
Chapter 3
Pretreatment Strategies for Biochemical Conversion of Biomass
Abstract
Biomass is a complex raw material, especially for lignocellulosic biomass. Lignocellulosic biomass contains different components, which are essentially different. Therefore, the utilization of lignocellulosic biomass should be based on the separation of different components. However, biomass is difficult to separate and hydrolyze due to the complexity of its components and structure. Thus it is necessary to deconstruct the tight structure and complex components before hydrolysis and conversion. It is pointed out in this chapter that the pretreatment technology should be established according to the biomass characterization, conversion process, and products property. This is critical to make biomass available in raw materials.
Keywords
biomass recalcitrance
pretreatment
fractionation
3.1. Biomass Recalcitrance for Biochemical Conversion
In the process of evolution, lignocellulosic biomass formed a tight structure and lignified tissue as a framework to fight back against the invasion of microorganisms and to absorb sunlight adequately. The tight structures of biomass tissue make wood, bamboo, and rice straw available for human applications in the past, but difficult for biochemical conversion nowadays. Therefore, pretreatment is necessary to improve the conversion yield and total efficiency.
3.1.1. Application of Biomass Recalcitrance in Life and Production
For a long time, humans made good use of the tight structure of plants formed during evolution in life and production.
Humans had started to use the wood to build houses, since they moved from caves to nests. Today, wood is still an integral material for the building industry. In the 1980s, many roofs, doors, and windows of farm buildings are made of wood (Fig. 3.1) and people could live in these buildings with no painting for decades. In these buildings, the roof was always covered by reeds and cement. In the 1960s and 1970s, the enclosure walls of farmhouse were mostly made of adobe, mixed with some straw (Fig. 3.1). Wood is mainly used in the construction of buildings, since it contains much more lignin compared to herbs, so it can resist microbial degradation and last for decades.

Figure 3.1 Plant biomass in architecture.
In production, in addition to the edible part of plant crops selected by human beings for farming, the other parts are also increasingly used, such as windmills, trolley, bamboo rake, bamboo, straw fences, sorghum fences, etc. (Fig. 3.2). The straw biomass produced from the common production, even if it is exposed to air, sunlight, and water for a long time, can still be used without degradation in the long term.

Figure 3.2 Plant biomass in production.
In everyday life (Fig. 3.3), these plant biomasses, such as beds, desks, broom, and carved wood, are difficult for microorganisms to degrade in a natural environment.

Figure 3.3 Plant biomass in daily life.
3.1.2. Proposal of Biomass Recalcitrance for Biochemical Conversion
As energy, environment and human development problems have surfaced, the clean conversion technologies of renewable resources have become the focus of applied and academic fields. Due to the abundance and low cost of agricultural and forestry waste, plant biomass has great application potential. It mainly contains lignin, cellulose, and hemicellulose, and can be converted into bio-based materials, bio-based chemicals, and bio-based energy; it is thus an alternative to petroleum products in common industrial materials.
However, in the bioconversion of plant biomass to bio-based products, it is difficult to degrade plant biomass by microorganisms or enzymes. To achieve the desired conversion requires a high amount of inoculum or enzymes so that the cost of conversion is economically feasible. To characterize the resistance of plant biomass to bioconversion, the biomass recalcitrance was proposed.
The monograph on biomass recalcitrance (Michael E. Himmel, “Biomass Recalcitrance: Deconstructing the Plant Cell Wall for Bioenergy”) was published in 2008. The word “recalcitrance” originated in 1843; its original meaning was “kicking back,” which refers to the resistance of plants (Schultz, Craig, & Cox-Foster, 1994; van Wordragen & Dons, 1992).
3.1.3. Definition of Biomass Recalcitrance for Biochemical Conversion
At the micro level, biomass recalcitrance was defined by Michael E. Himmel as follows: multiple resistance of plant material to microbial and enzymatic degradation (Himmel, 2009). He also summarized biomass recalcitrance from eight different aspects:
1. the plant epidermis system, especially the keratin;
2. the arrangement and density of vascular bundles;
4. the relative content of sclerenchyma cells;
4. the degree of lignification;
5. the warty layers covered the secondary wall;
6. the complex composition and heterogeneous structure of the cell wall, such as microfibers and the matrix polymer;
7. the reaction resistance of enzymes on insoluble materials;
8. the fermentation inhibitors contained in cell wall or generated in conversion process.
The cognation on biomass recalcitrance is currently only an assumption, which has not been objectively verified and analyzed in depth. Essentially, it can be attributed to two aspects: physical barriers and chemical barriers. The physical barrier is composed of epidermis systems, vascular bundles, sclerenchyma, lignification, a tumor layer, and cell wall composition, and is essentially due to the presence of keratin, wax, and lignin, to hinder the accessibility of enzymes with the substrate. The chemical barriers refer to the invalid adsorption of enzymes on insoluble substrates and the influence of inhibitors on enzymatic activity. Enzyme activity is weakened or stopped due to the hydrogen bonds and chemical bonds with cellulase.
Biomass recalcitrance, on the one hand, it needs to verify the correctness of assumption; on the other hand, it needs to analyze the degree of resistance of plant biomass to degradation from a quantitative point of view. On these bases, the effects of various pretreatment technologies on each recalcitrance level should be evaluated to determine the economic, efficient, clean, and operable preprocessing techniques or integrated technologies.
3.1.4. Analysis of Biomass Recalcitrance for Biochemical Conversion
Biomass recalcitrance is gradually formed to adapt to environmental changes in the long-term evolution process.
In the prephanerozoic era, which lasted 30 million years, life on Earth was present in the aquatic environment, that is to say, the entire biosphere was included in the hydrosphere. Terrestrial life first appeared about 400 million years ago in the Middle Ordovician to Late Ordovician period, and achieved prosperity in the latest tenth of Earth’s history. The establishment of terrestrial ecosystems and the emergence of vascular plants are impossible to separate from evolution (Chen & Yang, 1994).
Vascular plants are one of the most exotic biological groups on earth. In the current biosphere, they account for 97% of the total biomass and include about 30 million kinds of organism. Vascular plants, bryophytes, algae, and cyanobacteria, etc. together as primary producers support the huge terrestrial ecosystems.
Vascular plants refer to photosynthetic and autotrophic organisms on land with a woody vascular system. Vascular plants and bryophytes without vascular bundles have complex individual development processes, so they are called embryophyta collectively.
Lignification is the skeletonization of a plant. The skeletonization of animals and plants began in the late Proterozoic to early Cambrian period, about 500 million years ago. This skeletonization is signed by the emergency of calcareous algae in plants, which means the generation of an exoskeleton. The second skeletonization occurred in the middle or late Ordovician period and is signed by the origin of a lignified vascular system.
The evolution from thalloid plants to vascular plants is the adaptive changing process from an aquatic environment to a terrestrial environment. This process involves innovations of plants’ intrinsic structures and physiological functions. The innovations gave plants new features including:
1. the ability to adjust and control water balance between the internal and external of a plant, which helps it to adapt to the drought environment inland;
2. strong mechanical support, which makes a plant upright on the land without an aqueous medium;
3. an effective transportation system of water and nutrients, which makes a plant absorb moisture and nutrients from soil effectively; and
4. the ability to resist ultraviolet radiation, meaning a plant can be exposed to sunlight.
Vascular plants can adapt to and even take advantage of the special environmental conditions of land.
The emergency of the cuticle is the important structural feature of vascular plants, and it can reduce water loss of plants. The cuticle layer on superficial cells is a polymer composed of alcohols and acids. It can effectively prevent water evaporation from the surface. However, the cuticle layer can also prevent CO2 from diffusing into the plant tissue.
The generation of stoma is the adaptive evolution associated with cuticle layer. The subsidiary cells of stoma regulate the opening and closing of stoma by changing their degree of expansion, so they can effectively control water evaporation and CO2 diffusion.
The competition for light and the broadened dispersal of germ cells effectively promote the evolution of tall plants. With this increase in height, water and nutrient transport become difficult and tall plants require more mechanical support. These factors contribute to the evolution of the vascular system. Initially, it is the emergence of lignifications, tracheids, and sieve cells which are conducive to nutrient transportation, and then vascular systems with transportation and supporting functions appeared.
Cuticle, stomata, the vascular system, lignification, and plant growth are all related to the evolution of vascular plants. These series of evolutionary changes contribute to the vascular plants adapted to a terrestrial environment. Meanwhile, the cuticle, vascular system, and lignification become strong barriers to microbial degradation of vascular plants.
According to the classification method proposed by Sachs (1875) (Wright, 1883), a plant’s mature tissues are divided into a dermal tissue system, vascular tissue system, and ground tissue system. The dermal tissue system can be divided into the epidermis and periderm; the vascular system can be divided into xylem and phloem; and the tissue-based system can be divided into parenchyma tissue including secretory, collenchymas (Liu, 2010), and sclerenchyma.
3.1.4.1. Dermal Tissue System
Dermal tissue systems include the periderm and epidermis; periderm mainly exist in woody plants, and in this section, specifically refers to the epidermis. The epidermis is composed of a layer of epidermis cells, which cover the primary structure of the plant but does not exist on the external surface of root cap and apical meristem. Epidermal cells are generally living parenchyma cells (Liu, 2010) of various shapes, but are usually rectangular or irregular flat cells. The epidermis consists of these rectangular or irregular flat cells, additionally with half-moon guard cells and hairy epidermal cells.
The outer wall of epidermal cells is often thickened and cornified, so the outer wall is covered with a cuticle layer. Liu (2010) also called this the cuticular membrane. The cuticle is mainly composed of cutin and wax. In 1847, the cuticle structure model was proposed by von Mohl (Li & Wu, 1993).
There are many researches on structural models of cuticle layer. In one model, the cuticle layer is divided into three layers (Fig. 3.4): the first layer (outermost layer) is the epicuticular wax, the second layer is the cutin immersed in wax, and the third layer is a complex layer made up of cutin, wax, and polysaccharides (Li & Wu, 1993).
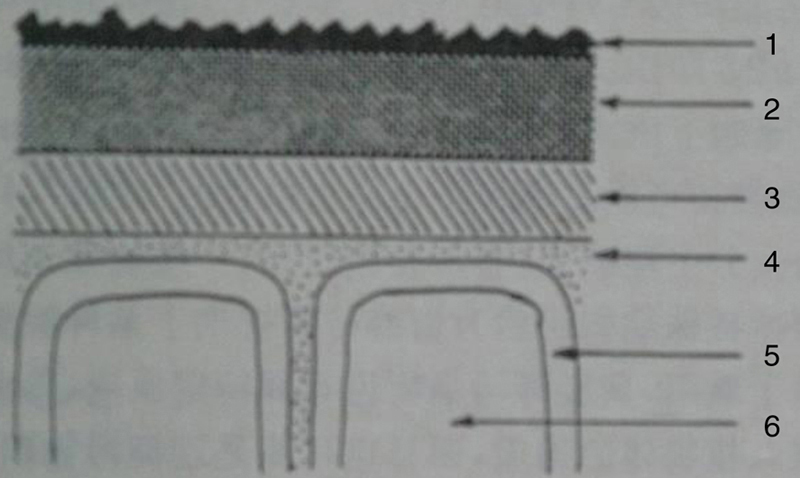
Figure 3.4 Plant cell wall cuticle.
