BASICS Model: Assess/Analyze (A)
The A in our BASICS model stands for Assess and Analyze, and the goal of this chapter is to introduce the tools and methodology in order to understand the current condition or what we call “as-is” state. The purpose is to document and question every step in every process and see if it can be eliminated, rearranged, simplified, or combined to make the operator’s job easier (see Figure 3.1.)

Figure 3.1 The BASICS six-step model for Lean implementation—analyze. (Source: BIG Training Materials.)
The rest of this book will now introduce a structured approach for problem-solving regardless of how the problem originated. You do not have to use every tool, but you do need to get to the root cause if you are going to solve the problem.
The Importance of Video
For any of you that have played or know anything about football, you know the importance of watching game tape! The pros use it to better understand their opponents and to improve their game from both a team perspective and an individual perspective. The same should go for manufacturing and office processes. The video camera was even used by Frank Gilbreth back in the early 1900s for his company’s bricklayers, and by the surgeons doing tonsillectomies on his children (as portrayed in the original movie Cheaper by the Dozen.) In our opinion, the video camera was the greatest industrial engineering tool ever invented, but hardly ever used.
Why Video?
There is no way one can observe everything that goes on in a football play from the football sidelines or from the stands (see Figure 3.2). If so, we wouldn’t need instant replay. How many times do we all see and observe the same play on the field only to find out that during the instant replay, we were indeed so wrong. Of course, admitting to it is another story.

Figure 3.2 Football play example. (Source: BIG Archives.)
The same is true for manufacturing. If you are visiting the gemba and filling in a typical point kaizen key-observation sheet with a pencil, you cannot possibly capture everything the operator does down to a second or in some cases fraction of a second.
This doesn’t mean you cannot make improvements by observing the process. However, one cannot possibly see all the waste in a more complex process by just observing or truly understand the process without videoing and reviewing it with the operators you filmed.
Videoing is a great way to get the operators and supervisor involved in the change and subsequent buy-in to the resulting standard work. We utilize video for both office and shop-floor processes.
In unionized facilities, it pays to let the union know ahead of time and get someone from their leadership on the team with you. It is best to put a communication plan together and get HR and the union involved from the start. Again, get all the stakeholders involved before starting any video or improvement initiative. We have never had a problem implementing in union or nonunion facilities.
Video Guidelines for the Product
■ Never turn off the camera.
■ Some information must be collected by hand. One must use common sense when videoing. If the operator puts the batch in a washer then you need to go to the next operation as opposed to filming the washer.
■ Follow the product not the operator. Make sure you can always see what the product is doing.
Analysis Tools Hierarchy
As discussed earlier, when we analyze a process we look at three things, and in this order:

Figure 3.3 Process-flow analysis (PFA) breakdown. (Source: BIG Archives.)
1. Product
2. Operator
3. Setup
PFA—Process-Flow Analysis or TIPS (see Figure 3.3)
1. Video.
2. Analyze the product steps.
3. Follow the (ERSC) process (sometimes referred to as the Omits process because we Omit steps or update the “to be” or future-state estimated times).
4. Reorder the steps.
5. Determine the total throughput time.
To conduct a PFA analysis correctly, one must become the thing going through the process, whether it is a product, a patient in health care, a person in a government agency, or information (paper or electronic).
This may sound easy, but in practice it is very difficult to do. This analysis is much more detailed than the value-stream map process analysis. In the past, most of us have been focused on what the operator does and not the product itself. When we follow the product, we don’t care what the operator is doing. Note: this doesn’t mean we don’t care about the operator as a person, but, they are not a factor in this analysis. We only follow the part.
The PFA looks at each individual step a product takes. This includes when a part or information (paper) is moved, inspected, processed, or stored. We include the time it takes for each step and the distance traveled by the product (not the operator).
If you want to improve the material or information flow in any process you must perform what we call a TIPS analysis. TIPS refers to the four basic steps that occur with a product:
Transport (T)
Transport occurs whenever the product is physically moved from one place to another. Transportation is non‒value-added and we should work to eliminate each transport step or reduce it as much as possible. Transport is recorded in in our analysis as time and distance. This is one reason why we try to eliminate forklifts, cranes, conveyors, and even simple movement from one part of the plant or office to another.
Inspection (I)
Inspection occurs whenever the product or information (paperwork or electronic) is reviewed for any reason. Many times, operators (which can also be a senior executive reading over a report they are ready to submit) don’t even realize they are inspecting.
We believe Shingo separated out inspection (which also could be considered a non‒value‑added process) because whenever you need to inspect part of the information, it means you don’t trust the process and it is not capable of making the transformation right the first time.
Inspection Means You Fundamentally Don’t Trust Your Process!
A fundamental question should always be asked: How do we make sure we don’t pass a bad part from one step to the next? The goal in Lean is not Six Sigma; but, zero defects or 100% first-pass yield, which is built-in quality.
Process (P)
Processes are broken down into two categories: value-added and non‒value-added. The industry definition for value-added was part of an AMA* (American Management Association) video called Time, The Next Dimension of Quality. For any process step to be value-added it must meet all three criteria:
1. The customer must care about the step and be willing to pay for it.
2. The step must physically change the thing going through the process, whether it is a part or information. It must change form, fit, shape, size, or function. In the healthcare world, we say it must change the patient physically or emotionally for the better.
3. The step must be done right the first time.
Some steps may meet one or two of the three criteria but not all three. We call these steps necessary but non value-added.
The Customer Must Be Willing to Pay for It
When we make improvements, we are always focusing on what we can do to increase value-added to our customer. This starts with our external customer but also includes our internal customers.
Voice of the Customer (VOC)—Does the Customer Care?
Too often, when we go into companies, the staff tell us their customer expectations; but when we probe a bit, we find the expectations communicated were not really those of the customer. They were what the staff thought the customer wanted. It is important to understand what makes a good customer experience through the customer’s lens, not the lens of the staff. One must clearly define the customer’s expectations to ensure the organization does the right things to meet those expectations. Anything else is waste!
Physical Change
A process has an input and an output, with some transformation occurring in between where the material or information is somehow physically changed. This means some transformation, physical or mental, is occurring to the part or information flow.
Done Right the First Time
Rework and defects do not count as value-added. The process must be done right the first time. This ties back to our goal of zero defects.
Storage (S)
We break storage into three parts: raw material storage (RS or RM), work in process (WIP), and finished goods stock/work (FS):
■ RS is considered any part that has not had any direct labor added to it.
■ WIP is defined as any raw material received with direct labor added to it.
■ FS is defined as the completed product/work, ready for sale to the customer.
WIP Categories
We differentiate WIP into three categories.
1. Between process delay
2. Lot delay
3. Within-process delay
When using leanEdit®* these subcategories need to be added using the customization feature, as they are not currently part of the default list.
Between-Process Storage (B)
Between-process storage is defined by products sitting and waiting individually or as an entire lot for the next process, that is, they are stored in between two sequential processes.
Lot Delays (L)
Lot delays are where we are waiting for the rest of the batch or what we call our buddies to be processed. We refer to them affectionately as buddies (when we are pretending to “be the part” during the PFA) because we find it is easier for people to remember that we are the product in this way. Lot delays are “batch” delays because, whether we are the first or last piece in the lot, we are waiting for the entire lot to be completed before moving from one step to the next.
Within-Process Storage (W)
The first two delays are standard industrial engineering categories. Charlie Protzman created “within-process delay” back in 2003 when he was working with hospitals. He discovered that some products did not fit the criteria for between-process or lot delays.
Within-process storage (delay) occurs after a process is started on a part or a lot, where the part, person, or lot is delayed because the process is interrupted for some reason. It could be a machining operation interrupted for lunch break or a machine that breaks down or a tool bit that breaks, and the piece has to wait during the repair. It could also be someone stuck in an elevator or a requisition being placed. It could be having to stop the process to check the status of that or another part in a different MRP screen or window. It could be a patient where the doctor exam started but was interrupted by a phone call.
Why Separate out These Delays?
To truly obtain the fastest velocity possible for material or information flow requires understanding the nature of the operation and where the waste exists. It is imperative to break down each step the product goes through on its journey from RM to the shipping dock. Again, this is your cash flow or patients who are stuck waiting in the process.
Roles
When we are reviewing the PFA we assign roles to the participants. These can include:
■ Drawing a point-to-point diagram
■ Listing major equipment in the process and utilities required
■ Listing any improvement ideas
■ Keeping track of the distance traveled by the product
PFA Example
To illustrate a simple PFA, let’s walk through getting a cup of coffee. Keep in mind the first step is always to decide on what you are following. If you don’t, you will have problems during the analysis.
Let’s say in this case we are following the coffee cup and that the operator is making two cups of coffee.
1. Pick up both cups—Transport—½ foot 1 sec.
2. Put the cups down—Between-process—1 sec.
3. Pick up the coffee pot, what step is this? Many of you just thought transport. But in reality, it is still between process storage—2 sec.
4. Pour the coffee in the first cup—Value-added—2 sec.
5. Pour the coffee in the second cup—Lot delay—2 sec. Note: this is a batch delay and the first cup is waiting while the second cup is poured.
6. Put the coffee pot back-between process—2 sec.
7. Take the cups to the people that wanted them and deliver to first person—Transport—5 ft, 5 sec.
8. Transport to second person—Lot delay—5 sec.
9. Taste the coffee. This could be value-added or inspection for temperature.
While this is a simple example; it proves the TIPS analysis tool can be applied to anything. We could have expanded the example using cream and sugar.
ERSC—Omits Process and Improvement Questions
Think about how this process could be improved. What ideas do you have? We always walk our team through four questions, as we did during the VSM, which we call the Omits process. Look at and question each step and ask if it can be somehow be:
■ Eliminated: If we can eliminate the step, we do not have to do an operator analysis on that step, and we immediately speed up the process without adding any additional work. This is what we were referring to earlier in this chapter when we said we could improve productivity without even looking at the operator!
■ Rearranged: If we can’t eliminate it, we look to see if the step is in the proper order, makes sense, and allows the product to flow smoothly.
■ Simplified: If we can’t eliminate it, or rearrange it, our next option is to try to simplify. By removing the complexity in the operation, we expose the waste and simplify the process.
■ Combined: The next option is to combine it with another step, assuming we can reduce the time or improve the flow by finding a better method.
Walking the Process
To walk the process, you first need to involve the operations director of manufacturing and department managers to let them know you are going to be in the area and you will be interrupting their operators.
We then need to decide what part of the product we are going to become. We generally try to find a component part that travels through the entire process, starting with unloading from the truck in receiving. If you choose to start somewhere else in the process, then we have to scope the flow from start (input boundary) to finish (output boundary). For the first one you conduct, we suggest starting at the receiving dock and ending at the shipping dock. This will give you the total throughput time within the facility. For office processes we start from order received to collecting the money.
PFA Worksheet
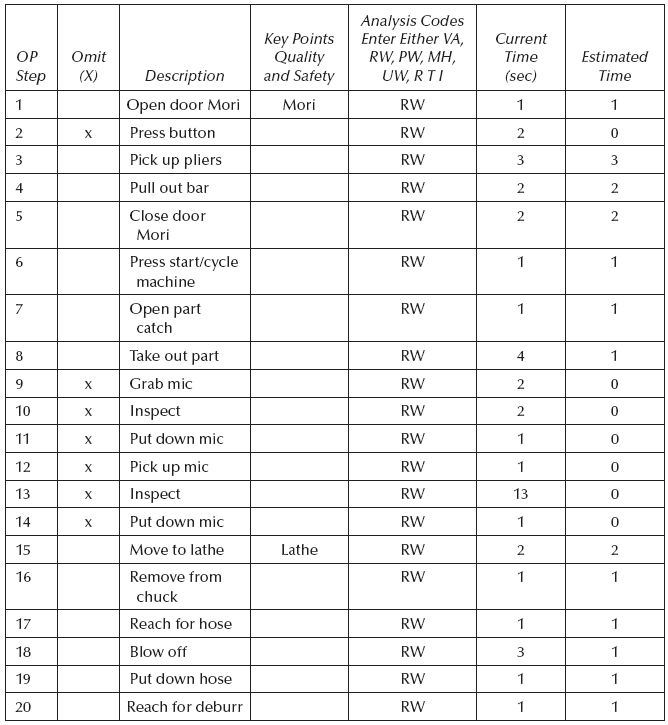
We use a worksheet to capture the PFA steps (see Figure 3.4). We capture each step and note where it fits into our TIPS definition. We break down each process step as to whether it is value-added, non‒value-added, and, if it is a storage step, we identify which type of storage the step fits. We accumulate the times the product spends in each step and the distance traveled.

