
Identification and Understanding of Lean Sigma
“Okay Sam, where do you want me to sit?” asked Bill.
“You’d better sit right up front Bill, I don’t want you to miss anything,” replied Sam.
The Supplier Day group consisted of the top 15 suppliers to Rapid Products, and the materials from the session were to be published and placed online for the remaining Rapid Products suppliers. The agenda for the Supplier Day event is as follows:
1. Welcome and interactive introductions.
2. Rapid Products company business outlook.
3. Rapid Products company supplier expectations.
a. Lean
b. Six Sigma
c. Sales process expectations
d. Improvement sharing
4. Lunch with Rapid Products executive team.
5. Contract reviews.
6. Questions and answers.
7. Closure.
Bill was a bit embarrassed as he introduced himself to the group. He felt that as the SM of Rapid Products he should already know this stuff, and that he was the customer in the room. Soon Bill became humbled by the discussions.
Not only did Sam’s purchasing group describe the business conditions in detail, Bill thought that they also had a better perspective on future business than he did as SM. Bill felt too that the purchasing group shared some fairly sensitive information with the suppliers, information that took him months to gain from his potential customers with his relationship selling techniques. Bill took notes and planned to discuss this with Sam later.
As the Lean and Six Sigma discussion was held, Bill took the following notes:
1. Six Sigma and Lean, sometimes called Lean Sigma is the most successful continuous improvement methods in the world’s history.
2. Lean Sigma combines the simple and versatile methods and tools of Lean with the powerful analytical approach of Six Sigma methods to provide continuous incremental improvement with Lean, and significant increases in productivity and quality with Six Sigma techniques.
3. Lean Sigma is the combination of these powerful tools.
4. The origin of these methods goes back to the industrial revolution and the concept of time and motion studies with Fredrick Taylor and Henry Ford’s production lines. Lean Sigma represents the philosophy of total conservation of resources.
5. Edwards Deming brought this to Japan after World War II, and is credited with Lean Sigma’s predecessor, Total Quality Management (TQM), which focuses on the customers’ needs, continuous improvement, and employee involvement.
6. Dr. Deming worked with Toyota Motor Company, Motorola, and others to implement his TQM systems, and develop the methods and tools we now know as Lean Sigma. Often the Toyota production system, waste elimination, and process or continuous improvement are used synonymously with Lean Sigma methods throughout the world.
Bill knew that the production group at Rapid Products was using the Lean Sigma improvement methods and tools, yet he had never attended an improvement session or event. Bill thought to himself how great this was for manufacturing, but he wasn’t convinced it worked in sales. Bill continued to take notes.
What Is Lean, Six Sigma, and Lean Sigma?
Lean is a way of thinking and can be applied to every type of organization, whether it manufactures a product or delivers a service. Lean methods and tools are simple to learn and apply, and have broad applications. Lean methods even work in people’s personal lives! People can apply Lean tools to their hobbies, chores, and households to make things simpler, easier, and more enjoyable and cost-effective. The goal of lean is to strive for perfection by minimizing and ultimately eliminating waste, which causes variation throughout the value stream. The entire focus of lean is customer-driven and it’s the customer who determines the value and the amount he or she is willing to pay for the product or service. The customer enjoys the fruits of the information and material flow. Information and material flows are often documented in Value Stream Maps as shown in the following.