1, wax on the surface of cuticle; 2, cutin immersed in wax; 3, mixed layer of cutin, wax, and polysaccharides; 4, middle layer; 5, primary and secondary cell wall; 6, epidermal cell.
1, wax on the surface of cuticle; 2, cutin immersed in wax; 3, mixed layer of cutin, wax, and polysaccharides; 4, middle layer; 5, primary and secondary cell wall; 6, epidermal cell.
The epidermal cells are arranged in a continuous layer tightly and slits form in many epidermal cells (Fig. 3.5). On both sides of the slit there exist half-moon cells, which are called guard cells (Liu, 2010). The guard cells and the gap between guard cells together are called stoma (Fig. 3.6). The stoma area is sixth-millionth of the cuticle area (Li & Wu, 1993); the upper limit of stoma diameter is 0.9 nm, which can be passed by nonelectrolytes, small molecules, and hydrated ions. When the cuticle is treated with chloroform and removed with the fat-soluble substance, its water permeability increases by 2–3 orders of magnitude, indicating that 100–1,000 times the amount of stoma was exposed due to the removal of fat-soluble substances.
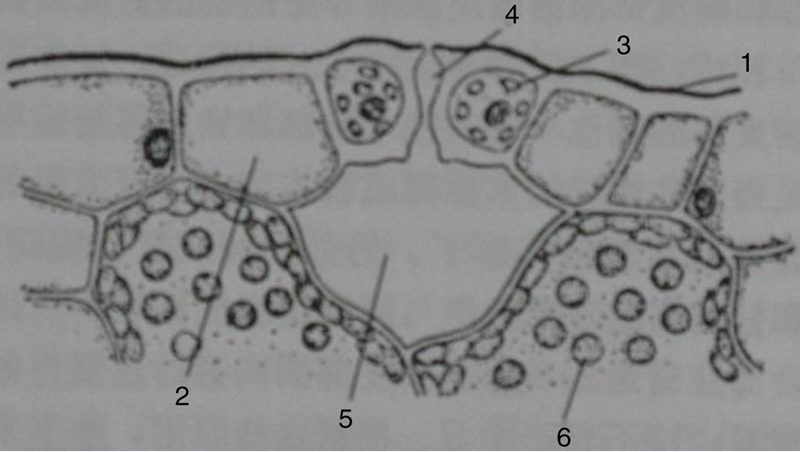
Figure 3.5 Plant cell wall.
1, Cuticle; 2, epidermal cell; 3, guard cell; 4, stoma lacune; 5, air chamber; 6, chloroplast.
1, Cuticle; 2, epidermal cell; 3, guard cell; 4, stoma lacune; 5, air chamber; 6, chloroplast.

Figure 3.6 Epidermal cell and stoma.
The hair-like appendages called epidermal hair often exist outside the epidermal cells of various organs (Fig. 3.7). These may be alive or dead (Liu, 2010). Some cell walls of epidermal hair are completely hornified, which blocks the evaporation of moisture through the epidermal hair.

Figure 3.7 Epidermal hair.
The cuticle layer at the surface of the epidermal system is only connected with one layer of epidermis cells. In the pretreatment process of lignocellulosic feedstocks, even the energy-extensive comminution is difficult to reach the cellular level. During chemical and biological pretreatments, the existence of the cuticle layer reduces the availability of multi-components. Thus, in the utilization of lignocellulosic resources, particularly through the enzymatic hydrolysis and fermentation for bio-based fuels, the cuticle layer of the epidermis is the first barrier. There are two ways to disrupt these barriers: removal and degradation.
3.1.4.2. Vascular Tissue System
Vascular bundles of gramineous plants usually have two distribution patterns: one is to arrange in two laps in which the outer circle is bigger and the inner circle is smaller, such as wheat, barley, and rice; another style is to scatter in the stem and not arrange in a circular shape, which is true for corn, sorghum, and sugar cane. The first kind of vascular bundles are shown in Fig. 3.8: the outermost layer of the stem is epidermis; the sclerenchyma tissue stay within the epidermis. The thick layers of parenchyma tissue within the parenchyma layer has a large cavity (a hollow stalk with fewer materials to maximize the amount of material mechanical performance). In the thick tissue distribution of the inner circle and a circle of smaller green tissue of vascular bundles (i.e., containing chloroplasts parenchyma bundle). Green tissue bundles and epidermis are arranged directly adjacent to each other, with a smaller interval of vascular bundles, distributed around a large vascular bundles in the parenchyma. Some aquatic species (rice) in the parenchyma layer are also distributed around the gas chamber (ventilation organization); the gas chamber is located between the two laps of vascular bundles. Scattered distribution of vascular species in the stem structure is shown in Fig. 3.9: an amount of stem epidermis layer of thick-walled parenchyma (i.e., hardening parenchyma); and the hardening of thin-walled parenchyma tissue, distributed within the parenchyma of the scattered vascular bundles. The epidermis (2) is located in the small outer periphery of the stem are arranged closely, in the center of the distribution of the larger stems which are arranged loose.
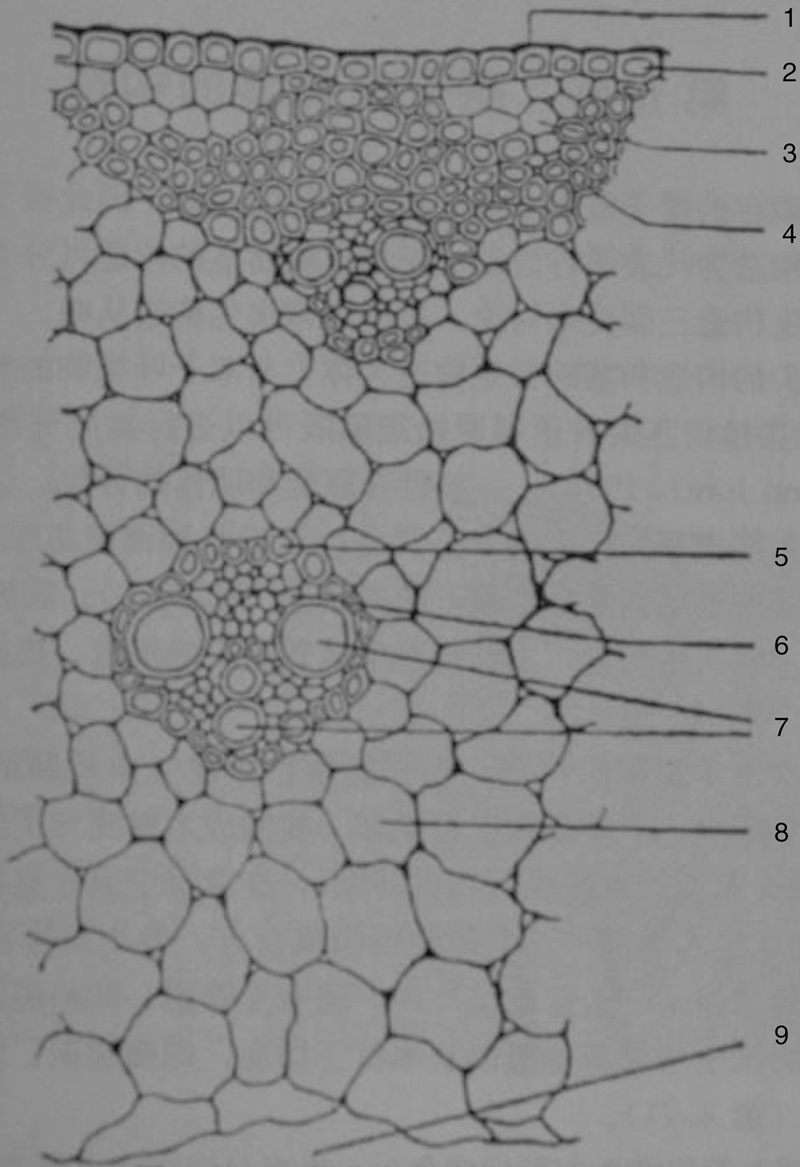
Figure 3.8 Crosscutting map of wheat stem.
1, cuticle; 2, epidermis; 3, green strands; 4, fibers; 5, bundle sheath; 6, primary phloem; 7, primary xylem; 8, parenchymal tissues; 9, big cavity.
1, cuticle; 2, epidermis; 3, green strands; 4, fibers; 5, bundle sheath; 6, primary phloem; 7, primary xylem; 8, parenchymal tissues; 9, big cavity.

Figure 3.9 Crosscutting map of maize stem.
1, Epidermis; 2, stoma; 3, parenchymal tissues; 4, primary phloem; 5, primary xylem; 6, bundle sheath of parenchymal tissues; 7, hardened parenchymal tissues.
1, Epidermis; 2, stoma; 3, parenchymal tissues; 4, primary phloem; 5, primary xylem; 6, bundle sheath of parenchymal tissues; 7, hardened parenchymal tissues.
Hardening refers to thickening and lignification of the cell wall.
Vascular system (Liu, 2010): In the plants or plant organs, phloem is combined with xylem to form a continuous tissue system throughout the entire plant or plant organs.
Vascular bundles (Liu, 2010) (Fig. 3.10): In plant stems, leaves, flowers, and fruits, the xylem and phloem bundles are combined to form the fascicular structure.

Figure 3.10 Rip cutting of vascular tissue and surrounding sheath (×100).
Xylem (Liu, 2010): Vessels and tracheids orient their alignment to form the xylem.
Protoxylem (Liu, 2010): The earliest developed xylem originated from procambia. It has quite thin and elongated vessels and tracheids, which is located in the lower half of the Y shape.
Metaxylem (Liu, 2010): The xylem developed from procambia in the late time. It contains coarse vessels and tracheids that are not elongated and is located in the upper half of the Y shape.
Primary xylem (Liu, 2010): Protoxylem and metaxylem are mature tissues generated by shoot apical meristem, and such primary tissues are collectively called primary xylem, which is arranged as a Y shape on the horizontal section.
Vessel (Fig. 3.11) (Liu, 2010): This is a hollow tube ringed by many dead cells. During the formation of a vessel, sidewalls are thickened and lignified, and the cell wall between cells are digested by enzymes, finally resulting in the hollow tube. There are five kind of thickened vessel secondary walls, thus five kinds of vessels: annular vessels, spiral vessels, scalariform vessels, reticulated vessels, and pitted vessels.
