
Chapter 2: Processes
‘The longer the chain of our technologies, the more distant we are from nature and her capacities and our effect on them.’
David Brower
Processing is an essential part of converting raw fibre to fabric to fashion garment, and a key contributor in sustainability impact. Many fashion designers find the technical complexity of textile processing bewildering and struggle to understand what goes into achieving the look or hand of a given fabric. Sustainability issues have added an extra layer of complexity to this situation. As designers, we simply specify the feel we want or respond to the latest developments that a mill offers and leave the technical decisions – and their implications for watercourses, air quality, soil toxicity and human and ecosystem health – in the hands of textile scientists. Perhaps this is because the technical aspects of fibre and fabric processing intimidate designers or because we simply feel less qualified than the ‘experts’. This ‘intellectual timidity’50 widens the knowledge gap and hinders our taking responsibility, further marginalizing the role of designers in developing solutions. Here environmental legislation remains someone else’s problem. And government intervention and industry standards – rather than designled innovation – become the primary tools for taking forward ecological advances. Yet standards and legislation tend to be punitive and create a negative feedback loop to industry, resulting in a restricted and narrow approach to sustainability. Design, by contrast, is an affirmative approach that can create positive feedback loops, and because of its position at the front end of the manufacturing chain can dramatically influence subsequent processing steps and even prevent impact from occurring in the first place.
Working closer to nature
Although a nature-based approach to fashion and sustainability is most commonly expressed through a clichéd ‘natural’ look in unbleached and undyed fabrics made from natural materials, ironically it is precisely by designers becoming more engaged in the industrial and technical processes that we can actually move closer to nature. Direct experience raises our awareness in an immediate and visceral way and starts to build a reference or framework for assessing future decisions. Furthermore, when designers are actively involved in the technical aspects of processing, it prompts further questioning of technicians, leading to wider disclosure of ecological impacts. The more clearly our questions and goals are articulated, the more serious the response and the more quickly they are met; and since designers are the market for the industry, we can be the catalysts for completely new developments. It is this creative and scientific symbiosis that ignites the capacity to define new landscapes for action in sustainable textile processing. Together the technical and creative functions start to transform the supply chain from one of segmented specialists operating with negative feedback loops and restrictive action, to one of collaboration, positive feedback and expansive opportunities. In concert, the technician (or scientist) and designer develop approaches to processes that bring us closer into balance with the natural systems on which our industry depends.
Broad principles to support best practice
The specific sustainability impacts of textile and garment processing vary from one fibre type to the next and depend on fabric specifications and garment design. Yet within the inevitable complexity of processing impacts, there are some broad principles that can be applied to guide design decisions to support best practice. The general intention from an environmental perspective is to specify processing routes that cumulatively use fewest resources and cause least impact. Sometimes this may mean electing not to have a certain finish so as to completely prevent impacts from a particular processing step. However, not all processes or chemical treatments can be avoided; indeed, many are essential to the production of useful and wearable fashion products. The broad principles for best practice are:
GOAL |
ACTION |
• Make wise use of natural resources. |
• Minimize the number of processing steps. |
• Reduce the risk of pollution. |
• Minimize the number and the toxicity of chemicals used and eliminate harmful processes. |
• Minimize energy consumption. |
• Combine processes, or use low-temperature processes. |
• Minimize water consumption. |
• Eliminate water-intensive processes. |
• Reduce load on landfill. |
• Minimize waste generation at all stages. |
In the following pages, we examine a select number of processing and manufacturing steps, setting out best practice and exploring design opportunities to enhance the sustainability profile of garments. Those included were chosen to reflect the scope and the challenging nature of environmental and social issues for the sector, rather than to offer a comprehensive review of impacts associated with processing. They frame the resource-, waste-, pollution- and worker-related challenges of fibre, fabric and garment processing in the context of a specific part of the manufacturing chain in order to generate insight into innovative practices in these areas and beyond. They include: issues arising from bleaching and dyeing fabric, both of which are archetypal high-impact processes that consume copious amounts of water, energy and chemicals and that are often the focus of environmental scrutiny; the waste that arises from pattern-cutting; the intricate challenges of labour issues and workers’ rights in garment assembly; and the impact of garment hardware and trims; with associated design opportunities offered for each.
Low-chemical bleaching
‘Unbleached and undyed’ was one of the mantras in ‘eco’ fashion in the early nineties, influenced by the well-publicized campaigns against chlorine bleach in paper production. Chlorine-based compounds, such as sodium hypochlorite and sodium chlorite, can form halogenated organic compounds in waste water, which have been shown to bioaccumulate in humans and wildlife, are linked to abnormalities in physiological development and are suspected human carcinogens.51 In the fashion industry, bleach is employed in the prepare-for-dye stage of textile processing and is critical to achieving a uniform white-colour fabric that can then be dyed evenly and with high repeatability. Bleaching is therefore crucial for achieving sustainability goals, for it ensures right-first-time dyeing and avoids highly resource-intensive and potentially polluting reworks – stripping, shade adjustments, and so on. Bleaching also influences the long-term durability of a garment: an item that is poorly dyed as a result of inadequate pre-treatment may fade through washing and be discarded more quickly. The ‘cost’ of bleaching as measured in resource-consumption and pollution-generation terms clearly has to be balanced against visual desirability and long-term durability in the hands of the wearer.