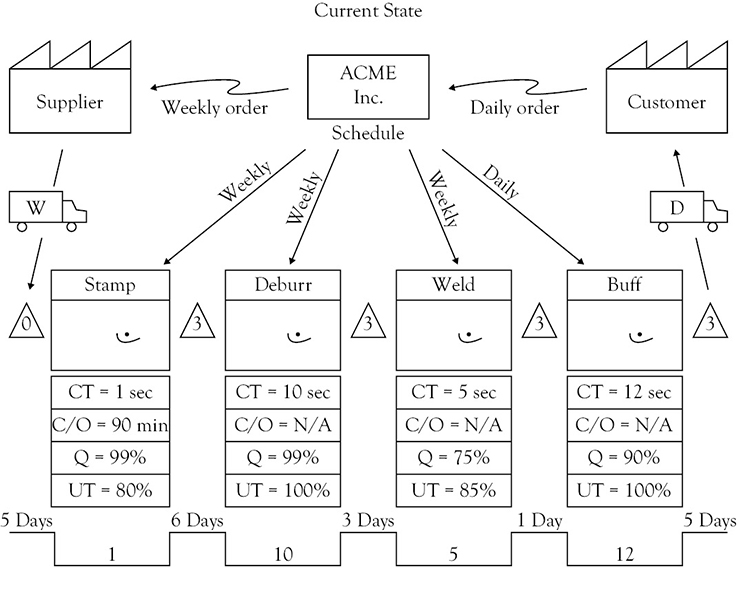
or
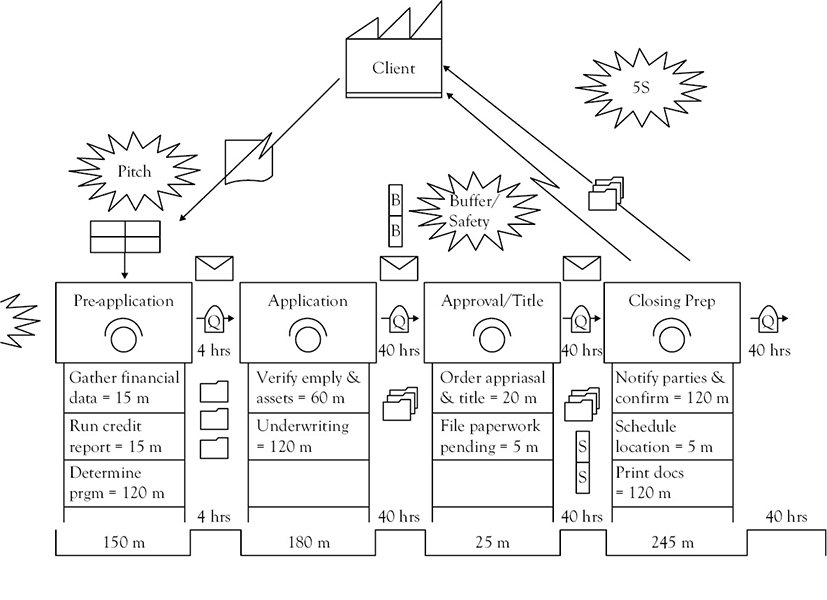
Source: Ptacek and Motwani.
Like Lean, Six Sigma, or 6σ, is another approach that an organization can implement to achieve excellence. Six Sigma is a statistical term. Sigma (σ) defines the variation or “spread” of a process. Six Sigma defines how much of the total process falls within the normal process variation.
The term Six Sigma refers to the number of standard deviations away from the mean in a bell-shaped normal distribution curve (see subsequently).
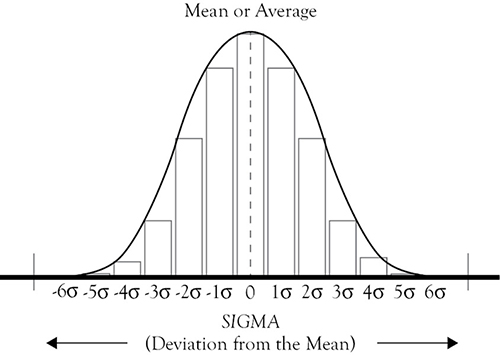
The goal of Six Sigma is to eliminate defects and minimize variability. In statistical terms, if an organization achieves Six Sigma level of performance, 99.99966 percent of its customers are satisfied as they are receiving services that are defect-free and meet their expectations. In other words, an organization that has achieved Six Sigma status will have no more than 3.4 complaints, defects, or errors per million opportunities. The following table summarizes sigma or variation level and error rate per million opportunities.
|
Process capability or sigma level |
Defects (or errors) per million opportunities (DPMO) |
Percent acceptable |
|
6σ |
3.4 |
99.99966% |
|
5σ |
233 |
99.9767% |
|
4σ |
6,210 |
99.379% |
|
3σ |
66,807 |
93.32% |
|
2σ |
308,538 |
69.15% |
|
1σ |
691,462 |
30.9% |
Six Sigma forces organizations to pursue perfection by asking if 99 percent acceptability is good enough. If 99 percent acceptable is good enough, consider the following:
|
99% Good (3.8 Sigma) |
99.99966% Good (6 Sigma) |
|
20,000 lost articles of mail per hour (based on 2,000,000/h) |
Seven lost articles per hour |
|
Unsafe drinking water for almost 15 minutes each day |
One unsafe minute every seven months |
|
5,000 incorrect surgical operations per week |
1.7 incorrect operations per week |
|
Two short or long landings daily at an airport with 200 flights/day |
One short or long landing every five years |
|
2,000,000 wrong drug prescriptions each year |
680 wrong prescriptions per year |
|
No electricity for almost seven hours each month |
One hour without electricity every 34 years |
Lean Sigma is the most powerful improvement technique as it systematically blends the best of the two earlier approaches to eliminate all waste or nonvalue-added activities from processes. This, in turn, lowers the cost and improves the quality of the process. The continued focus on the elimination of waste should be a daily, hourly, or minute-by-minute concern. Lean Sigma is designed to use people and materials wisely to satisfy customer needs. With that thought in mind, work elements or job duties may need to be modified to accommodate a waste-free Lean Sigma environment. This will allow companies to remain globally competitive, develop a cross-trained workforce, and establish a safe workplace.