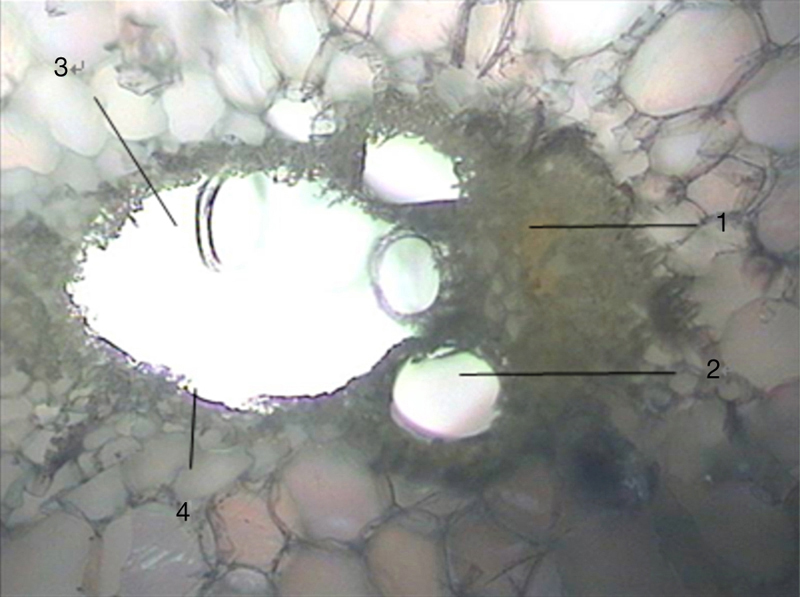
Figure 3.11 Crosscutting of vascular tissue and surrounding sheath (×100).
1, Sieve tube; 2, conduit; 3, air cavity; 4, bundle sheath.
1, Sieve tube; 2, conduit; 3, air cavity; 4, bundle sheath.
Tracheid (Fig. 3.12): Each long prismatic tracheid is a water conduction unit, which is overlapped and linked by tracheid ends. Water is transferred through the pits on walls. Its content is relatively low in angiosperms.
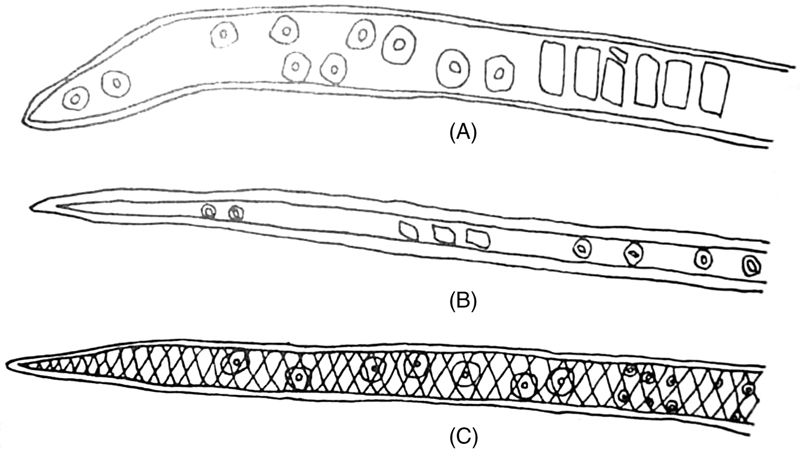
Figure 3.12 Tracheid.
(A) Early wood tracheid; (B) late wood tracheid; and (C) spiral thickening.
(A) Early wood tracheid; (B) late wood tracheid; and (C) spiral thickening.
Vessel and tracheid: Transport of water and inorganic salts.
Phloem (Liu, 2010): This is formed by the sieve tube, companioncells, parenchyma cells and fibers in plants or plant organs, and it is composed of screens.
Protophloem (Liu, 2010): The phloem originally developed from cambium, and is squeezed outside the primary phloem and next to the bundle sheath.
Metaphloem (Liu, 2010): The phloem developed from cambium in the late period is inside the primary phloem and next to the metaxylem.
Primary phloem (Liu, 2010): Protophloem and metaphloem are primary tissues and usually called primary phloem.
Sieve tube (Liu, 2010): This is formed by live cells with long prismatic shape or long cylindrical shape connected with each other. There is no lignified cell wall in sieve tube molecule.
Companion cell (Liu, 2010): This refers to the small parenchyma cells next to the sieve molecule. This cell is in long prismatic shape and much smaller than the sieve cell.
Sieve cell (Liu, 2010): Transport of organic matters (photosynthetic products, hormones, etc.).
Cavity (Himmel, 2009): This is contained in the vessels of protoxylem and is the early location of protoxylem occupied.
It can be concluded from the above concepts that the secondary cell wall of vessel cells is thickened and lignified, thus xylem (referring to vessels in gramineous plants) turns out to be the barrier to biodegradation of lignocellulosic feedstocks.
3.1.4.3. Basic Organization Systems
In herbaceous plant, basic organization systems are mainly composed of parenchyma and sclerenchyma.
Parenchyma (Liu, 2010) (Fig. 3.13): This is mainly related to nutrition, but secretory cells, transfer cells, and companion cells have nothing to do with nutrition. Parenchyma cells mainly contain thin cell walls but some have lignified thick cell walls, for example, the parenchymal cell distributed in xylem.

Figure 3.13 Parenchymal cells of corn stalk pith (×100).
Sclerenchyma (Liu, 2010): This is normally composed of dead cells, with thick and lignified cell walls. Cells in sclerenchyma have various shapes and according to their morphology features, can be divided into sclereid and fiber. Sclereid cell has a short body and the length is several times less than its width; a fiber cell has a long body with a high length–width ratio.
Sclerotic cells are in various shapes; one that has a more or less equal-diameter polyhedrons is called a stone cell.
Sclerotic cells have lignified and thick cell walls. On the cell walls there are lots of circular, simple pits. Sclerotic cells are usually transferred from parenchymalcells by sclerification; they can also be produced by meristematic cells. Sclerification is the thickening process of secondary walls in parenchymalcells.
Fiber (Liu, 2010): In sclerenchyma (belonging to mechanical tissue), cells with high length–width ratio are fibers, which are contained in xylem and phloem.
Wood fibers (Liu, 2010): This refers to the fibers in the xylem. Pits on cell wall of wood fiber are bordered pits or single pits. Pits are in a lens-shape or slit-shape.
Extraxylary fiber (Liu, 2010): This refers to fibers outside the xylem, such as fibers located in the phloem, around vascular bundles, on both sides or one side of the cortex and vein, in monocotyledons. The cell walls of extraxylary fibers are usually thick and some lignified, and they have single pits whose surface view is often lens-shaped or slit-shaped.
Fiber: This is spindle-shaped and sharp at both ends. Its cell wall is thick and often lignified. Fibers rarely exist alone and often are gathered into bundles.
Bundle sheath (Fig. 3.11) (Liu, 2010): This refers to sclerenchyma tissues covered around vascular bundles of corn stems.
Fibers belong to sclerenchyma with thick and lignified cell walls. Hence their utilization firstly needs to reduce the content of lignin and thus can improve the accessibility of cellulose. As most parenchyma cell walls only contain cellulose, they are therefore suitable for enzymatic conversion to bio-based fuels.
3.1.5. Research on Biomass Recalcitrance for Biochemical Conversion
To deconstruct the natural biomass recalcitrance, physical, chemical, and biological pretreatments are developed in the utilization process of biomass. Series compositional and structural changes occur during processing, producing new substances, which have been verified to have inhibiting effects on the bioconversion process. To distinguish these inhibitory effects during pretreatment process with the natural barriers, the new concept of secondary biomass recalcitrance is proposed.
The secondary biomass recalcitrance refers to the resistance characteristics against microorganism and enzymes, which are generated in the pretreatment process, including the fermentation inhibitors produced in enzymatic hydrolysis. The formation path of second recalcitrance is as follows (Fig. 3.14):

Figure 3.14 Formation path of secondary barrier against degradation (Palmqvist & Hahn-Hägerdal, 2000).
Secondary recalcitrance was found during the comparative evaluation of a variety of biomass pretreatment processes. The reported inhibitors caused by the secondary recalcitrance include (Palmqvist & Hahn-Hägerdal, 2000; Fang, Huang, & Xia, 2005; Wang, Wang, & Zhang, 2009; Wang & Chen, 2011): formic acid, acetic acid, levulinic acid, furfural, hydroxymethyl furfural, vanillin, and other lignin degradation products (including phenolic acid). In addition, studies have shown that during the biomass pretreatment process, macromolecules formed by lignin and carbohydrates also have inhibitory effects.
Therefore, the pretreatment of plant biomass should not only increase the sugar yield, but also reduce the inhibitory effects of secondary recalcitrance according to the utilization of sugar.
3.2. Biomass Pretreatment Platform of Biochemical Conversion—Overview
3.2.1. Natural Biochemical Conversion Process of Biomass
3.2.1.1. Natural Biochemical Conversion of Biomass Resources
Naturally, human cultivate plants selectively; some parts are used, the other parts are abandoned, and these abandoned parts have a negative impact on normal farming. They are mostly erased by burning (for example, large quantities of corn stalk), while the natural biochemical conversion process is mainly degraded dead twigs and withered leaves in artificial or original forests.
There are three main sources of dead twigs and withered leaves. The first comes from the natural pruning process in forests. Natural pruning refers to the phenomenon of the branches gradually starting to litter after young trees’ canopy due to insufficient light. The second is due to the damage of forest pests. The third cause is bad weather, which breaks branches and tears down leaves.
Natural biochemical conversion of biomass resources is necessary for the development of soil and the forest biosphere, and the amount of biomass required needs to be analyzed from a different perspective, especially that of soil nutrition. Studies have shown that the litter layer can hinder the natural regeneration of the forest (Wang, Li, & Yu, 2008). Thus in the conditions of ensuring the soil quality, transferring the natural degradation into artificially accelerated does not only complete natural ecology, but also meets the requirements of human development.
The natural transformation process completes a step in the carbon cycle, and also provides a reference for artificial conversion of plant biomass. Screening microorganisms from natural habitats has become an important source of bacterial strains. The death process, and biochemical conversion processes of biomass in nature, has also become a source of wisdom in the artificial use of plant biomass ways and methods.
3.2.1.2. Natural Death Process of Biomass
For plant roots in the soil, the death of cells is essential during the growth and development of many eukaryotic organisms. Since the organism itself controls the start and execution of cell death, this type of cell death is called programmed cell death (PCD). Two examples of PCD are aging and hypersensitivity. Tubular molecules are examples of plant developmental PCD.
Among mature plant cells, catheters, fibers, hardened cells, and cork cells are dead cells (Chen, 2008); epidermal cells, parenchyma cells, sieve cells, and companion cells are living cells. Therefore, after the plant biomass harvest at different storage period, due to living cells containing cytoplasmics and organelles, and wherein enzymes are active, those factors result in a change in water content during storage, as well as from the catalytic enzyme, resulting in changes in the composition and structure, thus affecting its chemical conversion properties.
