CHAPTER 1
Introduction to Industry 4.0 and Smart Manufacturing
Anthony Tarantino, PhD
Introduction
The terms Industry 4.0 and Smart Manufacturing (SM) are widely used today in industry, academia, and the consulting world to describe a major industrial transition underway. This transition is truly revolutionary in that it is now possible to create a digital twin of physical operations to improve operational efficiency and safety while fostering the automation of repetitive, labor-intensive, and dangerous activities.
Exhibit 1.1 shows the digital twin of a car engine and wheels in an exploded image above the physical car.1

EXHIBIT 1.1 Digital twin of a car engine and wheels
Source: Digitaler Zwillig/Shutterstock.com.
The first question most people ask is “What is the difference between Industry 4.0 and Smart Manufacturing?” The answer is that they are actually different phrases for the same thing. Klaus Schwab, president of the World Economic Forum, coined the phrase “Industry 4.0” in 2015.2 The argument for the name Industry 4.0 is that it captures the four phases of the Industrial Revolution dating back 400 years and highlighting the coming of cyber-physical systems. The advantage of the name Smart Manufacturing is that it is catchy and easy to remember. The first references to Smart Manufacturing date back to in 2014, so both names originated at about the same time.3
The two terms are now expanding and being applied to nonmanufacturing areas. For example, we now have Smart Quality, or Quality 4.0, and Smart Logistics, or Logistics 4.0. The important thing to remember is that they describe the same goal of creating a digital twin of physical operations. The digital twin is not restricted to equipment and includes people and how they interact with equipment, vehicles, and materials. Only by capturing the dynamic interaction of people, materials, and equipment is it possible to truly understand physical operations and the detailed processes that they use.
A more detailed definition of Smart Manufacturing is that it encompasses computer-integrated manufacturing, high levels of adaptability, rapid design changes, digital information technology, and more flexible technical workforce training.4 More popular tools include inexpensive Industrial Internet of Things (IIoT) devices, additive manufacturing (also known as 3D printing), machine learning, deep learning computer vision, mobile computing devices, Edge computing, robotics, and Big Data analytics. We will cover each of these tools and technologies in subsequent chapters.
Smart Manufacturing creates large volumes of data describing a digital twin, which in the past was not practical to create. The term Big Data has been used since the 1990s but has become central to the growth of Smart Manufacturing and Industry 4.0 in the past few years. By some estimates, the global per-capita capacity to store information has roughly doubled every 40 months since the 1980s.5 More recent estimates predict a doubling every two years. The good news is that Moore's Law applies to Big Data. (Intel's Gordon Moore predicted a doubling of technological capacity every two years while costs remain constant.) It can be argued that cheap and accessible data is the most critical pacing item to the use of Smart Technology.
The next question readers of this book may ask is “What is the connection between Smart Manufacturing or Industry 4.0 and Lean Six Sigma?” The answer is fairly straightforward. Six Sigma is a framework for complex, data-driven problem solving. Six Sigma practitioners excel at analyzing large volumes of data. Smart Manufacturing offers rich new sources of data. Traditionally Six Sigma practitioners would have to settle on taking small samples of data for their analysis. Now they can capture and analyze all data without the labor-intensive efforts of the past. I ran over 30 projects over a seven-year period for a global high-tech company and always feared that our sampling of data was merely a snapshot in time, regardless of how great the data gathering effort. Running those projects with Smart Technologies would yield a more accurate picture of the truth.
Lean also plays a critical role in Smart Manufacturing. Simply put, Lean is a philosophy for continuous improvement by eliminating all types of waste in operations. As envisioned by Taiichi Ohno, the founder of the Toyota Production System in the 1950s and 1960s, Lean also advocates empowering workers to make decisions on the production line. Smart Manufacturing will eliminate many low-skilled jobs in manufacturing. Smart factories and Smart distribution centers will require higher-skilled workers comfortable in utilizing the many new sources of data to drive continuous improvement efforts.
The First Industrial Revolution
Manufacturing before the Industrial Revolution was typically a cottage enterprise with small shops producing leather goods, clothing, harnesses, and so on. The labor was all manual, that is, people-powered. Beginning in the mid-1700s, the First Industrial Revolution introduced machines that used water or steam power. Factories using steam and water power were larger and more centralized than earlier cottage industries. Factory workers did not require the high skill levels of cottage industry craftsmen and artisans. Women and children were used as a cheap source of labor.
Exhibit 1.2 shows what a blacksmith shop may have looked like in the Middle Ages.6

EXHIBIT 1.2 A blacksmith shop in the Middle Ages
Source: O. Denker, Shutterstock.com.