Alternatives to chlorine
Chlorine has not been commonly used in textile processing for about 20 years,52 and most textile facilities in the EU and the US now use hydrogen peroxide to prepare fabrics for dyeing. Hydrogen peroxide is a readily available and economically feasible bleaching agent, but it is active only at temperatures above 60°C (140°F), which results in a relatively energy-intensive bleaching process. Moreover, chemical additives, including sequestering agents, are required to stabilize hydrogen peroxide and optimize the bleaching process; these are highly polluting if left untreated in the discharge water. Ozone is a newer bleaching option that can be used without using any water at all; in highly processed products such as denim finishing it is claimed that the technology can save up to 80 per cent of the chemicals normally used.53 Ozone is, however, relatively expensive and the equipment is not yet widely available. Although alternative bleaching processes may be more expensive, the reduced cost of cleaning waste water often offsets up-front costs. Further savings are made by combining several processing stages into one, thereby eliminating in-between washes, energy and water use.54
Enzyme technology
With the evident balances and trade-offs between available bleaches and bleaching systems, renewed attention has been given to enzyme technology. Enzymes are proteins that are able to catalyse specific reactions, and have been used for some time in the textile industry to aid in a number of textile processing stages, including defibrillation or ‘biopolishing’ fabric surfaces, as well as in waste-water clean-up. Enzymes can be used in tiny quantities and act in a very narrow range of conditions, and are therefore relatively easy to control by changing pH or heat or both. In the bleaching process, peroxidase enzymes can be used to kill the action of peroxide bleaching and have a much lower pollution index than typical reducing agents. However, the Global Organic Textile Standard (GOTS) prohibits the use of enzyme treatments because they are derived by genetic modification. The long-term consequences of GM both in processing technologies such as enzymes and in such crops as cotton must undergo further public scrutiny before they are fully accepted.

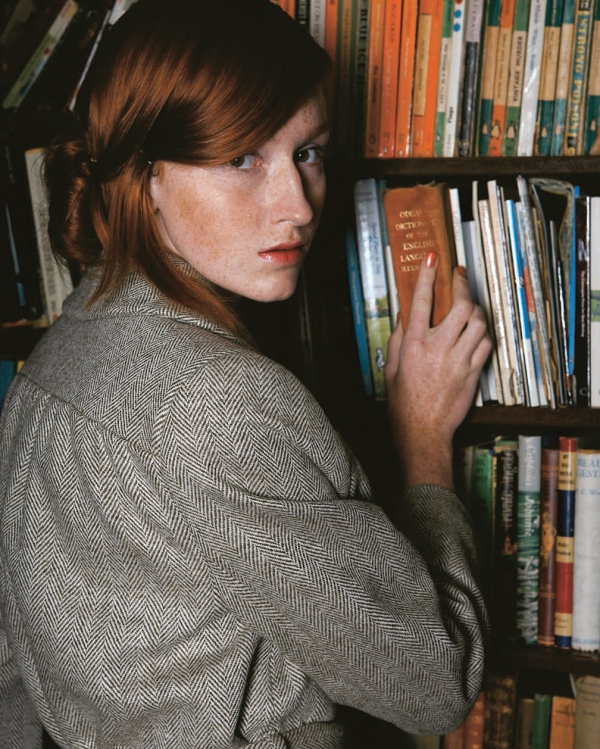
Shirt and trousers by The North Face in fabric processed in a Bluesign-accredited factory.
The contribution these new processes bring to sustainability extends beyond substituting one chemical for another less benign alternative. They start to bridge segments of the supply chain, requiring co-operation between each stage of textile development and creating fertile ground for additional ‘collective intelligence’. Designers need not remain in isolation from this new way of working, for our knowledge of colour theory can help adjust shades and colour combinations to be desirable against the softer white hydrogen peroxide base. Our understanding of what appeals to the consumer can help target more expensive ozone bleaching for products with greater visual value and price elasticity at retail. And perhaps we could even help speed wider industry integration of new technologies like ozone by collectively promoting a new ‘high-tech white’ T-shirt, thereby reinvigorating the ubiquitous white ‘T’ – this time into an icon for sustainability.
Processing standards and accreditation
Over the past few decades, a number of ‘eco textile’ standards have been developed. These standards ensure a certain level of environmental and social quality and are valuable in that they identify sincere efforts towards sustainability. When set at a high level, they can also prompt innovation and new technological developments. However, standards can just as easily be used to drive ‘exclusivity’ and effectively block market access. When used in this way, niche industries result and the cumulative ecological gains that could be made through scalability are lost. The ‘sweet spot’ where integrity and innovation come into balance with pragmatism and scalability is an on-going point of active debate, and demands trust across the industry to maintain both consistency and progressive improvement. In recent years third-party assessors have emerged to help traverse this terrain, some of which analyse and assess processing facilities in the supply chain supporting better practices.
