CHAPTER SIX
CASE PICKING SYSTEMS
6.1 Pick-to-Order/Pallet Systems
6.2 Zone Pick-to-Conveyor Systems
In our RightHouse taxonomy of case picking systems (Figure 6.1), we first classify case picking systems as to whether or not a single case is selected (single-case picking systems) or an entire layer (layer picking systems).
Figure 6.1 RightHouse taxonomy of case picking systems.
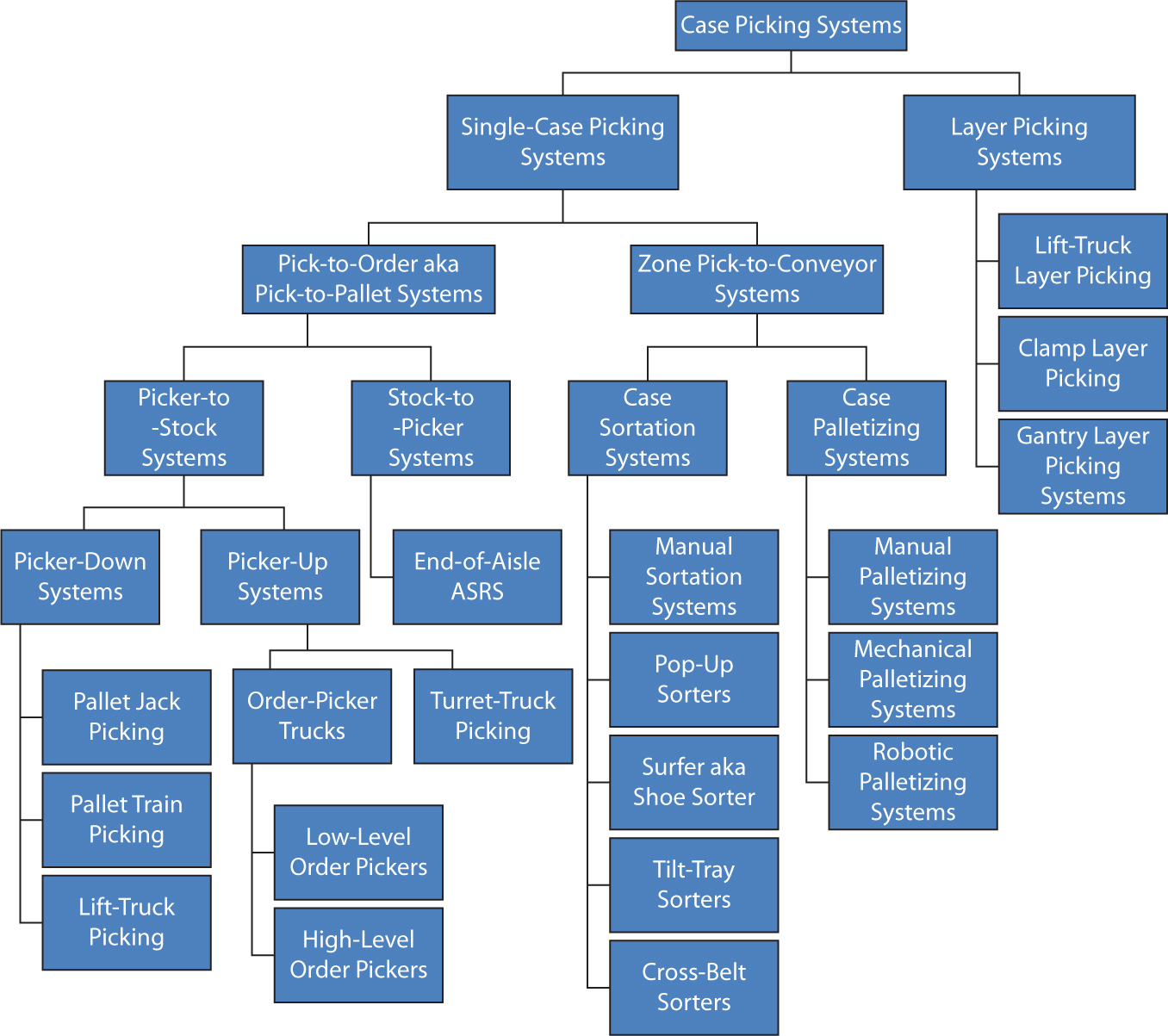
We classify single-case picking systems as pick-to-order/pallet or zone pick-to-conveyor systems. In pick-to-order/pallet systems all the cases for an entire order are picked onto a pallet at a pick face. In zone pick-to-conveyor systems order pickers are assigned to zones and pick cases onto a conveyor with no concern for which order the cases may belong to. As a result, a downstream sorting system is required to sort cases into their outbound orders, and a downstream palletizing system is required to stack cases on pallets when palletization is required.
6.1 Pick-to-Order/Pallet Systems
In pick-to-pallet systems, an order picker travels with a shipping pallet to a pick face and palletizes while picking. The advantage is the elimination of any downstream rehandling of cases for sorting and/or palletizing. The disadvantage is the loss of handling productivity at the pick face.
We further classify pick-to-pallet systems as either picker-to-stock systems, wherein a human or robot picker travels to the stock location or stock-to-picker systems, wherein an automated storage and retrieval machine brings pallets to a human or robot stationed at the end of an aisle.
Picker-to-Stock Systems
Picker-to-stock systems can be classified as (1) picker-down systems, (2) picker-up systems, and (3) automated systems.
Picker-Down Systems As the name implies, in picker-down systems, human or robot pickers work at floor level, averting. The potentially catastrophic consequences of a fall and avoiding the productivity losses inherent to vertical travel. Picker-down case picking systems include (1) pallet-jack picking, (2) pallet-train picking, and (3) lift-truck picking.
Pallet-Jack Picking A pallet jack (Figures 6.2 and 6.3) is a motorized vehicle equipped with forks to transport pallets at floor level. The operator typically rides on the front of the vehicle, with the pallet secured by the forks on the back of the vehicle. A double-pallet jack carries two pallets at a time and allows the operator to pick more than one order at a time. Pallet jacks are by far the most popular method for case picking. They are so common in the grocery industry that pallet-jack picking is often referred to as the grocery picking method. Typical pallet-jack picking rates range between 100 and 300 cases per person-hour.
Figure 6.2 Pallet-jack picking at the American Cancer Society’s National Logistics Center, Atlanta, Georgia.
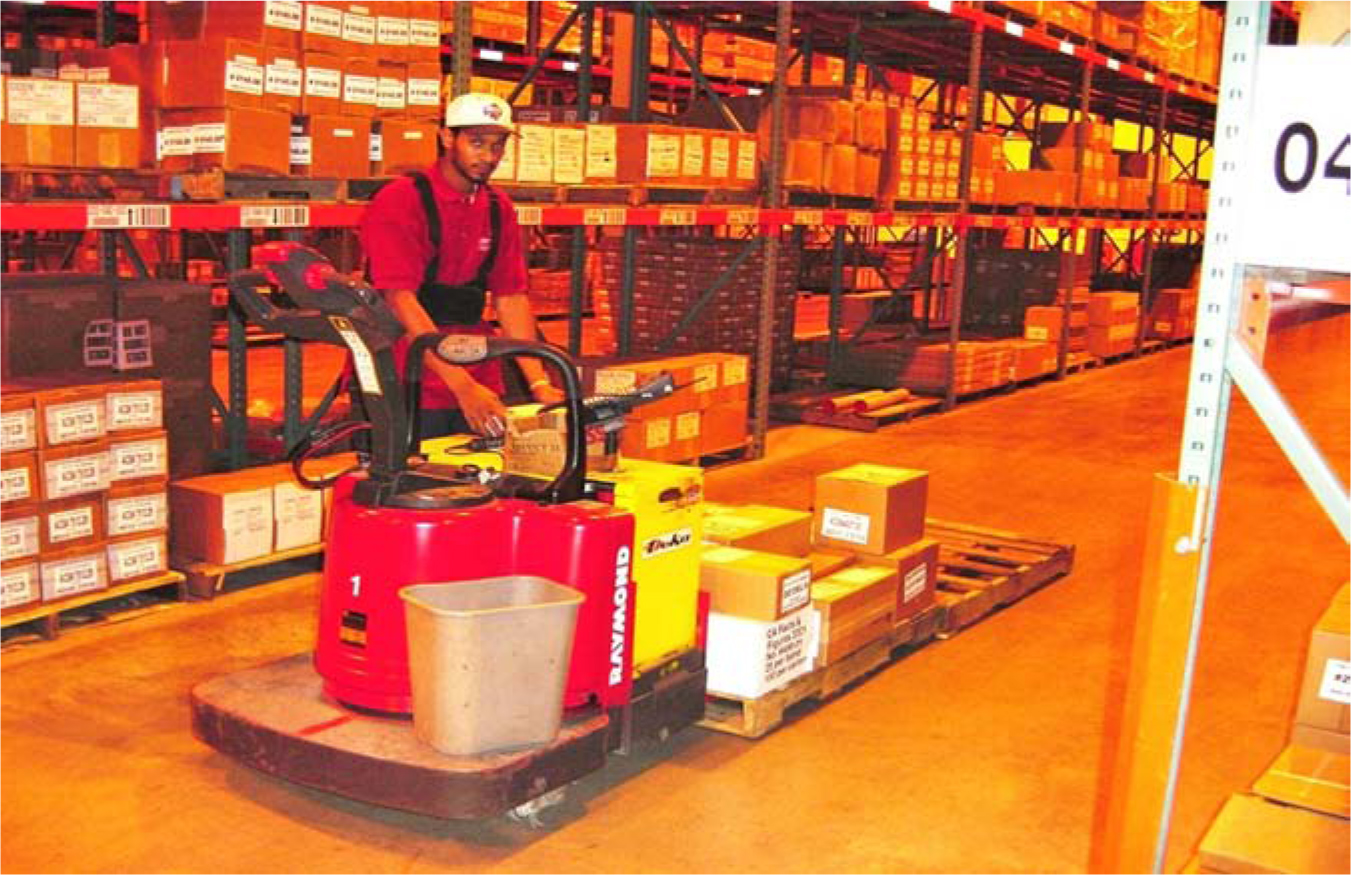
Figure 6.3 Double-pallet-jack voice picking at Oxxo’s Monterrey, Mexico, distribution center.