The First Industrial Revolution began in England, Europe, and the American colonies. Textiles and iron industries were the first to adopt power. The major changes from cottage industries of the Middle Ages to the First Industrial Revolution can be summarized as follows:
- Steam- and water-powered production centralized in one factory
- Factories replace cottage industry (e.g., the village blacksmith or leather shop)
- Specialization with the division of labor – workers and machines arranged to increased efficiency
- Harsh and dangerous work environment – primarily using women and children as mechanical power eliminated the need for most heavy labor performed by men
Exhibit 1.3 is a painting of a textile mill powered with either steam or water and a labor force primarily made of children and women.7

EXHIBIT 1.3 A painting of an 1800s textile mill
Source: Everett Collection/Shutterstock.com.
The Second Industrial Revolution
The Second Industrial Revolution began in the United States, England, and Europe with the introduction of electrical power over a grid, real-time communication over telegraph, and people and freight transportation over a network of railroads. The railroad and telegraph also increased the spread of new ideas and the mobility of people. Travel times of days using horsepower were reduced to travel times of hours.
The introduction of electric power to factories made the modern mass-production assembly line a reality. The number of people migrating from farms to cities increased dramatically in the early twentieth century. Electric power made possible great economic growth and created a major divide between the industrial world and the poorer nonindustrial world. The rise of the middle class and the migration to cities may be the most visible manifestations of the Second Industrial Revolution. At the time of the American Civil War, only 20% of Americans lived in urban areas. By 1920 that number had risen to over 50% and to over 70% by 1970.8
Exhibit 1.4 shows workers on an auto assembly line in the 1930s.9
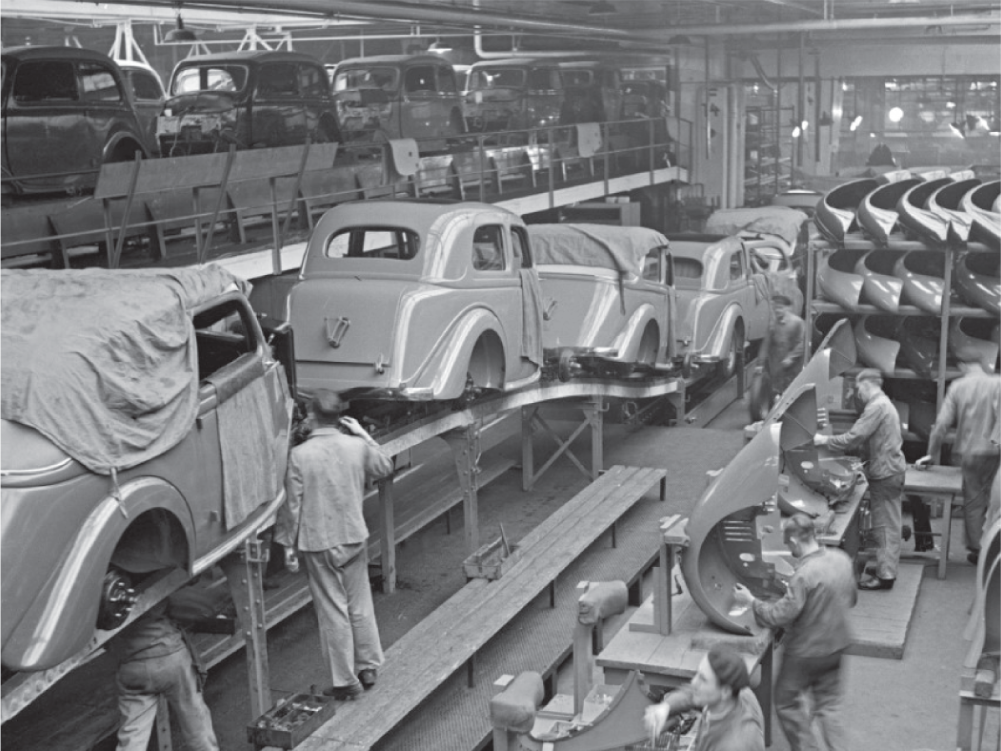
EXHIBIT 1.4 A 1930s auto assembly line
Source: Everett Collection/Shutterstock.com.
Frederick W. Taylor (1856–1915) is credited with creating the efficiency movement, which advocates systematic observation and scientific management for manufacturing. Taylor's approach included scientific study applied to all work tasks, systematically selecting and training each employee, and creating work instructions for each task. He is known as the father of scientific management.10
Frank Bunker Gilbreth (1868–1924) and his wife Lillian Gilbreth (1878–1972) were early efficiency experts and pioneered the use of time, motion, and fatigue studies. Lillian is widely accepted as the mother of industrial engineering. They were the inspiration for the Cheaper by the Dozen (1948) book and movies. Unlike Taylor, the Gilbreths worked to improve workplace safety and working conditions. Lillian was also a pioneer for women pursuing engineering educations and careers.
