CHAPTER SEVEN
BROKEN CASE PICKING SYSTEMS
7.3 Automated Item Dispensing Systems
7.4 Broken-Case Picking Systems Comparison and Selection
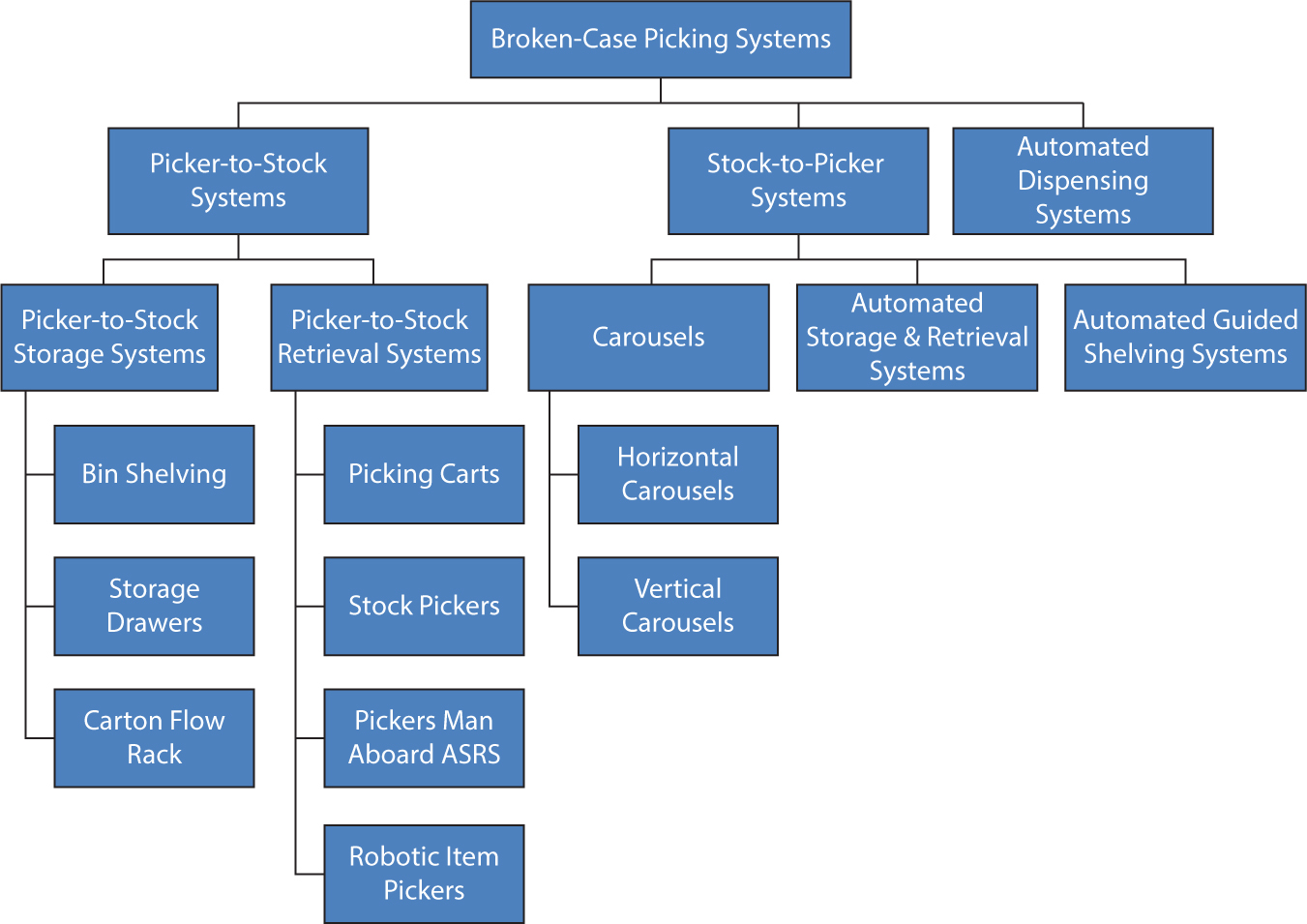
Our RightHouse taxonomy (Figure 7.1) of broken-case picking systems classifies dispennsing systems into picker-to-stock (PTS) systems, stock-to-picker (STP) systems, and automated item. In picker-to-stock systems, an order picker walks or rides to picking locations. In stock-to-picker systems, picking locations are mechanically transported (via carousel, automated storage and retrieval system, or AGVS) to stationary order pickers. In automated item dispensing items are automatically dispensed into shipping cartons or tote pans. This chapter describes the pros, cons, applications, and associated costs of each of these major system types. As in earlier chapters, we will move through the system descriptions in order of increasing cost, complexity, and degree of automation. The chapter concludes with a description of the techniques for choosing from among the many equipment options for broken case picking systems.
Figure 7.1 RightHouse taxonomy of broken-case picking systems.
7.1 Picker-to-Stock Systems
In picker-to-stock systems, the order picker walks or rides to picking locations. The two subsystems that must be selected are the storage system and the item-retrieval system.
Picker-to-Stock Storage Systems
The three picker-to-stock storage systems are bin shelving, modular storage drawers, and carton-flow racks.
Bin Shelving Systems Bin shelving systems (Figures 7.2 through 7.6) are the oldest and still most popular alternative for small-parts order picking. Bin shelving is inexpensive, easily reconfigured, and requires minimal maintenance.
Figure 7.2 Typical bin shelving system.
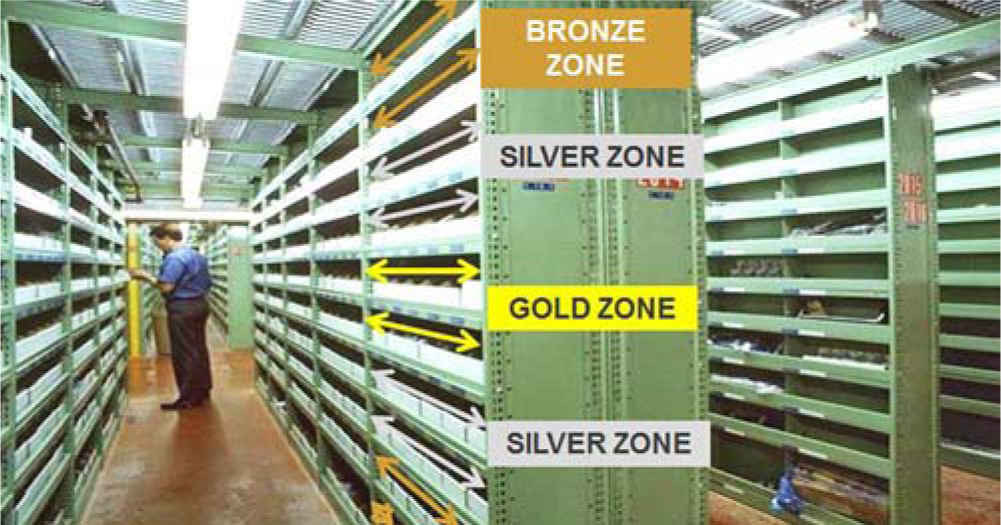
Figure 7.3 Bin shelving system with corrugated inserts for small-parts picking.