The advantages of pallet-jack picking are low capital investment, simplicity, operating flexibility, and safety. Pallet jacks may be equipped with on-board computing, printing, and housekeeping apparatus.
Driverless automated guided pallet jacks (Figure 6.4) automatically stop at each pick location.
Figure 6.4 Automated guided pallet jack in case picking (Cisco-Eagle).

Pallet Trains A train of pallets (Figures 6.5 through 6.7) can be pulled behind a motorized vehicle to further increase the number of pallets or orders on a case picking tour. Pallet trains allow the operator to pull three or more pallets increasing the stops per tour, reducing the travel time between successive stops, and increasing operator productivity. One disadvantage of pallet trains is maneuverability – the difficulty in maneuvering a train through narrow aisles and maneuvering around a train while it is stopped in an aisle.
Figure 6.5 Pallet-train picking at Honda’s national parts distribution center.

Figure 6.6 Case picking pallet trains at Happinet’s retail distribution center (Tokyo, Japan).

Figure 6.7 Automated guided pallet train (Creform).

Lift-Truck Picking Lift trucks (Figure 6.8) are often overlooked as an option for case picking operations. Lift trucks are ideally suited to many case-picking operations because the forks can be used to position the top of the pallet near the operator’s waist level, to maneuver at high speed over long distances in the warehouse, and to load outbound trailers (Figure 6.8).
Figure 6.8 Lift-truck picking in Suntory’s Tokyo distribution center.

Picker-Up Systems As the name implies, picker-up systems lift the operator to pick cases at the second pallet rack level and higher. Picker-up case picking systems include order-picker trucks and turret trucks.
Order-Picker Trucks Order-picker trucks lift an order picker off floor level as many as five levels high and are equipped with on-board forks to house picking pallets. Low-level order pickers lift the operator to the second and sometimes third levels. High-level order pickers reach the fourth and sometimes fifth levels.
Low-Level Order Pickers Low-level order pickers (Figures 6.9 through 6.11) are easy to maneuver, inexpensive, and lift case picking operators safely to the second and sometimes third levels of pallet storage. Forks move up and down on the back to permit waist-level palletizing.
Figure 6.9 Low-level order picker (Atlet).
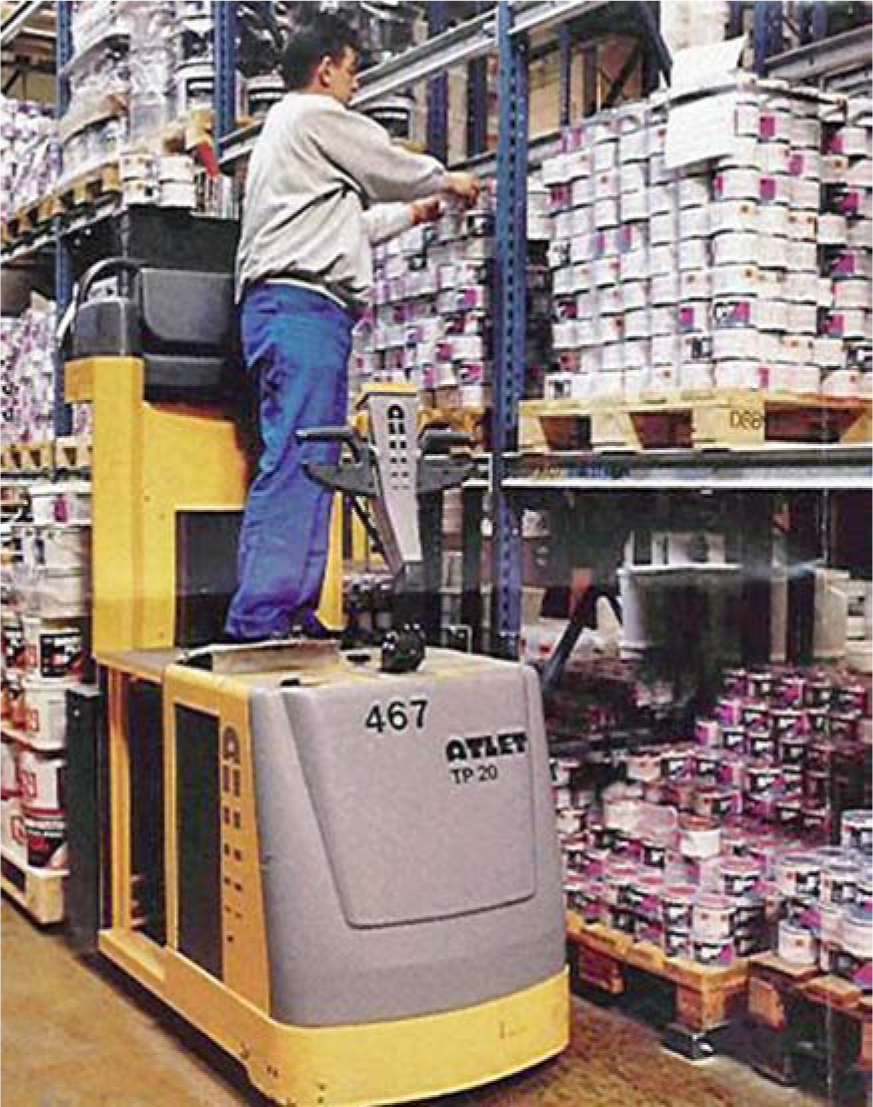
Figure 6.10 Low-level order picker (Caterpillar).