Exhibit 1.5 is a photo of Lillian Gilbreth, who continued to teach and lecture until 1964 at the age of 86.11

EXHIBIT 1.5 Lillian Gilbreth
Source: Purdue University Engineering.
The major changes from the First Industrial Revolution to the Second Industrial Revolution can be summarized by the following:
- Electrically powered mass production
- Assembly lines
- Telephone and telegraph providing real-time communication
- Efficiency movement of Fredrick Taylor, and Frank Gilbreth and Lillian Gilbreth
- Henry Ford perfecting the assembly line, converting molten steel into a car in 72 hours
The Third Industrial Revolution
The Third Industrial Revolution began in the 1970s and 1980s with the introduction of the first electronic computers. Even though they were very primitive by today's standards, they laid the foundation for a revolution in information management. Manufacturing efficiency dramatically improved with software applications, automated systems, Internet access, and a wide range of electronic devices. Programmable logic controllers (PLCs) began the conversion to Smart machines. Barcode scanning systems replaced error-prone, paper-based processes.
Exhibit 1.6 shows the use of a personal computer with wireless connectivity to manage the factory floor.12

EXHIBIT 1.6 Managing the factory floor with a personal computer
Source: Gorodenkoff/Shutterstock.com.
The major changes from the Second Industrial Revolution to the Third Industrial Revolution can be summarized as introducing the following:
- Semiconductors, mainframe and personal computing
- The World Wide Web and Internet
- Manufacturing software (MRP, ERP, and MES, eProcurement) replacing paper-based processes
- Additive manufacturing/3D printing
- Robots replacing people
The Fourth Industrial Revolution
The transition to Industry 4.0 and Smart Manufacturing began over the past 20 years and is based on the following core principles:
- Secure connectivity among devices, processes, people, and businesses
- Flat and real time digitally integrated, monitored, and continuously evaluated
- Proactive and semi-autonomous processes that act on near-real-time information
- Open and interoperable ecosystem of devices, systems, people, and services
- Flexibility to quickly adapt to schedule and product changes
- Scalable across all functions, facilities, and value chains
- Sustainable manufacturing: optimizing use of resources, minimizing waste13
- Information transparency offering comprehensive information to facilitate decision making
- Inter-connectivity allowing operators to collect immense amounts of data and information from all points in the manufacturing process, identifying key areas that can benefit from improvement to increase functionality
- Decentralized decision making in which smart machines make their own decisions. Humans will only be needed when exceptions or conflicting goals arise.14
The major changes from the Third Industrial Revolution to the Fourth Industrial Revolution can be summarized as the following:
- The Internet of Things (IOT) – increasing from 7 billion to 26 billion devices in one year
- Smart sensors, AI, and computer vision to create digital twins
- Affordable advanced robots and cobots (a robot that supports people)
- Mainstream additive manufacturing, also known as 3D printing
- Mobile computing
- Location detection technologies (electronic identification)
- Advanced human–machine interfaces
- Authentication and fraud detection
- Big Data analytics and advanced processes
- Multilevel customer interaction and customer profiling
- Augmented reality wearables
- On-demand availability of computer system resources
The Major Components of Smart Manufacturing
The chapters in this book will cover the major components in Smart Manufacturing that will impact manufacturers of all sizes and complexities. There are others, and the list will grow. The components we cover include:
- Lean in the age of Smart Manufacturing
- Six Sigma in the age of Smart Manufacturing
- Improving supply chain resiliency using Smart Technology
- Improving cybersecurity using Smart Technology
- Improving logistics using Smart Technology
- Big Data for small to midsize enterprises (SMEs)
- Industrial IOT sensors
- AI, machine learning, and computer vision
- Networking for mobile-edge computing
- Edge computing
- Additive manufacturing and 3D printing
- Robotics
- Improving life on the factory floor using Smart Technologies
- Growing the role of women in Smart Manufacturing
Lean and Six Sigma in the Age of Smart Manufacturing
Lean dates back to the 1960s when Toyota introduced Lean in its Japanese production plants. Because computer systems were primitive or nonexistent on the factory floor, Lean philosophy relied on simple visual controls. Lean also empowered all employees to make decisions that could shut down an entire assembly line, a far cry from US practices of the time.
Six Sigma dates back to the 1980s with Motorola followed by GE. It provided a commonsense framework for solving complex problems using the scientific method. Six Sigma data analysis drives the effort to reduce defects, improve quality, and optimize operational efficiencies.