Straw during storage, due to the different storage stages and storage methods, results in obvious changes in moisture, causing changes in the natural growth of microbial communities (Singh, Honig, & Wermke, 1996). Study on the changes of composition and structure in the degradation process with different storage methods and the effect on straw barrier will provide a reference for artificial straw and will be helpful for efficient storage in the industrial application of lignocellulosic feedstock.
3.2.1.3. Natural Biochemical Conversion Process of Biomass and its Implications for Artificial Biochemical Conversion Process
Natural decomposition of biomass is a process which combines physical effects, chemical effects, biological effects, etc., and can be briefly summarized in two stages : pretreatment and, solid-state fermentation. Natural preconditioning involves the physical, chemical, and biological processes, for a role in the process is often not simply classified as a treatment effect.
In long-term evolution in nature, organisms formed a natural barrier structure to resist degradation of other organism; therefore, degradation of biomass needs pretreatment to change the physical structure or chemical composition, to make it easier for the biomass to be decomposed by microorganisms. Natural pretreatment effects include dissolution process of (water leaching) soluble compounds, and the mechanical grinding process of insoluble compounds and the damaging effects of microbial growth and metabolism. Natural preconditioning is an important factor to obtain carbon and energy from biomass of microorganisms, altering the availability of the biomass by preconditioning, particles contained in the biomass, such as surface area, porosity, etc.; other insoluble nutrient transformation occurs in soluble substances, such as depolymerization and hydrolysis reactions. Take soil animals as an example: they mechanically break biomasses, and tear some of the larger volume of the complete pyrolysis of biomass into smaller pieces, which increases the efficient size of the use of biomasses. Meanwhile, soil animals produce microbial proteins and growth factors can then be used to promote the growth of microorganisms.
Natural solid-state fermentation is essentially a mixed fermentation process. Mutual promotions and inhibitions between fungi themselves, and between fungi and germs, even between actinomyces, work together to complete the catabolism of biomass. Microorganisms with different ecological habits throughout the decomposition process to saprophytic parasitic interactions succession order. Microflora in a nutrition organic matrix, are interdependent, and mutual inhibition constituting a saprophytic food chain, community composition, and showed a significant number of dynamic changes.
The biochemical conversion processes of plant biomass under natural conditions have the following conditions for the use of biomass:
1. The storage of plant biomass should avoid the leaching of water and try to keep the plant intact to prevent microbial invasion.
2. Different microbial enzymes are needed for different stages of degradation, therefore, for the different purposes of biomass bioconversion, a suitable enzyme or microorganism should be chosen.
3. Degradation and residues of plant biomass in different habitats are different, therefore, the resistant barrier of plant biomass is a relative definition.
4. The pretreatment process of plant biomassis a concentration of the natural degradation process, therefore, it can be learned from the physical chemistry of biological processes under different habitats.
3.2.2. Development of Biomass Artificial Degradation
The lignocellulose in early times was used to complement the shortage of food and fuel due to congestion of populations in many developing countries (Klyosov, 1986). Lignocellulose was mainly applied by three methods. The first focused on a single product with a single pretreatment technology before 1990 (Kawamori, Morikawa, & Ado, 1986; Taniguchi, Kometani, & Tanaka, 1982a; Zadra il, 1977; Wayman & Parekh, 1988), and then an integrated pretreatment technology appeared for a single product (Carrasco & Roy, 1992; Maekawa, 1996; Holtzapple, Jun, & Ashok, 1991). In the 21st century, humans began to care about the problems of environment, energy, and rural development. Therefore, integrated pretreatment for multiproducts was developed in order to find an alternative to petroleum. However, back in 1987 (Klyosov, 1986), COALBAR Company in Brazil had used lignocellulose for both ethanol and charcoal. Thus the division above is not so strict, but research focuses are different in different stages.
3.2.2.1. Single Pretreatment Technology for a Single Product
Before 1990, lignocellulose was only converted to ethanol with a single pretreatment technology; this technology included physical, chemical, thermal, and biological methods.
Physical methods mainly include mechanical grinding and gamma-ray pretreatment (Bono, Gas, & Boudet, 1985). Chemical methods refer to dilute acid or alkali pretreatment (Kawamori et al., 1986), ozone pretreatment (Bono et al., 1985), and zinc chloride pretreatment (Cao, Xu, & Chen, 1995). Dilute acid pretreatment includes dilute sulfuric acid pretreatment and dilute hydrochloric acid pretreatment, hypochlorite pretreatment (David & Atarhouch, 1987), peracetic acid pretreatment (Taniguchi, Tanaka, & Matsuno, 1982b), and sulfur dioxide pretreatment (Wayman & Parekh, 1988). There are also single pretreatments used for a single product nowadays, such as fumaric acid, maleic (Kootstra, Beeftink, & Scott, 2009), and ionic liquid (Liu & Chen, 2006). All the aforementioned researches aimed to improve the yield of enzyme hydrolysis. Phosphoric acid was also applied to improve lignocellulose edibility (Deschamps, Ramos, & Fontana, 1996).
Thermal methods included steam explosion pretreatment (Grous, Converse, & Grethlein, 1986), hot water pretreatment (van Walsum, Allen, & Spencer, 1996), and microwave pretreatment (Ooshima, Aso, & Harano, 1984). Organic solvent pretreatment (Lipinsky & Kresovich, 1982) and ammonia freeze explosion pretreatment (Holtzapple et al., 1991) were also applied, which could be categorized as a thermochemical method. For hot water pretreatment, two-stage hydrolysis at high temperature was applied to avoid the formation of furfural (Torget & Teh-An, 1994).
The biological method was mainly used to hydrolyze lignin with microorganisms (Hatakka, 1983), reducing inefficacious absorption and enhancing the enzyme hydrolysis rate. Microorganism pretreatment was also researched to produce a single cell protein (Taniguchi et al., 1982a) and feed (Zadra il, 1977).
Industrial application for single pretreatment for single product was backed to 1913 (Klyosov, 1986). In Georgetown, South Carolina, pin mill waste was pretreated with 2% sulfuric acid at 175°C in rotary steam heated digesters, producing 5,000 gallons of ethanol per day. Subsequently, a second factory was built in Fullerton, Louisiana. However, both factories did not become profitable till the middle 1920s. Thus it can be seen that lignocellulose conversion into single product with a single pretreatment method could hardly be used in industrialization nowadays because of high feedstock prices and strong environmental consciousness.
3.2.2.2. Integrated Pretreatment for a Single Product
Early in 1986 (Klyosov, 1986), steam explosion pretreatment was believed to be one of the most economical and effective technologies. Pretreatment methods integrated with steam explosion include methanol, peroxide hydrogen, sodium hydroxide (Maekawa, 1996), and ammonia pretreatment (Carrasco, 1992). Moreover, in order to enhance biogas production in anaerobic digestion, corn stalk was pretreated with sodium hydroxide integrated with green oxygen or 1,4-dihydroxy anthraquinone (Ping, Xiujin, & Hairong, 2010), and rice straw was pretreated with grinding and calcium hydroxide (Cui, Zhu, & Wang, 2011).
For fiber preparation, ultrasonic integrated chemical pretreatment was applied for poplar, obtaining fibers of 5–10 nm. Chemical pretreatment includes two processes: delignification with sodium hypochlorite and removal of gel, as well as hemicelluloses with sodium hydroxide (Chen, Yu, & Liu, 2011).
Though the price of petroleum is rising and environmental consciousness is becoming stronger and stronger, the technology to produce ethanol or biogas still lacks competiveness due to economic problems. Thus, how to reduce cost is a key step of conversion.
3.2.2.3. Inevitability of Integrated Pretreatment for Multiproducts
After the Second World War, only one biofuel company in the Soviet Union succeeded as a commercial operation. The essential reason was that lignocellulose was considered as multifunctional biomass and converted into ethanol (cellulose), yeast, furfural (hemicellulose), and fuel (lignin). Until 1986, this company owned 40 full-scale plants with a maximum capacity of 1,000 tons of wood material per plant per day. The production from this technology was 1.5 million tons of fodder yeasts and 195 million liters of ethanol. It proved that integrated pretreatment for multiproducts was the only way for the industrialization of lignocellulose refining.
As early as 1986 (Klyosov, 1986), integrated pretreatment for multiproducts was proposed as an effective way to use lignocellulose, which was considered as wastes with large amounts. In 1993 (Wyman & Goodman, 1993), an economic model revealed that multiproducts from lignocellulose could decrease the cost of product. However, an effective pretreatment method had not been reported before.
It was believed that bioproducts would become alternatives of those made from petroleum. However, lignocellulose refining technology could hardly be industrialized due to the lack of competitiveness, though related technologies have been studied for nearly 100 years and the price of petroleum is still rising now. Related researches mainly focus on biofuels, but in the long term, lignocellulose would be the only raw material for chemicals while petroleum is running out. Therefore, the importance of biochemicals should not be ignored. Even biochemicals could not take the place of petroleum; the multiproduct concept can make the industrialization of lignocelluloses refining more beneficial and cost efficient.
3.3. Pretreatment Mechanism and Application of Biomass Biochemical Conversion
3.3.1. Chemical Pretreatment Mechanism of Biomass Biochemical Conversion
Acid-base chemistry of plant biomass processing has long been applied in the pulp and paper industry. Similar to the pulping industry, lignin fractions should be removed before the biomass biochemical conversion process, during which hemicellulose is also removed inevitably. Therefore, the mechanism of an acid-base pretreatment in the pulping industry is used as a reference to elaborate biomass biochemical pretreatment.
3.3.1.1. Mass Transfer Process of Chemicals
During chemical acid treatment of plant biomass, one of the main factors affecting the treatment effect is the transfer rate of acid solution. For different plant biomass raw materials, caused by their different organizational structures, there is a difference in the internal pore structure, and this affects the acid-base fluid delivery paths. Table 3.1 lists the different delivery paths of pharmaceuticals in herbs, leaf wood, and needle wood materials (Zhan, 2011; He & Li, 2001).
Table 3.1
Solvent Transfer Process in Different Kinds of Biomass
| Herbaceous plant | Hard wood | Soft wood | |
| Structure | Vessel, sieve tube, parenchymal cell | Vessel, tracheid (fiber), ray cell | Tracheid (fiber), ray cell |
| Solution transfer process | Vessel→parenchymal cell (or sieve tube); compared with wood, the herbaceous plant is loose structure, low penetration resistance and fast diffusion. | Sapwood: vessel→pit→wood fiber; or fracture in other cells; heartwood: penetration is slow as thylose in vessel; high temperature can be used to enhance penetration. |
End of tracheid→cell lumen→pit on cell wall→tracheid→ cross-field pit→ray cell→tracheid. |
| Solvent is usually penetrated from cell lumen to S3, S1, and cell corner. Pits in tracheid of early wood are more that those of late wood. | |||
| Major impact factors | Composition and pH of solvent, temperature, pressure, material kind, and chip size. | ||

3.3.1.2. Degradation Mechanism and Removal Order of Lignin Under Acid–Alkali Treatment
1. Delignification during alkaline treatment
In the alkaline cooking process, a characteristic of delignification is that lignin macromolecules must be broken into small molecules, so that they can be dissolved in the solution. Therefore, the alkali delignification process is the cleavage reaction of various bonds between the units of lignin macromolecules. Meanwhile, the broken lignin molecules cannot be condensed into macromolecules any more.
