WHAT IS PRINT QUALITY?
Testing to failure and quantitative methods are more informative than visual inspection
WRITTEN BY ANDREAS BASTAIN

Anna Kaziunas France

ANDREAS BASTAIN is a 3D-printing research scientist at Autodesk, where he studies both novel and established 3D-printing technologies. He’s conducted research in nylon SLS (openSLS project), direct metal laser sintering (DMLS), novel extrusion technologies, mesostructured materials, and traditional 3-axis FFF technologies. He is also an active member of the e-NABLE prosthetics community. He developed the test prints and evaluation protocols used at this year’s 3D printer Shootout. andreasbastian.com
TRADITIONALLY, DESKTOP 3D PRINTER MANUFACTURERS HAVE DISCUSSED print quality and precision in terms of layer height. While layer height does play a role in print quality, it is just one (and a small one at that) of several measurable contributors to overall perceptions of quality. Print quality is a combination of visual perceptions and functional characteristics, such as dimensional accuracy, surface finish, overhang capabilities, deposition control, motion mechanics, motion control, material properties, and slicing algorithms. These factors are interrelated and adjusting one affects others, making it somewhat difficult to identify each one’s contribution to overall print quality. However, it’s possible to create test geometries that probe specific components of print quality and to individually evaluate those geometries while holding all other variables constant, allowing for a more quantitative and parametric assessment of print quality than could be achieved by comparing any number of more traditional printed models.
WHY THIS SET OF GEOMETRIES?
Each model was designed to carefully probe a single aspect of print quality. While not exhaustive, they test key aspects that are most closely related to perceptions of quality as well as functionality and performance. Each geometry was optimized for minimal material consumption and minimal print time.
Additionally, some probes, like the positive fine feature test and the overhang test, are designed to coax the printer into a failure state (extruder jam or geometry compile breakdown). Testing to failure generates more information than other testing strategies, offers a quantitative framework for evaluating print results, and allows for shareable evaluation protocols. Instead of subjectively evaluating how “blobby” a fine feature test is, you can create features that will reliably push the extruder into a failure state during printing. When the print fails, you can quantify the point of failure by measuring the height of failure with a set of calipers.
WHY NOT JUST MAKE ONE BIG TEST PRINT?
It’s often tempting to integrate all test features into one piece of geometry. While in some cases this is viable, combined geometry test prints are incompatible with testing to failure. Failed geometry may interfere with the proper compiling of other model features. Additionally, mixing test features changes the conditions under which the features are printed. For example, overhangs compile best when the previous layer has a chance to cool before the next layer is deposited. In a combination test print, overhang features may have additional time to cool between layers, potentially improving the printer’s performance on the feature. When testing overhangs in isolation, each layer has the same (and minimal) amount of time to cool, making for consistent and challenging conditions for each overhang angle. If the machine can compile all the overhang angles under these demanding conditions, it won’t have trouble with more integrative combined geometries.
WHAT DID THIS MEAN FOR THIS YEAR’S SHOOTOUT?
In addition to evaluating this year’s crop of desktop 3D printers using more quantitative methods, we are sharing all the test prints and evaluation protocols at makezine.com/go/print-quality so that others can replicate our results. The exciting implication is that changes to software, mechanics, and materials can now be correlated with changes in a specific quality performance quantity, providing a methodical, quantitative framework for evaluating and improving print quality. ![]()

DIMENSIONAL ACCURACY TEST:
Probes a printer’s ability to fabricate dimensionally correct geometries in the XY plane. Reveals backlash in X and Y directions if present.
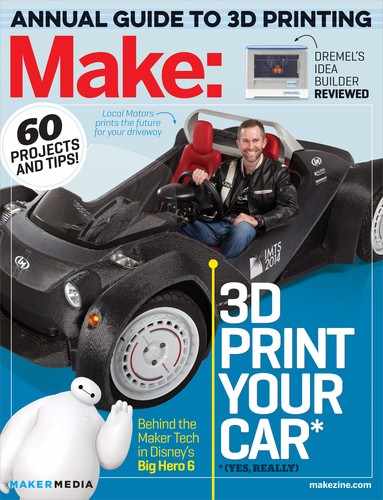
OVERHANG TEST:
Tests printer’s ability to compile overhangs at 30, 45, 60, and 70 degrees.
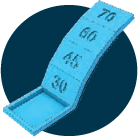
BRIDGING TEST:
Gauges printer’s ability to span unsupported horizontal gaps of 20mm, 30mm, 40mm, 50mm, and 60mm.
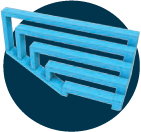
POSITIVE FINE FEATURE TEST:
Tests printer’s ability to resolve fine features (from 3mm square to 0.4mm square).

TOLERANCE TEST:
Quantifies printer’s ability to resolve fine negative-space features in the XY plane, specifically the clearance between a captive pin and a hole.
XY RESONANCE TEST:
Tests the printer’s ability to resolve single-extrusion width features and exposes resonance in the XY gantry.

Z RESONANCE TEST:
Exposes mechanical issues in the Z motion system.