BASICS Model: Suggest Solutions (S)
The first S in our BASICS model stands for Suggest Solutions, and the goal of this chapter is to introduce the balance of the tools and how to proceed once the analysis is completed. There are many pieces to a Lean implementation and they are all interconnected (see Figure 4.1).

Figure 4.1 The BASICS six-step model for Lean implementation—suggest solutions. (Source: BIG Training Materials.)
Update the Process Block Diagram
We use this process block diagram to help us determine the layout and workstation design (see Figure 4.2) for the line. On very simple lines, we can start implementing on the floor from just this process block diagram. On more complicated lines, we may draw up a layout with paper dolls or in CAD/Visio with rough workstation design, and on very complicated lines, we will design each workstation down to the part and tool locations and may use a simulation program (see Figure 4.3).

Figure 4.2 Completed process block diagram. (Source: BIG Archives and Andrew McDermott.)

Figure 4.3 Workstation design—two-bin system with parts and tools in correct order. (Source: BIG Archives.)
FMEA
The next step is to do a process failure-mode effects analysis (FMEA) to identify risks associated with the move, process changes, regulatory issues, safety, and environmental. After brainstorming this list we assess the severity and probability of what could go wrong and give it a rating. This rating then turns into a risk priority number (RPN). We then look for ways to reduce severity, risk, or probability and increase detection or poka yoke where possible (see Figure 4.4).

Figure 4.4 FMEA template. (Source: The Basics of FMEA, Robin E. McDermott, 2009. CRC Press: Boca Raton, FL.)
3P—Product Preparation Planning
We normally go to the area and use tape to outline the workstations and simulate building a part. You can also do a formal 3P event and use the actual scale along with 3-D cardboard cutouts to simulate equipment, parts, and station layouts and to check the flow as you layout the workstation (see Figure 4.5).

Figure 4.5 3P layout planning for a hospital room. (Source: Bill Keen and BIG Archives.)
When implementing Lean lines, we want to create flexible layouts, with everything possible on wheels, as customers have changing needs and demands. Remember that layouts are a root cause for much of the waste we see in factories, government, health care, and offices.
The following items are required:
■ One-piece flow (or small-lot) production
■ Parts and tools and equipment in the order of the sequence of operations—right tool at right time to perform the task
■ Operators on the same side and inside the cell so materials can be replenished outside the cell
■ Maximum flexibility for equipment, parts, and operators
■ Separate human from machine work
■ Implementation of new standard work methods
■ Ability to balance work across operators
■ Multi-process cross-trained operators
■ Standing/walking moving operations
■ SWIP identified with a quantity and always in place
■ Visual controls
Create the Optimal Layout for the Process
Cell Layout Design
The shape of a cell is determined by the requirements of the process. There are many cell layouts possible. The advantage to the system kaizen approach over point kaizens is you don’t have to change the layout 10 or 15 times over a year. At this stage, we can normally get the layout 90%–95% correct the first time, but over time, the layout will continue to evolve and change. Don’t get hung up on trying to make the layout so perfect that it never gets implemented. Layouts can be in a U shape, L shape, C shape, or straight line. Make sure you involve HS&E to help create or review the layouts. Some guidelines include:
■ Try to keep the working aisle width to 4–4.5 ft (1.37 m) and when not possible an absolute minimum width of 3 ft (0.914 m).
■ Put machines as close together as humanly possible (don’t worry about access panels; cut them in somewhere else, move control boxes, etc.).
■ Get rid of excess space, workbenches, tool boxes, drawers, cabinets.
■ Don’t leave room for WIP. We are working on one piece at a time!
■ Be sure to get anti-fatigue mats* or shoe insoles† for the people working the new line.
Whenever possible, incorporate the building of subassemblies into the line.
Office Layouts
The physical office changes brought on by Lean may not be popular with your staff. For example, most offices are full of five or six-foot high partitions, which were sold as efficiency improvements, but, in the end, block line of sight and reduce or eliminate crucial communication flow and create isolated islands for all your employees. Lean offices have either no or very low partitions (Figure 4.6). In addition, many people are moved to the shop floor with stand-up desks to be co-located with their value-stream team or focus factory. This speeds up communication and accelerates the problem-solving process.

Figure 4.6 Lean Office Layout No 5 foot walls, open conference room and offices. (Source: BIG Archives.)