Figure 7.4 Bin shelving with pick-to-light for video game picking in a large toy retailer’s distribution center.

With bin shelving systems, savings in initial cost and maintenance may be offset by floor space requirements, labor requirements, and/or inadequate item protection.
Figure 7.5 Bin shelving with plastic inserts on a small-service-parts picking mezzanine.
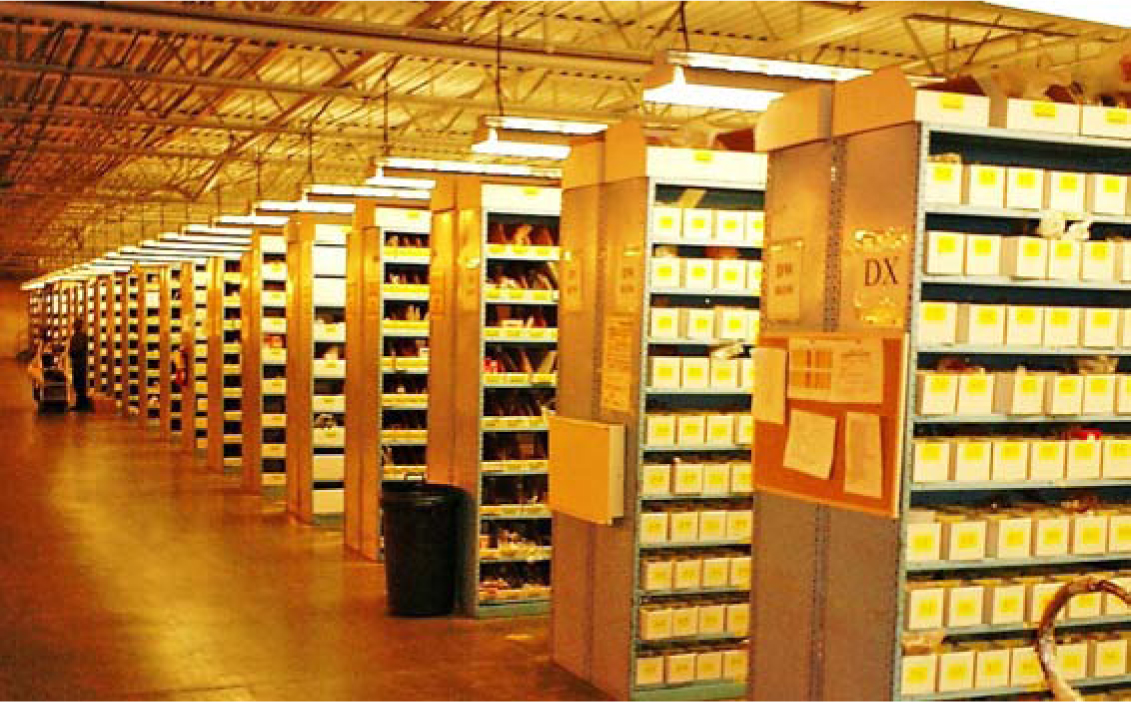
Figure 7.6 Bin shelving layout.
Space is underutilized in bin shelving systems because the full inside dimensions of a shelving unit are rarely usable. Also, the height of bin shelving units may be limited by the order picker’s reaching height. As a result, the available building cube also may be underutilized.
Two additional drawbacks of bin shelving are poor supervision and item security/protection. Supervision is difficult because it is difficult to observe people through a maze of bin shelving units Item security/protection is difficult because bin shelving is open.
To improve building cube and/or footprint utilization, bin shelving may be mezzanined or mobilized (Figures 7.7 and 7.8).
Figure 7.7 Bin shelving mezzanine at Xerox’s Chicago service parts distribution center.