Lean Sigma tools are used to
• improve customer satisfaction and total customer experience;
• identify and eliminate waste quickly and efficiently;
• increase communication and speed at all levels of the organization;
• reduce costs, improve quality, and meet delivery obligations of a product or service in a safe environment;
• initiate improvement activities and empower employees to make improvements themselves;
• track and monitor improvements to ensure sustainability.
Lean Sigma is truly a compilation of world-class continuous improvement practices.
To understand Lean Sigma, one must understand that Lean Sigma is, in its broadest sense, a philosophy of conservation of resources and waste elimination. Building on the Lean Sigma philosophy are Lean Sigma principles, concepts, methods, and tools. These ideas are building blocks of a structured and supported approach to a total Lean Sigma transformation. Lean Sigma principles must be built on a basic understanding of Lean Sigma philosophy. Many organizations have forgone a basic understanding of Lean Sigma philosophy, and tried to build a Lean Sigma organization on a weak foundation, only to be disappointed with their results. It truly pays to start with, and builds on a strong foundation of Lean Sigma understanding.
Conceptually, these building blocks are illustrated in the following diagram. Starting with a strong foundation of Lean Sigma philosophy, Lean Sigma principles can be used to support an organization in utilizing Lean Sigma concepts, methods, and tools, to become a superior organization.
Bill was starting to understand his role as a leader, and continued to listen to the training materials from the Rapid Products Supplier Day. While on break, Bill took a closer look at each of the Lean Sigma building block levels shown subsequently.
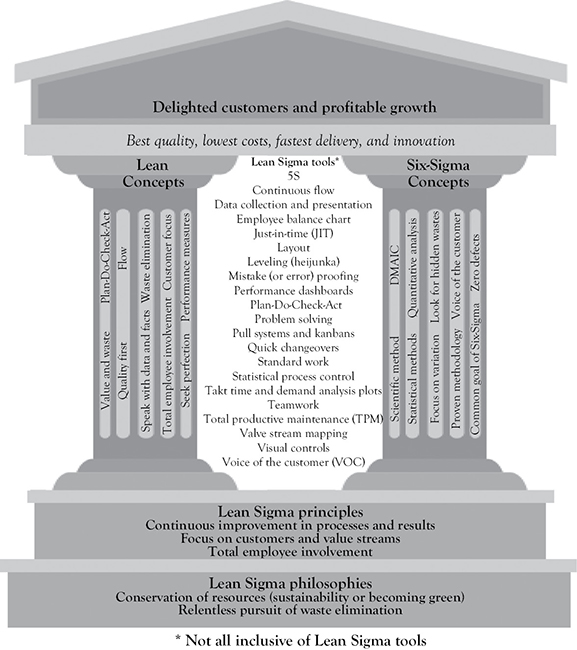
Source: Ptacek and Motwani, Pursuing Perfect Service.
Bill’s notes on the building blocks are as follows.
Lean Sigma Philosophies and Principles
The overriding philosophy of Lean Sigma is defined by the continuous elimination of waste and nonvalue-added activities in everything we do, the conservation of all resources at every level of operation. Additionally, Lean Sigma philosophies include continuous learning and improvement in everything that’s done. Lean Sigma philosophy calls for the simplification of all tasks and efforts to eliminate waste and improve flow. Absolute perfection is seen as the goal. Very few organizations embrace Lean Sigma philosophies at this level. Toyota Motor Company has been practicing Lean Sigma for over 60 years, and they still believe they need to improve!
Lean Sigma principles are the bedrock for Lean Sigma transformations. They provide the unchanging, solid foundation to build and improve upon. The three key Lean Sigma principles, supported by Lean Sigma philosophies are as follows:
• Continuous improvement in processes and results: Do not be “results or bottom-line only” focused. Instead, focus on processes that deliver consistent, waste-free results.