Most organizations have combined the philosophy of Lean with the problem-solving framework of Six Sigma. Many organizations have rebranded their Lean Six Sigma programs as Continuous Improvement and more recently as Industry 4.0 programs.
With Smart Technologies, Lean and Six Sigma have a new lease on life, becoming more efficient and more effective. One of the best ways to envision the change is to picture the traditional process of an industrial engineer or continuous improvement team member watching a manufacturing process and noting cycle times with stopwatch and clipboard.
Imagine the ineffectiveness of trying to accurately capture the variations in a physical operation across various machines, across three shifts, and across each day of the week and each season of the year. Regardless of the skill and dedication of the analyst, they can only observe and document a small percentage of the entire population of operations. Now imagine smart cameras and IoT sensors watching all transactions on an Edge computer (a computer located near the action) and transmitting data to the Cloud for analysis.
Exhibit 1.7 shows a worker making notes on clipboard, the traditional method of data collection on the factory floor.15

EXHIBIT 1.7 Collecting data traditionally
Source: NDOELJINDOE/Shutterstock.com.
Smart Manufacturing offers quality and process improvement professionals robust digital tools to examine and evaluate operations without the labor-intensive and ineffective practices of the past. AI and computer vision provide the means to automate visual inspection with greater accuracy and consistency than using manual methods. The new technology also provides data sets for all transactions, not the small sample sizes used in the past.
Exhibit 1.8 demonstrates just how small a sample size is required to meet the Military Standards that have been in place since the 1950s. In this example a 500-part sample is less than 2% of the total population.16 With smart cameras and IoT sensors watching the action on a 24/7 basis, the new sample size is the entire population of 35,163 parts. The combination of Edge computing and the Cloud provides an easy means to run statistical analysis leading to improved quality.

EXHIBIT 1.8 Military Standard 105e
Source: Quality Assurance Solutions.
Improving Cybersecurity Using Smart Technology
Cybersecurity threats are coming at organizations from a variety of sources, including those sponsored by foreign governments hostile to Western democracies, and from criminal sources, both foreign and domestic. What they have in common is a very successful track record of overcoming firewall protections to steal and hold hostage critical company information and cripple operations.
It is a big mistake for manufacturers, especially smaller ones, to believe that they are not a cyberattack target. They are, for the simple reason that they are easy to breach. Here are 10 key cybersecurity takeaways to consider:
- Globalization, specialization, and IoT trends have increased cyber risk.
- Supply chains are much deeper and broader than you realize.
- The supply chain is an attractive target for several reasons.
- No supplier is too insignificant to be immune from risk.
- Security controls are only as strong as the weakest link.
- Threat actors have a wide range of motives and methods.
- Cyber risk can be mitigated by making business tradeoffs.
- Impact of a breach can be mitigated with proper controls.
- Cyber risks need to be considered in sourcing decisions.
- The costs of a breach can be far-reaching and catastrophic.
Smart Logistics
The modern science and practice of logistics had its origins in World War II. American logistics practices were a primary factor in the Allied victories over Germany and Japan. Logistics is the process of managing the end-to-end planning, acquisition, transportation, and storage of materials through supply chains.
Logistics 4.0 revolutionizes the practices that help win wars and power modern manufacturing and distribution. The digitization of logistics operations includes driverless trucks, delivery drones, automated warehouses, smart ports, smart containers using radio-frequency identification (RFID), blockchains, and AI-powered routing of parts. Smart Logistics come at a critical time to help mitigate supply chain shocks from pandemics, tsunamis, trade wars, shooting wars, and the instability inherent in less developed economies. Finally, Smart Logistics may be the only option to solve the chronic shortage of local and long-haul drivers.
Big Data for Small, Midsize, and Large Enterprises
Smart Manufacturing's ultimate goal is to digitize all physical operations, creating a constant stream of data in real time, typically captured on Edge computers and communicated to the Cloud. Big Data is not a goal of Industry 4.0 and Smart Manufacturing. Manufacturing organizations have generated large volumes of structured and unstructured data for several years. The problem is that much of the data ends up in silos, not extracted or normalized for analysis.
Smart Manufacturing is transforming traditional manufacturing by replacing isolated and siloed data with the ability to collect both structured and unstructured data from diverse sources. Therefore, the goal of Smart Manufacturing is to mine, merge, and transform data to provide a digital twin of operations in real time. Without Big Data analytics much of Industry 4.0's technology is wasted, just as large amounts of data were wasted with Industry 3.0 technology.
Big Data makes possible predictive modeling that exploits patterns found in historical and transactional data to identify risks and opportunities. While some of the most advanced Big Data technology solutions may beyond the reach of smaller organizations, there are many affordable and easy-to-use Big Data tools that smaller organizations can utilize. Today's global supply chains are dynamic, with multiple levels of dependencies. Without Big Data, it is not practical for an organization of any size to adequately identify risks and opportunities.