Figure 7.8 Mobile bin shelving system at LAM Research’s San Francisco service center.

Modular Storage Drawers/Cabinets Modular storage drawers/cabinets (Figures 7.9 through 7.13) are called modular because each storage cabinet houses modular storage drawers that are subdivided into modular storage compartments. Drawer heights range from 3 to 24 inches, and each drawer may hold up to 400 pounds of material.
Figure 7.9 Storage drawers in an automotive plant storage crib with a person-aboard ASRS.

Figure 7.10 Modular storage drawer configuration for military parts deployment.

Figure 7.11 Typical storage drawer configuration (Lista).

Figure 7.12 Typical storage drawer installation for maintenance parts.

Figure 7.13 Storage drawers for mining maintenance parts.

The primary advantage of storage drawers/cabinets over bin shelving is the large number of stock-keeping units (SKUs) that can be stored and presented to order pickers in a small footprint. A single drawer can hold from 1 to 100 SKUs (depending on the size, shape, and inventory levels of the items). A typical storage cabinet can store the equivalent of two to four shelving units of material. The storage density comes from the ability to create item housing configurations within a drawer/cabinet that very closely match the cubic storage requirements of each SKU. Also, because the drawers are pulled out into the aisle for picking, space does not have to be provided above each SKU to allow room for the order picker’s hand and forearm.
By housing more material in less floor space, the overall space requirement for storage drawers is substantially less than that required for bin shelving. When space is at a true premium, such as on a manufacturing floor, in an assembly area, or in an airport, or when facing the possibility of building additions, the reduction in space requirements alone can be enough to justify the use of storage drawers and cabinets.
Picking accuracy is improved over that in shelving units because the order picker looks down onto the contents of the drawer, which are illuminated by the light source for the picking aisle. Excellent item security and protection are achieved because the drawers can be closed and locked when not in use.
Because the cost per cubic foot of storage is so high, storage drawers are justifiable only for items with very little on-hand cubic inventory (typically less than 0.5 cubic feet) and for operating scenarios in which the cost of space and the need for item security and protection are very high.
As was the case with bin shelving, storage drawer systems may be mezzanined or mobilized (Figure 7.14).
Figure 7.14 Storage drawer cabinets in a mezzanine system.

Carton Flow Rack Carton-flow racks (Figures 7.15 through 7.22) are typically used for SKUs with high broken-case cube movement in uniformly sized and shaped cartons. Cartons are replenished at the back of the rack from the replenishment aisle and advance/roll toward the pick face as cartons are depleted from the front. The back-to-front movement ensures first in, first out (FIFO) turnover.
Figure 7.15 Carton-flow-rack picking operation.

Figure 7.16 Carton-flow-rack picking line at NTT’s Tokyo logistics center.
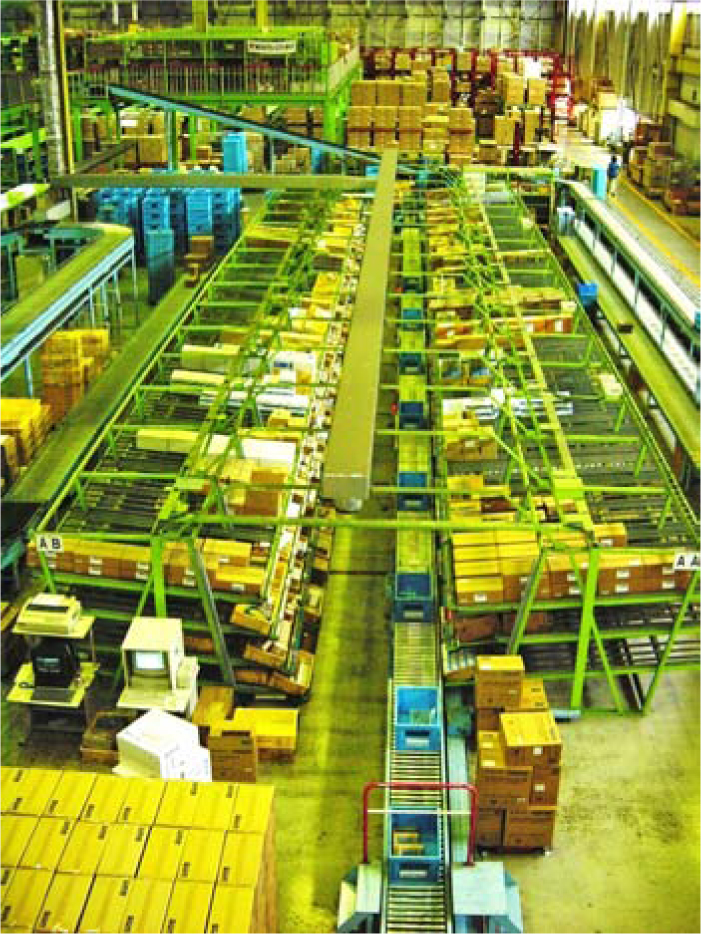
Figure 7.17 Flow-rack shoe picking at Nike’s European Union distribution center outside Amsterdam.

Figure 7.18 Carton flow-rack pick-to-light.

Figure 7.19 Carton flow rack in a U-shaped picking module with pick-to-light and put-to-light.