Figure 3.4 PFA analysis sheet example. (Source: BIG Archives.)
Every step is questioned as we capture it as to why we do what we do and whether we really need to do it. We then look for opportunities to eliminate (omit), rearrange, simplify, or combine each step. We are left with a before and an after analysis that gives us an as-is versus a to-be number of process steps and times within each part of TIPS. The process analysis should yield a 20%–40% productivity improvement to the overall process versus a batch environment.
Video Analysis Software leanEdit®
There are a variety of software packages available today but leanEdit® is the first that works specifically with our analysis methodology and approach. leanEdit® is a software program we use, which is designed to streamline the analysis of video thereby allowing the user to quickly edit and categorize process steps as described above.
The user simply uploads their video (single video or multiple videos for merging) into the software, selects the appropriate tool—Process-Flow Analysis, Labor (workflow) Analysis, or Setup Reduction—and then carries out the analysis. The software comes in desktop, web, and server versions and includes features such as “favorite” clip capture, search functionality, clip download, standard work generation and spreadsheet export capability. leanEdit® takes advantage of the cloud to facilitate collaboration between users and is 50%–60% faster than manual methods (see Figure 3.5 through 3.7).

Figure 3.5 The leanEdit.com web version main dashboard. (Source: © 2017 leanEdit LLC.)

Figure 3.6 The leanEdit® desktop tool selection screen. (Source: © 2017 leanEdit LLC.)

Figure 3.7 Editing clips using the leanEdit® desktop process-flow analysis tool. (Source: © 2017 leanEdit LLC.)
Point-to-Point Diagram
Point-to-point diagrams (see Figure 3.8) are utilized to show the path of the product through the layout of the area. This differs from the spaghetti diagram we use for operators. The steps are numbered to identify the step-by-step product-flow path.

Figure 3.8 Point-to-point diagram for the product (PFA). (Source: BIG Archives.)
Our future layout will come from the PFA, so this point-to-point diagram is useful to guarantee the product always moves forward in the layout.
If any stations are out of order, they will immediately show up as you draw the point-to-point flow of the product.
Questions After Completing the Point-to-Point Diagram
■ Does the product see one smooth continuous flow?
■ Does the product go backward at any time?
■ Are there areas where the product crisscrosses as it travels through the layout?
■ Is the product flowing one piece at a time?
■ Is there excess inventory or idle time on the line?
The Transactional Processes
The Current State
Transactional processes often tend to be more inefficient than manufacturing and we observe much more overprocessing waste in offices than in manufacturing.
The data packages move through the transactional process the same as in a manufacturing line; however, it is difficult to see this transactional line. The movement of the transactional line is via paper, files, e-mail, texts, scanners, computer reports, workflow tools, in and out of database management, and other types of storage systems. The product almost always changes from one type of form to another as it travels through the process, often generating large amounts of paper or electronic forms.
Many changes to transactional process are via mandate, corporate, or legal requirements. New computer systems require people to follow screen inputs that enforce the changes but don’t necessarily mistake-proof the inputs. There are many times where we find procedural definition, and roles and responsibilities, are unclear.
Most newly implemented computer systems lack sufficient training dollars, so many times countless hours are lost while employees try to learn and use the new systems.
There is no entry on the P&L or entry in the chart of accounts for orders lost due to inefficient computer systems. In Tom Peters’ Speed is Life video,* he talks about the 0.055 rule which says: “most products and many services are actually receiving value for 0.05 to 5% of the time they are in the value delivery system of their company which implies 99.5% to 99.95% is non-value.”
The authors of the book Competing Against Time give an example of an insurance company that takes 22 days to process a new application. Peters goes on to say: “In the course of those 22 days there is a good solid 17 minutes of work done … This is the world’s greatest good news bad news story. The good news is, what an awesome opportunity, if you’re 99.95% screwed up and you just start looking at the thing you might get better; the bad news is if someone else starts looking at it before you do; you can get your hide nailed to the wall. The issue is Get Fast or Go Broke!”
The challenge with transactional processes are the constant barriers to change, starting with “this is the way it has always been done,” to all the “sacred cows” embedded in the system.
The best way to conquer these barriers is to create the pull from the top management for change, and assemble cross-functional teams to run through the BASICS model with a Lean practitioner. Every transactional process, even in an office, should have a safety, quality, delivery, inventory, and productivity (+QDIP) board, just like in the factory.
The greatest opportunity for the highest levels of net profit-margin improvement and customer satisfaction is to design all processes Lean from the beginning, whether it is manufacturing based or transaction based. If companies had great engineering and informational processes up front, the waste in the factory would already be greatly reduced.
Transactional-Process Wall Map
A great tool for transactional processes is called a process wall map. To create a process wall map (see Figure 3.9) we first layout either flip-chart paper or a roll of butcher-block paper on the wall. We then decide what we are going to follow or become, since we are now the product. We begin in a conference room with each of the participants who actually perform the jobs on the team and ask them to write down on yellow stickies step by step what they do in the process.

Figure 3.9 Process wall map of order entry to collect with every piece of paper required to process an order from quote to ship to collecting the cash. (Source: BIG Archives.)
The wall map:
■ Shows what is happening to the product
■ Shows all the details of every step the product goes through, including transport, storage, and inspection, no matter how small (TIPS)
■ Shows the number of activities and the time required for each activity
■ Shows who touches the product and does each step
■ Shows overall length of the process (throughput time) by having each yellow sticky represent a standard amount of time
How to Construct a Process Wall Map
Have the team start by putting yellow stickies on the left-hand side with who or what position does the job. This is similar to a tool called swim lanes but more detailed.
Then we have each person write each individual step in the order that they perform them on a different sticky with a magic marker. As soon as they write the first step, for example, match up the paperwork, we have them break the step down (a big bucket) into finer detail (granularity of big bucket) of what is really involved in the step. For instance, broken down “match up the paperwork” is:
■ Move the receiving and invoice folders to the desk (transport).
■ Get the incoming mail and move to the desk (transport).
■ Open all the mail (process NV).
■ Wait while the rest of the mail is opened (lot delay).
■ Sort out the invoices received by the vendor (process NV).
■ Wait while the rest of the mail is sorted (lot delay).
■ Search through the receiver folder until you find the receiver to match the invoice (process NV).
■ Staple the invoice and receiver together (process NV).
■ Wait while the rest of the invoices are matched (lot delay).
■ Wait while invoices that can’t be matched are put back into the invoice folders (lot delay).
Note: It is important to follow up the PFA by then walking each step of the product on the floor or through the office with operator/staff participation. No matter how good the person is at doing the job, there will be steps missed when just listing them out in a conference room. Sometimes we will walk through these maps, including VSMs, backward from the end to the beginning to make sure we have captured all the steps.
Yellow Sticky Legend
Each of these steps is now recorded on a yellow sticky (see Figure 3.10). We then label each sticky with the type of TIPS step noted previously. We also add the following:
■ Who does the step?
■ How long the step takes (cycle time)?
■ The distance the product travels.