Industrial IoT Sensors
Smart sensors are devices that generate data transmitted to Edge computers and to the Cloud to monitor various processes. They are typically easy to install and require little configuration. The types of sensors are quite varied:
- Temperature sensors
- Pressure sensors
- Motion sensors
- Level sensors
- Image sensors
- Proximity sensors
- Water quality sensors
- Chemical sensors
- Gas sensors
- Smoke sensors
- Infrared (IR) sensors
- Acceleration sensors
- Gyroscopic sensors
- Humidity sensors
- Optical sensors17
With Smart sensors, data is automatically collected and analyzed to optimize operations, improve safety, and reduce production bottlenecks and defects. Sensors communicate data to Edge computers and/or the Cloud via IoT connectivity systems on the factory floor. IoT technology leverages wired and wireless connectivity, enabling the flow of data for analysis. It is now possible to monitor operations remotely and make rapid changes when warranted by conditions. The use of Smart sensors helps improve manufacturing processes and product quality while reducing waste and safety violations on the factory floor.
Exhibit 1.9 shows the flow of data from several types of IIoT sensors to Edge computers for analysis and to data monitoring applications and dashboards.18

EXHIBIT 1.9 Internet of Things (IoT) data analytic concept
Source: Zapp2Photo/Shutterstock.com.
Artificial Intelligence Machine Learning and Computer Vision
Today's computer vision has the goal of helping computers see. It uses artificial intelligence and machine learning to digitize imagery for analysis. Tasks that come easily for humans are a challenge for computer vision. A human easily understands that a car in the distance moving toward them appears larger as it gets closer. Computers need to be taught that the change in size does not indicate several different cars. I recall the early days of my supporting a computer vision startup. The engineers were excited that they had taught their program to detect a bare arm reaching for a controller. It worked fine until someone wore a long-sleeve shirt. The program ignored the arm because it had not been taught to consider an arm with clothing.
The manufacturing use cases for computer vision are varied and continue to grow. As the affordability and ease of installation continue to improve, it is reasonable to predict the demise of “dumb” cameras, even for consumer uses. Some of the more popular computer vision (CV) applications include:
- Human/Machine Interaction. CV is able to capture how operators interact with their equipment. Unlike manufacturing shop floor control software programs, CV captures the actual efficiency of operators (the number of units produced against a standard) and utilization of equipment (the hours in operation against the total available shift hours). All this is accomplished without entering data or scanning barcodes. CV can also identify the actual percentage of time an operator is at their workstation versus away from it. This is also accomplished without entering data or scanning barcodes, so there are no data entry errors.
- Anomaly Detection. CV is able to flag such anomalies as forklift and truck drivers speeding, people standing in restricted areas, an excessive number of workers congregating in a work center, or conveyors running without materials or parts after an established maximum time.
- Defect reduction. CV is able to automate visual inspection to complement or replace human inspectors of parts, assemblies, and packaging. This overcomes inconsistencies from inspector to inspector and from shift to shift. Multiple smart cameras capturing 100 images per second can inspect even the most complex assemblies in a few seconds.
- Barcode and Label Scanning. This is one of the simple use cases for CV eliminating human error and inconsistencies.
- Safety and Security Violations. CV is able to help organizations maintain social distancing and mask requirements during the COVID-19 global pandemic. In some cases, CV has helped to prevent serious injuries when operators clearly violated safety requirements by standing behind trucks in busy terminals or not wearing their safety harnesses and hard hats in restricted areas.
Networking for Mobile-Edge Computing
Smart Manufacturing is powered by mobile computing. Without mobile technology, Smart Manufacturing would not be practical. Mobile devices are the platforms by which manufacturing workers and managers can connect easily to the Cloud. The IIoT generates massive amounts of data with connected devices. By combining mobile's ability to provide networks with the data generated by the IIoT, manufacturers have powerful new sources of information to improve operations and eliminate paper-based practices.
Mobile communications has been with us for decades. The first mobile communication was designated as 0G and generally thought to start with the car phone, introduced in 1946 by the Bell System. Beginning in the 1980s, the first generation of wireless analog cellular phones was introduced. These are part of the 1G generation. Starting in 1991 in Finland, the first commercially available digital cellular phones were introduced, creating the 2G generation. Beginning in 2009, 4G was commercially launched in Sweden and Norway. In the United States the launch was in 2010. Then in 2019, 5G technology was launched almost simultaneously in South Korea and the United States, and the rollout is expanding now around the world. Finally, 6G is expected to launch commercially sometime after 2030.