Figure 6.11 Low-level order picker (Atlet).

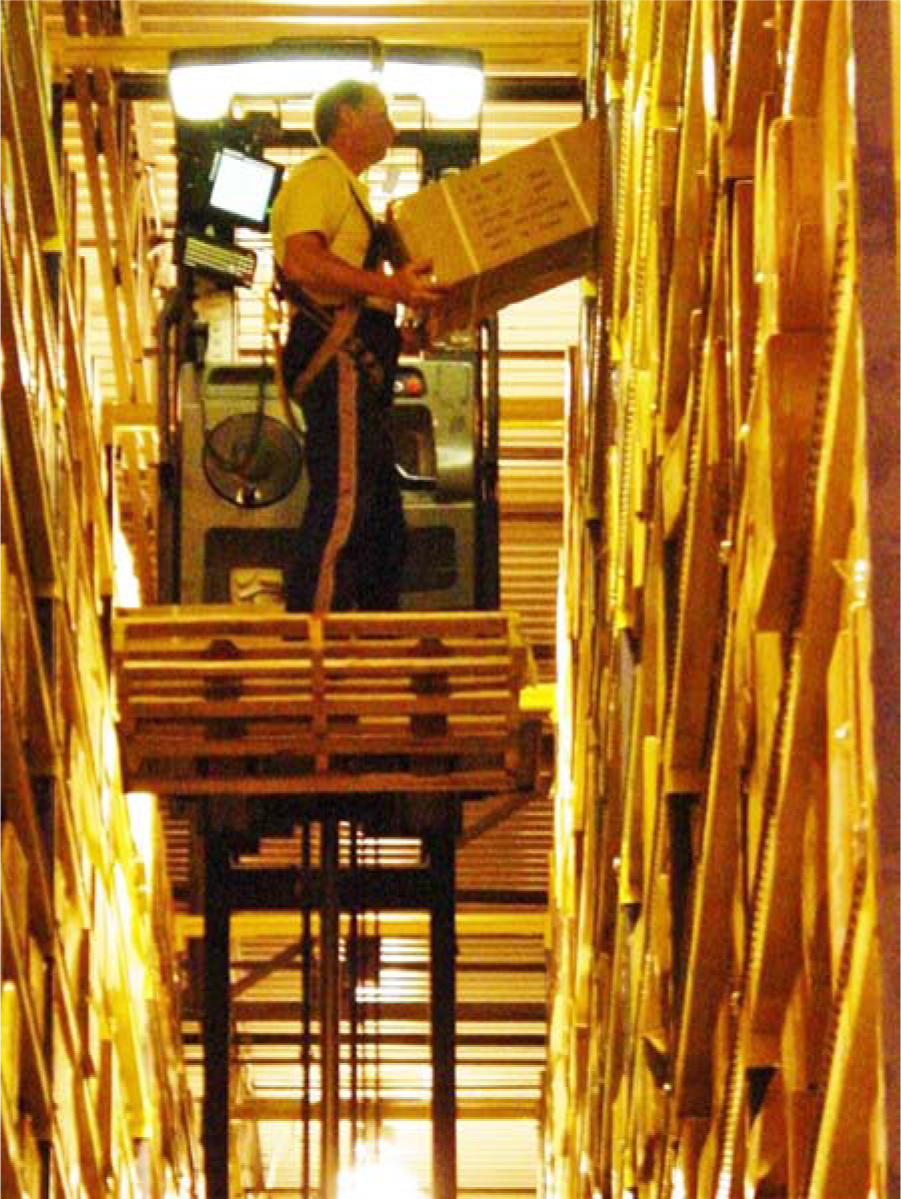
High-Level Order-Picker Trucks High-level order-picker trucks (Figures 6.12 and 6.13), sometimes referred to as stock pickers, lift the order picker to pick locations well above floor level. Because vertical travel is much slower than horizontal travel, and because the operator must precisely position the vehicle in front of the pick location, the productivity of an order-picker truck is only in the range of 50 to 100 cases per person-hour. (The productivity can be enhanced by minimizing vertical travel through popularity-based storage and/or intelligent pick tour construction.) Hence high-level order-picker trucks are usually employed for picking slower-moving items and where high-density storage is required.
Figure 6.12 Order-picker truck at the American Cancer Society’s National Logistics Center, Atlanta, Georgia.