One such third-party assessor, Bluesign,55 has developed a standard built around five principles: resource productivity, consumer safety, air emissions, water emissions, and occupational health and safety. The standard is designed to provide solutions concerning environment, health and safety (EHS) issues along the entire textile manufacturing chain using a solid methodology for documenting a facility’s current activities and measuring progress. Through an established screening process, the organization looks at all the chemical raw materials that are in a textile mill, rating them into three categories. Raw materials passing the screening are labelled blue and are good to use. Raw materials that have moderate impacts and are considered less than the ‘best available technology’ are labelled grey. Those that cannot be handled cleanly are labelled black; their use is forbidden under the Bluesign standard.56 In bleaching, chlorine is disallowed, hydrogen peroxide is allowed, enzymes are considered best available technology and are allowed, and since ozone equipment is not readily available in the industry, ozone bleaching is not a requirement of the Bluesign standard.
Yet even when a third-party assessor takes the load of technical decisions in processing, relationships are still key, for, as Bluesign acknowledges, it is the continued dialogue between supplier and retailer that ensures that the changes implemented remain in place long-term.57 Moreover, designers tend to be proactive and concerned about ‘what ought to be’ and are therefore valuable in the continual improvement of best practices. Bluesign’s standard and methodology have recently been opened up to the industry at large, allowing for widespread use and greater cumulative gains, as well as allowing space for critique and for open debate on how to ensure the standard is progressive over the long term. This approach builds a web of positive competition and co-operation across all fashion industry sectors. Many brands have signed up to work with Bluesign-accredited processes, The North Face being one of them – their products are made from fabric developed in a Bluesign-certified facility.
Low-chemical dyeing
Colour is one of the single most important factors in the commercial appeal of apparel products and is a primary focus of short-term fashion trends as it is the quickest, cheapest and surest way to change appearance, attract a customer and ensure an additional purchase.
There are many factors that influence the sustainability profile of a particular colour choice. These include: fibre type, dyestuff, auxiliary chemicals, method of application, type and age of machinery, and hardness of water, among many others. Ultimately, though, it is nature that determines whether or not our colour choices are ‘sustainable’, for nature both supports the resources going into the mill, and carries and processes the effluent coming out. Understanding the tolerances and limits of natural water cycles and their relationship to industrial applications such as dyeing helps build a touchstone for our decisions on colouring cloth. Globally the textile industry is estimated to use 378 billion litres of water each year58, and while surface water may be renewed by rainfall, underground aquifers take hundreds or thousands of years to refill once they have been drained; if water is pumped from ‘ossified’ aquifers, which have solid tops, the water is in fact non-renewable.59 Both redirecting water for textile industry use and contaminating local water bodies with processing waste deny fresh water to other species in the ‘watershed’ where the dye house is situated, threatening diversity and the ecological robustness of the region overall. Following, then, is a series of contextual lenses through which to observe sustainability and dyeing.
Ecology of a dye bath
Over the past decade, no class of dyestuff or single colour has emerged to be singled out as having a greater or lesser impact on the environment – with the exception of turquoise, bright blues and kelly greens, which require copper, a heavy metal that is associated with the production of toxic effluent, to achieve commercial colour-fastness; and darker colours in general, which have lower exhaustion rates.60 Exhaustion is important because the higher the fixation rate, the less dye remaining in the dye bath, the lower the level of dye chemicals emitted to waste water and the lower the risk of pollution.
In conventional dye systems, reactive dyes, which are the most common dye for cellulosic fibres such as cotton, have the lowest fixation rates: approximately 65 per cent, with the remaining 35 per cent of dye flushed away after dyeing. New developments in dyeing techniques and dye chemistry have reduced these inefficiencies; bi-functional reactive dyestuffs achieve as high as 95 per cent fixation to the cloth. Besides the use of dye chemicals in the dye bath, auxiliary chemicals are also needed to facilitate the dyeing process, which can further increase the risk of pollution. When dyeing cellulosic fibres with reactive dyes, for example, salt is used in large quantities to achieve greater exhaustion. And for polyester fibres dyed with disperse dyes, auxiliaries include dispersing agents and carriers. Low-salt reactive dyes are now readily available for use on cotton; and some dye systems for polyester, such as supercritical carbon dioxide, eliminate the need for carriers, though they require much higher temperatures, increasing energy use overall, and are not yet widely available.61
Since chemical dyes and additives are used in solution, their volume is calculated in relation to the volume of water used and the mass of material to be dyed. The ratio of water volume to material is known as the liquor ratio and can vary widely depending on the dyeing equipment used. Some equipment requires as high as a 20:1 liquor ratio, though the industry standard is 12:1 and the most water-efficient systems require as little as 5:1 liquor ratio.62 The use of low liquor ratio techniques reduces both the volume of water diverted from nature and the volume of potentially toxic waste dispelled into streams after dyeing. A low liquor ratio also minimizes the energy use required for heating the dye bath (since there is less water volume), and associated carbon dioxide emissions that contribute to climate change and further water scarcity are also reduced. Some dye systems, such as cold pad-batch, operate at room temperature and eliminate the need for heating altogether.