• Focus on customers and value streams: Focus on the entire process, from the customer pull or demand to demand fulfillment and customer satisfaction. Focus on how materials and information flow through a process.
• Employee participation in a nonblaming—fear-free environment: Organization leaders must make it safe for people to suggest possible improvements in the way things are done.
Lean Sigma Concepts
Lean Sigma concepts drive Lean Sigma transformations. It is essential that people at all levels be trained in and understand Lean Sigma concepts to facilitate a smooth and effective Lean Sigma transformation. Do not underestimate the power of these concepts.
Bill knew he had a lot of training and communication to do if he wanted his sales teams to apply Lean Sigma methods and tools, and continued to take the following notes.
The Lean Sigma concepts are as follows:
• Add value and remove waste
Value added
Organizations add value when they change the weight, shape, configuration, properties, or attributes of materials or information. These are the things the customer is willing to pay for.
Waste (nonvalue-added)
Waste is anything that does not add value. Nonvalue-adding activities fall into the 12 categories of waste. Things that consume time, resources, or space, or both but do not contribute to satisfying customer need.
The 12 categories of waste are as follows:
1. Over production: making more than is needed
2. Expertise: not using people’s knowledge
3. Transportation
4. Inventory and work in process (WIP)
5. Motion
6. Rework or corrections
7. Over processing: processing more than is needed
8. Waiting or delays
9. Overload or straining a system: overloading systems capabilities, usually leads to other forms of waste
10. Unevenness: unevenness in work flow usually lead to other wastes
11. Environmental waste: pollution, excess consumption
12. Social waste: social networking while at work, literacy, hunger, or cultural oppression
Bill wondered why “time” was not a waste. He concluded that each of the 12 wastes waste time as well! He continued to take notes on Lean concepts.
• Plan, do, check, act (PDCA) process for implementing improvements. This process mirrors the scientific method and drives improvement activities.
• Next process or operation is the customer: serve them.
• Upstream quality: build quality in; do not “pass along” poor quality.
• Customer needs first: always focus on the customers and their requirements.
• Decisions at the lowest appropriate level: go to where the work is done or the value is added. It is sometimes called “Gemba.”
• Speak with data: use objective information to evaluate process performance. Use other statistical tools to turn subjective information into objective data.
• Variation reduction and control through statistical process control.
• Define and seek perfection.
Adding value through waste identification and elimination is a fundamental concept of Lean Sigma. The customer is paying for value; waste is anything that your organization does to a product or a service for which the customer may be paying, and probably should not be. Waste is anything that adds time, resources, or cost without adding value to the finished product or service. When waste is removed value increases. Waste can occur in customer processes as well.
Finally, the expected outcomes of Lean Sigma initiatives were covered for the Supplier Day attendees. The list was very impressive, and Bill wondered how this could work in a sales area. Bill’s notes are shown in the following.
Lean Sigma Outcomes
Successful Lean Sigma transformations have been documented for hundreds of enterprises in nearly all sectors of the economy. In planning your Lean Sigma transformation, be careful not to set your expectations too low. Organizations implementing Lean Sigma transformations can expect to realize some or all of the following.
• High organization morale, teamwork, and effort through alignment of goals and measures, and improved leadership.
• Clear communication of priorities, expectations, and results through visual and statistical controls. The “right” things get done “right.”
• Clean, organized, and efficient worksite: minimal waste or errors.
• High-quality outputs and results.
• Smooth flow of work or services.
• No unscheduled downtime or surprises.
• Perfection: Zero defects or errors.
• Less inventory, delays, transportation, motion, and rework.
• Less costs, more profit, and return on investment.
• Increased capacity, and sales growth potential.
All of this information was a bit overwhelming for Bill. He still wasn’t convinced that Lean Sigma would work for a sales organization, but he didn’t have many alternatives. He knew that doing the same thing and expecting different results would just not work!
He was looking forward to the sales process discussion after the break. At break Bill made a bee-line for Sam.
“How could you share such sensitive information with our suppliers?” asked Bill through pursed lips.
“Sensitive information; what sensitive information?” replied Sam.
“You told everyone our sales goals, what markets we were targeting, and even the problems we’re having breaking into new markets. Why’d you have to share our dirty laundry?” whined Bill.