5G has provided manufacturing with the high bandwidth, low latency, and high reliability that are critical to many mobile computing applications. In the past these applications required fixed-line connections. 5G technology will be key to increasing flexibility, shortening lead times, and lowering costs on the factory floor. While 6G is still years away, some early estimates predict 10 to 100 time increases in speed. This will continue to drive down costs while increasing the capabilities of all types of mobile computing devices.
Edge computing refers to the location of a computer relative to sensors feeding it data. Exhibit 1.10 is a graphic showing the process of gathering data from smart sensors and transmitting it to Edge computers for real-time alerts and actions and then to the Cloud for analysis.19

EXHIBIT 1.10 Edge computing
Source: Zzins/Shutterstock.com.
Additive Manufacturing and 3D Printing
Additive manufacturing, often referred to as 3D printing, plays an important role in Smart Manufacturing. It is especially useful for small production runs and rapid prototyping, which helps shorten the times required for new product introduction (NPI) while lowering development costs. It also allows for greater product customization by eliminating the long setup times required with traditional production processes.
3D printing makes objects according to a 3D digital model. 3D printers add material layer by layer, creating objects ranging from simple to highly complex. Originally limited to plastics, 3D can now use a variety of metals to produce parts quickly and inexpensively. As this technology advances, 3D printing can move beyond prototyping and short runs to support agile manufacturing, allowing consumers to expect multiple design changes over short periods of time.
Exhibit 1.11 shows a 3D printer creating a complex object.20
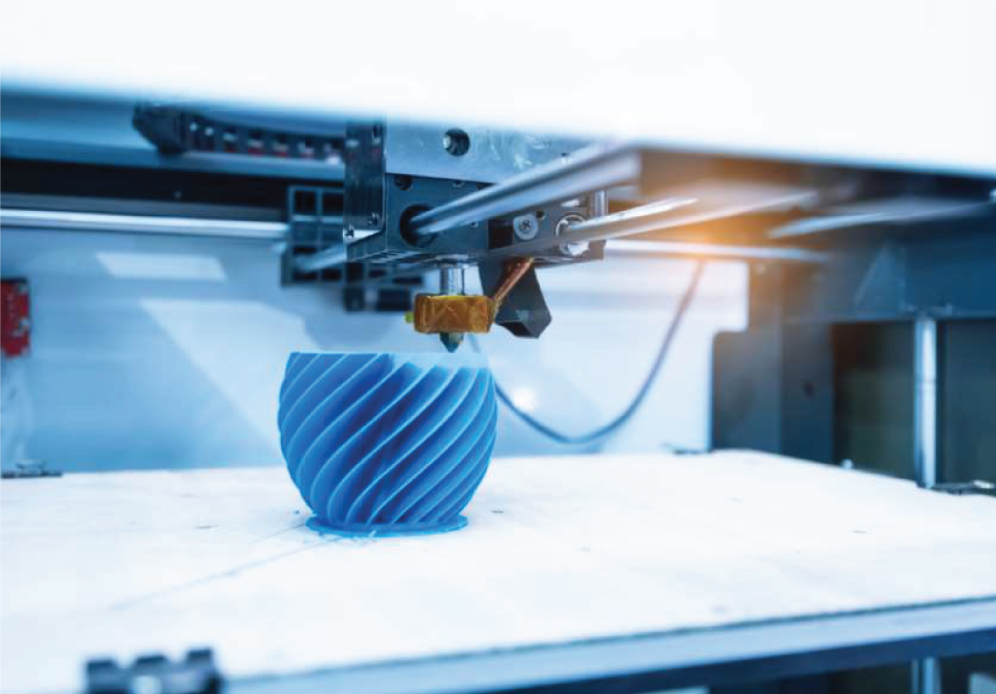
EXHIBIT 1.11 A 3D printer at work
Source: Asharkyu/Shutterstock.com.
Robotics
Robotics will play a central role in Smart Manufacturing and will grow in importance as its costs continue to decline. Many workers fear that robots will replace them. The truth is that robots will help to save manufacturing jobs by keeping domestic producers competitive with foreign competitors who enjoy lower-cost labor. In many cases robots are performing dangerous or repetitive tasks so boring that nobody wants to do them. This frees workers to focus on higher-value and more interesting activities.
Some of the benefits of manufacturing robotics include:
- Improved efficiencies throughout all phases of production
- The ability to operate on a 24/7 basis and in a lights-out environment
- Greater agility to react quickly to product and process changes
- Increased ability to bring back domestic manufacturing that was previously offshored
- Help in addressing chronic labor shortages, especially for boring, repetitive, or dangerous tasks
- Improvements in quality and reliability
- ROIs achieved in a few months in many cases
Exhibit 1.12 shows a small robotic arm with a mechanical hand.21
EXHIBIT 1.12 Robotic arm with mechanical hand
Source: A. Suslov/Shutterstock.com.