Figure 4.7A Isolated Island. In most restaurants the greeter or hostess is stuck on an isolated island. We pay them for their idle time waiting for someone to arrive.
Avoid Isolated Islands
The most important thing to avoid in any layout is isolated islands. Isolated islands are created when operators are positioned in such a way they are boxed in or are so far away from each other they cannot flex and help each other out. This leads to the creation of fractional labor.
Fractional labor occurs where we have a stranded operator whose cycle time is less than the TT. We lose the time difference between the TT and the isolated operator’s labor or cycle time. Some lines have the operators on the outside of the line surrounded by equipment or materials.
In the layouts pictured in Figure 4.7A and B, what do you observe? This person works only at this station all day long. He is basically stuck there by himself. If his cycle time is longer than the takt time, he will create a bottleneck because the station’s layout will not work with two people. If his cycle time is quicker than the takt time, he will be idle part of the time or if he keeps working, his parts will back up at the next station.

Figure 4.7B Isolated Islands result in fractional labor. (Source: BIG Archives.)
This is an example of an isolated island (see Figure 4.8). Traditional electronics assembly, offline subassembly operations, and office layouts normally contain isolated islands.

Figure 4.8 Isolated Islands electronics assembly layout. (Source: BIG Archives.)
The next layout is called the bird-cage layout (see Figure 4.9). We see this often in machining environments where the operator is trapped inside the equipment layout like a bird in a cage. The operator moves from machine to machine and generally has a bunch of idle time. Each machine is producing different batches of parts that may or may not be in router sequence.

Figure 4.9 Isolated islands—bird-cage layout this operator is stuck running four machines, has idle time, and can’t get out. (Source: BIG Archives.)
We also see this with monument-type machines (see Figure 4.10). Monument machines are very large, very difficult to move, normally requiring concrete foundations or pits. These can be wave solder machines, large presses, etc.

Figure 4.10 Monument—huge horizontal lathe with pit, steps, walkway, and railing. (Source: BIG Archives.)
The layout pictured in Figure 4.11 shows a traditional fishbone layout. This layout was taught as a Demand Flow Technology® (DFT) layout and has been very successful at many companies. It is mainly used when there are a lot of subassemblies to a product (or many mixed models where the entire unit is built by each operator). The subassemblies are built on feeders to the main line which looks like a fishbone. The subassembly is then added to the main unit, which progresses down the center of the line.

Figure 4.11 Traditional DFT Fishbone layout. (Source: BIG Archives.)
This type of line still yields a great improvement over traditional batch lines because it gets the “product” piece of Lean right, but not the entire operator piece because each feeder becomes an isolated island. Therefore, the operators can’t flex and it can never realize the true productivity possible unless it is perfectly station balanced.
Lean layouts should promote flexible workspace design. Layout redesigns should result in a decrease in overall space and travel distance needed to perform a task and eliminate/minimize fractional labor.
U-Shaped Layout
The U-shaped layout has some advantages over other shapes (see Figure 4.12). The main benefit is the ability to share resources. The staff is better able to help each other should the need arise. Communication among the staff is easier, especially between the beginning and end of the process or part of the process you are trying to improve. Walking distances are shorter, and the person can work while they are standing and moving. The staff will be more productive yet potentially feel less fatigued.

Figure 4.12 U-shape layout point-to-point drawing. The problem in this U-shape layout is that operators are sitting and should be standing. The last station is an isolated island. (Source: BIG Archives.)
This layout maximizes the ability to flex the staff across operations. It can be run with one person or multiple persons (see Figure 4.13). If, for example, the line is station balanced, and it is run with three people, one person could do stations 1, 5, and 6 or 1, 2, and 3. If one person runs 1, 5, and 6, then that person controls the input and output of the area, so we can never start more than we finish (a pull system). Materials and supplies are replenished from the outside so there is no interruption to those working inside the area.

Figure 4.13 U-shape layout—maximum flexibility for operations. Notice now that the operators are standing and walking and there are no isolated islands. (Source: BIG Archives.)
Disadvantages of U-shaped cells are that the corners of the U can be difficult to flex and the outside corner of the workstations may not be reachable by the operators. U shapes may be impractical, or the workstation that makes the U may be the handoff point for the next cell for long lines with many subassemblies.
One sees this in chaku‒chaku cells, which we will explain later; however, this tends to make the cell more of a parallel line versus a U shape. Cell layouts should be based on what makes sense for the product and for the master layout as well.
Straight-Line Layouts
Straight lines (see Figure 4.14) or linear layouts allow workers to move down the line sequentially for the process. Staff can still flex in a straight line, but the flexing is limited to the operator immediately before, or after. The drawback to this layout is that, with one team member, the travel distance is longer from operation one to operation six; however, the process generally dictates the layout, and often, straight lines work best for the master layout. Most car-assembly lines are straight-line layouts.