Ecology of a dye house
Although careful choice of dyestuffs, auxiliary chemicals and low liquor ratios helps to slow the flow of inputs and outputs in dyeing, still the dye process itself remains a linear system: resources enter, are processed and are dispelled. In contrast, dye bath reuse and reconstitution (where chemicals are added to refresh the bath at the end of the dye cycle) enable the dye bath to be cycled as many as six times before contaminants in the process solution interfere with the quality of the dyeing operation.63 In most facilities, wet-finishing is complex, with a variety of shades, dye classes and fibre types being handled at any one time, so opportunities for reusing the dye bath may be limited. Still, for those mills using repeat colours, such as in denims, chinos, hosiery or uniforms, dye-water reuse is a relatively simple procedure, since incompatible dyes and chemicals are not mixed in the recycle system. Research is now under way to develop ‘universal’ dyes that can be used over a variety of fibre types, thereby simplifying wet-processing and accommodating dye bath reuse across a range of facilities. In the meantime, seeking out these dye bath reuse systems and using them for large-volume, repeat fabrics and colours or designing with tonal colour palettes can help influence the expansion of this technology in the industry.
Ecology of the region (or watershed)
Shifting focus from dyes to dye baths to dye houses greatly expands the design perspective on the sustainability of colouring cloth. But the fact that the process of dyeing textiles is both supported and limited by the natural world is perhaps most clearly seen in the environment where the dye house is situated. For this is where industrial systems and natural systems interface directly. Region-wide zero-waste textile systems have the greatest potential for harmonizing industrial dyeing with ecosystems and can reportedly reduce water drawdown by as much as 80 to 90 per cent.64 Whereas individual facilities may use standard water-cleaning treatments such as flocculation and biological digestion, region-wide collaborations can augment these actions with advanced systems such as ultrafiltration, nanofiltration and reverse osmosis (which removes salt from the waste water), with the financial burden often shared between private entities and the local municipality. In this way, treated water is recycled back into the mill in a closed cycle with zero external contamination. Although this type of complex treatment is beyond the typical scope of influence of fashion designers, being aware of technological developments and percolating future marketing ideas around their use can have an active and positive influence.
‘Low-impact dyes’, then, present designers with a Rubik’s cube of considerations. Some of these complex choices are evident in the low-chemical cotton yarn produced by Tuscarora Yarns,65 which is coloured in a process that involves a pre-treatment with cationizing chemical agents. This acts to make cotton more reactive and easier to dye. Yarns are pre-treated to varying degrees, knitted into stripes and then dyed in a simple garment-dye process to produce complex surface effects. When dyeing with reactives, the cationic pre-treatment completely eliminates the need for salt, reportedly using 50 per cent less energy than dyeing with reactives on untreated cotton. These savings are due to reduced dyeing time, increased dye fixation and reduced effluent. However, cationizing agents are in themselves often moderately toxic and carry a medium pollution risk, a factor that needs to be traded off against their positive effects in subsequent processing. It is recommended that cationizing treatments be amalgamated with scouring into a one-step process to further reduce resource use.66 But besides mitigating materials and energy use, cationization reduces the need to stock multiple colours of yarn, for the yarns remain in ‘greige’ form until orders of specific colours are made, and the garment-dye process accommodates a quick turnaround on delivery, so inventory is vastly reduced. This technology illustrates the innovation that can arise from fusing an intimate knowledge of the industry with customer expectations, technical know-how, aesthetics and sustainability goals.

T-shirt made from ‘cationic cotton’ yarn by Tuscarora Yarns.
Colour without dyeing
Colour is one of the most visually stimulating and vital aspects of fashion. Each season, designers begin development with a piece of inspiration and start to spin a colour palette from it, pondering slight variations of tone and hue to balance a print or yarn dye pattern. Achieving colour in a fabric or garment without dyes forces deeper creative explorations; over the long term naturally existing fibre colours contribute much more than a lower-impact choice over dyes. Engaging in the process of selecting only those fibres with naturally occurring colour draws us all the way up the supply chain to plant fibre cultivation and animal husbandry and reconnects us directly with all that nature has to offer us. Designing into and around these limits and capacities can easily be achieved within the current fashion-design skill set, and each point in the supply chain provides an opportunity for creative innovation and connecting the wearer to natural systems.
Regional colour variations
In order to provide a consistent range of synthetic colours, the textile industry strips out all the unique character of the fibre and in so doing also erases its particular narrative or history, thereby contributing to the ubiquitous aesthetic of commodity clothing and the surface relationship we have with garments. In contrast, natural colour is as much an indicator of place as it is of fibre; its character, like that of a good wine, is influenced by the naturally occurring minerals in the local soil and water, and even by the diet of the animal (in the case of protein fibres). Natural fibre colours also reflect the weather patterns in a given year or season – as in the darker natural tones of linen, for example, caused by rains and additional moisture during growing and retting – and more readily reveal the techniques of traditional processing in a particular region of production. Just as a designer’s trained eye swiftly recognizes the historical reference or period expressed in the particular shape or nuance of a collar, so over time the eye becomes intimately familiar with and appreciative of the subtleties and reasons for natural colour variations. Natural colour connects us more closely to people, their local economies and the land.