Smart Technology to Improve Life on the Factory Floor
Over the past 50 years the number of manufacturing jobs in the United States has dropped from 20 million to 12 million. Much of this has been attributed to automation, according to the Center for Business and Economic Research at Ball State University. Of course, offshoring plays a major role as well.22 Unfortunately, this has given Smart Manufacturing a bad reputation among American factory workers.
What is missed in the criticism is the great number of Smart Manufacturing tools that help make life better for factory workers. Inexpensive smart sensors monitoring production equipment and tools can spot problems and prevent plant shutdowns. Such disruptions reduce revenue and customer satisfaction, potentially leading to loss of wages and layoffs. IIoT sensors and computer vision can also help to flag safety and security violations reducing accidents and injuries.
Adding smart sensors along the entire production line provides a wealth of valuable information that can foster continuous improvement and Lean Six Sigma programs. The new data sources do not necessarily make equipment more powerful, but they do make humans more knowledgeable. This leads to better decision making.
Summary: The Advantages of Smart Manufacturing
Whether you call it Smart Manufacturing or Industry 4.0, a major transformation of physical operations is underway in which a complete digital twin of people, materials, and equipment will be created on factory and warehouse floors, in distribution centers, and in ports and terminals. The following are some of the benefits that can be expected.
Improved Quality and Safety
The cumulative effect of IIoT sensors, computer vision, robotics, smart machines, data analytics, and so forth will help to reduce errors and defects by eliminating the bulk of inefficient human interactions. It will also help to standardize and automate processes around best practices. These same technologies will help flag unsafe activities on factory floors and in distribution centers.
Improved Margins
Robust new data sources are creating a digital twin of operations so manufacturers can determine optimal areas for automation. In the past, incomplete data did not accurately capture physical operations, leading to investing in new equipment that was not needed or investing in the wrong types of equipment.
Improved Cycle Times
Lean has always striven for continuous improvement to reduce manufacturing cycle times. Smart Manufacturing identifies new opportunities to reduce cycle times. AI makes machines intelligent, robots shorten production times, and computer vision identifies production bottlenecks. The combined effect is to shorten cycle times without sacrificing quality or safety.
High Efficiency with Well-Defined Smart Factory Processes23
Lean also strives to replace traditional material systems that pushed production through factories based on forecasts with a pull system based on customer orders. This is only possible after the great majority of waste is removed from the entire manufacturing cycle. What results is the ability to make to customer orders, even if the lot size is only one. For 35 years in manufacturing this seemed an impossible dream in the factories I supported. With Smart Manufacturing, this dream is now achievable.
Sample Questions
- What are the major differences between Smart Manufacturing and Industry 4.0?
- Industry 4.0 is only used in Europe.
- Smart Manufacturing is only used in the United States.
- Smart Manufacturing generates more data than Industry 4.0.
- They are different names for the same thing.
- A major change from the First Industrial Revolution to the Second was the addition of
- Steam power
- Water power
- Electric power
- Computers
- A major change from the Second Industrial Revolution to the Third was the addition of
- Computers
- Electric power
- The assembly line
- Modern highways
- The Fourth Industrial Revolution, or Smart Manufacturing,
- Creates a digital twin of physical operations
- Relies heavily on mobile computing
- Deploys many types of IIoT sensors
- All of the above
- Computer vision helps to improve safety by
- Creating alerts to safety violations in real time
- Requiring managers to review hours of video
- Preventing workers from violating rules
- Automating tasks
- The benefits of robotics include
- Improved efficiencies throughout all phases of production
- Ability to operate on a 24/7 basis and in a lights-out environment
- Greater agility in reacting to product and process changes
- Increased ability to bring back domestic manufacturing that was previously offshored
- All of the above
- Computer vision
- Can only analyze vehicles
- Does not typically require artificial intelligence (AI)
- Digitizes physical operations to improve efficiencies and safety
- Is too expensive for most organizations
- The role of Big Data analytics in Smart Manufacturing
- Is critical because of the many new sources of data created
- Is of minor importance
- Requires PhDs to analyze the data
- Can only be used by large organizations
- What is Smart Manufacturing's (SM's) role in creating high-paying jobs?
- SM is a jobs killer.
- SM automates low-skilled, mundane, and dangerous jobs.
- SM creates high-paying jobs by helping to keep American manufacturing competitive.
- SM has no role.
- b and c
- How does Smart Manufacturing improve quality?