The main linkages between the structural units of lignin macromolecules are ether bonds, as well as carbon–carbon bonds and ester bonds, which exist in grass materials. During alkaline pretreatment, different chemical bonds would show various reaction properties.
a. Alkaline fracture of the linkages between phenolic α-aryl ether bonds and α-alkyl ether bonds
Such a linkage is easy to break. During pretreatment, OH- and phenolic hydroxyl group (acidic) react with each other and the phenoxide generated is rearranged to facilitate the breakage of oxygen and α-C in the ether bond and phenylpropane. Whether the lignin molecules become smaller after the breakage of α-alkyl ether bonds and α-aryl ether bonds depends on the specific structures. For instance, after the breakage of α-aryl ether bonds and α-alkyl ether bonds in phenyl coumaric structure and pinoresinol structure, the lignin molecules do not getting smaller.
The nonphenolic α-aryl ether linkage is very stable.
b. Alkaline fracture of the phenolic β-aryl ether bonds
The main reaction during alkaline treatment of phenolic β-aryl ether linkages is the elimination reaction of β-proton and β-formaldehyde. Thus, most chemical bonds cannot fracture unless the epoxide is formed through the nucleophilic reaction between OH- and α-C atoms (alkaline fracture). In the pulping industry, sulfate digestion is adopted, during which the HS− or S2− ions showed stronger electronegativity, as well as the nucleophilic attack ability, thus the phenolic β-aryl ether bonds are easily fractured through the rapid formation of cyclic sulfide.
c. Alkaline fracture of nonphenolic β-aryl ether bonds
The β-aryl ether bond is very stable, and only fractures under the following conditions: (1) For the nonphenolic β-aryl ether bonds connected on the α-hydroxy, the α-hydroxy is easily ionized in alkali liquor, thus generated oxygen ions would attack β-C atoms to form epocides, which facilitates the fracture of β-aryl ether bonds. (2) When α-hydroxy exists together with the nonphenolic β-aryl ether bonds, α-hydroxy could facilitate the formation of cyclic sulfides and thus lead to the fracture of β-aryl ether bonds.
d. Fracture of the aryl–alkyl/alkyl–alkyl carbon–carbon bonds
The aryl–aryl carbon–carbon bond is quite stable. These carbon–carbon bonds may be fractured under some specific conditions, leading to the changes of lignin molecule. Such reactions would rarely occur during alkaline pretreatment.
e. Fracture of aryl–alkyl ether bonds
Removal of methyl methoxy makes no difference to the decrease of lignin molecule. But it is the main reaction of methanol or methyl mercaptan formation during the high-temperature alkali treatment, and the methylmercaptan generated will cause air pollution.
f. The condensation reaction during high-temperature alkali treatment
The condensation of Cα-Aγ becomes the dominant reaction affecting the dissolution of lignin. The reaction starts from the methylene quinone structure. When NaOH is sufficient, delignification occurs; when alkali is insufficient, the condensation reaction occurs. Condensation reactions occur between the fractured lignin fractions to form larger lignin molecules, which are even harder to dissolve.
Other condensation reactions, such as the Cβ–Cγ condensation and the condensation between phenolic structural units/breakage products and formaldehyde, often occur in the black liquor, which has little influence on the dissolution of lignin.
2. Delignification during acid treatment
During acidic sulfite pulping, the main reaction that happens to lignin comes from hydrion and hydrated sulfur dioxide. The major part of sulfonation is Cα, Cγ occasionally, which increases the solubility of lignin.
Overall, the β-aryl ether bond and methyl–aryl ether bond, phenolic type or nonphenolic type, are very stable during acidic sulfite digesting. However, the fracture reaction starts from the Cα atom, and with the reaction of hydrated sulfur dioxide forms sulfo groups. The fragmentation effect of lignin occur during acidic sulfite pulping is very noteworthy. Although the α-aryl ether bonds account for only 6–8% of the needle bush lignin fractions, their fracture would result in considerable fragmentation effects.
During acidic sulfite digesting, sulfonation reaction and condensation reaction compete with each other due to the same reaction location of Cα. Thus, it is necessary to accelerate the sulfonation reaction to avoid condensation.
During alkaline and acidic sulfite digesting, the main product of lignin chromophoric groups is diarylbenzenes. Catechol is obtained due to the removal of the methoxy group, and it is then oxidized into diquinone or forms dark compounds with metal ions. Finally, the stilbene structure is formed.
3. The sequence of lignin removal during acid–alkali treatment
Generally, the sequence of lignin removal is S3-S2-S1-P-ML. Pretreatment liquor first enters the cell lumen through pits, thus S3 becomes the primary part for lignin removal. The degradation of hemicellulose and lignin in the secondary cell wall helps to form a porous structure, and then the lignin in the intercellular layer begins to be removed. Finally, for wood materials, lignin fractions in the secondary cell wall are left. For grass materials, the residual lignin fractions exist in the intercellular layer and the secondary cell wall. On one hand, taking wheat straw as an example, the lignin content in the intercellular layer is 2.45-fold of that in the secondary cell wall. On the other hand, due to the structural difference of monomers and the different delivery paths of pharmaceuticals, the degradation rate of lignin in different parts differs during the acid–alkali treatment process (Zhan, 2011).
3.3.1.3. Degradation Mechanisms of Carbohydrates Under Acids or Alkaline Treatments
1. Carbohydrates degradation in the alkaline process
Under alkaline conditions, the cellulose and hemicellulose degradation reactions occur.
a. The reactions of cellulose
Peeling reaction: Reducing groups in the glucose end falls one by one. Under alkaline conditions, the reducing end is not stable and falls from the cellulose molecular by β-alkoxy elimination reaction.
Terminal reaction: The alkali unstable reducing end groups become stable by converting to alkali-stable α-partial variant cellulose or β-partial variable cellulose, therefore stopping the reaction.
Alkaline hydrolysis of cellulose: Under the conditions of high temperature and strong alkali, cellulose macromolecules will break into two or more molecules, and the reducing end increases from one to two or more, which promotes the peeling reaction.
b. Hemicellulose reactions
Acetyl group-off reaction: Under high temperature and strong alkali conditions, deacetylation reaction is the fastest and most complete reaction.
Overall reaction of hemicellulose: Under high temperature and strong alkali conditions, hemicellulose activity is much higher than that of the active fiber, which is easy to be dissolved and decomposed. Hemicellulose structure has changed after the treatment. Because xylan in hemicellulose is more stable than mannose and polydextrosein in an alkaline solution, its degradation rate is much lower.
Response and retention of xylanase: 4-O-methylglucoseuronic acid chain of xylanase molecular are partly or totally removed, so that the polymerization degree of polyethylene decreases. However, if the xylan has a branched chain, the branched molecules can impede the transfer of xylan to the outside of the fiber cell wall.
Hexenuronic acid (HexA): In the alkaline treatment process, xylan chain group 4-O-methyl-glucuronic acid in the hemicellulose converts to 4-deoxy-hexene-4-uronic acid under high temperature and strong alkali conditions. With the dose of alkali used, HexA content decreased.
c. The carbohydrates degradation course in the alkali treatment process
The peeling reaction of carbohydrates starts at 100°C. Within the range of 100–150°C, peeling reaction is the major reaction. Within the range of 150–160°C, hydrolysis reaction is the main reaction. During the alkali treatment process, the degradation rate of different components are different: alduronic acid and mannose dissolve out within 100°C; within the range of 100–150°C, besides alduronic acid and mannose, galactose and arabinose also began to dissolve. Xylose will not dissolve unless the temperature is higher than 160°C.
2. Carbohydrate degradation in acid treatment process
Under the acid treatment, mainly acid hydrolysis reactions occurred. Polymerization of cellulose and hemicellulose is greatly reduced.
a. Reactions of cellulose and hemicellulose
Acid hydrolysis: Acid hydrolysis mainly refers to the cleavage of (1–4)-β-glycoside bond or other glycoside bonds. Carbohydrate firstly degrades into oligosaccharides, and then degrades further into monosaccharides. The higher the temperature and acid concentrations, the fiercer degrade reaction will be.
The acidic oxidative decomposition reaction: The aldehyde ends of hemicellulose and cellulose are easily oxidized into saccharic acids under the treatment of sulfite. The monosaccharides produced can further degrade and hexose can degrade into organic acids, while pentose degrades into furfural.
b. The reaction process of cellulose and hemicellulose
Reaction process of hemicellulose: Acid hydrolysis of hemicellulose is highly related to its type and structure, polymerization degree, as well as number and length of branched chains. Acetyl groups in hemicellulose and furanarabinose mainly leave the hemicellulose molecular from the xylose chain under acidic conditions. However, poly-4-O-methyl glucose aldehyde xylose remains. At the same condition, the dissolving rate of hemicellulose is much higher than that of lignin. Sugars almost do not hydrolyze under 100°C; sugars hydrolyze fastly within 100∼200°C. During the degradation process, hemicellulose does not hydrolyze into monosaccharides directly. Instead, it firstly transfers into the solvent and starts to hydrolyze only when the H+ concentration is high enough.
Reaction process of cellulose: Under high temperature and acidic conditions, little cellulose gets dissolved; however, glycosidic bonds tend to break, and the polymerization degree of cellulose decreases.
3.3.1.4. Hot Water Treatment
Liquid hot water pretreatment, also known as pressure pyrolysis (Mosier, Wyman, & Dale, 2005) 40–60% of lignocellulosic biomass are dissolved under treatment of 200–230°F high-pressure water for 15 min. Almost all hemicellulose and 35–60% lignin are removed, and 4–22% cellulose is degraded (Mok & Antal, 1992).
Hot water breaks the hemiacetal bonds within the biomass and generates acids. Therefore, water is also acidic (Weil, Sarikaya, & Rau, 1997) at high temperatures. In that case, polysaccharides, especially hemicellulose, can be hydrolyzed to monosaccharides, and parts of the monosaccharides further hydrolyzed into aldehyde, which suppresses the fermentation of microorganisms (Palmqvist & Hahn-Hägerdal, 2000). We can use alkali (such as KOH) to adjust pH of water to 5–7, and control the chemical reactions in the pretreatment. Lignocellulosic particles can be separated in a hot water pretreatment process (Weil et al., 1997), and cellulose separated has a high hydrolysis ability (Weil, Brewer, & Hendrickson, 1998).