Figure 6.13 High-level case order picking at L.L. Bean.
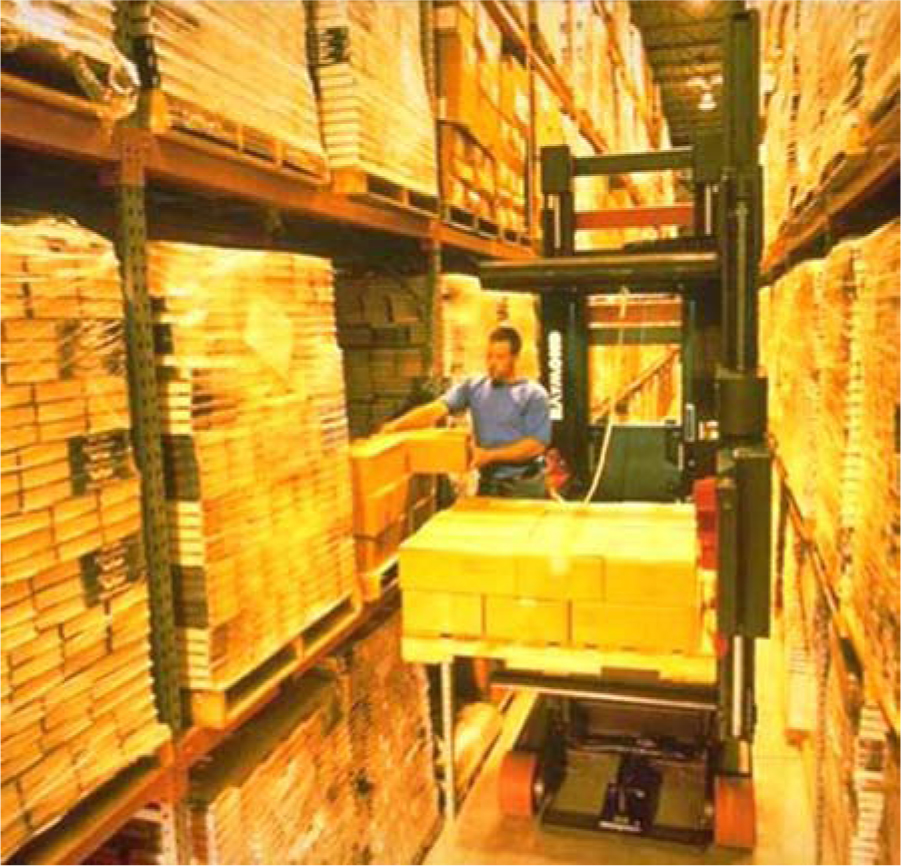
Turret Truck Picking Turret trucks can be used like order-picker trucks for case picking, permitting case pick operators to work in narrow aisles even six to eight levels high. While the storage density provided by turret-truck picking is high, picking productivity is fairly low, with case picking rates ranging from 25 to 75 cases per person-hour.
Figure 6.14 Turret-truck case picking.
Stock-to-Picker Systems
Though rare, automated storage and retrieval systems (Figures 6.15 through 6.17) can be used to automatically convey pallet quantities to stationary human or robotic pickers at the end of an automated storage and retrieval system aisle. The operator at the end of the aisle transfers the required number of cases from the storage pallet to the order pallet. Both pallets can be positioned such that the top of the pallet is at or near waist level. The advantages include high storage density of the storage pallets, excellent ergonomics, and high picking productivity. The disadvantages are the high degree of mechanization required and the associated capital investment and control complexities.
Figure 6.15 End-of-aisle ASRS case picking at Netto (Copenhagen, Denmark).

Figure 6.16 Robotic case picking at the end of an ASRS aisle.

Figure 6.17 Robotic case picking and palletizing at the end of an ASRS aisle at Netto (Copenhagen, Denmark).
6.2 Zone Pick-to-Conveyor Systems
In zone pick-to-conveyor operations (Figures 6.18 and 6.21), a belt or roller conveyor runs the length of a case picking line, a human or robotic order pickers traverse the line removing cases from pallet storage locations and placing them on a take-away belt or roller conveyor. Typically, an operator applies a bar-code label to each case as he or she (or it) removes it from its storage location. The bar-code label is used for carton identification and downstream sorting of each case into its customer order.
Figure 6.18 Zone case pick-to-conveyor inside a case picking tunnel.

Figure 6.19 Case pick-to-conveyor operation.

Figure 6.20 Case pick to belt at a BIC finished goods distribution center.