Figure 4.14 Straight-line layout—walk pattern. (Source: BIG Archives.)
Parallel Layouts
Parallel-line layouts are designed with the staff on the inside to facilitate resource sharing, as staff can move across to the other parallel line or down the same line (Figure 4.15). Materials and supplies are replenished from outside the work area or cell to minimize interruptions. This layout works well in a high-mix, low-volume environment. Operators can still flex as if they were in a U-shaped layout, which works well for lines that have multiple subassemblies.
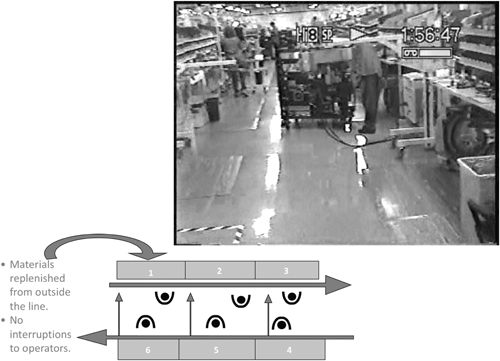
Figure 4.15 Parallel-line layout—walk patterns and material flows. (Source: BIG Archives.)
Layout and workstation considerations should include baton zones or flex spaces in between work process zones. These areas are located before or after standard work zones (see Figure 4.16) in which operators can flex to absorb minor variations in time.

Figure 4.16 Operator flex (bumping) zones. (Source: BIG Files.)
Chaku‒Chaku and Hanedashi
A chaku‒chaku cell is called a place‒place or load‒load cell. The operator picks up and loads the finished part from one machine to the next as they proceed through the entire cycle. The equipment uses a tool called hanedashi, designed into the machine so it loads and unloads itself. A hanedashi device (see Figure 4.17) is used for automatic unloading of a workpiece, which provides proper state and orientation for the next operation.

Figure 4.17 Line with and without hanedashi. (Courtesy of Jeff Hajek—Velaction Continuous Improvement at www.Velaction.com.)
The chaku‒chaku line is about the farthest one can go with semi-automation prior to completely automating a cell. In addition, simple rotating wheels are used for SWIP where necessary for cooling or drying (i.e., epoxy).
How Do We Know When the Layout Is Right?
This is a difficult question to answer, but we find it to be both qualitative and quantitative. Many times, you just know when you get it right. The true test is when point-to-point diagrams work for each model and the overall metrics of reduced space, travel distance, number of operators, inventory, percentage of fractional labor, etc., support it (see Figure 4.18). When the product flows, operator travel is minimized, changeover can be performed quickly, and there is room for expansion; we know the layout is close to being correct. Keep in mind that, as we continue to implement improvements or expand capacity, the layout may need to change.
Figure 4.18 Before versus after layout report card. (Source: BIG Archives.)
Therefore, walls are never in the right place and it is important to have workstations and equipment on wheels with quick disconnects to facilitate easy and ongoing layout changes. Tools and materials should be laid out close to the employees and positioned so they can be easily picked up. Determine locations and keep the tools and materials in their designated locations to maintain the cycle time.
Avoid Moving Parts Vertically and Move Parts Horizontally.
Moving parts vertically (up and down) requires extra effort and in time is a potential ergonomic issue. To avoid waste of energy, align the heights of the machines so parts can be moved horizontally. Many examples of this principle are visible in factories. Chutes are used to roll products down; sloping part-shelves along the assembly lines help to slide boxes into positions. The advantage is low cost or no cost; gravity is your friend.
Make sure you have good lighting. Important factors to consider when choosing lighting include strength, contrast, glare, and color. In all cases, lighting should be arranged so that it shines on the work, not directly in the worker’s eyes—especially important for paint and inspection. Many times, in almost every country, government assistance can be obtained for improving and installing more energy-efficient lighting in the workplace.
The 10-Step Process for Creating Master Layouts
Major planning phases include:
1. Future requirements analysis
2. Issues and problem statement
3. Group-tech matrix (if needed)
4. Point-to-point diagram of current or proposed future layout and findings (see Figure 4.19)