Ardalanish is a textile manufacturer based in the Scottish Highlands, specializing in tweed fabrics with a unique regional character. The wool is sourced from local breeds of sheep – Hebridean, Shetland and Manx Loaghtan – and supplied by a number of farms across the Highlands and Islands of Scotland. Much of the processing, from fibre sorting, grading, spinning and weaving, is carried out locally, providing work for the surrounding community, and a company-supported weaving apprenticeship programme provides opportunities for the next generation to make a decent living while also continuing the local textile traditions. Using mostly undyed wool, with the occasional addition of madder and woad, Ardalanish’s distinctive fabrics are created in subtly beautiful patterns and shades. Colours range from black and charcoal-brown, through fawn and silver-grey to a rich creamy white.
Fashion designer Eloise Grey uses Ardalanish fabric in her clothing collections and notes that the natural colours have the broadest appeal among her clients. Since each colour is comprised of hundreds of different natural hues, Grey notes that they light up people’s skin tone much more than the flat neutrals provided by synthetically dyed fibres, and that people recognize that the garments feel very different from most other garments. For older people in particular, touching the fabric triggers a memory of how tweed used to feel. It is these tactile and visual characteristics in the fabric that Grey’s customers find most appealing, rather than the eco credentials or the origin of the cloth. This illustrates how a sustainability aesthetic can achieve a universal resonance and bypass the need for overt communication – a task that is infinitely more difficult with an industrially produced product where the ‘green’ benefit is invisible to the wearer and has to be much more actively promoted to justify its price and value.
De Beauvoir coat in naturally coloured wool by Eloise Grey.

Naturally dyed yarns by Sasha Duerr. Colours are made from food waste including onion skins, avocado rinds, carrot tops, coffee grounds, blackberries and turmeric, and require no toxic mordants.
Natural dyes
Natural dyes are most often criticized by industry for their limited supply of raw material and corresponding questionable repeatability and scalability. Colour-fastness over the long term, especially on cellulosic fibres, is also an expressed concern. Yet for many natural dyers these objections miss the point. Their purpose in using natural dyes is often not to meet self-imposed industry standards, but first and foremost to work within the limits of nature and then adapt creativity and practice accordingly. Planning around seasonally available materials, using scraps or fallen leaves as colour sources, relishing the variations and character of the uneven dyeing: all challenge our modern perceptions of what an acceptable colour is, and reveal how influenced we are by what commerce communicates as desirable. The explorations of these natural dye practitioners are more directed to a deep connection with the land, often also twinned with a sense of community. They are part of the ‘slow’ movement (see page 128) and resist being scaled up, speeded up and packaged to industry ‘standards’. In fact, they intentionally provide a tonic to this industrial paradigm.
A changing cultural landscape for natural dyes
Natural dyes have passed by the mass-market textile industry, mostly unappreciated, for decades. But with increasing interest in sustainability, new technical innovations are now being applied and are starting to blur the lines between industrial and artisanal objectives, and between what is a natural dyestuff and what is a synthetic one. Higher yields of plants per hectare, and higher yields of extract per plant, begin once again to impose human-centred industrial goals on to nature. Acceptance of new technical development in natural dyes will demand our sharpened cognitive skills to assess their sustainability profiles along measures that account for far more than their ‘naturalness’. The following questions give examples of a new range of considerations that we might take into account when reviewing new dye technologies:
- Are there new technologies for applying colour?
- If so, what indicators do they improve?
- What are their water, energy and chemical use in cultivating, processing and implementation?
- Do they speed up or slow/stop the flow of natural resources into industry?
- Do they slow or stop the flow of industrial or biological waste into natural systems?
- Do they shift flows to cycles?
- Whom do they benefit?
- Do they work within or beyond the boundaries of natural systems?
- Could there be unforeseen consequences?
- Are any identifiable risks reversible?
Sasha Duerr’s work epitomizes a slow textile approach to colour. Foraging for materials in her neighbourhood and using plants directly rather than extracts, Duerr is directly engaged with plants’ life cycles, seasonal availability and colour potential. Duerr keeps a calendar on what plants are available and when, and plans projects and commissions around this to ensure that projects can be completed, much like an organic chef plans a menu around locally and seasonally available food.
Minimum waste in cut and sew
Fashion designers approach their practice in a variety of ways. Some develop first prototypes in 3D and use draping as the primary method of arriving at a final design. Others work with flat patterns, and are able to predict the silhouette and details of the final garment through the 2D shapes on the paper. In industry, the design and development system is set up for industrial ‘efficiency’ and to maximize idea throughput. Designers working for medium to large companies therefore almost always create in sketch form, delivered with specifications to a pattern-maker who then makes the first prototype for review. With a great number of styles to design and develop each season, the designer has little time to pay attention to issues beyond styling; fabric-cutting efficiencies are the speciality of the technical support team. And suggestions to amend designs to accommodate waste reduction are rarely made by the technicians, for that would encroach on the expertise (and ego) of design! Often, then, final cutting efficiencies are calculated and set by the supplier’s computer-aided design (CAD) software, which is now prevalent throughout the fashion industry.