Figure 7.20 Carton-flow-rack simulation for Avon.
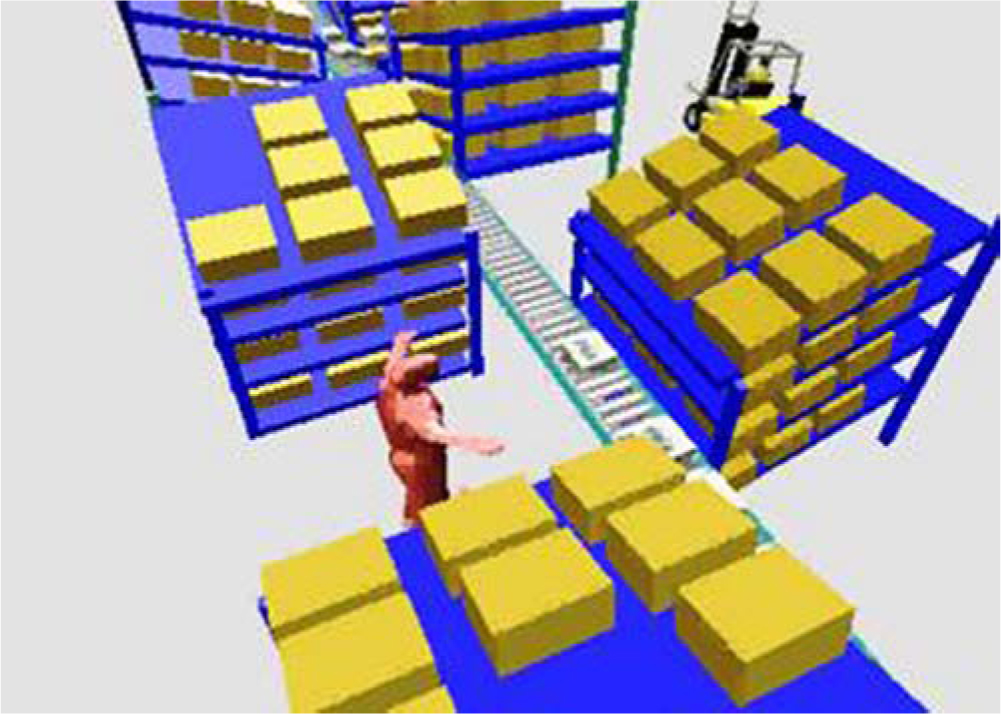
Figure 7.21 Carton-flow-rack bays at L.L. Bean.

Figure 7.22 Mezzanine picking operation at Verizon’s Logistics East Coast distribution center.

In essence, a section of flow rack is a bin shelving unit turned perpendicular to the picking aisle with rollers placed on the shelves. The deeper the sections, the greater is the portion of warehouse space that will be devoted to storage as opposed to aisles. Further gains in space and labor efficiency can be achieved by making use of the space over flow racks for full-pallet storage of reserve quantities of the items located below. Flow racks have very low maintenance requirements and are available in a wide variety of section and lane dimensions.
Just one carton of each SKU is located on the pick face, so that a large number of SKUs are presented to pickers along the pick line. Hence, walking and therefore labor requirements can be reduced.
Picker-to-Stock Retrieval Methods
Picker-to-stock retrieval methods include cart picking, tote picking, person-aboard systems, and robotic item picking. The pros, cons, and applications of each are described next.
Cart Picking A wide variety of picking-cart types (Figures 7.23 through 7.34) facilitate accumulating, sorting, documenting, and/or packing orders as an order picker makes a picking tour. Conventional carts provide dividers for order sorting, a place to hold paperwork and marking instruments, and a stepladder for picking at levels slightly above reaching height. Batch picking carts allow an order picker to pick multiple orders on a picking tour. More sophisticated carts automatically transport order pickers to pick locations, use light displays to direct the order picker to sort the contents of a pick, and permit mobile online communication via radiofrequency (RF) links and/or wireless local area network (LAN) links.
Figure 7.23 Batch picking cart with one tote per dealer order in a Honda parts distribution center.

Figure 7.24 Batch picking cart for health and beauty aids.

Figure 7.25 Batch picking cart for service parts equipped with onboard computing and packaging in a Caterpillar parts distribution center, Georgia.

Figure 7.26 Pick face pick-pack cart for service parts and hardware at the U.S. Defense Logistics Agency.

Figure 7.27 Monorail picking cart in a large book distribution center in Gutersloh, Germany.

Figure 7.28 Batch picking cart equipped with onboard scales, onboard labeling, and onboard computing.

Figure 7.29 Pick-to-light batch picking cart at Shisheido.

Figure 7.30 Batch wave picking carts at L.L. Bean.

Figure 7.31 Batch picking cart.

Figure 7.32 Batch wave picking cart releasing poly-bagged garments into tilt-tray sorter.

Figure 7.33 Light picking cart.

Figure 7.34 Automated guided vehicle (AGV) picking cart. (Creform)

Tote (or Carton) Picking In tote picking systems (Figure 7.35), conveyors transport tote pans (or shipping cartons) through successive picking zones. Order pickers may walk one or more totes through a single picking zone, partially completing several orders at a time, or an order picker may walk one or more totes through all picking zones, thus completing one or more orders on each pass through the picking zones. Tote picking rates range from 150 to 300 lines per person-hour. The improvement over cart picking must be sufficient to justify the additional investment in conveying and sorting systems.
Figure 7.35 Tote picking system.