Figure 6.21 Case pick-to-conveyor at Verizon’s East Coast distribution center.
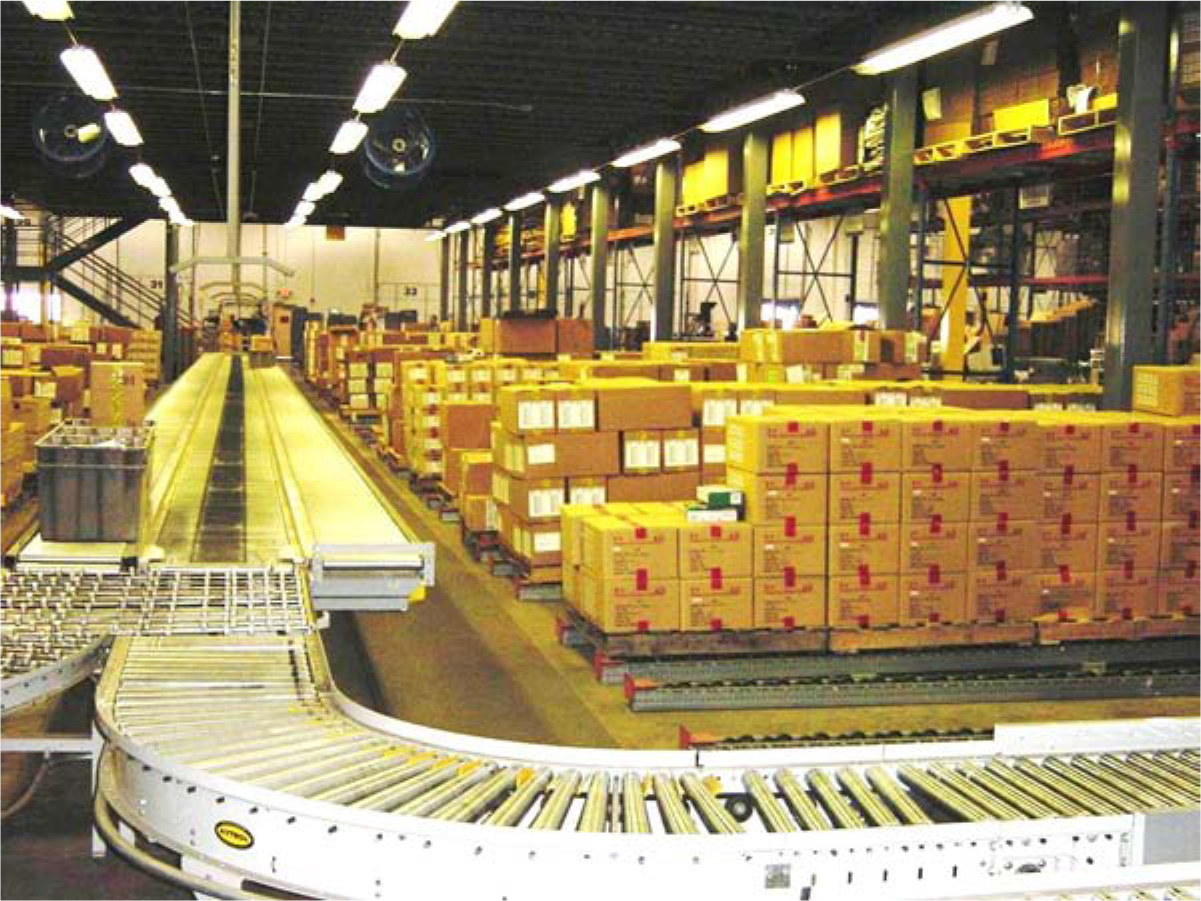
The advantage of pick-to-conveyor over pick-to-pallet operations is a substantial increase in pick face productivity, reduced travel between picks, and elimination of palletizing during picking. The disadvantage is the downstream sorting and palletizing. Hence there must be enough incremental pick face productivity to pay for the additional handling steps and mechanization.
In most pick-to-conveyor systems, cases must be sorted into outbound orders before they are palletized or loaded directly onto outbound trailers.
Pick Tunnels
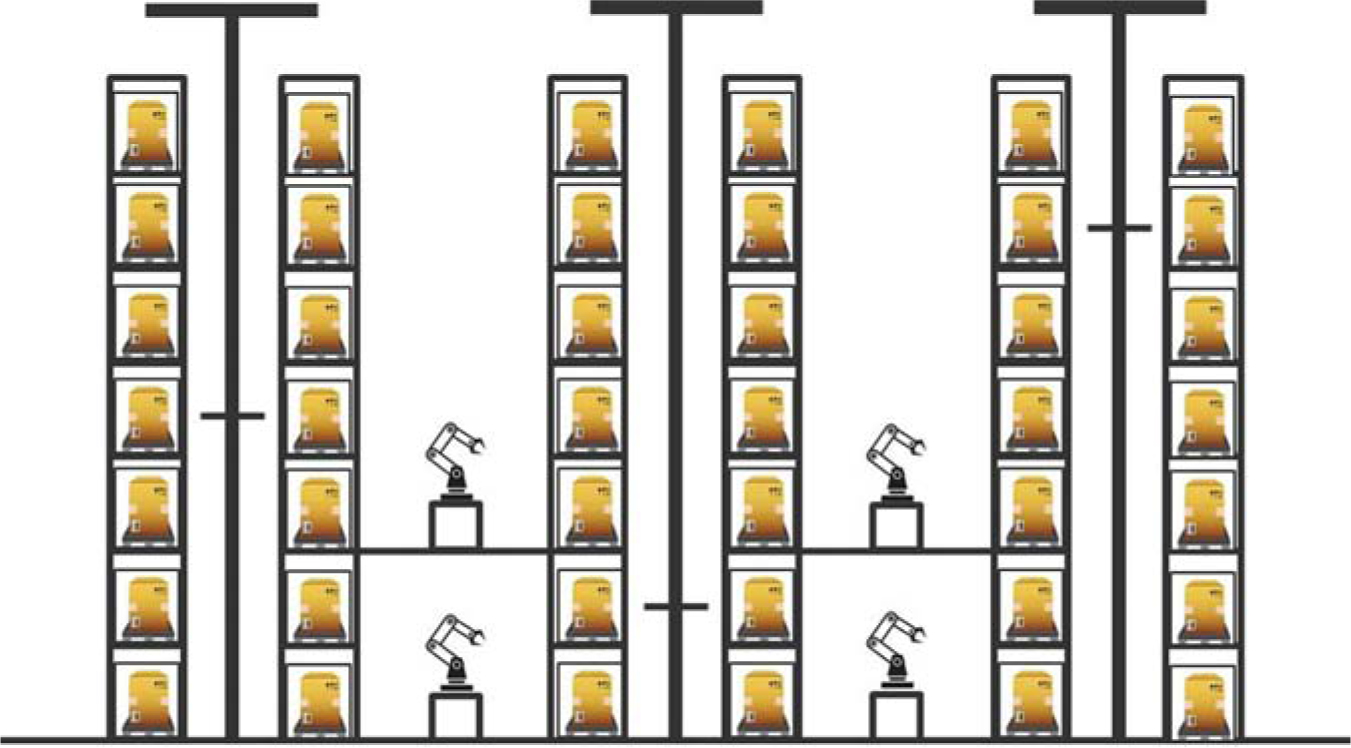
Case pick-to-belt operations are often configured as picking tunnels—two-, three-, or four-level mezzanines built into high-bay racking configurations with belt conveyors running down the center of each mezzanine. Pallets are typically fed to the pick face along a pallet flow rack to the picking tunnel from a narrow aisle (Figures 6.22 and 6.23).
Figure 6.22 ASRS-fed case picking tunnels with human order pickers.
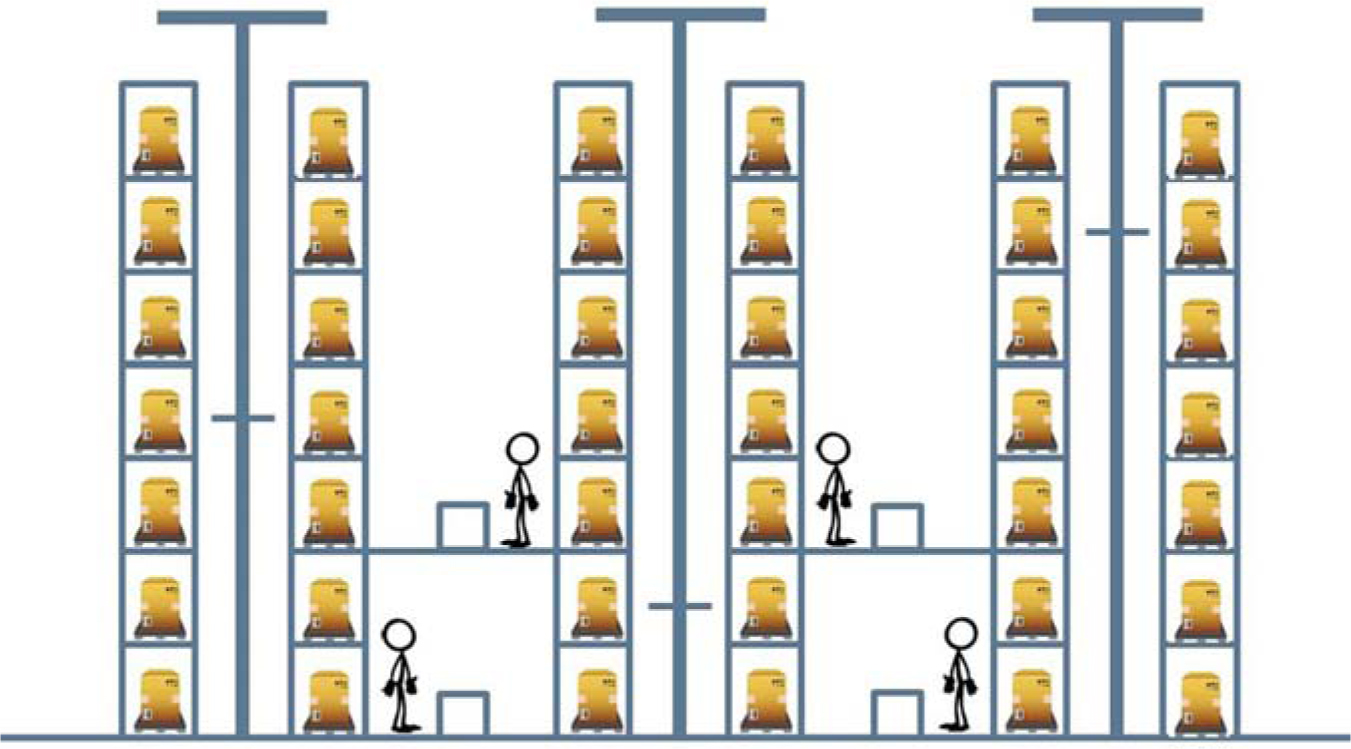
Figure 6.23 ASRS-fed case picking tunnels with robotic order pickers.
Case Sorting Systems
Sorting systems are used for merging, identifying, inducting, and separating products for conveyance to unique destinations. Sorting systems are comprised of three subsystems—a merge subsystem consolidating an induction subsystem, and a sorting subsystem. We focus here on the sorting subsystem.
Sorting systems can be classified as manual sorting systems, diverter sorters (sweepers, rakes, and pusher bars), pop-up sorters (pop-up wheels and belts), surfer sorters, tilting sorters (trays and slats), and cross-belt sorters. They are all used in conveyor systems to divert labeled cases into their appropriate accumulation lane.
Manual Sorting In manual sorting systems (Figure 6.24), a human operator identifies cases on an accumulation conveyor and sorts them onto outbound order pallets or roll cages.
Figure 6.24 Manual sorting of outbound cartons into roll cages for store order delivery. (Tokyo, Japan)

Diverter Sorters According to the Material Handling Institute, diverter sorters are “stationary or movable arms that deflect, push, or pull a product to the desired destination.” Because the divert mechanism does not come in contact with the conveyor, it can be used with almost any flat-surface conveyor. Diverter sorters (Figure 6.25) are usually hydraulically or pneumatically operated but also can be motor driven. Diverter sorters are simple to operate, require little maintenance, and are relatively inexpensive. Diverter sorters are not recommended for fragile merchandise.
Figure 6.25 A diverter sorting system in a large industrial products distribution center.