Figure 4.19 Master layout baseline with point-to-point diagram. (Source: BIG Archives.)
5. Ideal layout piece flow from start to finish with capital wish list
6. Assumptions and options
7. Block diagram future-state master layout
8. Detail layout
9. Review with health, safety, and environment (HS&E) and facilities
10. Implementation planning: Did we fix all the issues and problems?
If you want a Lean layout, hire a Lean architect or use your internal or external Lean practitioners before you start the layout process.
Future Requirements Analysis
The first question we ask is, will this new master layout support your future requirements over the next five to 10 years (Figure 4.20)? Normally, the answer is yes. The next question we ask is, what problems are you trying to solve? Normally, we get a blank stare and then we get “We need more space for capacity.” We ask, what metrics have you evaluated in terms of the layout? What is the minimum and maximum number of people it will handle? How much space have you reduced? Does it reduce cost per square foot in operations? Does it reduce travel distance? Have you eliminated isolated islands? Will it support one-piece flow? Does the product ever travel backward?

Figure 4.20 Future requirements analysis. (Source: BIG Archives.)
Point-to-Point Diagram
We have them do a point-to-point diagram of their current state or planned future-state master layout (see Figure 4.21). The point-to-point diagram follows the major products through the master layout. Most times, it is very telling, and virtually every time, it’s a mess. There will always be the 20% or so (Pareto rule) that will not fit the flow. We call these parts misfits.

Figure 4.21 Master layout point-to-point before. (Source: BIG Archives.)
Ideal Layout
Now we need to put an ideal layout together. The ideal layout means we have the new technology we need and all the money in the world, and if it was your business, how would you lay this out to make money? In addition, it means we would be able to move the product one-piece flow from beginning to end. This entails creative thinking and brainstorming.
The ideal layout will in most cases not be practical right away, therefore we need to list out what our assumptions will be for our new layout as well as any barriers (see Figure 4.22). Generally, we can develop 10–15 different layout options before we select the right one. Paper dolls (see Figure 4.23) or CAD layout options are good tools for this and we project the CAD drawing to a whiteboard and use the whiteboard (see Figure 4.24) to review different options.

Figure 4.22 Issues and barriers. (Source: BIG Archives.)

Figure 4.23 Paper dolls are cutouts from the CAD drawings and then positioned by hand. (Source: BIG Archives.)

Figure 4.24 Layout planning projecting the CAD layout on whiteboard. (Source: BIG Archives.)
Block Layout Draft
The next step is to construct five or 10 different options at a high level and avoid agreeing on the first layout attempt. The block layout (see Figure 4.25) is designed to house the entire product line or parts of product lines, machine shops, materials locations, offices, etc. The layout should have an “in” location for RMs and supplies and an “out” location for FG. It is best if these are separated but adjacent where staff can be shared. This is not always possible. The overall material (and information) should flow throughout the plant and never go backward.

Figure 4.25 Block diagram for master layout. (Source: BIG Archives.)
Detail Layout
The next step is to create the detailed layout for each block. This means we lay in all the workstations and material racks required to support the line. Again, do a point-to-point diagram for each line to ensure a smooth flow. At this point, it is probable that there is no layout for much of the line, in which case, we will need to leave these areas in the block form until we are able to implement Lean on those lines. We have covered the detail layout earlier in the book.
Phased Implementation Plan
We should construct a phased-in implementation plan with projected costs after the detail layout is complete. This plan should be reviewed by engineering, maintenance, and HS&E, who should be involved during the entire layout process. For master layouts, we develop a phased-in plan for the overall layout (see Figure 4.26).

Figure 4.26 Phased implementation plan. (Source: BIG Archives.)