Person-up Systems In the systems described thus far, the operator remains at floor level. To improve storage density order pickers can ride up on an order-picker truck or a person-aboard ASRS machine to locations as high as 40 to 50 feet (Figures 7.36 through 7.39). The operation of order-picker trucks was explained in Chapter 6. The operation of a person-aboard ASRS is described next.
Figure 7.36 Stock picker truck at the American Cancer Society’s National Logistics Center.

Figure 7.37 Stock picker truck.

Figure 7.38 An order picker headed for a batch picking run of slow-moving items in high-bay storage at L.L. Bean’s distribution center.

Figure 7.39 High-bay picking area for slow-moving items at L.L. Bean’s distribution center.

A person-aboard ASRS (Figure 7.40), as the name implies, is an automated storage and retrieval system in which the picker rides aboard a storage/retrieval machine to the pick locations.
Figure 7.40 Person-aboard ASRS picking operation in an HP distribution center.

Typically, the order picker leaves from the front of the system at floor level and visits several pick locations during a picking tour.
The key to achieving good picking productivity is intelligent slotting and pick tour sequencing.
Person-aboard systems typically are appropriate for slow-moving items where space is fairly expensive.
Robotic Item Picking Robotic picking vehicles (Figures 7.41 and 7.42) travel automatically through a sequence of picking locations, receiving power and communication from rails in the floor and ceiling. Picking robots are equipped with a small carousel to permit order sorting, accumulation, and containment. The carousel travels up and down a mast on the robot as it traverses the picking aisle(s). The robot can automatically extract a storage drawer from a storage location onto the picking vehicle. The robot’s arm is guided by an onboard vision system to direct item picking from a specific storage compartment in a storage drawer. Only in rare instances are robotic item picking systems justifiable.
Figure 7.41 Robotic item picking.

Figure 7.42 Robotic item picking for single bottles of consumer products.

7.2 Stock-to-Picker Systems
The three major types of stock-to-picker systems are carousels, miniload automated storage/retrieval systems, and automated guided shelving systems. Each system type is described in the following subsections. The major advantage of stock-to-picker systems over picker-to-stock systems is elimination of the travel time for the order picker. When wage rates are high, the labor savings can be sufficient to justify the investment in the mechanical and control systems required in stock-to-picker systems. If a stock-to-picker system is not designed properly, an order picker may remain idle waiting on the system to present the next picking transaction. In such cases, productivity actually can be worse than in picker-to-stock systems.
Another advantage of stock-to-picker systems is supervision. In stock-to-picker systems, the picking takes place at the end of an aisle. Hence all the operators should be visible to a supervisor in one quick glance down a picking line.
Carousels
Carousels, as the name implies, are mechanical devices that house and rotate items for order picking. Horizontal and vertical carousels are popular for order picking applications.
Horizontal Carousels A horizontal carousel (Figures 7.43 through 7.46) is a linked series of rotating bins with adjustable shelves driven on the top or the bottom by a drive-motor unit. Bins rotate about an axis perpendicular to the floor at a rate of 80 to 200 feet per minute.
Figure 7.43 Horizontal carousel system at Ford’s parts distribution center.
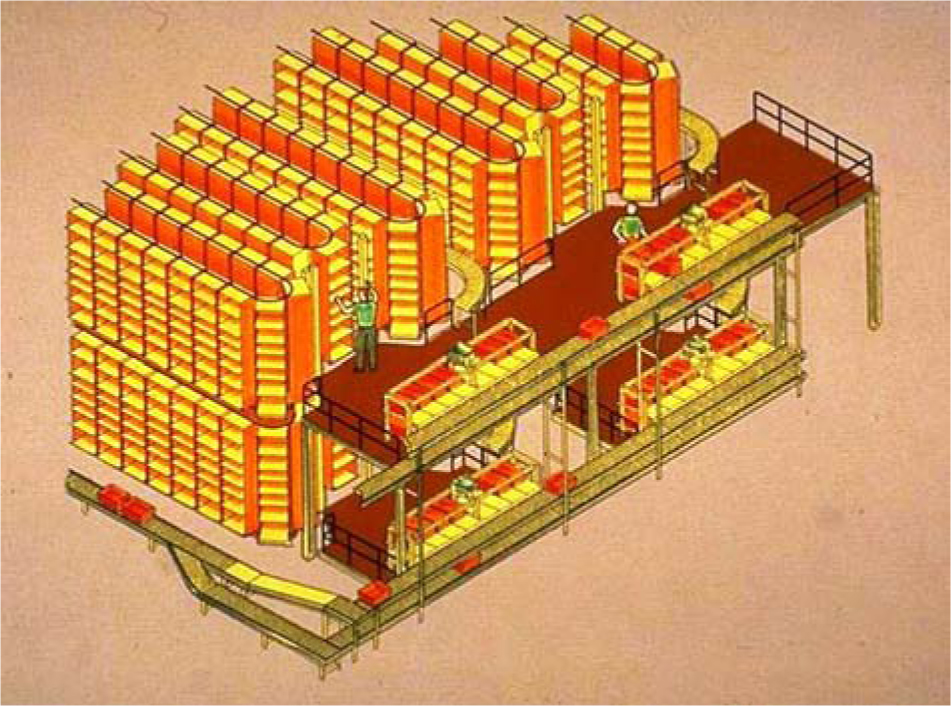
Figure 7.44 Pick-by-light, put-to-light horizontal carousel picking at Swagelok.