Figure 3.10 Process wall-map yellow sticky. (Source: BIG Archives.)
Analysis of a Wall Map: ERSC
When the map is completed the team reviews (Figure 3.11) the following:

Figure 3.11 Process-flow analysis with Omits. (Source: BIG Archives.)
■ Which activities can be eliminated, rearranged, simplified, or combined (ERSC)?
■ Which events can be done in parallel?
■ What is the critical path?
■ How many people touch it?
■ Where are the handoffs between participants (mistakes, waits)?
■ Where are the duplicated activities by the same or another person or department?
Map the Ideal Process
Next map the process with no barriers.
■ What could it look like?
■ How would you set this process up if it were your business or if you were a small business?
■ What happens when you must get something through this process right away?
■ List the major problems preventing you from realizing your ideal process.
■ Identify the real purpose for the process you are improving.
■ Do we even need the process?
■ What would it take and how long to put this new process in place?
Identify and Rank Improvements to the Process
After reviewing and designing the to-be process, do the following:
■ List all the ideas and opportunities discussed in the ideal state to improve process speed/velocity.
■ Filter each idea to determine first if it is a task or project. If it is a task, it should be able to be assigned to one person with a due date. This ensures accountability and point of contact. Record these as action items from the project. What will be left are the projects that generally require a cross-functional team to work on them. Next, consider the amount of resources available and the strategic planning goals, and identify each project with the time horizon. That is, can it be completed within a year?
■ Is it 2 to 3 years out? Is it 5 years out?
■ Then list all the projects that can be completed in a year with the expected results and anticipated project cost.
■ Now categorize each of these projects using a decision-matrix chart, and prioritize them according to your strategic plan goals (see Figure 3.12). Which one should we work on first? The answer is low-cost, high-benefit.

Figure 3.12 Decision matrix prioritized to the strategic plan goals. (Source: BIG Files.)
■ Make sure to consider the risk and impact to the other departments for each project.
■ Then create an implementation plan and action item list (see Figure 3.13) for improvements and expected results phased in by month.

Figure 3.13 Action registry for a machine shop. What’s missing? (Source: BIG Archives.)
Conducting Process-Flow Analysis on Transactional Processes
Just like in manufacturing, every second counts and every second we waste threatens our company’s competitiveness. When we follow the product (TIPS) in administrative processes, 95% of steps are non‒value-added, with the majority being storage and inspection. This may sound harsh, but in virtually every process, we have mapped less than 5% of the steps, and 1% of the time is value-added to the end customer.
Most administrative jobs are support jobs for the factory and service industry and, while necessary, do not fit the classic definition of value-added (i.e., physical change, done right the first time, and customer is willing to pay for it). We have yet to run into a process where we could not take at least 50% or more out of the overall internal lead time (or throughput time) of the process just by eliminating the storage steps in the process. (This would not include a process with a significant amount of external time like an outside supplier lead-time.) Administrative process should flow, flow, flow, just like the factory.
The leanEdit® software has a specific set of codes that are unique to the office environment to support transactional processes. You can also create your own customizable categories. Figure 3.14 is an example of the video editing screen, which creates movie clips as small as one second that can be selected as favorites for later use or shared with others (Figure 3.15).

Figure 3.14 Video editing screen which creates movie clips as small as one second. (Source: © 2017 leanEdit LLC.)

Figure 3.15 Before and after summary bar chart for each code. (Source: © 2017 leanEdit LLC.)
Create the Process Block Diagram
Once the initial analysis is completed, we construct a block diagram. The block diagram takes the output from the (to be) PFA and (to be) workflow analysis (WFA) and combines them into one flow. We develop the block diagram with the operator and supervisors present. The block diagram sets the stage for the workstation design and layout (see Figure 3.16).

Figure 3.16 Start of block diagram
. Listing out the current state product flow. The triangles represent storage spaces for WIP (Source: BIG Archives and Andrew McDermott.)How to Create the Block Diagram
We start on a whiteboard or piece of paper and lay out the process in the order of how the part is to be produced, whether it is assembled, machined, or both. At this point, we don’t worry about the current tooling, fixturing, layout constraints, and the size of each part or model, or if you have enough space, equipment, operators, etc. We want to make sure we line up each step in the proper order based on the process.
This is a very difficult step for some because we tend to let our current state influence our future-state process-flow decisions. There are usually many ways to build a product. For instance, it can be built up from bottom to top or side to side. Discuss all the different alternatives for building the product. Once all the steps are on the board, start to ask the following questions:
■ Does it really flow? Do we have all the models in the flow? Can we change the flow to streamline it even more?
■ Is this really the right order for each step from the part or product’s viewpoint?
Note: where there are subassemblies (or pre-assembly operations):
■ Are the subassemblies in the right order?
■ Can they be incorporated into the line?
■ Do we have to carry a subassembly with us? Can we deliver it without carrying it (i.e., gravity conveyor)?
■ Is there a way to build the subassembly into the product directly?
■ Is there a way we could rearrange and/or combine steps that make more sense or make it easier to assemble?
■ Would changing the order of steps help in mistake-proofing?
■ Would simplifying steps help in mistake-proofing?
For a mixed-model line, we need to review each model and add any unique steps (in a different color) where they fit in the block diagram for each model as necessary. Many times, it is surprising that very few, if any, steps must be added.
The Quality Paradox
Every step in the PFA we can remove or simplify eliminates the step and thus the opportunity for a defect to occur. This can and almost always will improve quality. This leads to the paradox, often scoffed at, which is that it is possible to do a job quicker and still have better quality.
We cannot express how important it is to separate the product flow from the operator steps when analyzing or assessing a process in any area. It is this principle that allows process improvement in any situation, and in any environment at work or at home. In addition, the product and operator provide different pieces of the Lean puzzle.
While simple in understanding, Shingo’s discovery* that processes are a network of operations—i.e., product vs. operator—is truly remarkable. When we teach people this, they find it extremely difficult to conceive that it has such implications for improvement.
The priority must start, first, with looking at the product flow; second, the operator(s), whether they are on the shop floor or in an executive office; and then, third, applying the setup reduction tools or in conjunction with the operator step if there is unloading and loading involved.
Conducting PFAs on Machines
One can also conduct a PFA or WFA on a machine where we follow the product through the machine. We start by picking the first piece and note each step. Where there is external loading and batching on or around machines, one will find many in-between process and lot delays.
What We Get from Analyzing the Product Separately
To our knowledge, no one has broken down these processes into the actual pieces of Lean Thinking each one provides. We studied this for literally years before we concluded that each analysis tool (product vs. operator’s axis plus changeover) provides different answers for the Lean improvement puzzle.
Analyzing the product will provide the following pieces of the Lean implementation:
■ Total throughput time
■ Flow, flow, flow
■ Layout and workstations location and the proper sequence for equipment and supplies
■ The location for standard WIP (waiting rooms in hospitals)
■ Machine times (running time of the process within a piece of equipment)
■ Routings sequence of steps the product or patients follow
■ Percent transport, inspect storage, non‒value-added and value-added for the product
■ Capacity analysis when combined with operator and setup analysis
■ Travel distance for the product
Total Throughput Time
A primary goal of the process-flow analysis (see Figure 3.17) is to determine the total throughput time of the process. This is a process-focused metric. The total throughput time is the sum of all the time the product, patient, or information spend in the process. Using Little’s Law† we can take throughput time and divide it by the cycle time to determine how much inventory should be in the system.