Figure 4.27 ROI analysis. (Source: BIG Archives.)
ROI Analysis
In some cases, especially if capital is involved, there will probably be a requirement for a return on investment (ROI) analysis (see Figure 4.27). The analysis should include all the investment costs in terms of expense and capital. We generally don’t include internal maintenance labor as an expense, as we pay for it as part of doing business; however, external labor and subcontractors should be included in the analysis and budget. The ROI should contain a savings section with payback analysis. A payback of one or two years is required at most companies; however, we should do the change, as it is the right thing to do, but we do need to have the budget, if necessary, to pay for it.
You know you are well down the Lean path when ROIs take a back seat to doing what’s right by the Lean principles as well as ergonomics and safety.
Centralized versus Decentralized
The great debate is as follows: Do we buy one big centralized printer/copier/fax/scanner or do we put one on each person’s desk? Information systems will always vote to centralize. They will argue economies of scale. However, what it really means is less work for them, that is, one cable drop and one router location and one machine for maintenance. The drawback is when that one machine goes down or someone ties it up with a larger printing job, everyone else is stuck; dead in the water. In addition, everyone must now walk to that printer, which generates conversations with everyone on the way. Sometimes lines may even form at the printer.
We have found it much more productive to have the right type of office equipment at the desk of the person doing the job.
The batch logic drives centralizing. When transport gets centralized in hospitals it seems like it's the right thing to do but once it’s centralized it becomes an isolated island and has to have a process owner, its own metrics, etc. It results in everyone having to schedule it.
It is not unusual to see a transporter nearby doing nothing; yet, when the call is made to scheduling, they send someone else. When we converted from centralized scheduling for clinics to each having control over their own schedule, they became much more efficient and the patients were seen faster.
There are some things it makes sense to centralize, i.e., paychecks. But most other things generally are better off decentralized. It all comes down to the ROI. Normally what is not included in the ROI is all hidden waste embodied in centralization and supposed economies of scale.
Overarching Guidelines to Layout Redesign
■ No isolated islands.
■ No, or limited use of, doors, drawers, walls, and partitions.
■ Maximum flexibility.
■ Review layout and workstation design for travel distance and “ergonomics,” limit reaching, and implement standing/walking operations.
■ Oba gauge (line of sight—4–5 feet high).
■ Staff should be located on the inside of the work cell and replenishment should be from the outside.
■ The layout should be designed with flow and visual controls in mind.
■ Co-locate executives and office staff on or near the floor or areas with their products.
■ Don’t plan rework inside a cell.
■ Develop a master layout early in the project.
■ Layout approval. Make sure someone with extremely good Lean knowledge reviews the layout prior to implementing.
■ Incorporate housekeeping and 5S.
Workstation Design
We recommend that team members, consisting of frontline staff and supervisor, plan the workstation and locate all supplies and needs on the drawing. Workstations should be designed to the product flow and not the individual operator’s time. The team needs to decide on quantity and location for inventory and buffer or backup supplies and discuss the replenishment or restocking of supplies to determine the impact to workstation design. It is recommended that, if multi-shifts and staffs are sharing work areas, each person on each shift can review the workstation redesign and process and there are standards and audits put in place to ensure compliance.
Workstations should be constructed at stand-up height, generally 38–40 inches, approximately one meter, for jobs done with the hands. Even though we are all at different heights, our arms are generally within 1.3 inches or 38 cm of each other (see Figure 4.28). However, for workstations that have microscopes or are eye- or height-dependent, the workstation or object on the workstation will have to be set up so the height is adjustable.

Figure 4.28 Great difference in height but small difference with arm working height. (Source: BIG Archives.)
There are all different types of workstations. One can buy erector set-style workstations (see Figure 4.29), which can be expensive, or one can fabricate one’s own rather cheaply. Each workstation should be on wheels where possible, with air and other utilities designed to be as flexible as possible.

Figure 4.29 Erector set‒style workstations. (Source: BIG Archives.)
A good operator will show you how their workstation should be setup as shown during review of the videos. It is important to notice where they move their eyes, and where they place their hands, parts, and tools during their operations.
As discussed earlier, we will normally run a pilot or mock up (3P Cardboard Exercise) with the operator or office person when setting up the new workstation. We literally go step by step, following the block diagram as we go, lining up their materials (see Figure 4.30) and supplies in the proper sequence as they are building or processing the parts to minimize reaching and excess motions. We draw an outline around it (or use tape) and label it. This is a very time-consuming process that requires much patience by the person we are working with and the Lean team or supervisor.

Figure 4.30 Workstation design. (a) Creativity Based Holder and Standard WIP Location Label; (b) Mixed Model Cell—Parts tools and epoxy lined up in order of use. 2nd bin (behind first bin) is for next model build. (Source: BIG Archives.)
Once we get everything in place, we have the operator run the workstation in a pilot and we make adjustments on the spot as needed (see Figure 4.31).

Figure 4.31 5S Workstation design. (Source: BIG Archives.)
When we are comfortable that everything is set up correctly and they have practiced it, we will video them and review the video. After reviewing the video, we will make other improvements or adjustments as necessary. At this point we can start to think about creating the standard work.
Once we are satisfied the lines and flow are running well, we will perform a formal redesign of all the workstations. Simple stand-up workstations on wheels with lights are very flexible and allow for easy improvements or adjustments (see Figure 4.32 and 4.33). Batching fixtures need to be modified to support one-piece flow (see Figure 4.34), which is an example of mistake-proofing.