There are three types of reactors for hot water pretreatment: cocurrent, counter-current, and flow-through. In the cocurrent reactor, it flows in the same direction; in the counter-current reactor, the material and water flow in opposite direction; in the flow-through, hot water firstly passes a static bed equipped with lignocellulose, solving the lignocellulose, then runs out of the reactor.
3.3.1.5. Organic Solvents Treatment
Cellulose solvents can be categorized into organic solvents (such as Cadoxen, CMCS) and inorganic solvents (such as high concentration of sulfuric acid, hydrochloric acid, phosphoric acid). The solvent treatment is mainly based on the principle of the dissolution in the similar material structure, that is, components of the lignocellulose are dissolved into a solvent to separate them from each other. Cellulose solvent treatment causes changes in crystal structure, thus greatly improving the rate of hydrolysis and the degree of hydrolysis (Fan, Gharpuray, & Lee, 1987).
The application of organic solvents for separation of lignocellulose components mainly refers to those in the pulp and paper industry. In the late 19th century, there were reports on the usage of ethanol to separate lignin for papermaking. This method has advantages of low prices and easy recovery (Pan, Arato, & Gilkes, 2005; Stockburger, 1993). Nowadays, the organic solvents widely used include ethanol, methanol and glycol alcohol, methyl acetate, ethyl acetate, etc. (Mei-yun, 2004).
Nowadays, some countries have carried out deep research on the solvent treatment method; these countries include United States, Canada, Germany, Sweden, Finland, and Japan. In 1985, Lora and Aziz (1985) proposed the application of organic solvents in batch cooking for slurry making, which greatly improve the development of Alcohol Cellulose Technology (Aziz & Sarkanen, 1989). This process is suitable for maple, poplar, and birch, and other hardwood pulp. Repap Company in Canada has employed this method for many years (Cronlund & Powers, 1992). The study of solvant pulping method in China is very recent but has developed fast. In 2001, Meiyun Zhang applied the ethanol treatment method in Chinese alpine rush and set up the optimal operation condition. The optimum conditions were: ethanol concentration, 55%; cooking temperature, 180°C; solid–liquid ratio, l: 10; holding time, 120 min; fine pulp yield, 53.18%; kappa value, 38.13; residual lignin rate, 4.64%. His research provides a theoretical basis for the industrial application of ethanol pulping technology in China. Xuegang Luo et al. (Cronlund & Powers, 1992) used ethyl acetate and acetic acid to degrade lignin. When cooked under 150–170°C for 2 h, pulp fibers obtained not only contained less lignin, but were easy to bleach. The kind of component separation technique has good economic and social benefits and fully considers the needs of environmental protection and reutilization of natural renewable resources. The method has the following advantages (Jimenez, Perez, & Lopez, 2002): (1) a variety of wood fiber applicability; (2) consumes less electricity, water and chemicals; (3) low economic cost, less investment; (4) less environmental pollution and almost zero emissions; (5) the solvent is easy for recycling; (6) good treatment effect; (7) byproducts are easy to extract and easy for utilization; (8) pulp obtained is easy to bleach; (9) pulp obtained contains low content of lignin; and (10) good beating performance.
However, the organic solvent method also has disadvantages, which hinders its industrialization process: (1) as the organic solvent mainly are small molecules with low boiling point, the organic solvent are always volatile, flammable, or toxic, so the requirement for production equipment is very high; (2) due to the low boiling point of the solvent, to reach the target temperature (160–220°C) often requires high pressure, which brings high-voltage operational risk; and (3) the traditional method to wash the fibers after pretreatment cannot be used, as lignin is easy to redeposit and absorb on the fiber in traditional washing.
These deficiencies brought big challenges to the production process, equipment, and operation.
Recently, there has been a new type of cellulose solvent—ionic liquids (ionic liquids), which demonstrated that chloro-1-butyl-methylimidazole and 1-allyl-3-methyl imidazole can dissolve cellulose without pretreatment (Swatloski, Spear, & Holbrey, 2002; Ren, Wu, & Zhang, 2003), However, the hydrolysis capability of the regenerated cellulose has not been reported. Chen Hongzhang studied homemade ionic liquids, and applied it to the pretreatment of lignocellulosic feedstock. He also studied the impact of the steam explosion—ionic liquid on the pretreatment of lignocellulosic feedstock, which will be given in Section 3.4.4.1.
3.3.1.6. Ozone Treatment
Ozone can be used to break down the structure of lignin and hemicellulose within lignocellulosic feedstock (Sun, Chen, & Wang, 2003). In this method, a large extent of lignin gets degraded, hemicellulose suffered a slight attack, and cellulose was hardly affected. The advantage of this method is: lignin can be effectively removed; no inhibitory substances are generated for further reaction; and the reaction can be carried out at room temperature and pressure. However, due to the large amount of ozone needed, the cost of the whole process is high.
3.3.1.7. Wet Oxidation Treatment
The wet oxidation method was proposed in the 1980s. Under the conditions of high temperature and pressure, water and oxygen participate in reactions together. With the presence of water and oxygen, lignin is degraded by peroxidase. The treatment can enhance the sensitivity of materials to enzymatic hydrolysis. Hungary Eniko et al. (Varga, Schmidt, & Réczey, 2003) used the wet oxidation method for the treatment of 60 g/L corn stover (the treatment conditions are: 195°C, 15 min, 1.2 × 103 kPa, 2 g/L Na2CO3). Results showed that 60% of hemicellulose and 30% of wood fiber were dissolved, and 90% of cellulose was separated with solid form. The enzymatic conversion rate of cellulose was about 85%.
3.3.2. Physical Pretreatment Mechanism of Biomass Biochemical Conversion
3.3.2.1. Mechanical Comminution
Plant tissue includes a variety types of cells, which shows significant differences in chemical composition and physical properties (Gordon, Lomax, & Dalgarno, 1985). A cell’s toughness is determined by cellulose, hemicellulose, and lignin in its cell walls (Jouany, 1991). Choong (1996) found that toughness of Castanopsis fissa leaf can be predicted by volume fraction of cell walls and neutral detergent fiber (NDF). Drapala, Raymond, & Crampton (1947) and Pigden (Crampton & Maynard, 1938) considered that plant particle size and shape after mechanically pulverization can reflect the distribution and concentration of lignin. The crushing equipment commonly used are ball milling, compression milling, double roll crushers, grinder with momentum flow pattern, and wet and frozen colloid mill crushing. The disadvantages of mechanical grinding are the high-energy consumption and high grinding costs.
3.3.2.2. Ultrafine Grinding
Ultrafine grinding technology is a new technology developed since the 1970s with modern high-tech. In this method, material with the granularity of 0.5–5.0 mm can be crushed into ultrafine powder within 10–25 μm. After ultrafine grinding, the original chemical properties of material remain unchanged, but the particle size and crystal structure are improved. The ground powder has special physical and chemical properties, which common particles do not usually have: uniform size, large specific surface area, increased porosity, good dispersion, adsorption, solubility, and chemical reactivity. An ultrafine mill is currently the most widely used ultrafine grinding equipment. Its advantages include high speed, no accompanying heat generation, fewer chemical reactions, and the maximizing of the retention of components’ bioactivity and physical and chemical properties. Therefore, it is more suitable for substances with low melting points (Gai & Xu, 1997; Jin & Chen, 2006; Sheng, Liu, & Tu, 2003; Pan, Wang, & Liu, 2004). In recent years, ultrafine grinding technology has obtained much attention in the fields of food, medicine, household chemicals, paper, medicine, etc. (Hui_xing, 2001; Zhang & Liu, 2002). The disadvantages of ultrafine grinding technology are that the mechanical grinding energy consumption and cost is high. The energy consumption of grinding depends on the size and nature of the material (Gai & Xu, 1997; Jin & Chen, 2006).
3.3.2.3. High-energy Radiation Treatment
γ-Radiation (ionizing radiation) is commonly used to destroy straw cell walls and other agricultural waste composition (Al-Masri & Zarkawi, 1994). It is also very efficient in decreasing the polymerization degree of fibers or the removing lignin (Sandev & Karaivanov, 1979). Ionizing radiation is of benefit to the depolymerization (Focher, Marzetti, & Cattaneo, 1981) of cellulose. It can also loosen the structure of cellulose; it affects the structure of cellulose, thereby increasing the activity and accessibility of the cellulose. Thus, in the production of viscose fibers, radiation treatment can dissolve the pulp, and enhance the ability of cellulose to convert into viscose. For example, Fischer, Rennert, and Wilke (1990) used a 1 MeV electron accelerator to generate high-energy electrons for the radiation treatment of sulfite pulp. The results showed that the pulps treated with high-energy electron showed better uniformity and the reaction capacity with carbon disulfide. γ rays generated by 60Co has similar treatment effect with high-energy accelerated electrons (Focher et al., 1981; Stepanik, Rajagopal, & Ewing, 1998).
Treatment with high doses of radiation can reduce the content of neutral detergent fiber (NDF), acid detergent fiber (ADF), acid-insoluble lignin (ADL), and reduce sugar in the cell walls of straw, thereby increasing the digestibility of straw (Baer, Leonhardt, & Flachowsky, 1980; Leonhardt, Baer, & Hennig, 1983; Gralak, Krasicka, & Kulasek, 1989; Al-Masri & Guenter, 1993). Low doses of radiation can be used for sterilizing agricultural byproducts; Kume, Ito, and Ishigaki (1990) reported that a dose of 15 kGy was enough to kill all aerobic strains. A dose of 5–6 kGy can reduce fungi on the shell of the compressed fibers bed under the detection level. Malek, Chowdhury, and Matsuhashi (1994) reported that γ-rays from 30 kGy are needed to kill the aerobic bacteria in the straw. Kim, Yook, and Byun (2000) also found that 5–10 kGy γ radiation can effectively reduce microbial contamination in herbs.
3.3.2.4. Microwave Treatment
Microwaves are electromagnetic waves with a frequency of 300 MHz to 300 GHz (wavelength 1 m–1 mm). Microwave treatment can change the hydrogen bonds between the cellulose molecules. Cellulose powders after treatment are not swollen and have high activity and accessibility. The effect of microwave treatment was significantly better than conventional heat treatment; Zhu et al. (Zhu, Wu, & Yu, 2005a,b; Shengdong, Ziniu, & Yuanxin, 2005; Zhu, Wu, & Yu, 2006) used three treatment methods, microwave/alkali, microwave/acid/base, and microwave/acid/base/H2O2, to improve the hydrolysis rate of straw, and extracted xylose from the liquid. It was found that the substrate treated with microwave/acid/alkali/H2O2 has the highest weight loss and fiber content, and the highest enzymatic hydrolysis rate. Xylose recovery experiments showed that xylose cannot be recovered from the microwave/alkali-treated liquid, and xylose crystals can be obtained from the microwave/acid/base and microwave/acid/alkali/H2O2-treated liquid. However, due to the high cost of the process, it is difficult to use in industry.