Figure 3.17 ED throughput time detailed analysis. (Source: BIG Files.)
World Class and the Product (PFA)
Our world-class goal for the product throughput time is three times the value-added time.
Group-Tech Matrix
The group technology matrix, sometimes referred to as the process-family matrix, is the process of identifying the processes and characteristics for each part and then dividing products into families or similar/like groups or services based on those process steps or product characteristics or profiles.
The first step is to determine which path the parts follow. We do this by putting an X where the parts hit a certain process (see Table 3.1). When some of the parts follow the same process steps or use the same equipment or are subjected to the same operations in a similar order, they can be considered a family. We then take the equipment and line it up and form a cell for that family. Some parts may skip certain machines but they can still work in the cell. Most shops can set up at least one cell, and normally more. Parts that don’t fit any cells or simply will not flow one-piece or small lot are relegated to what we call the misfit or model-shop cell or some parts may have to cross cells, which means we still have to batch them between cells.
Table 3.1 Group Tech Example with Xs

The group-tech matrix is created by listing down all the part numbers on the left side and all the processes, machines, operations, volumes, etc. on the top columns. This tool even works for assigning operating rooms for surgery in the hospital. In some cases, where there are thousands of parts, one can use the Pareto rule to help narrow it down to the 20% that make up 80% of the volume.
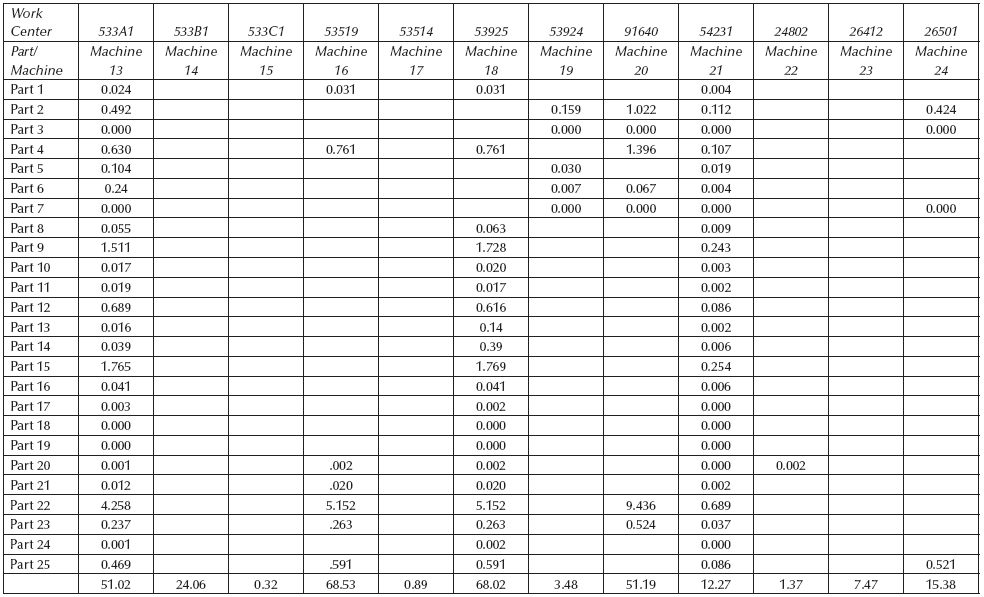
A company was working on their master layout and had the group-tech matrix pictured (Table 3.2). We ran the data through a pivot table and then sorted it multiple ways to see if we could find a family of parts. Some families did pop out as well as some questions. What questions would you ask? The first one we asked was:
Table 3.2 We Ran the Data through a Pivot Table and Then Sorted It Multiple Ways to See if We Could Find a Family of Parts


■ What is the difference between polish and hard tumbling?
– We were told the parts could go to either. This immediately freed up the polish machine.
■ We asked what was the difference between the grinders?
– We were told one machine is a larger diameter. Cutoff was essentially a manual operation.
■ Why does part 14 not hit in either grinder?
– We were told that the supplier grinds them to size.
So we came up with the following potential families:
■ Grinder 2, furnace, cutoff, round, tumble
■ Grinder 1, furnace, cutoff, round
■ Grinders 1 and 2, furnace, cutoff
We can take the group-tech data and use it to determine the families of parts. If we have enough equipment we can set up dedicated cells for each family and sometimes eliminate the setup times and normally reduce them significantly. The next step is to create a cell composed of machines or process steps that will support the family or parts. The next step is to process them through the cell using OPF or small lots, noting every part may not hit every process step or machine (see Table 3.3).
Table 3.3 Same Group-Tech Matrix as Table 3.1 with Average Daily Demand Multiplied by the Machine Run Time with the Total Hours per Day Required to Run the Parts without Considering the Impact of Setups

Creating the Group-Tech Matrix
Group technology falls in the middle between batching and OPF and generally leads to segmented batch processing.* An example is having cells set up that work on a family of parts using the same tooling with a limited number of parts and tools; thus, we can run the cell with no setup time impact.
Take note that over time, this matrix must be updated, especially in small-volume, high-mix machine shops, as machines and customer requirements change over time.
Cross Cells Issues
The first sign of a cross cell part is when a part in a family has to leave the cell to run on another machine in another cell. This is known as cross-cell processing and results in batching the parts up to transfer them to the outside cell. The more cross-cell parts required, the sooner one needs to revisit the families and update them. There will always be parts that don’t fit any family, and normally, a model-shop cell is set up to handle such misfit parts, noting some parts will always go across cells no matter what families are created.
Results
Figure 3.18 shows one of the cells resulting from a group tech matrix. The company had requisition in process to buy more centerless grinders. After studying the project for less than 3 hours we were able to form cells and free up two machines and reduce the setup time to zero. They canceled the requisition to buy the additional machines, saving $2 million in cost avoidance. They used the machines they freed up to do TPM. We also doubled the output by reducing the time to load and unload the machines. Even on very quick operations and machines, Lean tools facilitate the continuous improvement process. This company (see Figure 3.19) uses high-volume serializing machines. Even though their operators were only spending 8.75 seconds in labor time on each card using the Lean tools, we were able to reduce the time to three seconds.

Figure 3.18 Grinding machining cell realized a cost avoidance savings of $2M, increased capacity, and freed up machines. (Source: BIG Archives.)

Figure 3.19 Results at a card solutions processing company. (Source: BIG Archives.)
In this transaction example, the accounts payable department in this company receive invoices from all over the world. Unfortunately, as the business has grown the method of processing each type of invoice has evolved slightly. The group-tech matrix provided by Rhidian Roach* (see Figure 3.20), shows the different processes that the invoice will follow depending on its origin, along with the percentage of total invoices made up by that country. The United States has the highest percentage of invoices with 40%, but Latin America is the most representative. The group-tech matrix will work regardless of the number of parts or lot sizes involved. The goal of the group-tech matrix is to determine what, if any, families exist and to what extent of the parts they will cover. We have created group techs with 30 parts and some with thousands of parts.

Figure 3.20 Accounts payable group tech matrix. (Source: BIG Archives.)
Converting the Group-Tech Matrix to a Kanban and Capacity Planning Model
The group tech may start with Xs where a part runs across a machine or operation. We can then turn the Xs into machine run-cycle times for each part (Table 3.3). If you multiply these times by the average daily demand, it will immediately provide an idea of the loading hours (capacity) on each machine. As the project progresses, the same matrix can be used to develop the kanban lot sizing for each part (Table 3.4).
Table 3.4 Same Group-Tech Matrix as Table 3.1with Kanban Analysis

Table 3.5 is the same group-tech matrix where we are now able to use it to create the capacity analysis, i.e., average daily demand multiplied by the machine run time with the total hours per day required to run the parts without setups.
Table 3.5 Same as Table 3.1with Capacity Analysis Derived from Group-Tech Matrix

The Group-Tech Matrix and Layouts
Once we do a group-tech matrix and determine a cell can be created, we do a process-flow analysis (PFA) on the part(s) in the cell to make sure we have the steps in the correct order (Table 3.6).
Table 3.6 Process-Flow Analysis After

Many times routers will have steps in a different order for similar parts. We have found that this is normally due to different engineers designing the routers. Most times the steps can be changed on routers to put them in the same order. A PFA and point-to-point diagram (cell layout with point-to-point part-travel paths drawn on it) are the best tools to double-check that you have the right equipment/machines in the cell and they are in the right order. Once we get done we can analyze the results (see Table 3.7).
Table 3.7 Process-Flow Analysis Results Before and After