Figure 4.32 Flexible workstation. (Source: BIG Archives.)

Figure 4.33 Workstation design. What’s wrong with the “before” workstation? First, it is sit down; second materials cannot be fed from behind, meaning either the operator gets their own materials or we have to interrupt the operator in order to replenish the materials. The “after” is now standup and materials can be fed from behind and it is half the width of before. What else does the “after” workstation need? (Source: BIG Archives.)

Figure 4.34 Batching fixtures need to be modified to support one-piece flow. Sustain—we came back the next day only to find they had welded the pieces back together again. So we moved the other three pieces to the maintenance room. (Source: BIG Archives.)
As the Lean practitioner, you must stay with the line for several days, if not weeks, to make sure it runs correctly. This means to continuously watch what is going on and coaching the operators all the time until they start to Figure it out.
OBA Gauge
The story is that a 4-foot-tall Japanese Lean sensei named Mr. Oba was notorious for insisting nothing in the factory be taller than his eye level. This resulted in the Oba gauge for a visual workplace (see Figure 4.35). The idea is to avoid creating view blockers in your workplace whenever possible. It is also called the 4-foot rule or 1.3-meter rule. Six-foot-high cubicle walls and doors create isolated islands or silos in office and work environments. Cubicle walls should be no more than 3–4 feet high to encourage line-of-sight management. Many times in the United States, we adjust the Oba gauge to 5 feet (1.525 m) high.

Figure 4.35 OBA gauge—notice there is clear line of site in this retail store layout. (Source: BIG Archives.)
Tool Boxes Are Bad
Why do we say this? As an example, try searching in a toolbox for a ½ inch wrench or #3 screwdriver. Most tool boxes are unorganized and a mess; even organized tool boxes are wasteful, as operators are always searching for a tool. The biggest problem, however, is having operators bring in their own personal tools. For instance, when a team member comes up with a great idea and designs and modifies a tool to do the job and then leaves, the tool goes with them.
Point-to-Point Diagram After
The best way to check any new workstation, cell, or master layout design is with a point-to-point diagram to make sure the parts and products flow (see Figure 4.36). When you install a rack, and have parts at three to four levels high, it is important to have the parts run vertically up or down the rack versus horizontally. If they run horizontally, the operator will have to continuously move left to right and it will tie them up at that station. See the Lean storyboard pictured in Figure 4.37.

Figure 4.36 Getting tools and materials in proper order takes several trials. This one was complicated by multiple models and low volumes but very successful—30%–40% increase in productivity with two new operators. (Source: BIG Archives.)

Figure 4.37 Storyboard—61% increase in productivity. (a) Point to Point (Product) Before; (b) Spaghetti (operator) Before; (c) Block Diagram; (d) Point to Point (Product) After; (e) Capacity Analysis (based on FWA); (f) Baseline and Result. (Source: BIG Archives.)
Designing the Layout Based on the Number of Operators
A deeply misunderstood concept is that workstations must be designed to meet the number of operators. This is not necessary if the operators can flex across the stations and “bump.” The problem with designing stations to TT is that the TT or number of operators may change or there may be a lot of variation in the process. In order to station-balance the line, we are faced with having to change the workstations or part of the workstations every time the TT changes. So, we potentially lose the product-flow to balance the line.
Sitting versus Standing and Walking Operations
Any good ergonomics and safety person will confirm that moving and walking is better for you than sitting all day. Sitting creates many health problems and standing in one place is also bad for you. Standing/moving operations also promote operator and/or office staff flexibility and health (see Figure 4.38). Sitting can lead to back problems and obesity, which can eventually lead to the possibility of early health problems.

Figure 4.38 Stand-up office desk. (Source: BIG Archives.)
Fit Up
We use the term fit up to designate what actions need to be taken to get utilities to the line, install new equipment, increase power to an area, or anything else needed to support the installation of the line. We have normally noted these ahead of time in the block diagram. The next step is to meet with the physical plant/maintenance manager and HS&E and physically go to the floor or office area and check to see what will be required to get the line up and running.
___________________________
* http://www.smartcellsusa.com/. These are the best anti-fatigue mats we have found to date. We are not affiliated with this company.
† http://www.aline.com/. These are the best insoles we have found. I, Charlie Protzman, have been wearing them for six years. We are not affiliated with this company.