005).
The equipment used during testing will also affect the results, as it can often only simulate one type of input while the product during normal conditions may be exposed to several simultaneously (Klyatis & Klyatis, 2005).
- Gino Rinaldi. NSERC Research Fellow. A Literature Review of Corrosion Sensing Methods. Technical memorandum. Defense Research and Development Canada. September 2009. cradpdf.drdc‐rddc.gc.ca/PDFS/unc102/p533953_A1b.pdf
A. 13.40 Klyatis (2002): Establishment of Accelerated Corrosion Testing Conditions
The author of this work developed techniques for accelerated corrosion testing (ACT) and implemented them. The main goal of ACT is rapid product improvement, lower warranty costs, lower life‐cycle cost, and improved reliability through accelerated corrosion testing. [168]
- David Booth. The man who kills Kias for a living. PressReader. The Province: 2016‐02‐01. Canada. www.pressreader.com/canada/the province/
… It's part of the goal – conducted on proving grounds from Finland to Dubai (Kia, in fact, has two more in South Korea) – of producing an endurance test that Lev Klyatis, author of Accelerated Reliability and Durability Testing Technology, describes as being 150 times more intense than normal driving.
- Accelerated stability testing: Topics by Science.gov. Sample records for accelerated stability testing. Conditions of environmental accelerated testing (Citation 2). Microsoft Academic Search:
Strategic and tactical bases are developed for conditions for environmental accelerated testing of a product using physical simulation of life processes. These conditions permit rapid attainment of accurate information for reliability evaluation and prediction, technological development, cost effectiveness and competitive marketing of the product, etc. (L. M. Klyatis).
- Bulletin for the International Association for Computational Mechanics (IACM). #20, January 2007. Expressions 20.4.qxd:Expressions 20.4.qxd – Cimne. www.cimne.com/iacm/News/Expressions20.pdf
Book Report Accelerated Quality and Reliability Solutions
Lev Klyatis & Eugene Klyatis (Eds.)
Edited by ELSEVIER, EUR 136
Drawing of real world issues and with supporting data from industry, this book overviews the technique and equipment available to engineers and scientists to identify the solutions of the physical essence of engineering problems in simulation, accelerated testing, prediction, quality improvement and risk during the design, manufacturing, and maintenance stages. For this goal the book integrates Quality Improvement and Accelerated Reliability/Durability/ Maintainability/Test Engineering concepts.
The book includes new unpublished aspects in quality: – complex analysis of factors that influence product quality, and other quality development and improvement problems during design and manufacturing; in simulation: ‐ the strategy for development of accurate physical simulation of field input influences on the actual product – a system of control for physical simulation of the random input influences – a methodology for selecting a representative input region for accurate simulation of the field conditions; in testing: – useful accelerated reliability testing (UART) – accelerated multiple environmental testing technology – trends in development of UART technology; in studying climate and reliability; in prediction – accurate prediction (AP) of reliability, durability, and maintainability – criteria of AP – development of techniques, etc.
- Youji Hiraoka and Katsumari Yamamoto, Jatko Ltd (Japan); Tamotsu Murakami, University of Tokyo; Yoshhiyuki Furukawa and Hiroyoki Sawada, National Institute of Advanced Industrial Science and Tech. (Japan). Method of Computer‐Aided Fault‐Tree Analysis (FTA) Reliability Design and Development: Analyzing FTA Using the Support System in Actual Design Process. SAE 2014 World Congress. SAE Technical paper 2014‐01‐0747:
In reliability engineering the ART/ADT strategy components is advocated by Klyatis Lev [21]. This is a method of product quality guaranteed by testing process that uses FMEA and FTA to investigate the testing conditions of ART/ADT.
Published Reviews of Dr. Klyatis's Publications in English
There are many published reviews of Lev Klyatis's (12) published books, and over 250 articles, and papers. Four of the books have been in English. One can see below several from these published reviews
- Book review, published in The Journal of RMS (Reliability, Maintainability, and Supportability) in Systems Engineering, DoD, Winter 2007/2008; see Figure 4.41.