Sam Forno’s Low to No Waste jacket, made by morphing pattern pieces into the negative space on the fabric layout.

Low to no Waste jacket pattern layout.
As Timo Rissanen, an early pioneer in minimum-waste garments, points out, these systems can reduce cutting-waste by as much as 10–20 per cent in most cases.67 Although this amount may seem minimal, these scraps are more than just a physical manifestation of our segmented development chain and pattern-cutting method. In fact, they comprise a ‘hidden history’ of industrial processes that mine, divert, extract, shovel, waste, pump and dispose of billions of kilos of natural resources in order to produce and deliver the fabric that is destined to fall to the cutting-room floor.68 Further, the efficacy of CAD systems is restricted by the original logic of their programming: CAD programs work on efficiencies within the set parameters of an existing industrial pattern-cutting system. They do not have the capacity to accommodate completely new concepts for building clothing and they can therefore stifle the emergence of new innovations around reducing waste and the corresponding new aesthetic that these might reveal. Moreover, any reduced cutting-waste achieved with CAD systems is invisible in the final garment, so the designer and wearer develop no awareness about ecological impacts or savings. Sustainability improvements remain ‘captive’ as abstract calculations or data somewhere in the industrial supply chain.

Endurance Shirt by Timo Rissanen featuring zero-waste pattern-cutting techniques.
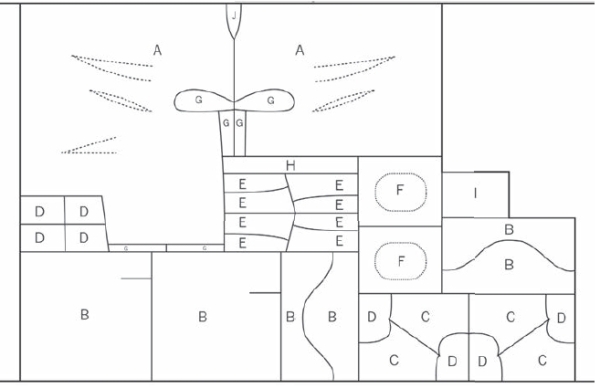
Endurance Shirt layout.
A: Body
B: Sleeve (including top sleeve lining)
C: Yoke
D: Cuff
E: Collar & stand
F: Elbow patch
G: Sleeve placket
H: Internal waist stay
I: Internal back pleat stay
J: CB Yoke appliqué

Dress by MATERIALBYPRODUCT designed with reduced waste using a novel system of cutting, marking and joining cloth.
New concepts in waste reduction
In recent years, a number of design-for-sustainability concepts around cutting-waste have emerged, from utilizing scraps in patchworked garments to recycling them into new yarns. Such ideas are helping to slow the flow of waste in the fashion industry, and hold much promise. But emergent design ideas can build further on these advances by developing altogether new ways of conceiving clothing construction. These techniques remind us that it is in the designers’ skills and craft of practice within the context of sustainability where the real promise and drivers of change lie. Technology may provide us with new tools, but it is the creative design mind that informs and directs their effectiveness. And it is the designer’s creativity and ability to make quantum leaps of imagination that holds the potential to transform not just the way we make things, but also the way we think.
Sam Forno’s Low to No Waste jacket resulted from melding design and pattern-making processes together and allowing the pattern pieces to be shaped by the negative space (the space between the pattern pieces) on the fabric layout. This process generated a garment with a unique aesthetic where the intimately interlocked pattern pieces formed design lines and directed the mode of fastening at centre front – a process that reduced the quantity of fabric usually required for a jacket by more than 25 per cent. Here, rather than imposing a preconceived garment design and its pattern on to the fabric, the designer becomes a facilitator, allowing the form to emerge and guiding its evolution: as Sam realized, ‘the jacket designed itself’.
Timo Rissanen uses what he describes as a ‘jigsaw puzzle’ approach to design and pattern-cutting that involves remodelling the shape and size of pattern pieces so they adjoin each other. His flat patterns and the resulting garments have slightly altered forms because the fabric cut loss that would ordinarily be wasted is instead an integral part of the garment. Effectively this approach increases material input at garment design, without increasing cost. Rissanen describes his work as attempting to ‘simultaneously design a set of garment pieces that take up a given length of fabric in two dimensions… and the garment in three dimensions’.69
Australian fashion design house MATERIALBYPRODUCT works with a novel system of cutting, marking and joining cloth that uses both the positive and negative spaces of a pattern to create a garment, poetically described as ‘cutting with both sides of the scissors’.70 The company has developed a unique layout programme that uses grading and sizing lines as integral parts of the garment’s shape and surface pattern. Vertical folds replace cut lines and give the garments a new silhouette that uses all fabric from one selvedge to the other. Each garment is made to measure and finished by hand with a signature ribbon binding that loops through the piece, creating a blouson effect.