Pop-up Sorters Pop-up sorters (Figure 6.26) are comprised of one or more rows of powered rollers, wheels or chains that pop up above the surface of a conveyor to lift product and guide it off the conveyor at an angle. Pop-up mechanisms are lowered when products do not need to be diverted and are only capable of sorting flat-bottomed items. Pop-up rollers are generally faster than pop-up wheels.
Figure 6.26 Pop-up sorter at Nike’s European distribution center. (Amsterdam, Netherlands).

Surfer Sorters Surfer sorters (Figures 6.27 through 6.29) employ a series of diverter slats that slide across the horizontal surface to engage product and guide it off the conveyor into its accumulation lane. Slats move from side to side as product flows in order to divert the product to either side Surfer sorters are gentle and gradually sort products.

Figure 6.28 Surfer sorter in a large Japanese distribution center.

Figure 6.29 Surfer sorter in a Happinet distribution center (Tokyo, Japan).

Tilt-Tray Sorters Tilting sorters are comprised of trays or slats that provide sorting and transportation. Tilt-tray sorters (Figure 6.30) are usually designed in continuous loops in a compact layout with recirculation capability.
Figure 6.30 Tilt-tray case sorter at Netto, Copenhagen, Denmark.

Cross-Belt Sorters Each carriage on a cross-belt sorter (Figures 6.31 and 6.32) is equipped with a small belt conveyor, called a cell. The cell is mounted perpendicular to the direction of travel of the loop and discharges cases at their destinations. Cross-belt sorters operate in continuous loops, or as trains.
Figure 6.31 Cross-belt sorter.

Figure 6.32 Cross-belt sorter induction.

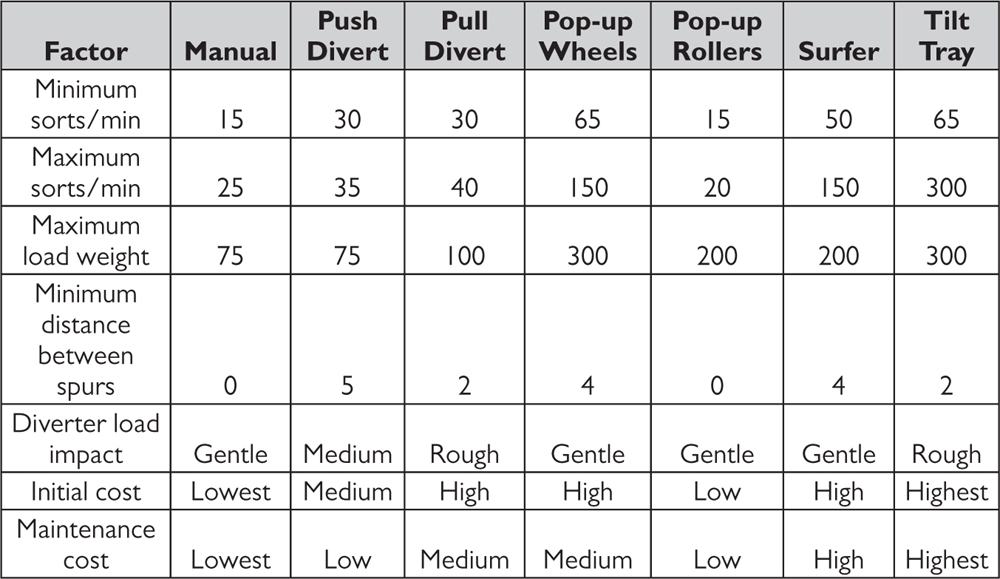
Case Sorting System Comparison and Justification Table 6.1 compares a range of sorting systems. The systems increase in complexity and expense moving from left to right in the table.
Table 6.1 Case Sorting Comparison.
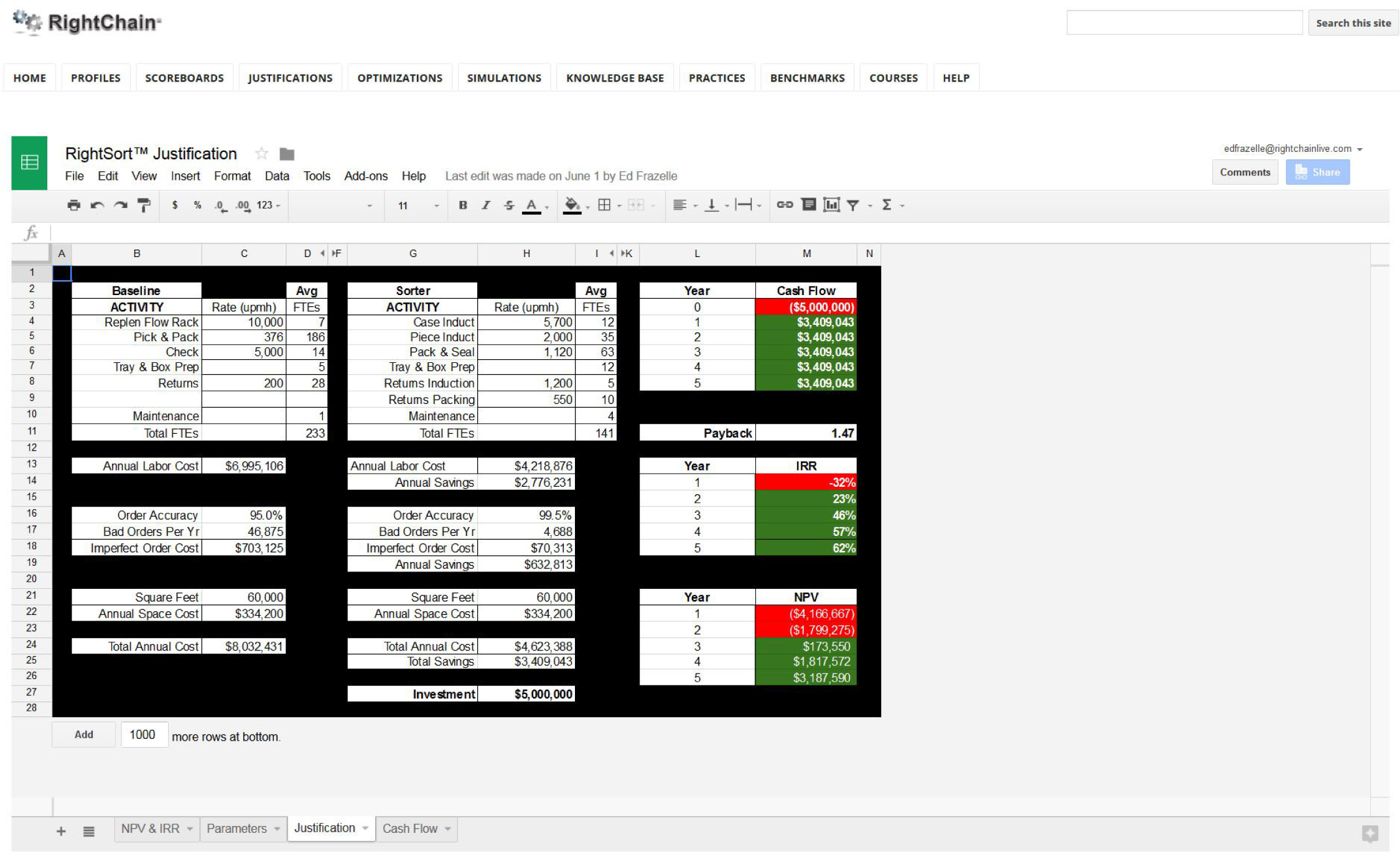
An example sorting system justification provided for a recent e-fulfillment client is provided in Figure 6.33. This particular sorter investment was $5 million and yielded $3.4 million in annual savings with a payback period of 1.47 years.
Figure 6.33 RightSort analysis for a large e-fulfillment company.
Case Palletizing Systems
Once sorted into their order lanes, cases can be palletized manually, mechanically, or robotically.
Manual Palletizing Manual palletizing (Figures 6.34 through 6.36) is often the only technically or financially feasible palletizing alternative. Computerized pallet loading systems are now available to instruct palletizers in the optimal configuration of pallet loads with a wide variety of carton dimensions. The best systems generate pictograms of the optimal pallet configuration. Lift and turn tables that keep the top of the shipping pallet at waist level significantly improve palletizing productivity and safety.
Figure 6.34 Manual palletizing.