Figure 7.45 Horizontal carousel system with automated outfeed and loop front end at Witt.

Figure 7.46 Horizontal carousel storage and retrieval system with robotic extractor for tote staging.

Order pickers may be responsible for controlling the rotation of the carousel. Manual control is achieved via a keypad that tells the carousel which bin location to rotate forward and a foot pedal that releases the carousel to rotate. Carousels are normally computer controlled, in which case the sequence of pick locations is stored in a computer and brought forward automatically.
The assignment of order pickers to carousels is flexible. If an order picker is assigned to one carousel unit, he or she must wait for the carousel to rotate to the correct location between picks. If an order picker is assigned to two or more carousels, he or she may pick from one carousel while the other is rotating to the next pick location.
Horizontal carousels vary in length from 15 to 100 feet and in height from 6 to 25 feet. The length and height are dictated by the pick rate requirements and building restrictions. The longer the carousel, the more time is required, on average, to rotate the carousel to the desired location. Also, the taller the carousel, the more time is required to access items. Heights over 6 feet require the use of ladders, lift platforms, or robotic arms on vertical masts to access items.
One drawback of horizontal carousels is that the throughput capacity is limited by the rotation speed of the motor drive. Another drawback is the high initial investment per carousel unit. Consequently, items with high cube movement should not be housed in carousels because the carousel may not be able to rotate fast enough to permit sufficient access to those items and because those items would occupy a large and expensive envelope of space in the carousel.
Vertical Carousels A vertical carousel (Figures 7.47 through 7.49) is a horizontal carousel turned on its end and enclosed in sheet metal. As with horizontal carousels, an order picker operates one or multiple carousels. The carousels are indexed either automatically via computer control or manually by the order picker working a keypad.
Figure 7.47 Vertical carousel installation.

Figure 7.48 Vertical carousel picking at a large dental supply distribution center.

Figure 7.49 Vertical carousel installation at NASA.

Vertical carousels range in height from 8 to 35 feet. Heights (as lengths were for horizontal carousels) are dictated by throughput requirements and building restrictions. The taller the system, the longer it will take, to rotate the desired bin location to the pick station.
Vertical carousels always present at an order picker’s waist level. This eliminates stooping and reaching reduces search time, and promotes more accurate picking.
Additional benefits include excellent item protection and security. In vertical carousels, only one shelf is exposed at a time, and the entire contents of the carousel can be secured.
Vertical carousels are much more expensive than horizontal carousels with cost increasing with the number of shelves, weight capacity, and special features. The additional cost of vertical over horizontal carousels is a result of the sheet-metal enclosure and the extra power required to rotate against the force of gravity.
Miniload Automated Storage and Retrieval Systems
In miniload automated storage/retrieval systems (Figures 7.50 through 7.56), an automated storage/retrieval machine travels horizontally and vertically simultaneously in a storage aisle, transporting storage containers to and from an order picking station located at one end of the system. The order picking station typically has two pick positions. As an order picker picks from the container in the one position, the storage/retrieval machine returns the container from the other pick position back to its location in the rack and returns with the next container.

Figure 7.51 Miniload ASRS front-end picking with a loop conveyor (Daifuku).

Figure 7.52 Even miniload systems can be configured with mobile aisles, as is the case in this installation.

Figure 7.53 Inside a miniload ASRS at NASA.

Figure 7.54 Multi-shuttle miniload ASRS.

Figure 7.55 Miniload ASRS for mining maintenance parts.

Figure 7.56 Miniload with picking display and batch picking (Opex).

The sequence of containers can be determined manually (the order picker keying in the desired line-item numbers or rack locations on a keypad) or automatically by computer control. Miniload systems vary in height from 8 to 70 feet and in length from 40 to 300 feet. As is the case with carousels, the height and length of the system are dictated by the throughput requirements and building restrictions. The longer and taller the system, the longer is the travel time. However, the longer and taller the system, the fewer are the aisles and storage/retrieval machines that will have to be purchased.
Miniload floor space requirements are small because of the ability to store material up to 50 feet high, the ability to size and shape the storage containers and the subdivisions of those containers to very closely match the storage-volume requirements of each SKU, and aisle widths that need only accommodate the width of a storage container.
Because this is the most sophisticated of the system alternatives described thus far, it should come as no surprise that the miniload system carries the highest price tag of any of the order picking system alternatives. Another result of its sophistication is the significant engineering and design time that accompanies each system. Most systems require between 6 and 18 months for design, delivery, and installation. Finally, greater sophistication leads to greater maintenance requirements. It is only through a disciplined maintenance program that miniload suppliers are able to advertise uptime percentages of between 97 and 99.5 percent.
Automated Guided Shelving Systems
Automated guided shelving systems are small automated guided vehicles that transport bin shelving units to stationary order pickers (Figure 7.57).
Figure 7.57 Automated guided shelving systems operating at an Amazon distribution center.

7.3 Automated Item Dispensing Systems
Automated item dispensing systems (Figures 7.58 and 7.59) act much like vending machines for small items. Each SKU is allocated one or more dispensers ranging from 2 to 6 inches wide and from 3 to 5 feet tall. (The width of each dispenser is easily adjusted to accommodate variable product sizes.) The dispensing mechanism kicks the unit of product at the bottom of the dispenser onto a conveyor running between two rows of dispensers configured as an A-frame over a belt conveyor.
Figure 7.58 Automated item dispensing system at Boots Pharmacy (London, ENGLAND).