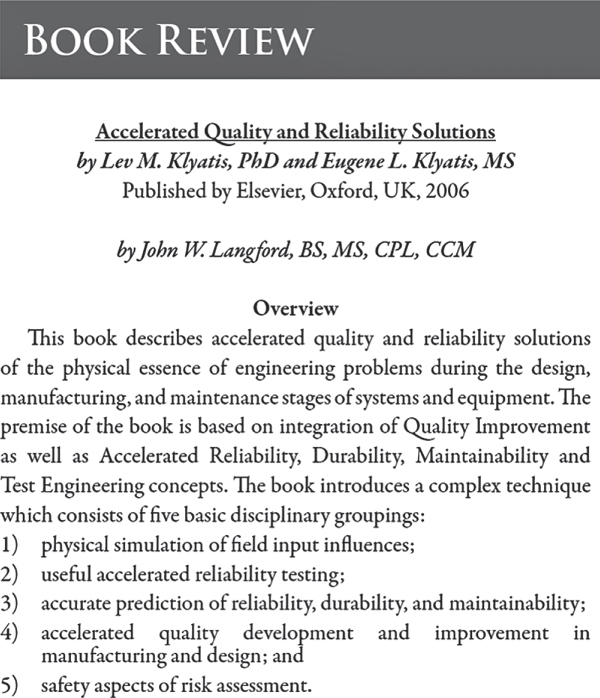
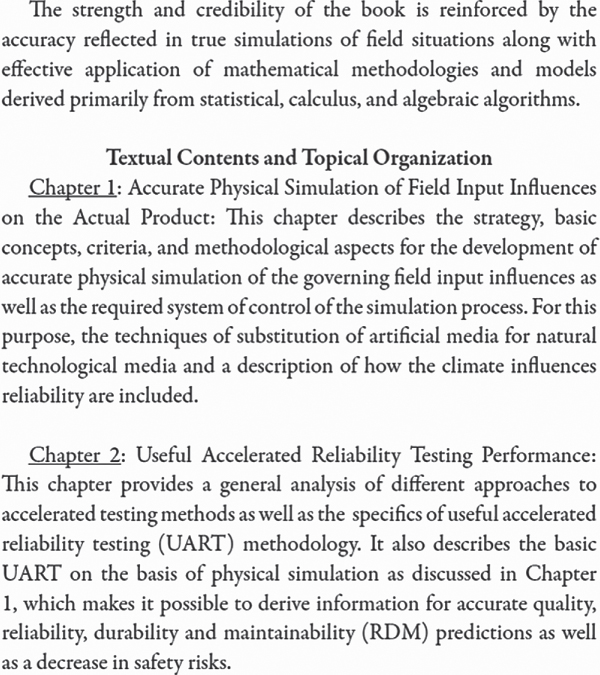

Figure 4.41 Book review, published in The Journal of RMS (Reliability, Maintainability, and Supportability) in Systems Engineering, DoD, Winter 2007/2008. - Published review in journal Total Quality Management and Business Excellence, Taylor & Fransis Group, Volume 17, Number 7, September 2006, UK; see Figure 4.25.
- Dr. Russ Vacante. RMS Partnership President. The Journal of Reliability, Maintainability, & Supportability in Systems Engineering (Introduction). DoD, Summer 2012.
Book Review. Accelerated Reliability and Durability Testing Technology. WILEY. 2012.
Accelerated Reliability and Durability Testing Technology, authored by Lev M. Klyatis and published by Wiley, is a interesting and eye opening excursion on how to conduct, properly, accelerated reliability and durability testing (ART/ADT). New concepts an ideas are centered on close simulation of the conditions that equipment are exposed to out “in the field”. The author maintains that simulation of the actual product environment will improve product reliability, maintainability, and safety, reduce time of product design, manufacturing, and usage. Thus, accurate simulation of the environment a system is exposed to during actual use, in conjunction with the use of the proper test equipment, is the key to successfully conducting ART/ADT.
Duplicating of the product actual environment may seem intuitively easy to accomplish at first, however, it is seldom, if ever, practiced within many test communities, organizational cultural paradigms with respect to what constitutes reliability testing are often deeply entrenched and resistant to change. Additionally, Lev Klyatis's book has a wide range of applicability. His holistic approach to accelerated reliability and durability testing will resonate with testing professionals as well as aspiring test engineers. His highlights of the drawbacks associates with current testing practices offer a sound basis for the improved testing alternatives he proffers. The reader walks away with cost effective arguments that can be offered to decision makers to explain how changes to testing procedures and training, along with the purchase and use of the proper test equipment, can reduce cost and improve system of reliability and safety.
The format, information and exploration contained in this book are well crafted, easy to understand, and illustrative. For example, the opening chapters of the book challenges the current contents of reliability testing institutionalized in many government and non‐government organizations. The author provides inside to a conversing argument for the idea that current testing practices do not significantly improve product and system reliability. In fact, the organizations that fail to adopt the author's recommended early on life cycle and holistic protocols to reliability testing may increase their overhead and product/system cost.
Members of the testing community who acquire the author's perspective on reliability and durability testing will understand what they need to do to improve system reliability. The simulation of “real world” environmental conditions, while seemingly at first more challenging will, in the end, prove to be extremely rewarding in terms of improving reliability and safety while lowering cost(s). Equally important is the need for the test community to grasp a fundamental concept: those performing the testing must be well trained and experienced.