Figure 6.35 Manual palletizing at Netto (Copenhagen, DENMARK).

Figure 6.36 Lift and turn table to support manual palletizing at the American Cancer Society’s National Logistics Center.

Mechanical Palletizing A conveyor-based mechanical palletizing system is shown in Figure 6.37. Mechanical palletizing systems are faster and safer than manual systems. They are much more expensive than manual systems and cannot work with the range of carton sizes of a manual palletizing system.
Figure 6.37 Mechanized palletizing at KAO’s Iwatsuki City distribution center.

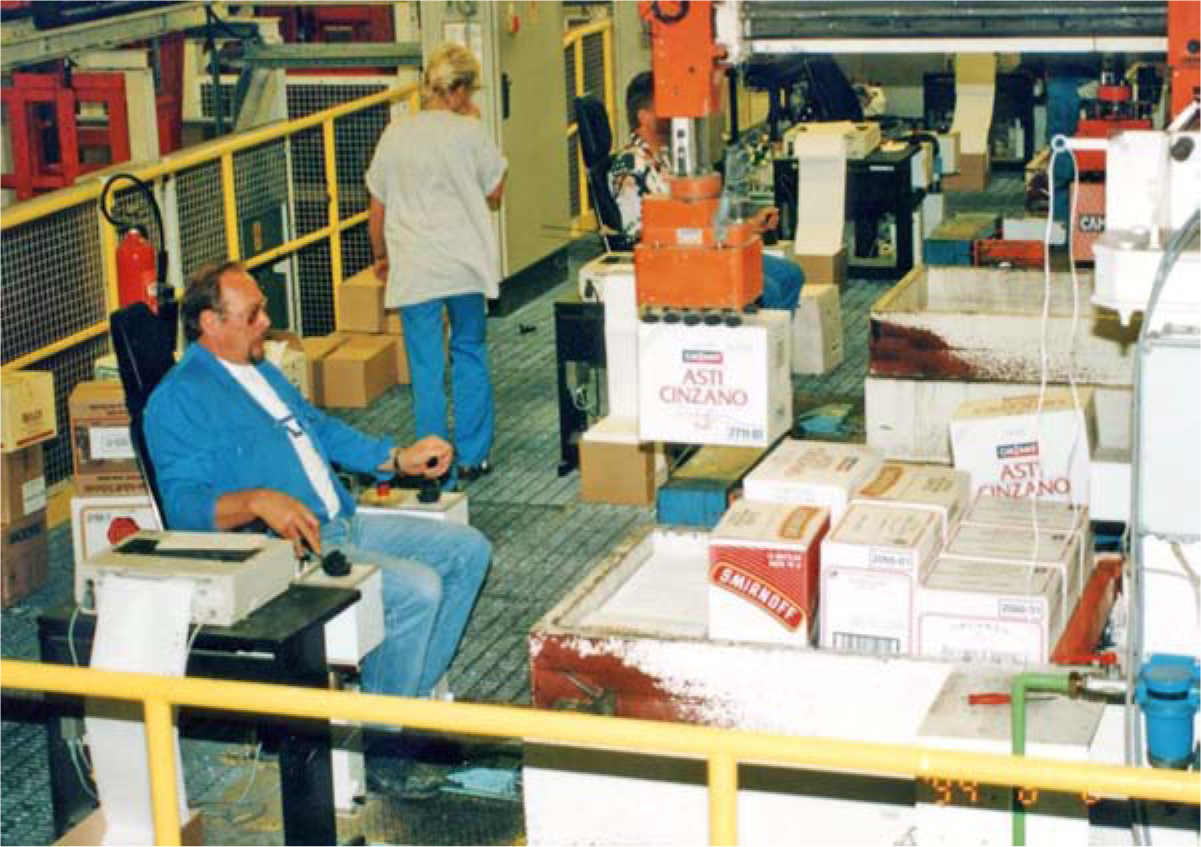
Robotic Palletizing Robotic palletizers (Figures 6.38 and 6.39) can service a variety of shipping pallets at a time, but they are not as fast as mechanical palletizers.
Figure 6.38 Robotic tote palletizing at Boots Pharmacy, (London, England).

Figure 6.39 Robotic palletizing system.