Workflow Analysis (WFA)—Following the Operator
Our second analysis step is to conduct a WFA on the remaining steps of the product- process flow (see Table 3.8). While somewhat tedious, it is critical to go through each step and document it. Going through this analysis on video with the team and questioning each step helps to build that compelling need to change. Many times, we find all kinds of opportunities to improve production and transactional processes. Most of the steps we find were probably necessary at one time but with the changes in technology may no longer necessary.
Table 3.8 Workflow Analysis (WFA)
WFA Steps
1. Video.
2. Analyze the operator steps.
3. Follow the (ERSC) process (sometimes referred to as the Omits process because we Omit steps or update the “to be” or future-state estimated times).
4. Reorder the steps.
5. Determine the total labor time (TLT).
6. Create standard work for the operator and the supervisor.
It is better to film your best person at the job, and sometimes we will film the fastest, the slowest, and someone in between. With rare exceptions, it is important not to talk to the operators or have them talk to you when filming them.
Step 1: Video the Operator(s)
The first step is to video the operator. Our goal is to capture the total labor time to produce one piece of the product or the transactional process. If they are batching, you will need to keep the camera running until the batch is completed. The other option is to force them to build one piece from start to finish and video it.
If they are batching, then we only analyze the first piece of each batch and then review and compare the total time for each piece after that (like a 10-cycle analysis). If we see a big difference in time we will go back and examine that cycle in more detail.
Step 2: Analyze the Video
Hold an analysis session in a conference room or on the shop floor if there is room, and project the video up on the wall. Invite the operators, supervisor, engineer, and someone unfamiliar with the process to the session. We then assign roles to each person. These can be:
■ Draw the spaghetti diagram.
■ Keep a list of tools used.
■ Keep a list of part used.
■ Keep a list of ideas for improvement.
■ Check the distance each person travels.
■ Check the current documentation against the video and look for discrepancies.
We may initially use a flipchart to capture the steps and times so people get used to the process. Then we use leanEdit® to carry out the analysis using the “Labor Analysis” tool. This software has the advantage of integrating the video and analysis sections into one seamless interface. During video analysis, it is a good idea to identify sections of video to be referenced later as best practices or examples of waste. Traditionally, finding clips can be a tedious process, involving time-consuming video editing. leanEdit® automates this process with the “favorite” clip-capture feature allowing the user to identify these clips in real time as they analyze the video! These “favorite” clips can also be merged for convenience. Find out more at leanEdit.com (see Figure 3.21).
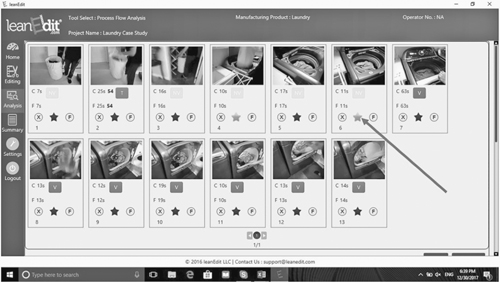
Figure 3.21 Identifying a “Favorite Clip” on leanEdit.com web version. (Source: ©2017 leanEdit LLC.)
The first thing we always look for when reviewing videos is anything unsafe or that results in poor ergonomic positions. It is extremely important the operator be present during the analysis. When the operator is not involved, they do not benefit from the on-the-spot learning discussed during the video and many times we really don’t know what or why the operator is doing what they are doing. Dr. Shingo called this “knowing what” versus “knowing why.” We will discuss this more later.
The WFA analyzes the operator steps while the product is flowing through the system down to the second. We break the operator steps into two categories:
■ Value-added
■ Non‒value-added
We have the same definition for value-added we had for the product piece which is as follows:
Value-Added (V):
1. Customer cares, that is, is willing to pay for
2. Physically changes the product (form, fit, shape, size, or function)
3. Done right the first time
We break operator steps into the elements listed in the following and sometimes other elements, depending on the process. Eventually one can get to the Therblig elements of motion study.
Pick Parts/Tools/Documents (P)
This is any step that involves reaching for, grasping, and picking up a part, tool, or document and moving it to the unit. It must immediately be placed into the unit to be considered a value-added step. This category is also used when reaching for a tool being used right away or loading a part into a tool or loading a tool onto a part. This includes loading the part onto a fixture or into a machine.
Inspection (I)
This is any step that includes inspection whether it is by a final inspector, in-process inspector, certified operator, or neighbor operator (successive checks), etc. It includes any operator inspection, formal or informal. Our goal is always to eliminate inspection. However, to do this we must eliminate the need for the inspection by using mistake-proofing or by using 100% inspection by a machine (optical recognition).
Material Handling (H)
Whenever an operator gets a part but does not put it immediately into the unit or grabs a tool but then sets it down before using it, it is considered material handling. It should be equal to 0 seconds in the after condition. Tests for this code are: Is this step something we can hand off to a water spider (material handler) to do for the line, or could the operator have put the part directly on the assembly or used the tool immediately after he/she picked it up?
Non‒Value-Added Work (NV)
These steps do not meet all of the three value-added criteria in the current condition (i.e., searching or over-processing waste)! Sometimes we don’t have a clue, nor does the operator, why they did what they did. We see this especially in transactional-type settings; for example, circling information on an invoice for data entry or putting a payable date on an invoice which is already assigned by the computer system.
As an example, in the assembly area, you will see the operator sit down and just start making wholesale changes to their workstation area, moving this, moving that, etc., for really no reason other than getting settled and ready to start working.
The test for non‒value-added steps is they should be equal to 0 seconds in the after condition (i.e., we should be able to omit the step in the after condition). If it cannot be omitted it must be considered required work. For instance, if the operator has to change bits on a screw gun or change a fixture over because they only have the one screw gun or one arbor press, it is required work because in the current condition it is required.
Idle Time (IT)
This step denotes where the operator is doing nothing but sitting or standing idle and waiting. This is not used for an operator searching for parts, etc. That would fall under material handling (if we can’t get rid of it right away) or non‒value-added work (if we can get rid of it right away). Operators should never be idle.
Load Machine (L)
Loading the part in the equipment or machine.
Unload Machine (UL)
Unloading the part from the equipment or machine.
Activating Machine (A)
Activating a machine.
Aligning (AL)
Aligning the part to be processed by the equipment or machine.
Changing Set Up (CS)
Changing the setup of a workstation from one product to another.
Walking (W)
Time when the operator is walking.
Other (O)
Work that does not fit into any other category. This can be used for specific work steps depending on the analysis.
For the Office
For the office, we may require categories like computer time, paperwork, telephone talking, etc. They can be classified using the “O” category described above. When using the leanEdit® “Administrative” mode the L, UL, A, AL, and CS categories are replaced by a general equipment category (E) since detailed equipment activity is rare in these situations. You can also create your own categories if desired.
WFA Example
Let’s revisit our coffee cup example.
1. Pick up both cups—Required work (RW) —1 sec.
2. Put the cups down—Required work (RW)—1 sec.
3. Pick up the coffee pot—Required work (RW)—2 sec.
4. Pour the coffee in the first cup—Value-added—2 sec.
5. Pour the coffee in the second cup—Required work (RW)—2 sec.
6. Put the coffee pot back—Required work (RW)—2 sec.
7. Transport to second person—Required work (RW)—5 sec.
8. Taste the coffee (V or Inspection)—1 sec.
Once you assess the existing process, you must figure out and agree on what the new process will be and then compare the cycle times and other metrics you have chosen to forecast the improvement.
When we have finished analyzing the process, we must determine the new process and create and document the standard work.
The standard work must include the sequence of operations, including key points and reasons for key points, cycle times, and standard WIP (based on takt time) for each process. It is important to follow up with a check to make sure the improvements are taught to the rest of the users. It is not unusual to have to create or modify the roles and responsibilities matrix when working on transactional processes. Many times the process owner of a decision or activity in the matrix are not clear, so the ownership needs to be decided based on who has the most at stake by the process being improved.
Analyze to the Second
Do not shortcut the process. If you take steps larger than a second you can end up combining steps that mix up different codes, which affects true content of the work and eventually impacts the standard work, which is derived from this analysis.
As we engage employees in redesigning their workstations and eliminating excess motions to provide safe and ergonomically designed jobs for our shop-floor and administrative team members, we realize increased productivity, morale, and job satisfaction, which usually leads to higher profits.
Video Guidelines for the Operator
■ Communicate to everyone about the videoing ahead of time (see Figure 3.22). Let them know they will be invited back to review the videos. No one is ever “written up” for what is on a video. It is not about the person but the process. If there are any violations it is management’s not the operator’s fault.

Figure 3.22 The power of video. (Source: BIG Archives.)
■ If possible, do not make the filming voluntary. Add a clause into your HR forms that people are accepting videoing as one of the expectations and conditions for hiring.
■ Remember to make clear what you are following with the video, i.e., product or operator. Many times, people forget or get confused and stay filming the machine instead of following the operator wherever they go.
■ Never stop the camera. Operators will make a mistake and tell you to turn off the camera because they must go get something. Don’t do it. The only time we stop the camera is when they are headed to the restroom. We need to explain to the operator ahead of time that if we need to remove a step, we can do it when we review the tape, and if they must get something that is not at their station, it is exactly the point of the video. We need to see the stupid things on the video that we (management) make them do every day. The other problem is the analog times do not convert to digital format. So the only way to know the true time is to keep the camera running all the time.
■ Film as far away as possible but close enough to be able to see exactly what the operator’s hands are doing. This is a big advantage of videoing over traditional time study. Instead of standing over top of someone with a stopwatch, you can normally be a good distance away and still see everything the operator’s hands are doing. Sometimes the operators even forget you are there.
■ Keep in mind when videoing you can have fun, but not too much fun. When you video, there are those who love to be filmed and others who truly hate it. Be aware of this fact and compassionate to those who don’t like to be filmed. Empathize with them but still insist on filming them. Some operators will actually try to lose you as they travel through the plant trying to find what they need. Others will joke around and tease the operators as being film stars, wanting rights and royalties to the video, etc. Some of this can’t be prevented but too much joking around will possibly result in someone getting upset.
■ Let people know that eventually everyone will be filmed. The first time being filmed is the hardest. Once people see everyone getting filmed, it will eventually become second nature and people won’t even think about it. In some cases, they come to us now and even request to be filmed to rebalance the line (if it was station balanced) or show a problem in the process or to highlight someone who is not working.
■ Resist the temptation to zoom in and out constantly, and if doing so, do it slowly. There is nothing worse than reviewing someone’s first video. Many times, you feel like you are on a boat and feel seasick.
■ Make sure to follow the operator’s hands or you will find yourself moving your head trying to see what the operator’s hands are doing, which are just out of view. When you ask the operator what they did, most times, they don’t remember.
■ Try not to have the operators talk to you while you are filming. This slows the operator down and sometimes they forget the steps because they are talking. It can remove the normalcy from the video and not show what truly happens each day.
■ Don’t give operators advance warning. This normally results in them getting ready to be filmed and they go and retrieve all their parts, etc., which defeats the whole purpose of filming. This is especially true in setups.
■ When panning an area, do it very, very slowly like walking down the aisle at a wedding. When we initially start the Lean process on a cell, the first thing we do is document the area with digital photos and video pans of the area. This is so we have a before video and pictures to compare once the area has been improved. People tend to forget very quickly what the area used to look like.
Always Involve the Operators
Always involve the operators from the beginning when viewing the video. Don’t analyze the video and then bring them in. This is a trap everyone falls into. Two things lead to this trap.
1. The first is the thought process that the engineers are too busy to be bothered with watching the videos and we should find the problems and then hand them over to them. This almost never works. If you don’t involve the engineers during the process, they can’t possibly hear directly from the operators or feel their pain. We always insist the engineers go to the floor and build what they have designed. The operators love this!
2. The other pitfall is when we are told that management can’t afford to free up the operators to review the videos. There is too much pressure on production. Our response is, “What do you do when they call in sick?” If you don’t take the time to fix the process, you will never get out of the firefighting. Whenever we have given into this argument, it inevitably impacts the overall quality and outcome of the project during and after, and it becomes much more difficult to sustain because the operators weren’t involved.
If you don’t have the operator with you explaining during the video analysis, you can’t possibly understand what they are doing. You miss steps, tribal knowledge, learning about the tools they developed, and all the other problems in the process like the interruptions from quality or planning or engineering. You don’t learn why they do what they do or the way they do it. The output lost by having the operators involved is always quickly made up, and then some when the process is Leaned out. We always say:
“You can either do it to them or with them!”
Calculate Total Labor Time for One Piece
One of our major deliverables of WFA is the total labor time (TLT), i.e., the sum of V and NV labor or work performed during the process by the operator(s) to produce one completed piece. Some refer to this as touch time. Machine time is not included in the labor time. This is part of the principle of separating man from machine work.
Calculating the TLT will give you a picture of how much labor and, ultimately, how many operators or staff are required to complete one piece of whatever is being processed.
Step 3: Conduct the Omits Process
(Eliminating, Rearranging, Simplifying, and Combining [ERSC])
The Omits process is crucial to the analysis process and it should be done with the operator(s) present. If we can omit the step we reduce the time to zero. If we can’t completely omit it we change the time for the step to a new estimated time.
The employees participate in the process so they can help contribute their ideas and understand how we arrived at the new times for the overall work. It not only incorporates their improvement ideas, but the estimated times now come from them.
For example, if we can’t omit the step but we think we can improve it, we ask the operator, “How long do you think it will take with this new process?” When we end up with a 30%–50% reduction in the TLT, they understand why and how it was calculated and agree to and accept it. In this way, they are included in determining their standard work, which will be the resulting process after the steps are reviewed. The next step is to review and question each step and ask if it can be somehow:
■ Eliminated
■ Rearranged
■ Simplified
■ Combined
The WFA can be viewed as time-consuming, but can be done fairly quickly. In fact, we have run through all of the analysis steps and implemented and run a new layout in as short as six hours.
If done properly, it is where all the value of performing the analysis resides. We want to continuously ask these questions whenever possible for each step. Much can be learned from motion study and questioning every step in the process. The WFA leads ultimately to our work instructions and standard work process for doing the job.
In the leanEdit® Analysis page, the user has the ability to eliminate/omit the step or improve it by entering a new future time (see Figure 3.23).