Just and fair labour issues in cut and sew
‘What is work?
In whose interest is it done?
How well and to what end is it done? In whose company is it done?
How long does it last?’
Wendell Berry
Over the past two centuries, the industrialization of the textiles and clothing supply chain has led to economic independence for a number of countries. From the UK and the US to Japan and Hong Kong among many others, this innovation combined with the globalization of trade has been critical to growth and development. Labour-intensive industries such as fashion and textiles are particularly effective at lifting people out of poverty, bringing income gains for women in particular.71 But while they have brought major opportunities for the working poor, they also bring huge threats, for the sheer scale and power of the trading system can simply run over individuals. This is especially true in the cut, make and trim (CMT) sector of the textile and clothing industry, which generally employs women aged around 16–25, often migrants from rural areas, who are unaware of their rights, seldom have the courage to speak up, and are therefore easily exploited.72 Although consumer purchases in richer nations may help provide jobs with a ‘living wage’, markets alone are not sufficient to guarantee worker welfare.
Several forces have created a global textile industry rife with opportunities for worker abuse. The fashion industry is particularly fluid and mobile and over the past 40 years, as wages in developed nations increased, apparel companies moved their manufacturing facilities from industrialized countries to lower-wage countries overseas – resulting in an enormously complex supply chain with hundreds of facilities spread across scores of countries. As a result, much of the responsibility for worker welfare has fallen upon suppliers – and beyond the immediate influence of brands. Tracking and monitoring are therefore easily subject to corruption and manipulation, with greatly increased opportunities for human rights abuses: for what we cannot see, we cannot know or monitor.
The role of NGOs and labour movements
Just as the deprived conditions of workers in the ‘dark satanic mills’ of 18th-century England spawned the global labour movement, so today, exposure of human rights violations in the textile industry is bringing positive changes to the mainstream. Since the early nineties, NGOs and public sector interest groups have used ‘name and shame’ techniques in the press to demand supply-chain transparency and accountability of apparel brands.73 Consumer boycotting initiatives such as those spearheaded by Oxfam, the Clean Clothes Campaign and other NGOs have been important drivers in the development of corporate codes of conduct, which are now commonplace in modern apparel businesses.74 Yet these practices are only a partial solution to labour abuses. Despite the goal of the International Labor Organization (ILO) to eliminate child labour, violations remain endemic in the fashion industry, especially among subcontractors and home workers. And factories routinely keep double and triple books in order to ensure successful inspections.75
Even the most responsible companies may inadvertently perpetuate poor working conditions, for deep tensions still prevail between corporate social responsibility departments that demand higher compensation for workers and production departments that demand lower prices for products.76 Designers are also culpable, for specifying elaborate styling within set target price-points forces factory owners to accept tighter margins; and late production approvals squeeze factory schedules for meeting fixed retail deliveries. Both pass pressure on to workers to labour faster, for longer hours, at reduced pay, and chronically undermine the efforts of NGOs for worker protection. In 2008, Hennes and Mauritz (H&M), despite having one of the most robust corporate social responsibility programmes in the industry, reported that 73 per cent of their new supplier production units had compliance violations of legal monthly overtime hours, and 49 per cent had compliance violations of legal overtime compensation.77
NGO partnerships with corporations
While direct action campaigns or boycotts organized by NGOs have been an effective strategy and have resulted in strengthened corporate terms of engagement, ironically it is the partnerships between private companies and NGOs that have guided standards being written into law, harmonized the industry as a whole, and driven the most effective changes at the factory level. An unscrupulous factory owner, for example, may reject the high standards demanded by an ethical brand and favour working with a less demanding client. But if several brands collaborate to adopt the same policies, perhaps supported by an NGO, their combined purchasing power leverages factory owners to comply with requests.78 Moreover, given the complexities of the supply chain, individual companies can realistically inspect supplier factories only a few times a year. But when brands sourcing from the same factories work together, they can, in effect, expand their in-factory presence, with local NGOs supplementing inspections on an as-needed basis.
In spite of the advances in textile workers’ health and safety that these partnerships have accomplished, studies reveal that salary levels for workers in the fashion industry remain low.79 Legal minimum wage in developing countries is often below living wage, sewers frequently work with temporary contracts or no contract at all and delayed payments are common practice.80 These conditions in the fashion industry represent a microcosm of globalized industry as a whole. Oxfam International reports that while 400 million people have moved out of poverty since the mid-seventies, still 1.1 billion people are reportedly struggling on less than US $1 a day, the same number as in the mid-eighties.81 A critical part of Corporate Social Responsibility (CSR) then, is to ensure not only that codes of conduct are in place and enforced, but also that financial gains are distributed to workers. This realization is now leading to the expansion of Fairtrade programmes in the fashion industry – for whole garments and not just fibre (see page 21 for more on Fairtrade cotton fibre). Fair Trade USA, the US Fair Trade Labelling Initiative and members of Fairtrade Labelling Organizations International (FLO), are now testing a Fair Trade approach for apparel assembly. Though still quite new, the programme aims to build on tested models of CSR collaboration and multi-stakeholder initiatives to improve labour conditions, working with local NGOs to provide factory support through training, grievance channels and monitoring. The standard is based on core principles of Fair Trade agricultural products, such as empowering workers to have a voice in the workplace through democratic structures, and bringing economic and social benefits to workers, families and communities through a Fair Trade premium.