“Bill, we want our suppliers to team up with us for success. We want them to know the good, the bad, and the ugly. We challenge them to help us achieve our goals. To get their help, we need them to know where we are going and what our key issues are. There is no sense in keeping them in the dark. We need their help to succeed,” retorted Sam. “In fact next week we’ll be running a joint Lean Sigma even with a supplier. That’s where we really share our dirty laundry, maybe you should attend that session to get a better understanding of what we expect from our suppliers,” continued Sam.
“I can’t make it; I’ll be busy making sales calls to follow-up on the quotes I put out this week. I don’t think I need it anyway, I see what you’re doing here. I think I’ll stay for the sales process expectations that’s next, but then I should go, I probably have 50 requests for quotes in my email!” said Bill.
“That’s your call Bill, but I think you could use it. I think your entire team would benefit,” said Sam.
“Now I know you’ve lost it; there’s no way my whole team could attend, we’re way too busy,” replied Bill.
“If you say so it must be true. We’d better get back to our seats, the session is about to start,” said Sam.
“I’ll catch up to you later.” Bill said as they walked back to their seats.
Sale Process Expectations
Bill was shocked at the requirements Rapid Products had for the sales teams of their suppliers. The requirements read like a quality manual, with the supplier “shall” have this, and the supplier “should” have that, and so on. Bill wasn’t sure he could be a supplier to his own company!
First and foremost, the expectation was that each supplier shall have a defined and documented sales process. This could be in any form, but had to be clearly defined with metrics to indicate performance and success levels. It was explained that the sales process definition document should include the inputs required, the supplier of the inputs, the process to construct the cost estimate and quote, as well as the outputs and output applications and users.
It was preferable that the sales process start at opportunity identification, and end with product and or first article delivery. It was also preferred that the first article approval process be clearly defined, and Rapid Products shared their internal first article approval process in effort to show an example. Rapid Products’s first article approval process is shown as follows:
1. Produce product to specifications.
2. Obtain engineering and quality files from intranet.
3. Obtain product and all associated parts.
4. Complete product or part dimensional layout per customer drawing if available, or RP print, documenting all dimensions on worksheet according to WI32-765.
5. Complete RP’s First Article Submission form per WI32-767.
6. Complete customer First Article Submission form if required.
7. Complete First Article Checklist per WI32-786.
8. Package product according to requirements.
9. Combine all required submission documents in a three-ring binder per WI32-677.
10. Draft cover First Article Submission letter per WI32-822.
11. Ship First Article Products or Parts to the customer as per their requirements documented in the job folder.
Bill could only shake his head at Rapid Products’s supplier requirements. It seemed that Rapid Products was asking their suppliers for something that Rapid Products couldn’t do themselves! At the next break, Bill ran to his office to check his e-mail. He was surprised to discover that there was only one request for proposal (RFP) in his email basket. He passed this RFP along to Jim, and went back to the Supplier Day session, and caught up with Bill.
“Hey Sam, good news, I didn’t have as many RFP’s as I thought. I think I’ll sit in on the rest of the Supplier Day session,” said Bill.
“Not having very many RFP’s doesn’t sound like good news, but I’m glad you can stay,” replied Sam.
“Yea, I guess you’re right; with no RFP’s we’ll have no future orders, but I’m a glass half full guy, this may allow me to attend the joint Lean Sigma event next week! Let’s get back to the session,” exclaimed Bill.
Bill sat through the rest of the Supplier Day session, and thanked Sam for inviting him. The two leaders agreed to work out the details for Bill to participate in the joint Lean Sigma event planned for the next week.
Bill was starting to understand why Sam invited him to the Supplier Day session. He knew he had to do something different with his sales teams and this might just be the time to do it.
Discussion Questions
1. Discuss the similarities and differences between Lean, Six Sigma, and Lean Sigma. Which of these is most applicable to the sales process and why?
2. Why is it necessary to understand the building blocks in order to understand what Lean Sigma is? Discuss briefly the building blocks and how it can help your organization to get prepared for the Lean Sigma journey.
3. Discuss the overriding philosophies and three key Lean Sigma principles. What can Bill or your organization learn from them?
4. What do you think of this statement, “in planning your Lean Sigma transformation, be careful not to keep your expectation too low”? What are some of the outcomes you would expect your organization to achieve if they implemented Lean Sigma?
5. What are your thoughts about the “First Article Approval process?” Do you agree that the typical sales process should start with opportunity identification and end with product or first article delivery? Why or why not?