Figure 3.23 Analyzing process steps on the analysis screen ©2017 leanEdit LLC. (Source: ©2017 leanEdit LLC.)
Action items, to enable the improvements, are captured along with optional fields for initials and completion dates. The application’s summary page has the functionality to create preliminary standard work by offering “Edit,” “Move,” and “Add” row capability (see Figure 3.24). The software will also generate the workflow analysis spreadsheet, summary table, and pie charts, which can be exported to Excel® if desired (see Figure 3.25).

Figure 3.24 The summary screen desktop version. (Source: ©2017 leanEdit LLC.)

Figure 3.25 The summary screen web version. (Source: ©2017 leanEdit LLC.)
Spaghetti Diagram
A spaghetti diagram (see Figure 3.26) is like a point-to-point diagram. The point-to-point diagram follows the product from point to point through the process, where the spaghetti diagram follows the operator or staff person doing the work through each step of the process. It is constructed by following the operator for one complete cycle of their work. This can be done by following the operator on the floor, or in the office, or by mapping it off the video.

Figure 3.26 Spaghetti diagram. (Source: ©2017 leanEdit LLC.)
Operators in manufacturing essentially work in four environments:
1. Assembly
2. Machining (or automation)
3. Transactional
4. Some combination of assembly, machine, and/or transactional processes
In healthcare, they work with:
1. People
2. Machines in sterile processing department (SPD), robotics in surgery, and automation in the lab
3. Transactional
4. Some combination of people, machine, or transactional
Update the Process Block Diagram
Next, we need to review the list we put together during the WFA to determine what parts, equipment, jigs, tools, fixtures, tooling, etc., are required and list them out under each PFA step on the board. Note where and what type of electric is required, air (high or low pressure), other gases, safety checks, quality checks, etc., is needed.
Now we need to identify where SWIP will be required and how much. We then add the total labor time to each step. You can do a before-and-after process block diagram for comparison.
Part of the target condition is to make sure the product never goes backward in the flow. We need to identify, at this point, what additional tooling and equipment is desired and whether we have the funds and customer demand to justify its purchase.
Eighty percent of the time, we don’t require additional funds or may require small expense dollars for tools or equipment but not large capital appropriations; however, there are exceptions. If a large-dollar purchase is required, we may have to implement the line in phases—that is, pre- and post-purchase of additional equipment.
Once the block diagram is completed, go back and review the PFA and WFA. Use the new block diagram to reorder the steps, eliminate the omitted steps, and create the new to-be PFA document.
The PFA spreadsheet will predict the improvement to be gained. Do the same for the WFA. Once the steps have been rearranged in the WFA, determine how much labor time will be required for each of the steps in the block diagram and note those times on the diagram. The WFA spreadsheet will predict the number of operators required based on the demand, which will become the basis for the standard work document and capacity analysis we will create later.
World Class
Our goal with Lean and the operator is to consistently measure and strive toward world-class benchmarks. While these may seemingly be unobtainable, they provide a guard against complacency and the impetus to drive toward continually improving the process.
Our goal should always be to reduce the number of operators in the process and yet continually develop them and move them to new positions. We must work to always use people wisely and safely throughout the company. We should always be working to reduce both direct and indirect labor and convert staff jobs to line jobs wherever possible and then stop distinguishing direct from indirect.
In machining, transactional, or service operations, world class should be:
■ 3 × value-added
■ The balance should be required work
■ 0% idle
Automated lines:
■ 0% value-added
■ (Note: machine adds the value)
■ 100% required work
■ 0% idle
For transactional processes:
■ 0% value-added (because the nature of transactional processes is non‒value-added).
■ 100% required work
■ 0% idle
The operator analysis should yield a 20%–40% productivity improvement to your overall process when compared to a strictly batch environment. In addition to capturing the labor time, the distance traveled is also captured as a baseline and future state.
What We Get from the Operator Piece of Lean
Analyzing just the operator will provide the following pieces of the Lean implementation:
■ TLT for one piece or small lot
■ Percent value-added for the operator
■ Percent required work for the operator
■ Percent idle time for the operator
■ Standard work for the supervisor
■ Number of operators required
■ Capacity planning when coupled with PFA analysis
■ Scheduling flexibility/number of shifts and overtime required
■ Operator walk patterns
■ Operator buy-in and morale
■ SWIP for the operators—total inventory required when coupled with PFA
■ Paperwork required and how the paperwork travels in the cell
■ Level loading
■ Proper tool and material presentation
■ Ergonomics/safety/fatigue opportunities
■ Work standards
■ Motion study
■ 10-cycle analysis
■ Operator work zones
■ Baton zones (bumping)
■ Job breakdown standard work for the operator
■ Training golden videos
■ Key points and reasons for key points for each step
■ Operator cycle times for each step in the process
■ Percent of overhead versus direct labor
■ Mistake-proofing opportunities
■ Opportunities to reduce variation
Motion Study
If you think you have improved all you can, let us provide you with a second thought. The tool to ultimately expose additional waste is Frank Gilbreth’s motion study. Motion study involves analyzing what we do to the fraction of a second. This was all part of the scientific management movement of the Industrial Revolution in the early twentieth century. Gilbreth’s Therbligs* are listed here (see Figure 3.27 and 3.28).

Figure 3.27 Gilbreth’s Therbligs. (Source: Motion Study, Frank Gilbreth © 1911.)