Automated Case Dispensing
Automated case dispensing systems (Figures 6.40 and 6.41) fully automate single case picking. In some systems, cases are housed in gravity-flow racks. A shuttle table and a telescoping conveyor are attached to a vertical mast that travels on rails along the pick/put-away face. For put away, a transport conveyor feeds individual cases to the telescoping conveyor. The cases travel up and along the telescoping conveyor to the put-away location. The shuttle table rides up the mast to the put-away location. The telescoping conveyor feeds cases to the shuttle table, which, in turn, inserts cases in a gravity-flow rack lane. The picking process is the put-away process in reverse. The advantage of automated case dispensing is the complete elimination of human operators and the related labor and worker’s compensation costs. Major drawbacks are the high maintenance requirements and the high initial investment. An automated case dispensing mechanism can dispense 500 to 700 cases per hour.
Figure 6.40 Automated case dispensing at KAO’s Iwatsuki City distribution center.
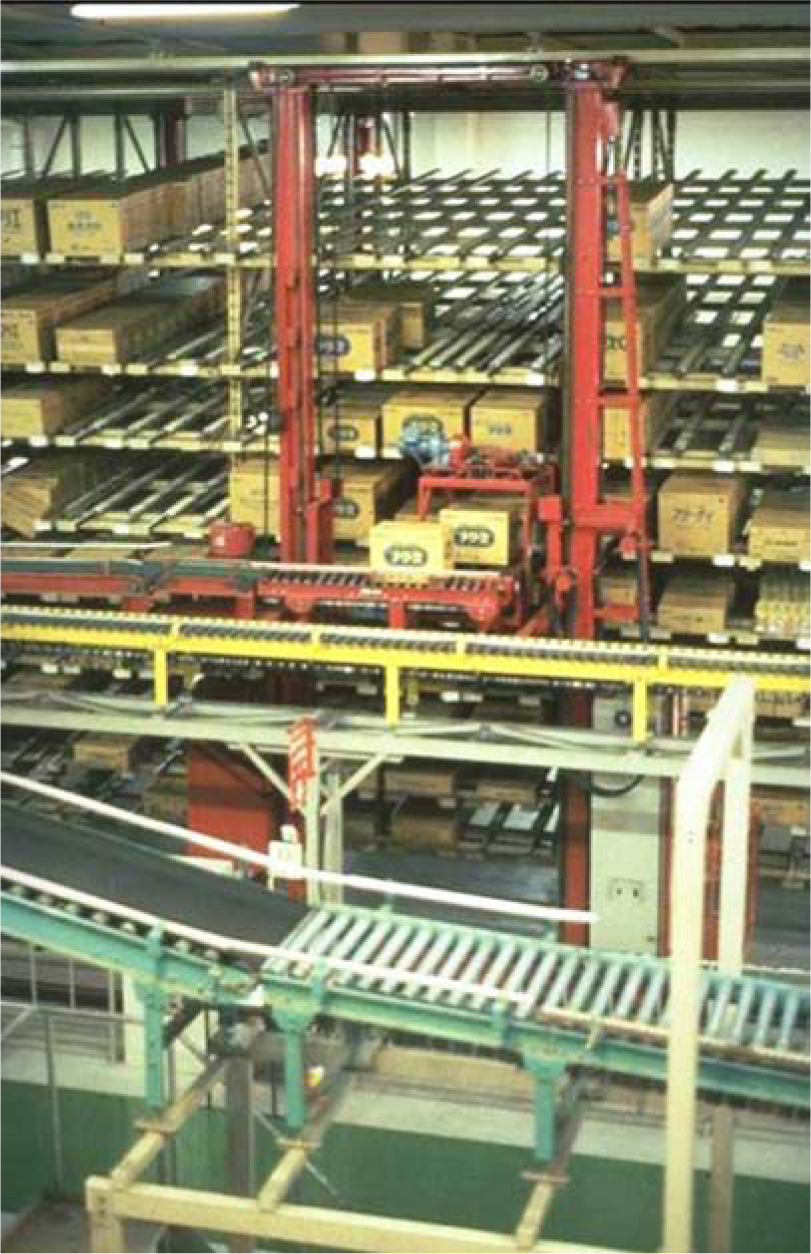
Figure 6.41 Automated case dispensing ASRS at Otto’s Munich distribution center.

6.3 Layer Picking Systems
Layer picking systems (Figures 6.42 through 6.44) mechanically extract an entire layer of cases from a pallet. There are a variety of mechanical approaches for layer picking, including lift-truck clamp attachments, vacuum suction, four-sided mechanical clamping, layer stripping conveyors (which literally lift up the front edge of the top layer and strip it away from the remaining layers), and gantry layer picking. The advantage of layer picking over other case picking methods is the total elimination of human handling and high case handling capacity. A typical layer picker can handle between 750 and 1,000 cases per hour. The disadvantages are the high degree of mechanization and the associated cost. As a result, layer pickers typically can be justified only when customers tend to order in high-volume layer quantities and when the cost of labor is high.
Figure 6.42 Case layer picking via lift-truck attachment in a Coca-Cola distribution center.

Figure 6.43 Gantry layer picking.
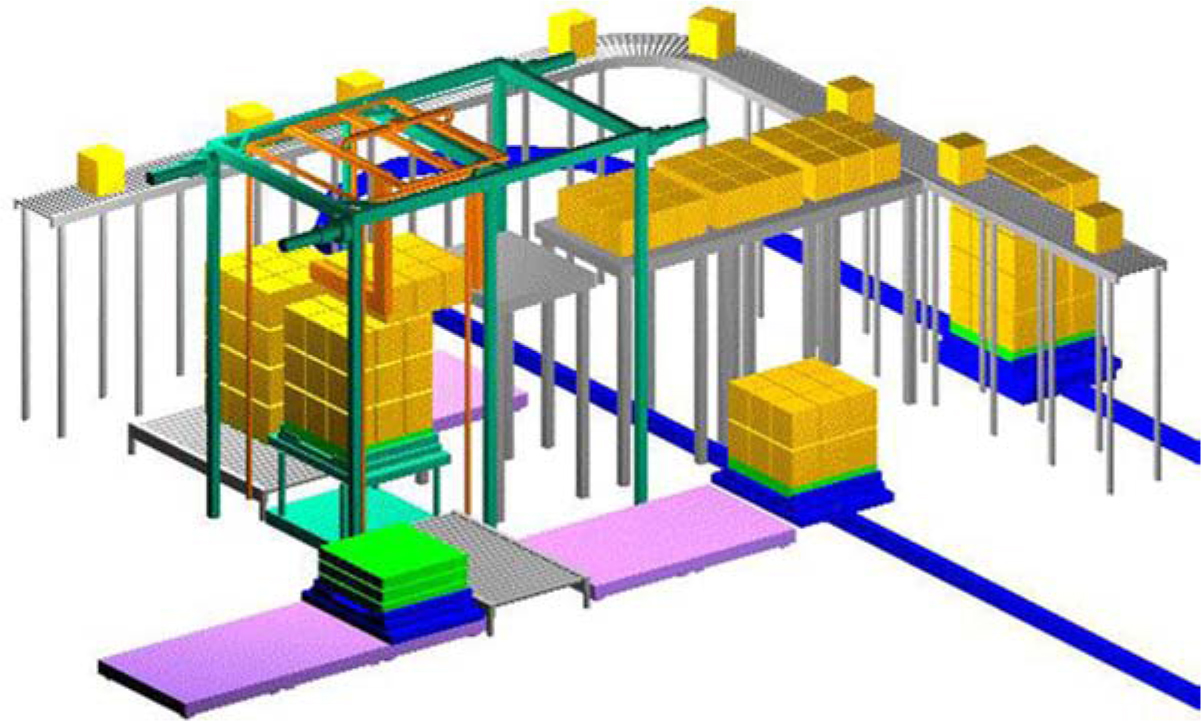
Figure 6.44 Automated clamp layer picking at KAO’s Iwatsuki City distribution center.