- It uses robotics to eliminate errors and standardize operations.
- It digitizes all process steps for analysis – there is no need to use small sample sizes.
- It uses computer vision to quickly accept or reject parts.
- All of the above
Notes
- 1. Monopoly 919/Shutterstock.com. Smart factory which uses futuristic technology. Shutterstock ID: 1826784071 (accessed June 1, 2021).
- 2. Schwab, K. (December 12, 2015). The Fourth Industrial Revolution. Foreign Affairs. https://www.foreignaffairs.com/articles/2015-12-12/fourth-industrial-revolution.
- 3. Ivezic, N., Kulvatunyou, B., and Srinivasan, V. (May 2014). On architecting and composing through-life engineering information services to enable Smart Manufacturing. Science Digest 22: 45–52. https://www.sciencedirect.com/science/article/pii/S2212827114008178.
- 4. Lu, Y., Xu, X., and Wang, L. (July 2020). Smart manufacturing process and system automation – A critical review of the standards and envisioned scenarios. Journal of Manufacturing Systems 56: 312–325. https://www.semanticscholar.org/paper/Smart-manufacturing-process-and-system-automation-%E2%80%93-Lu-Xu/51a385ed6729864a74f71731193e29680f487eeb.
- 5. Hilbert, M., and López, P. (April 2011). The world's technological capacity to store, communicate, and compute information (PDF). Science 332 (6025): 60–65. https://science.sciencemag.org/content/332/6025/60.
- 6. Denker, O./Shutterstock.com. Blacksmith at work outside his shop in a medieval European town, 3D render. Shutterstock ID: 1809699526 (accessed June 17, 2021).
- 7. Everett Collection/Shutterstock.com. Machines making cotton thread by performing mechanical versions of carding drawing and roving in a mill in Lancashire England ca 1835. Engraving with modern watercolor. Shutterstock ID: 237232108 (accessed June 15, 2021).
- 8. US Census Bureau. https://www.census.gov/prod/2002pubs/censr-4.pdf.
- 9. Everett Collection/Shutterstock.com. Workers building cars in factory. Shutterstock ID: 696639136 (accessed June 14, 2021).
- 10. Taylor, W. (1911). Shop Management. New York: Harper and Brothers.
- 11. Purdue University Engineering. https://engineering.purdue.edu/Engr/Research/GilbrethFellowships.
- 12. Gorodenkoff. Factory worker in a hard hat is using a laptop computer with an engineering software. Shutterstock ID: 702079537 (accessed June 15, 2021).
- 13. CESMI – The Smart Manufacturing Institute. https://www.cesmii.org (accessed June 14, 2021).
- 14. Bonner, M. (March 2, 2017). What is Industry 4.0 and what does it mean for my manufacturing? Saint Clair Systems Blog. https://blog.viscosity.com/blog/what-is-industry-4.0-and-what-does-it-mean-for-my-manufacturing.
- 15. NDOELJINDOE/Shutterstock.com. Portrait Asian engineer smiling look on you [sic] camera. Shutterstock ID: 137604548 (accessed June 17, 2021).
- 16. Military Standard 105e. Quality Assurance Solutions. https://www.quality-assurance-solutions.com/mil-std-105e.html (accessed June 17, 2021).
- 17. Edwards, E. Different types of Internet of Things (IoT) sensors. Thomas Industry Insights. https://www.thomasnet.com/articles/instruments-controls/types-of-internet-of-things-iot-sensors/ (accessed June 11, 2021).
- 18. Zapp2Photo/Shutterstock.com. Internet of things (IoT) data analytic concept. Infographic of cloud, Wi-Fi, data analytics, data monitoring application and texts with blur man suit holding tablet abstract background. Shutterstock ID: 515607865 (accessed June 17, 2021).
- 19. Zzins/Shutterstock.com. Edge computing Vector Pictogram. Service delivery computing offload IOT management storage and caching system. Shutterstock ID: 1856928346 (accessed June 17, 2021).
- 20. Asharkyu/Shutterstock.com. Modern 3D printer printing figure close-up macro. Shutterstock ID: 676361872 (accessed June 17, 2021).
- 21. Suslov, A. Robotic arm 3d on white background. Mechanical hand. Industrial robot manipulator. Shutterstock ID 746139496 (accessed June 17, 2021).
- 22. Savić, A. (2017). Using smart technology to aid factory workers. The Atlantic. https://www.theatlantic.com/sponsored/vmware-2017/human-ai-collaboration/1721/.
- 23. Futurism Technologies. (August 31, 2020). Understanding the advantages of smart factory in a simple way. https://www.futurismtechnologies.com/blog/understanding-the-advantages-of-smart-factory-in-a-simple-way/.