Figure 3.28 Time and motion study sheet. (Source: BIG Archives.)
Class 1: The essence of an operation (highest value):
1. Assemble
2. Disassemble
3. Use
Class 2: Preparatory or follow-up motions
1. Transport empty
2. Grasp
3. Transport loaded
4. Release load
Class 3: Incidental motions:
1. Search
2. Find
3. Select
4. Inspect
5. Pre-position or reposition
6. Hold
7. Prepare
Class 4: These should be eliminated, if possible:
1. Think or plan
2. Rest for overcoming fatigue
3. Unavoidable delay
4. Avoidable delay
Notice that the only value-added Therbligs are assemble, use, and sometimes disassemble (i.e., re-manufacturer).
Motion Study Observations for Operator
Some findings from time and motion handbooks by Gilbreth, Ralph Barnes, Gilbreth’s disciple, as well as conclusions noted in a master’s thesis by Ranveer Singh Rathore are listed here:
■ Motions of the hands should be made in opposite and symmetrical directions and should be made simultaneously.
■ Avoid abrupt changes in the direction of motion.
■ Use free, unconstrained motion.
■ Direction and distance of movement do have a significant effect on the speed and accuracy of single-hand motions and two-hand simultaneous motions.
■ Avoid unnatural postures and motions that raise and lower the body’s center of gravity.
■ Don’t use the hands as fixtures. The hands are the most convenient and useful part of the body. Keep them both free to work at the same time as much as possible.
■ Don’t use your hands to perform work that could be done with your feet.
One Hundred Percent Efficiency with Humans
Looking at it from a very analytical, Lean, or motion study, purist point of view, only an operator who uses both hands and feet at the same time is 100% efficient (a piano player or a drummer is a good example). Normally, we look at use of both hands simultaneously as 100% efficient, but technically it is only 50% efficient since we are not using our feet.
People who use one hand as a fixture to hold something while the other hand is working on it are only 25% efficient and are also a common reason operations cannot be split between two persons.
Setup Reduction
The third analysis tool is analyzing the setup or changeover process.
Setup Analysis
SMED Definition
SMED (Single-minute exchange of dies) is a system for reducing the time to complete equipment changeovers. The principle of SMED is to convert setup or changeover steps from internal (when the machine is down) to external (performed while the equipment is running), and to simplify and streamline the remaining steps. The name SMED comes from Ritsuo Shingo, who coined the term for his father’s, Shigeo Shingo’s, golf score. He told his father anything under 10, or a single digit, is a good handicap. We now say the goal of reducing changeover times is to reduce it to single digits (i.e., less than 10 minutes).
Changeover Definition
Our definition for changeover is:
from the removal of the last good piece to the completion of the first good piece of the next lot.
This is a strict definition designed to drive the most improvement. This means, once you remove the last good piece, if there is paperwork you must do, turning off the machine, or moving the job in the MRP system, it all counts as part of the internal changeover time.
Clock Time versus Labor Time
In Lean changeovers, we make a distinction between clock time and labor time.
■ Clock time is the internal time it takes for the changeover.
■ Labor time is the total amount of labor involved in the changeover.
In a NASCAR pit stop for example, the clock time is 14.7 seconds (see Figure 3.29).

Figure 3.29 Pitstop. (Source: BIG Archives.)
Labor Time
To calculate the total setup labor time, we need to review how many operators are involved before, during, and after the setup. If there are seven people doing the changeover, we would calculate the labor time by multiplying seven times the 14.7 seconds’ clock time, which equals 109.3 seconds, but we need to add in the time for the steps done to prepare for the pit-stop changeover and what work was done after the car was back on the track. If you add people and can distribute the work accordingly, you can reduce the setup time. On YouTube® there is a video of a Formula One® pit stop that is 1.9 seconds with 22 people.
Successful Setup Characteristics
These are just a few of the characteristics that make the pit stop concept successful:
■ Everyone knows their job.
■ Practice, practice, practice.
■ They are dedicated to specific tasks.
■ Multiple operators (pit crew).
■ Doing job steps in parallel.
■ Standard work for each person.
■ Lots of training.
■ 5S, which means everything in its place prior to, during, and after the changeover.
■ A constant dissatisfaction with the current changeover time until it is zero!
Internal Time
Internal time is the time the machine is down. In the pit-stop example anything done while the car is in the pit is considered internal time. Examples would be changing the tires or refueling. In our machining operations, this translates into anything that can only be done when the machine is stopped.
External Time
Back to our pit-stop example … Anything we can do while the race car is going around the track is considered external time. For example, we can get the tires ready and properly located in the pit area ahead of time. For our machine, this means gathering all the tools ahead of time, dies are preset and/or preheated etc. so we basically should never leave the machine while setting it up.
Internal Time and Clock Time
So, if you think about it, the 14.7 seconds for the pit-stop is only a measure of the internal time and does not include the time driving to or from the pit stop area on pit row. It also does not include any external time. Why do we focus on internal time? Because this is the amount of time the machine, person, or asset is not available for use; that is, the car is not racing around the track or the machine is down. This means our SMED, or setup, in less than 10 minutes really refers only to the internal time.
Four Components of Setup
The next step needed for setup analysis is to break down each step into its component part or category. Dr. Shingo describes this in his book A Revolution in Manufacturing: The SMED System. The four components and codes we utilize for setup reduction are the following:
1. Preparation and organization (P)
2. Removing and mounting (R)
3. Calibration, centering, dimensioning, aligning, measurement, and testing (A)
4. Trial runs and adjustment (T)
SMED Process Steps (ICE)
The acronym we utilize for Dr. Shingo’s setup methodology is ICE:
■ Identify all steps as to whether they are performed on internal or external time. When first conducting setups almost all steps are not started until the machine is stopped.
■ Convert as many steps as possible from internal to external.
■ Eliminate, rearrange, simplify, or combine all remaining steps—the Omits process.
Steps for Setup Analysis
■ Video the setup. This may require multiple cameras in order to follow each operator. Use the same video guidelines for filming the operator above. We must be able to see their hands all the times. Use a setup clock (see Figure 3.30).

Figure 3.30 Setup clock with flipchart to capture improvement ideas. (Source: BIG Archives.)
■ Watch the video together with the setup team and supervisor.
■ Break down each step according to the codes and classify each with the code and times, internal or external, for that part of the setup.
■ Use the SMED process (ICE) to convert as many steps as possible from internal to external.
■ Give people roles to draw spaghetti maps, keep track of distances traveled, missing tools, or fixtures operators had to search for, keep a list of ideas, etc.
■ Develop the new process. Sometimes this may require listing all the steps on a board or creating a matrix to capture each step along with the times and then re-assigning them to each person to balance out the work (see Figure 3.31).

Figure 3.31 Setup matrix example. (Source: BIG Archives.)
■ Create the standard work (see Figure 3.32).

Figure 3.32 Honer setup standard work example. (Source: Courtesy of Ancon Gear.)
Types of Changeover or Setup Improvement
There are six generally accepted types of setup improvement:
■ SMED
– As stated before, SMED stands for single-minute exchange of dies. Single minutes is referring to the minute placeholder in the time-stamp designation _:__. This means the internal setup time takes 9 minutes 59 seconds or one can say less than ten minutes.
■ OTED
– OTED stands for one-touch exchange of dies. The implication here is we can changeover in less than 100 seconds or we can change over multiple machines with the touch of one button.
■ NTED
– NTED stands for no-touch exchange of dies. The process is totally automated without any human intervention.
■ Zero-Minute Setup
– Zero setup is generally accepted to mean setups requiring three minutes or less. It should be equal to setups that take less than one minute
■ OSED/OCED
– OSED stands for one-shot (cycle) exchange of dies. This means the entire cell is changed over within one cycle time externally, thus zero internal setup time.
■ Eliminate the Setup
– Every setup reduction team and machine operator should not lose sight of the goal: to eliminate a setup completely. We have successfully accomplished these many times. Sometimes it takes some rather creative out-of-the-box thinking.
Why Reduce Setup/Changeover Times?
We find the clock time of almost every setup can be reduced by 50% or more the first time we analyze it and then implement improvements. By reducing setup times, we gain the ability to increase capacity in the operation and where the demand exists we gain the ability to produce multiple products in less time or what we call mixed-model cells or lines (see Figure 3.33 and 3.34).