Figure 7.59 Automated item dispensing system at Avon Products.

Virtual order windows begin at one end of the conveyor and pass by each dispenser. If an item is required in the order window, it is dispensed onto the conveyor. Merchandise is accumulated at the end of the belt into a tote pan or carton. A single dispenser can dispense at a rate of up to 6 units per second. Automatic item dispensing systems are popular in industries with high throughput for small items of uniform size and shape, such as cosmetics, wholesale drugs, compact discs, videos, publications, and poly-bagged garments.
Replenishment is performed manually from the back of the system. The manual replenishment operation significantly cuts into the potential savings in picking labor requirements. Nonetheless, typical picking rates are in the range of 1,500 to 2,000 picks per person-hour. Typical picking accuracy is 99.97.
7.4 Broken-Case Picking Systems Comparison and Selection
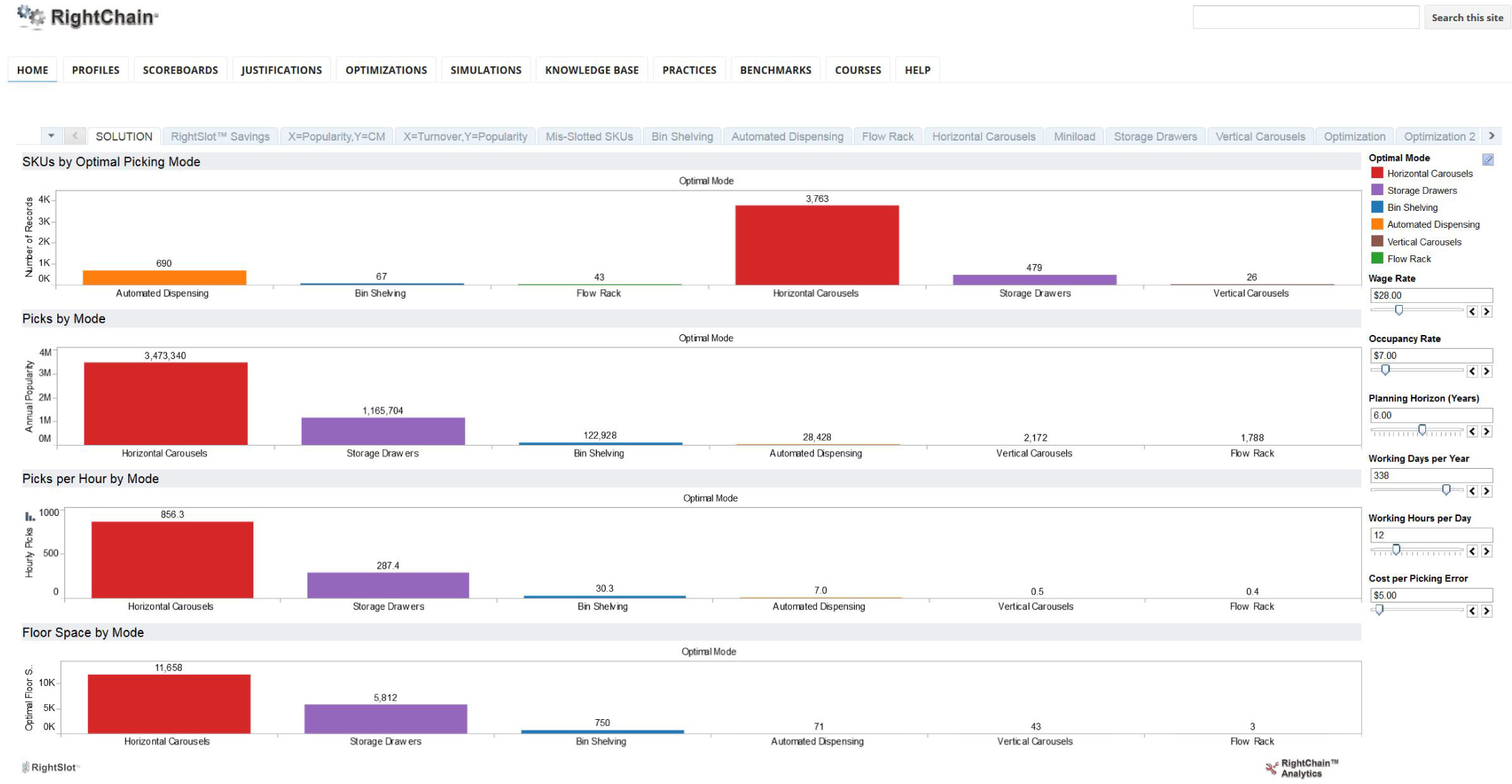
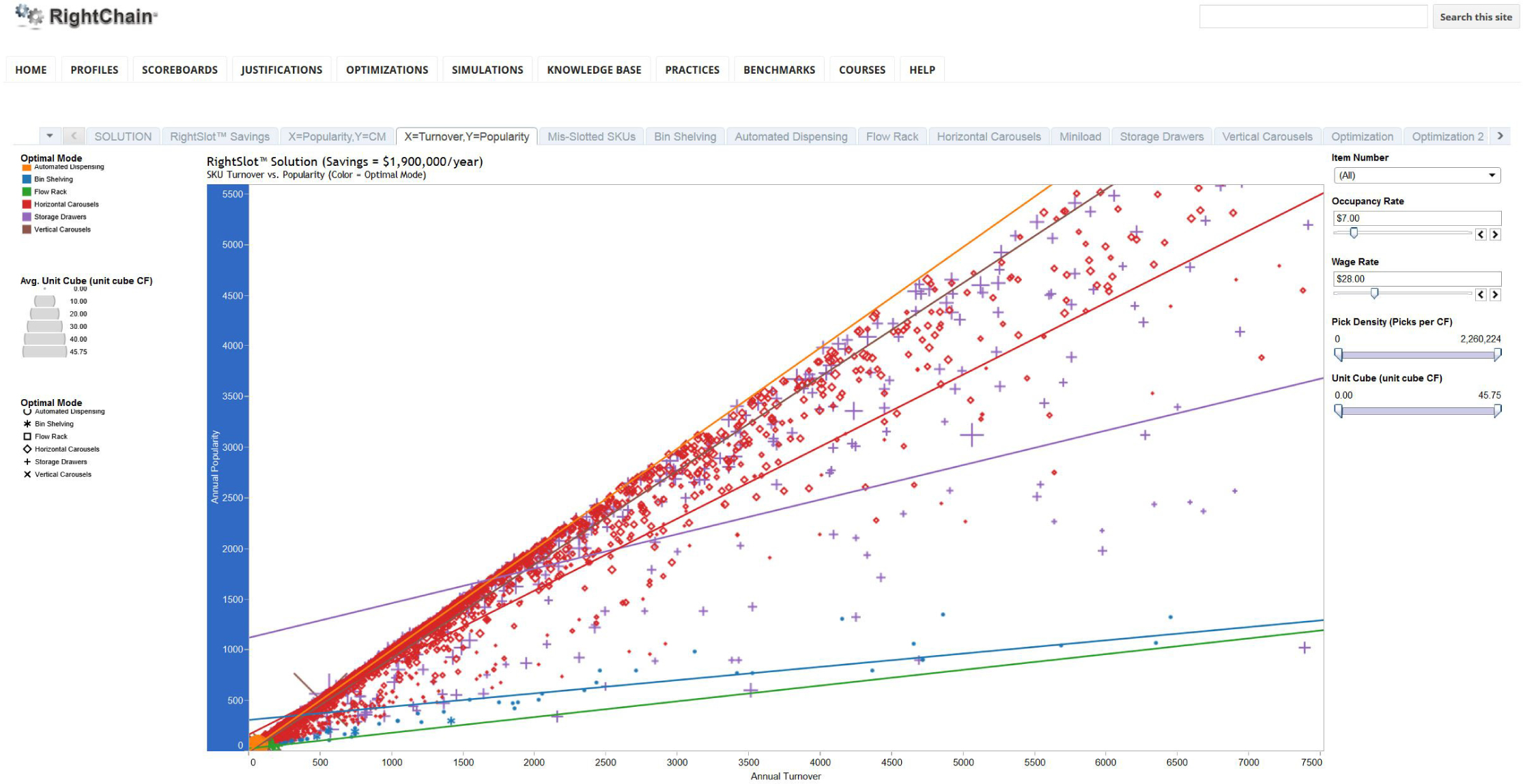