Design strategies for just and fair labour conditions
Designers can help build momentum in this effort. For example, developing awareness of the effects that design decisions have on speed and costing in the supply chain, ensuring timely sign-off, and developing innovative ideas to add value to the garment with little cost can all ease the financial pressure on factory workers and buffer supplier profit margins. Designing with non-commodity fibres and steering away from product categories with low to zero price elasticity at retail can also help bring higher margins into the supply chain. But ensuring that this extra income finds its way into the hands of the working poor requires additional strategies beyond the product itself. Choosing Fair Trade suppliers or working with vertically integrated or local companies where employee conditions can be easily observed and monitored are viable options, while trading directly with artisans and worker-owned co-operatives to spawn small-scale production structures demands more direct and personal engagement, which we explore in more detail later (see page 110).
Low-impact hardware and trims
Hardware and trims punctuate our designs, bringing a crispness to the whole garment. Trims are a tiny percentage of the product, and it is perhaps precisely because they are small that they are often overlooked. Yet trims contribute a significant ecological impact to the garment, drawing on the mining industry (in the case of metals for zips and snaps) and the oil industry (in the case of raw material for plastic buttons), with all their associated impacts on global warming, land degradation, human health, air emissions and toxic contamination of water bodies. And it is not only at the beginning of the garment’s life cycle that trims have an effect, for they directly influence the longevity of clothing and can hinder its ultimate recyclability. Buttons, for example, usually last a long time and even when they fall off the garment, they can be stitched back on with relative ease and few skills. Zips, on the other hand, break more easily and require machine-sewing abilities and special zip foot attachments in order to be replaced. Consequently, articles of clothing with failed zips are much more likely to be discarded sooner than those featuring simpler closures. And at the end of a garment’s life cycle, in large-scale textile recycling plants, items must be free of all trims to facilitate efficient processing. But since trims are often difficult and labour-intensive to detach, they often remain on the garments, meaning that articles of clothing that would otherwise be recycled into new yarns and fabrics are passed by and sent to landfill or baled for shipment overseas.
Electroplating
Although trims remain largely under the designer’s sustainability radar, clearly they do warrant more of our attention. A key sustainability challenge for metal hardware is electroplating, a process that prevents rusting in a base metal by coating it with another, non-corroding metal. Typically, the process involves dipping the items to be plated into a series of tanks containing metal salts in solution. An electrical current is then passed through the solution so that metallic ions are deposited on the trims. Rigorous washing removes excess processing chemicals after each stage of processing and produces copious amounts of water that contains such contaminants as acids, bases, cyanide, metals, brighteners, cleaners, oils and dirt. The waste water from this process can destroy biological actions in sewage plants, and is toxic to aquatic species. It has been estimated that 500 grams of hazardous sludge is produced for every 3,300 metal buttons produced. This sludge must then be treated before disposal in a specially lined landfill.82
Alternatives to electroplating
There are viable alternatives to electroplating. Several non-corroding metal alloys combining copper, zinc, nickel and iron in percentage are readily available in sheet metal form and can provide a variety of colours to meet designers’ needs. Each metal has particular physical properties and a specific appearance: copper is soft and moulds with little difficulty, but may also be easily scratched or dented; J brass has a warm pink-yellow cast; H brass has a cooler brilliant yellow hue; alloy 752 has a warm silver tone; stainless steel is a cooler grey and is strong and resilient, but also brittle and resistant to bending. All options provide a means to eliminate waste at the source rather than cleaning up contaminants at the end of the electroplating process.

Stainless steel buttons by Levi Strauss, which avoid electroplating.
Although further life cycle interrogations of metals and alloys are warranted – investigating how much energy and resources each embodies from extraction to final finishing – still, non-electroplated hardware provides a first step to achieving significant reductions in ecological impact for metal trims. In this case, the fashion designer’s role is transformed from making simple aesthetic choices and delivering specifications to one of engaging with professionals of many backgrounds – collaborating with engineers, metallurgists and suppliers to develop products balancing ecological goals with commercial requirements.
The stainless steel buttons that Levi Strauss and Co uses on its jeans represent no compromise on aesthetics or quality for the designer. The main challenge is in meeting production requirements for volume, for each snap or button is punched from a standard piece of sheet metal using cutting tools that are already set to a standard sheet size. As a consequence, for the more unusual alloys, inventory in the supply chain may not be readily available without a consistent demand from the market (designers); consequently, minimums required will reflect the number of buttons punched per sheet. The Global Organic Textile Standard already accepts non-electroplated metal hardware and this option seems set eventually to become standard industry practice. In the meantime, by specifying non-electroplated trims, designers can help foster collaborations and commitments between companies to better ensure that inventory in a variety of alloys is readily available for supplying quick turnaround and small to medium-sized orders.