3.3.2.5. Supercritical Processing
1. Supercritical CO2 processing
Supercritical carbon dioxide (SC-CO2) has obvious advantages: economic, clean, environment-friendly, easy to recycle, etc. In recent years, SC-CO2 has often been used as an extraction solvent. Ritter and Campbell (1991) treated pine with SC-CO2, and found no change in pine morphology. They concluded that SC-CO2 was not an effective pretreatment method for lignocellulosic feedstock. However, there were also reports that SC-CO2 treatment could increase the permeability of Douglas fir (Demessie, Hassan, & Levien, 1995). There were also reports that the enzymatic hydrolysis rate of cellulosic and lignocellulosic feedstock were significantly increased when treated by SC-CO2 (Zheng, Lin, & Wen, 1995). Kim and Hong (2001) pretreated aspen and ponderosa by SC-CO2. The treatment condition is described as follows: humidity range, 0–73% (w/w); pressure, 21.37–27.58 MPa; temperature, 112–165°C; holding time, 10–60 minutes; the reducing sugars obtained are significantly higher than control groups.
2. Supercritical water
Cellulose degraded in supercritical water (P > 22.09 MPa, T > 374°C). The main products are erythrose, dihydroxyacetone, fructose, glucose, glyceraldehyde, methylglyoxal, and oligosaccharides. The reaction pathway of cellulose hydrolysis reaction in supercritical water has been elucidated (Sasaki, Kabyemela, & Malaluan, 1998; Sasaki, Fang, & Fukushima, 2000). Cellulose is first decomposed into oligosaccharides and glucose, and glucose is further degraded into fructose by isomerization. Glucose and fructose can both be decomposed into erythrose and glycolaldehyde or dihydroxyacetone and glyceraldehyde. Glyceraldehyde can convert to dihydroxyacetone, and these two compounds can be dehydrated to methylglyoxal. Methylglyoxal, glycolaldehyde, and erythrosecan further degrade into smaller molecules, mainly 1–3 carbon acids, aldehydes, and alcohols.
When below the supercritical temperature, cellulose hydrolysis reaction takes 10 seconds to achieve complete conversion of cellulose, and the major product is glucose. In contrast, when above the supercritical temperature, the cellulose hydrolysis reaction only takes 0.05 seconds to be completed, and the main products are glucose, fructose, and oligosaccharides. Hydrolysis kinetics show that the degradation rate of cellulose is very high when above the supercritical temperature, but when below the supercritical temperature, the glucose degradation rate is higher than the degradation rate of cellulose. The cellulose degradation reaction occurs at the surface of cellulose (Feng, Van Der Kooi, & de Swaan Arons, 2004).
3. Other supercritical treatment
Kiran and Balkan (1994) employed acetic acid–water, acetic acid-super critical CO2, and acetic acid–water to extract lignin under high pressure. They found that acetic acid–water system has the highest delignification rate (73 mol% (90 vol%) acetic acid delignification rate of 95%), followed by acetic acid–supercritical CO2 and acetic acid–water–supercritical CO2 systems. Machado et al. applied 1,4-dioxane-CO2, at 160–180°C, under 170 MPa for delignification and found that the extracting composition affects the selectivity, and higher CO2 will enhance the selectivity of hemicellulose extraction. The pure 1,4-dioxane owns the highest lignin extraction rate. Temperature has little effect, but cellulose start to degrade at 180°C (Machado, Sardinha, & de Azevedo, 1994). Reyes, Bandyopadhyay, and McCoy (1989) used supercritical alcohol and isopropyl alcohol to remove the lignin in the wood. They found that delignification rate increased with the reaction temperature and pressure. Delignification above the supercritical temperature is much higher than that under the supercritical temperature.
3.3.3. Biological Pretreatment Mechanism of Biomass Biochemical Conversion
Biological treatment is carried out to remove lignin by microorganisms, releasing the wrap effect on cellulose. The corresponding study currently still stays in the experimental stage. Although many microorganisms can produce lignin-degrading enzymes, the enzyme activity is low, so it is difficult to be applied. A wood-rotting fungus has high-lignin decomposition ability. Microorganisms commonly used to degrade lignin are white-rot fungus, brown-rot and soft-rot fungi bacteria; white-rot fungus is the most effective. Currently, a number of white-rot fungi, such as Phanerochaete chrysosporium, Ceriporia lacerata, Cyathus stercolerus, Ceriporiopsis subvermispora, Pycnoporus cinnarbarinus, and Pleurotus ostreaus have high delignification ability (Kumar & Wyman, 2009; Shi, Chinn, & Sharma-Shivappa, 2008; Shi, Sharma-Shivappa, & Chinn, 2009). The white-rot fungus can not only decompose lignin, but also decompose cellulose and hemicellulose. Therefore, white-rot fungi on one hand decompose lignin; on the other hand, they lead to the loss of cellulose and hemicellulose. Thus, the separation of bacteria which only decompose lignin without biosynthesis ability of cellulase and hemicellulase is very important. Other enzymes capable of degrading lignin are: polyphenol oxidase, laccase, and catalase (Chen, 2005). Brown-rot fungi can change the nature of lignin but cannot decompose lignin; soft-rot fungi shows a low ability to decompose lignin.
Biological treatment is usually carried out in relatively mild conditions, has little side effects, and produces little inhibitors. However, due to the low decomposition activity, the processing is very long (generally several weeks). Thus, there is a long time for the practical application. From the perspective of cost and equipment, microbial pretreatment shows unique advantages. We can treat lignin by specific enzymes to increase the lignin-decomposing rate. However, the study remains in the experimental stage.
3.4. Pretreatment Fractionation Technology for Biomass Biochemical Conversion
3.4.1. Steam Explosion Pretreatment for Biomass Biochemical Conversion
Based on the composition features of straw, Hongzhang Chen invented the low pollution steam explosion technology (with pressure down from 3.0–1.5 Mpa) and revealed the autologous hydrolysis mechanism of steam-exploded straw. The steam explosion process does not need any chemicals, only to control the water content in the straw. Water acts as an acid catalyst at a high temperature in the steam explosion process (Mosier et al., 2005). Eventually, more than 80% of the hemicellulose can be separated and cellulose hydrolysis rates can rise above 90% (Chen & Liu, 2007). Laser-treated sugarcane bagasse at 216°C for 4 minutes had a conversion rate of cellulose of 67% (Laser, Schulman, & Allen, 2002). Hongzhang Chen has enlarged the explosive devices into 50 m3 with industrial scale, which is the largest in the world. Furthermore, the formed steam explosion technology platform has been widely used in paper mulberry bark ungluing (Chen, Peng, & Zhang, 2009), hemp degumming (Chen et al., 2003), peanut oil preparation (Chen, Wang, & Chen, 2011), herbal extracts (Yuan & Chen, 2005), and flavonoids preparation (Fu, Chen, & Wang, 2008).
On the basis of research and application, the characteristics of steam explosion pretreatment can be summarized as follows:
1. Steam explosion can partly hydrolyze hemicellulose, reducing the complexity of cell wall components.
2. During steam explosion, steam within and among the cells spurts out at certain moment to destroy the connection of cell wall and tissue. As a result, the tight structure of tissue and cell wall is loosened. With the hydrolysis of hemicellulose, the porous structure of lignocellulose is formed via steam explosion. Therefore, the specific surface area increases, which could enhance the mass transfer rate and improve the enzyme accessibility.
3. Product purity is enhanced after separation of hemicellulose and water-soluble components.
4. Steam explosion pretreatment is clear, effective, and efficient, with no chemicals added.
5. Steam explosion is easy to operate and spread.
Therefore, lignocellulose pretreated by steam explosion is suitable for further physical, chemical, and biological pretreatment, which is the reason for steam explosion to become a research focus. Meantime, steam explosion integrated pretreatment explains the connotation of integrated pretreatment technology in this paper.
3.4.2. Tissue Fractionation Techniques for Biomass Biochemical Conversion
Due to the difference in compositions of plant organs, it is helpful to achieve high-value utilization of biomass. In the process of steam explosion, the linkage among straw epidermal tissue, mechanical tissue (vascular tissue), and basic organization (parenchyma) are broken, which is of benefit to further separation. Therefore, it is feasible to introduce the mature fibroblast grading equipment-Paul screening instrument into pretreatment process of lignocellulose.
After steam explosion and Paul Sieving, fibrous tissue cells were mainly distributed within 28 meshes, which are mainly epidermal tissue and vascular tissue (mechanical tissue). Parenchyma (ground tissue) cells were mainly distributed within 200 meshes. The combination of steam explosion and sieving pretreatment achieved the separation of plant tissue to some extent.
3.4.3. Cell Fractionation Techniques for Biomass Biochemical Conversion
3.4.3.1. Steam Explosion—Superfine Separation Technology
Straw has been separated on the organization level via the steam explosion pretreatment. However, different cells of different tissues are still closely linked. In addition, a problem in the hydrolysis process of lignocellulosic is that enzymes can not sufficiently make contact with the substrate, thus increasing the specific surface area of the substrate will help to improve digestion rate. Currently, the ultrafine grinding technology has attracted much attention from various fields. When employed in the pretreatment of straw, it can efficiently break the linkage among cells and increase the specific surface area of the substrate. Meanwhile, it does not consume more energy than the traditional gridding method. Therefore, we invented the techniques combining steam explosion and ultrafine grinding.
Comparing the combination of steam-explosion with common grinding equipment, parenchyma cells and epidermal cells were increased by 9.4% and 4.4%, and fiber cells were reduced by 13.4% in the steam-exploded straw superfine powder. Fiber cells increased by 2.3%, parenchyma cells were reduced by 15.7%, and duct cells were reduced by 50% in the steam-exploded straw residue. This illustrates that the combination of steam explosion and ultrafine grinding can achieve cell separation efficiently (Jin & Chen, 2006).
3.4.3.2. Steam Explosion—Wet Ultrafine Separation Technology
Steam explosion—part wet superfine fiber fractionation is another useful method for lignocellulose pretreatment. The fiber cell content of the treated substrate is more than 60%. Compared with the steam explosion-superfine separation technology, this method has advantages on cell separation.
Compared with the original straw and steam exploded but unseparated straw (Jin & Chen, 2007), cellulose content in fibrous tissue steam is significant after the treatment of higher explosion—wet ultrafine fractionation. The fibrocyte content is 63.1%, which is 37.8% higher than that of untreated. Cellulose content in the fiber texture is 65.6%, which is 74.9% higher than that of untreated. Therefore, steam explosion—wet ultrafine separation technology is efficient in the separation of cellulose cells.