The closing chapters of this book focus on ART/ADT new technology as a credible source of information for accurately predicting product quality, reliability, safety, maintainability, durability, and life cycle cost. This information is followed by a discussion on critical need their standardization, which professional societies can be expected to encourage. Additionally, the author introduces a strategy for prediction for improving predication accuracy during development and provides models and solutions, all of which have their foundation based on the need to simulate the actual use environment. The author reinforces his holistic on human factor and safety consideration that current testing publications often fail to fully address
Mr. Klyatis's book bring a refreshing, easy read style to the subject. He does a suburb job of demystifying the relationship between ART/ADT and cost by introducing an approach that moves reliability testing from an art to a science. The reader(s) of this book will learn of a new approach to accurate simulation, testing, and prediction that will benefit them and their organization(s).
- Reliability Review. ASQ. The R & M Engineering Journal, 4. Volume 26, Number 4, December 2006, Page 29.
RR BOOKSHELF
Accelerated Quality and Reliability Solutions
by Lev M. Klyatis and Eugene L. Klyatis. Elsevier, Oxford, UK, 2006
Most professionals entering the workforce today are required to analyze situations, identify problems, and provide solutions for improved performance. This book is particularly salient for engineers and managers for practical improvements in simulation, accelerated reliability testing, and reliability/maintainability/durability prediction. The content of this book is structured with five chapters
- Accurate physical simulation of field input influences on actual product.
- Useful accelerated reliability testing performance
- Accurate prediction of reliability, durability and maintainability from reliability testing results.
- Practical quality development and improvement in manufacturing and design
- Assessment of safety risk.
This updated and expanded edition presents many different solutions in an easyto‐follow structure: a description of the tool, its purpose and typical applications, the correct procedure is illustrated, and a checklist to help one apply it properly, The examples, forms and templates used are general enough to apply to any industry or market.
The layout of the book has been designed to help speed your learning. The book is suited for employees working in Quality and Reliability fields in any type of industry. It includes a variety of data collection and analysis tools, tools for planning, and process analysis.
Important benefits of this book are:
- New concepts which can help to solve earlier inaccessible problems during design, manufacturing, and usage;
- Can help dramatically reduce recalls.
- Develops a new approach to improving the engineering culture for solving reliability and quality problems;
- Prescribes a practice for improving reliability/maintainability/durability.
This more than 500 page book is an excellent addition to the library of every industrial, service, processing, high tech, consultant, training company, as well as every engineer and manager.
Reviewed by:
Dak K. Murthy, P.E., C.Q.E.
Manager, Quality Assurance, NJ Transit and Chair of ASQ NY/NJ Metropolitan section.
4.5 Why Successful Product Prediction Reliability has not been Widely Embraced by Industry
There are several basic aspects as to why successful prediction and testing of product reliability has not been widely embraced by industry. These include:
- As demonstrated in Chapter , most current solutions of reliability prediction relate to theoretical aspects with artificial examples.
- These solutions are not closely connected with obtaining accurate initial information from the source for the prediction calculation for the product.
- The usual source for obtaining reliability information is testing results, using traditional testing methods and equipment that do not accurately simulate the real‐world conditions. For example, proving grounds testing, which has been in use for about 100 years, has developed very slowly; and does not accurately simulate many real‐world input influences (multi‐environmental, electronic), as well as other important factors such as human factors and safety problems. A similar situation exists with laboratory testing. As a result, proving grounds and laboratory testing results are often very different from real‐world operational results.
- There is a lack of accurate and consistent definitions of terms used in testing. Therefore, the use of misleading or incorrect terminology is often used, resulting in incorrect assumptions or conclusions. For example, vibration testing or proving grounds testing is often incorrectly called “reliability testing,” even by professionals in this field.
- It is difficult to find literature that presents correct and accurate definitions and terminology in the field of reliability and durability testing, ART, and ADT that accurately simulate real‐world conditions.
- Similar problems exist in finding accurate literature on how one can simulate field conditions accurately.
- Often there is a reluctance by management to invest monies in advanced reliability prediction solutions in industry. This is especially true when these improvements require investment in new technology or testing equipment.
- Professionals in design, research, and testing often prefer simulation of separate (or using only partial field influences), because it appears to be simple and inexpensive. But too often they are only counting the direct cost of research and testing, without taking into account subsequent costs resulting from the failure to provide accurate simulation of the product. As a result of their “savings” by simple and inexpensive testing, there are recalls, complaints, and less profit.