As is the case with all the systems selections and justifications described so far, a picking-mode economic analysis should be conducted to assign each item to its most economically attractive storage mode. This analysis should consider the activity and inventory profile of each item and the storage and handling characteristics of each storage mode. The economic analysis should recommend the appropriate storage mode for each SKU based on matching each item’s requirements to a storage mode’s capabilities. Our RightStore Optimization automates this selection process. The optimization calculates the picking, restocking, space, equipment, and error costs for each item in each potential storage mode and assigns each SKU to its optimal storage mode and allocation of space (Table 7.1 and Figures 7.59 through 7.61).
Table 7.1 Summary Characteristics of Alternative Broken-Case Picking Systems
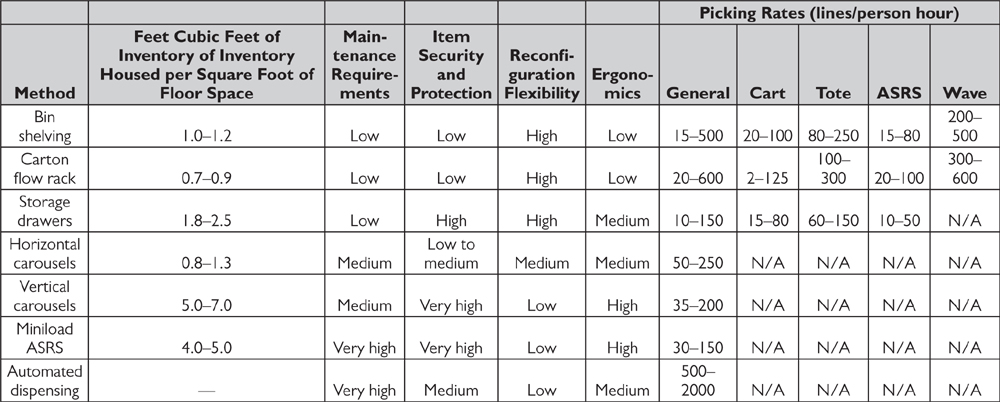
Figure 7.60 RightStore broken-case picking storage mode optimization.