Figure 3.33 Relationship between setup time and lot size—eight hours. (Source: A Study of the Toyota Production System: From an Industrial Engineering Viewpoint, Shigeo Shingo, 1989. Productivity Press: New York.)
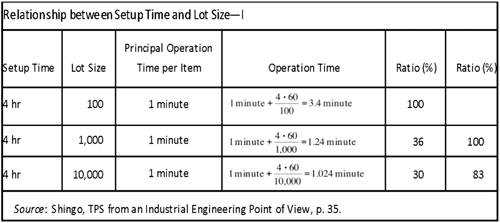
Figure 3.34 Relationship between setups and time and lot size—four hours. (Source: A Study of the Toyota Production System: From an Industrial Engineering Viewpoint, Shigeo Shingo, 1989. Productivity Press: New York.)
For example, if our changeover time is 24 hours, we are going to want to run everything for the next week or maybe even next month that is scheduled. If we have five models (let’s call them models A, B, C, D, and E) and run each model for one week, then it takes a five-week cycle to produce a set of parts for each customer. This means even if the customer only wants one model they have to wait until the week we run that model to get those parts. If they want a Model A and we just changed over from Model A to Model B and all of our Model As are allocated to other customers, then they are going to have to wait five weeks. Normally we run the lot, whether we need them or not, and we produce some extra just in case someone might order more or to have some on hand until we can run that model again. This practice creates inventory, both finished goods and WIP, an inherent evil of batching.
This also means each run is going to encompass at least five weeks of demand and could be much more, meaning you are violating the number one waste which is overproducing. In this environment and all MRP environments, we were taught to use the economic order quantity model to determine how many parts to run for each lot. Most people think since we are spending all this time and money to setup the machine, any extra parts are essentially produced for free. If a customer wants a piece right away and is conditioned to the fact that these are long lead time parts and you just happen to have one in stock, you can charge that customer a premium to get them the part right way. The thinking is the customer is happy to get the part and the supplier is making more money on their overproduced parts. However, in reality, while this may occur some of the time, what normally happens is we end up with the following:
■ A rather large stockroom of many types of parts that have been sitting for months or years, sometimes decades!
■ There was still labor, run time on the machine (capacity), wear and tear on the machine, and material required to produce those parts and these costs are lost in the parts until you can sell them.
■ Customers may be happy to get the part, but no matter how happy they are, the buyer will always remember you over-charged them for those parts.
■ Buyers have very long-term memories for these types of things.
Many times there is an engineering change, which now makes all those free parts obsolete. This means they have to be scrapped and written off, which lowers your profit for the month.
■ We spend labor to physically inventory the parts and make sure the counts reconcile.
■ Some parts get damaged or lost when other parts are mixed in with them. Pretty soon it becomes easier to run more than to try to find the ones we ran previously.
So are they really free parts? This is a major mindset paradigm change we must get over in order to start to reduce setup times.
Let’s say we can decrease our setup times in the previous example to two hours. The first argument we get is we are going to have to change the machine over more frequently. So, yes, we have more setups; but the setup time for all five models is now reduced from five days to 10 hours.
Now let’s say we can reduce the setup time to less than 10 minutes and want to run each model even more frequently. What does that do for us? Yes, again, we have even more setups but the setups for five models only consume 50 minutes of the whole day versus what used to take five days. Now there is time during the day to run each of the five models every day. What does this do for our customers? They don’t have to keep any large inventories or wait days to receive their parts.
We can then put a kanban of parts in our customer’s facility and replace it every day or two. Where are they going to go for parts if your competitors’ lead times are longer than yours? Can you get a higher price if you manage their inventory for them, by providing a value-added service? Advantages:
■ You become much easier to do business with.
■ You freed up more space and eliminated the stockroom, which can be used for more manufacturing.
■ You have increased machine utilization and capacity for more business and customers.
■ The overall cost of your parts has decreased and your profit increases.
■ No excess inventory to count.
■ No need for production control to keep track of the inventory since it no longer exists, or a fraction of it now exists.
■ When the customer says they need to phase in an engineering change, you tell them there is no impact or cost to them for the change.
■ You can now offer customers a price-break on their product(s).
■ You’ve demonstrated the ability to meet customers’ changing needs.
SETUP Example
Let’s say we have to change a coffee-pot over from caffeinated to decaf. At first, all the steps are on internal time because the coffee-pot is down!
1. Empty out the pot—5 sec.
2. Refill the water reservoir—30 sec.
3. Place reservoir into coffee-pot—5 sec.
4. Empty the holder for the coffee into the trash—5 sec.
5. Clean the holder for the coffee—10 sec.
6. Get the paper filter—5 sec.
7. Put in the paper filter—5 sec.
8. Measure out the decaf coffee—5 sec.
9. Put decaf in filter—5 sec.
10. Close the holder—1 sec.
11. Start the coffee brewing—1 sec.
12. Wait for coffee to finish brewing —60 sec.
Which Steps Could Be External?
For sure, we could have the filter with the decaf coffee ready to go, savings 15 sec internal to external.
We could have a separate reservoir already filled with water, savings 30 sec.
We could even have a second coffee-pot and eliminate the changeover completely. Or we could switch to a Keurig and do one cup at a time. Now the entire changeover is eliminated.
Conduct the Omits Process—ERSC
We go through every step of the setup and look to see if it can be omitted, converted from internal to external, rearranged, simplified, or combined.
Once again, we can use leanEdit® to expedite the analysis (see Figure 3.35). The Setup Reduction tool gives us the ability to classify process steps as either Internal Activities (IA) or External Activities (EA). As described in this section, steps can be categorized as Preparation and Organization, Removing and Mounting, Centering and Aligning, or Trial Runs. The user can convert steps from internal to external, convert and improve steps, improve steps, and omit steps during the analysis. Graphical representations of current and future states develop real time and summary data is displayed for export.

Figure 3.35 leanEdit® desktop setup reduction summary page. (Source: © 2017 leanEdit LLC.)
External Checklist
The external checklist contains the steps we have identified as external in the analysis. We can then follow this checklist before and after the machine (setup) starts.
Dedicated Setup Teams
We find the use of a dedicated, knowledgeable setup person or teams can more than pay for themselves. At any typical company we increase their capacity by over 50% the first time we implement SMED. However, for this system to work, as in all new Lean systems, there must be a process and procedure behind it with metrics, discipline, and accountability and continuous improvement built into the process.
Setup Carts
Setup carts are an interim step to improvement (see Figure 3.36). The goal is to get all tools and fixtures at the point of use by the machine where it makes sense (see Figure 3.37).

Figure 3.36 Setup cart. (Source: BIG Archives.)

Figure 3.37 Setup tooling at the point of use by the machine. (Source: Courtesy Ancon Gear.)
A Couple of Other Points about Parts of a Setup
■ The final optimized setup process should only be composed of external preparation and organization steps.
■ as well as internal mounting and removing steps.
SMED, or less than 10-minute setups, only applies to the mounting and removing steps involved in the setup, which is only internal time. Keep in mind, the overall setup time includes the external steps. If it is not driven at the plant manager level, it will not sustain.
Are There More Setups than Just Machine Changeovers?
We often surprise people when we start to explain setup terminology and what constitutes a setup. Any time we load or unload anything or change from one to another in any process, whether man or machine, it should be considered a setup. In almost every workflow analysis there are steps where the concepts of internal and external work apply.
Consider the following example changing from one customer to the next in the grocery store. Have you ever stood in line waiting and waiting and then watched the cashier tell the person their total? Instead of being prepared, the person now gets out their pocketbook, searches for their wallet, gets out their credit card or phone.
Why couldn’t they have been doing this on external time, i.e., when the cashier was scanning their items? Now the cashier and everyone in the whole line is down. How could we eliminate this setup time? In the future maybe we eliminate the cashier altogether and as we put our items in the cart they are automatically charged to our account.
What We Get from the Setup Analysis
Analyzing the setup/changeovers will provide the following pieces of the Lean implementation:
■ Enabler for one-piece or one-patient flow or smaller batch sizes
■ Immediately increases capacity
■ Improves operator utilization
■ Reduces labor costs
■ Increases overall system reliability and predictability
■ Enabler for chaku chaku
■ Enabler for level loading
■ Increases man-to-machine ratio
■ Enabler for mixed model and ability to supply in sets
■ Provides quick response to demand changes
■ Less reliance on forecasting
■ Capital asset utilization rate increases (if demand is there)
■ Reduces material handling
■ Reduces inventories
■ Smaller layout footprint
■ Results in standardization
■ Improves operator safety
■ Improves patient/product quality
■ Integrates mistake-proofing
Total Process Optimization
When one obtains true one-piece flow the product and operator analysis become essentially the same. Take the following example: The operator reaches for a part, grabs and moves the part to the assembly and inserts it into the product, and repeats this pattern several times, slowly moving the product down the assembly line.
From the product’s point of view, the TIPS analysis looks like this: see Figure 3.38.
![]()
Figure 3.38 From the product analysis.
B = Between-process storage while the operator is reaching, grabbing, and transporting the part to the unit should take no more than 12 seconds.
V = When the part is added to the unit (unit is having value added to it).
T = Transport—When the unit is moved to the next spot at the station (or to the next station).
From the operator’s point of view, the workflow analysis (WFA) is: see Figure 3.39.
![]()
Figure 3.39 From the operator analysis. (Source: BIG Archives.)
P = Reaching for, grabbing the part, and moving it to the unit should take no more than 12 seconds.
V = When the operator inserts the part in the unit (operator is adding value to the unit).
H = moving the unit to the next spot at the workstation (or to the next station).
So when placed on top of each other it looks like this … see Figure 3.40.

Figure 3.40 Comparing the product to the operator analysis in one-piece flow. Notice how the value-added steps align perfectly. (Source: BIG Archives.)
Notice the value-added steps align perfectly. Therefore, theoretically one can never get to 100% value-added.
Determining Potential Total Savings
Once we know which steps can be omitted or improved, we can take the labor time associated with those steps and convert it to dollars and develop a quick return on investment (ROI) to justify the improvement to management. In some cases, the improvements relate to safety and ergonomics and should just be implemented regardless of ROI. However, labor savings are not fully realized until the personnel are removed from the area and put to work on something else.
Improving setup times can, but doesn’t necessarily, improve productivity, but does immediately increase capacity or the ability to perform more setups and deliver mixed models quicker and more efficiently.
Benefits from Analyzing Process, Operator, and Setup Separately
Some of our biggest opportunities lie in improving the process flow. For example, just improving the process flow and doing nothing to improve the workflow will reduce inventory and throughput time.
Improving the operator’s workflow will reduce labor time regardless of the process flow. Most Lean practitioners don’t realize that to improve any process, one must analyze and study each of the analysis components separately and then solve them together as a network of operations (see Figure 3.41).

Figure 3.41 Results of analysis—product, operator, and setup. (Source: BIG Archives.)
___________________
* http://www.crmlearning.com/time-the-next-dimension-of-quality.
* leanEdit.com—the author uses this software and has contributed ideas to its development. leanEdit is the property of leanEdit LLC, © 2017.
* http://www.enterprisemedia.com/talent/tom-peters/?gclid=Cj0KCQjwjN7YBRCOARIsAFCb934IMJ38tbGtph7BMjK7y7sm8LdBxVOoQ_8aBfCRSyTYvqaCSzcDevIaAiuBEALw_wcB.
* Shingo reported this during a speech to the JMA Engineering Conference, 1945.
* Little’s Law provides a simple but powerful method to understand the relationship of steady-state production systems. The law has deep-rooted mathematical underpinnings; however, we can use the law as a tool for Lean. The textbook by Hopp and Spearman refers to Little’s Law as “… an interesting and fundamental, relationship between WIP, CT and throughput” and states the law as: TH = WIP ÷ CT.
* Segmented batch processing is running 100 of part A OPF followed by 100 of Part B OPF. This is different than pure mixed model which would be part A followed by part B.
* Rhidan Roach is the designer of the leanEdit® software.
* Therbligs is Gilbreth spelled backward.