- Crash testing is also an area where results are not always predictive. In the real world, crashes depend on many input variables, including human factors and other safety problems which usually are not taken into account in the structured crash test.
- For these reason, and others, successful prediction of product's reliability has not been widely embraced by industry.
Further details concerning these problems and their solutions can be found in this book, as well as in author's over 250 publications; including Refs [8–15].
References
- 1 Klyatis L. (2012). Accelerated Reliability and Durability Testing Technology. John Wiley & Sons, Inc., Hoboken, NJ.
- 2 Klyatis L. Development standardization “glossary” and “strategy” for reliability testing as a component of trends in development of ART/ADT. In SAE 2013 World Congress, Detroit, paper 2013‐01‐0152.
- 3 Klyatis L. Development of accelerated reliability/durability testing standardization as a components of trends in development accelerated reliability testing (ART/ADT). In SAE 2013 World Congress, Detroit, Paper 2013‐01‐151.
- 4 Klyatis L. (2016). Successful Prediction of Product Performance. Quality, Reliability, Durability, Safety, Maintainability, Life Cycle Cost, Profit, and Other Components. SAE International, Warrendale, PA.
- 5 Klyatis L, Klyatis E. (2006). Accelerated Quality and Reliability Solutions. Elsevier.
- 6 Anon. (1990). Editorial article. Interview with Klyatis L. M., Sc.D. High quality rigging for testing service. Tractors and Farm Machinery (November). USSR Department of Automotive and Agricultural Industries.
- 7 SAE 2013 World Congress. Achieving Efficiency. Event Guide. SAE International.
- 8 Klyatis L. (2006). Introduction to integrated quality and reliability solutions for industrial companies. In ASQ World Conference on Quality and Improvement Proceedings, May 1–3, Milwaukee, WI.
- 9 Klyatis LM. (2002). Establishment of accelerated corrosion testing conditions. In Reliability and Maintainability Symposium (RAMS) Proceedings, Seattle, WA, January 28–31; pp. 636–641.
- 10 Klyatis LM, Klyatis E. (2001). Vibration test trends and shortcomings, part 1. The R & M Engineering Journal (ASQ): Reliability Review 21(3).
- 11 Klyatis L. (1985). Accelerated Testing of Farm Machinery. Agropromisdat, Moscow.
- 12 Klyatis L. (2017). Why separate simulation of input influences for accelerated reliability and durability testing is not effective? In SAE 2017 World Congress, Detroit, April, paper 2017‐01‐0276.
- 13 Klyatis L. (2016). Successful prediction of product quality, durability, maintainability, supportability, safety, life cycle cost, recalls and other performance components. The Journal of Reliability, Maintainability, and Supportability in Systems Engineering (Spring): 14–26.
- 14 Klyatis L. (2009). Accelerated reliability testing as a key factor for accelerated development of product/process reliability. In IEEE Workshop Accelerated Stress Testing & Reliability (ASTR 2009), October 7–9, Jersey City [CD].
- 15 Klyatis L, Walls L. (2004). A methodology for selecting representative input regions for accelerated testing. Quality Engineering 16(3): 369–375.
- 16 Klyatis, Lev M. [WorldCat identities], worldcat.org/identities/locn‐1102003091931
Exercises
- 4.1 Show the basic financial factors that need to be included in the cost/benefit analysis for implementation of the new approach to ART and reliability prediction.
- 4.2 Describe examples of reliability testing implementation.
- 4.3 Describe examples of reliability testing and prediction implementation.
- 4.4 Describe how ART was implemented in ASAE TC456 standard Test and Reliability Guidelines.
- 4.5 Describe how the new approach to reliability testing was implemented in SAE Aerospace standards JA1009 Reliability Testing.
- 4.6
Provide the definitions for the following terms from the standard JA1009 Reliability Testing – Glossary:
- accelerated testing;
- accelerated reliability testing (ART) or accelerated durability testing (ADT);
- accurate prediction;
- accurate system of reliability prediction;
- accurate physical simulation.
- 4.7 Describe the basic concepts of SAE standard JA1009 Reliability Testing – Strategy.
- 4.8 What is the basic content of Richard Rudy's (DaimlerChrysler) book review, published in the Journal of Total Quality Management and Business Excellence (UK)?
- 4.9 Provide some reasons why ART or ADT is actually more economical than single testing with simulation of separate influences?
- 4.10 Describe how Kamaz, Inc. began to implement reliability testing and reliability prediction?
- 4.11 Why is it incorrect to describe “vibration testing” as “reliability testing or durability testing” of the product?
- 4.12 Why did Dr. Klyatis predict that NASA's Mars research station would fail?
..................Content has been hidden....................
You can't read the all page of ebook, please click here login for view all page.