3.4.4. Components Fractionation Technologies Before Biomass Biochemical Conversion
3.4.4.1. Combination of Steam Explosion and Ionic Liquid Pretreatment
Compared with the organic solvent and electrolyte treatment method, there were some advantages of ionic liquid, which can be summarized as follows:
1. It needs nearly no steam pressure, thus avoiding the pollution of volatile organic solvent.
2. It has better chemical and physical stability, and a broad range in which temperature is stable (from lower than 25–300°C).
3. By adjusting the acidity, ionic liquid could dissolve almost all the common materials, including inorganic mineral and organic polymers. It was regarded as one of the three green solvents together with supercritical carbon dioxide and aqueous two-phase.
Previous experiments (Liu & Chen, 2006) showed that the contents of cellulose, hemicellulose, and lignin of wheat straw decreased after steam explosion combined with ionic liquid pretreatment. When adding NaOH, the solubility of steam exploded straw in [BMIM]Cl (where [emim]Cl is the 1-butyl-3-methylimidazolium chloride) were significantly increased. In contrast, 1% sulfuric acid could decrease the content of hemicellulose and cellulose, but increase the content of lignin.
3.4.4.2. Steam Explosion—Alkali Hydrogen Peroxide Integrated Pretreatment
Research revealed that lignin could be separated by alkali oxygenation. Chen et al. (2008) and Cara et al. (2006) reported that lignin in lignocellulose could be removed by hydrogen peroxide oxidation. Therefore, steam explosion combined hydrogen peroxide pretreatment method was studied. After steam explosion combined alkali hydrogen peroxide pretreatment, the content of hemicellulose and lignin in corn straw decreased from 33.5% to 24% and 22% to 8%, respectively, and cellulose content reduced from 63% to 25.4%.
3.4.4.3. Steam Explosion—Glycerin Combination Pretreatment
Because the organic solvent separation method has advantages of cleanness, recyclability, etc., it is necessary to explore the possibility of solvent separation method in straw separation treatment. Solvents with low-boiling point are easy to evaporate and explode, but a solvent with large molecules is usually very expensive. Sun and Chen (2008) compared the small solvent with high-bowing points, which included formic acid, propionic acid, ethylene glycol, butylene glycol, and glycerin. Results showed that steam explosion-glycerin combination pretreatment was very efficient. After treatment, 92% of cellulose remained. At the same time, more than 90% of hemicellulose and 7% of lignin were removed (Chen & Liu, 2007; Chen & Li, 2000).
3.4.4.4. Steam Explosion—Ethanol Integrated Pretreatment
Ethanol treatment causes hemicellulose to be lost. However, we can firstly degrade hemicellulose in straw by steam explosion. Then, we remove the hemicellose by watering and remove lignin by ethanol. Finally, we use the remaining cellulose for ethanol fermentation.
Results showed that after four-time water extraction, the recovery rate of hemicellulose was 80%, and most of that was xylose. Treated by low-temperature distillation, the recovery rate of ethanol was 88.4% and concentration was 42.2%, which can be recycled (Hongzhang & Liying, 2007; Chen & Li, 2000).
3.4.4.5. Steam Explosion—Electricity Catalyzing Integrated Pretreatment
Electricity catalyzing is being used in wastewater pretreatment due to its advantages of nonchemical reagent, without second pollution, and being easy to operate. Pulp could be bleached by redox effect of electricity catalyzing because the redox effect catalyzed lignin to destruct its structure; consequently, lignin was removed and pulp was bleached. Therefore, steam explosion combined with electricity catalyzing pretreatment was developed. With this pretreatment, hemicellulose in lignocellulose was hydrolyzed in the steam explosion process and lignin was later degraded in the electricity catalyzing process. As a result, hemicellulose, lignin, and cellulose were separated and the treated materials could be converted into high-value products.
Compared with the raw corn straw, the components content of core straw pretreated by steam explosion combined electricity catalyzing at the voltage 1.5, 2.5, and 5V decreased as follows: lignin content decreased by 6.9, 12.7, and 20.0%, respectively, cellulose content decreased by 1.0, 2.8, and 4.3%, respectively, hemicellulose decreased by 10.1, 14.6, and 16.9%, respectively. However, the soluble content increased by 50.0, 84.2, and 111.8%, respectively at voltage 1.5, 2.5, and 5V. This revealed that electricity catalyzing pretreatment degraded lignin, hemicellulose, and cellulose, leading to an increase in soluble component content. Glucose content in corn straw hydrolysate increased by 25.4% at the voltage 1.5V after steam explosion combined electricity catalyzing pretreatment.
3.4.4.6. Steam Explosion Combined Laccase Pretreatment
Lignin-carbohydrate complex (LCC) inhibits enzyme hydrolysis rate. So it is important to separate LCC before hydrolysis. Enzyme pretreatment was mild and specific. Therefore, an enzyme combination was researched to remove LCC. The enzyme combination included laccase and feruloyl esterase or xylanase. Steam explosion material was pressed by screwing to separate the solid and liquid. Then, enzyme combination was put into the solid part. When laccase and feruloyl esterase were used, hydrolysis rates of cellulose, hemicellulose, and lignin of corn straw increased by 5.65, 10.97, and 33.93%, respectively, compared with that of steam explosion corn straw. Hydrolysis products of lignin and hemicellulose could be converted to other products with high value.
This pretreatment was high-rate, efficient, mild, and specific. Moreover, water wastage was decreased by screwing the press instead of washing. Importantly, the increased hydrolysis rate could provide a high sugar content for subsequent fermentation.
3.4.4.7. Steam Explosion—Mechanical Carding Combination Pretreatment
Chen and Fu (2011) established a steam explosion—dry carding classification method, which could separate the vascular tissue and parenchymatous tissue, increase the uniformity of lignocellulosic materials, and thus provide a basis for refining high-yield grade.
Our research showed that issues including the core of straw, leaves, and skin can be separated with 30% moisture content and under the steam explosion condition: pressure at 1.5 MPa and lasted for 5 min. Compared to flow sorting, steam explosion—dry and steam explosion increases carding separation level from 1.08 to 1.25. After carding and grading, hydrolysis rates of bark and leaf parenchyma were increased by 1.65 and 1.41 times. Scanning electron microscopy showed that the steam explosion-mechanical carding enables cells’ vascular tissue and parenchyma to separate from each other. After separation, cells’ weight ratio between vascular tissue and parenchyma issue was about 3:2. The graded tissue was further treated with ethanol-catalytication, and reacted with 50% ethanol for 2 h at 180°C. The pulp yield was increased to 65%, higher than that of untreated (55%) and the lignin content decreased by less than 7%. Steam explosion-carding dry straw is an effective way to achieve organizational classification.
3.5. Features of Biomass Biochemical Fractionation Conversion Pretreatment Technology
Compared with the single pretreatment technology, features of integrated lignocellulose pretreatment technologies can be summarized as follows:
1. Realized the target orientation of biomass full utilization. Achieved multidirectional conversion of various components of raw material, which can increase the value of by-products, and reduce waste in pretreatment process;
2. Made full use of structure heterogeneity of plant biomass composition at different levels, especially at the cellular level. Some tissue cells are more easy to separate after steam explosion-mechanical carding treatment, such as vascular tissue cells and parenchyma cells. By selective separation, these issues are used for spinning and papermaking. Furthermore, the parenchymatous cells can be used for bioenergy fermentation.
3. Wide adaptability. As more parameters can be adjusted in the integrated pretreatment method, the process has more flexibility for different species, and different production needs.
4. Process integration. Based on the structural characteristics of the lignocellulosic materials, biomass biochemical fractionation conversion pretreatment technology integrates the technologies from the paper-making industry, textile industry, sheet metal industry, and especially the petroleum refining industry for lignocellulose degradation. For example, the concepts from the petroleum refining industry guided the researchers to selectively use lignocellulosic feedstock for high-value products.
5. Optimize the integration. Every technology has its advantages and disadvantages. In technology integration, the shortcomings of single technologies are reduced and their advantages complement each other.
3.6. Evaluation of Biomass Biochemical Fractionation Conversion Pretreatment Technology
3.6.1. Evaluation Standards of Biomass Biochemical Fractionation Conversion Pretreatment Technology
In research and industrial production, it is necessary to set up the evaluation standards for biomass biochemical fractionation conversion pretreatment technology. The technologies must follow the requirement of clear production, have a correct theory base and have high feasibility for industry practice. They can be summarized in detail as follows (Chen, 2004):
1. Theoretical correctness. We must ensure that preprocessing technique is based on the structure and composition of plant biomass, the multigeneration-oriented, established according to the physical chemistry of cellulose, hemicellulose, lignin, and other components. The raw materials can be fully utilized according to their nature features.
2. Technical feasibility. Firstly, technical solutions should be built on the industrialization device, including the preparation of equipment, maintenance, and parameter control; secondly, the feasibility of technical solutions: the operating unit should be established on certain theoretical guidance, including control methods of the technology and process parameters used in the process route; finally, the stability of the process: the process is not sensitive to certain parameters and is able to meet product requirements within a wide range.
3. Economic rationality. This mainly refers to the equipment usage; technique investment must have economic rationality, including material flow and energy flow in the production.
4. Operational feasibility. First, the operation must be safe, which means that equipment and process operations must be safe to operating personnel, whether in the short or long term; second, operation controllability, which means operation is less influenced by the human and has a certain degree of stability; finally, the technique is simple and easy to learn.
5. Environmentally friendly. In the pretreatment process, the waste produced must meet the requirement of environment protection.
6. The model must be easy to replicate. As the most important feature of plant biomass is wide distribution, the best preprocessing techniques can be processed in a village or town, reducing the volume of transport or storage, and then the substrate converted to the corresponding product on a large scale. Another effect of this mode is to contribute to the development of private enterprise, therefore advancing the urbanization process, and increasing employment opportunities and farmers’ incomes.
3.6.2. Comparison of Biomass Biochemical Fractionation Conversion Pretreatment Technology
The different pretreatment methods were compared from six aspects as shown in Table 3.2. It can be seen that steam explosion-ethanol, steam explosion-alkali hydrogen peroxide, and steam explosion-mechanical carding are effective methods for substrate separation. The steam explosion-alkali extraction-machinery carding integrated pretreatment technology has being used on an industrial scale in Laihe Chemical Co., LTD in Songyuan, Jilin province in north China. The production line handles 300,000 tons of corn stover and produces 50,000 tons of acetone-butanol-ethanol, and 30,000 tons of high-purity lignin (which can be converted into 20,000 tons of phenolic resin glue), and 120,000 tons cellulose (which can be converted into 50,000 tons of biopolyether polyols) per year. It has significant economic advantages compared with the existing butanol projects.
Table 3.2
Comparison of Fractionation Technologies
| Fractionation technology | Theory correctness | Technical feasibility | Economic rationality | Operational feasibility | Process environmental protection | Generalization performance | Total |
| Super grinding separation technology | 3 | 2 | 1 | 3 | 1 | 3 | 13 |
| Wet ultrafine separation | 3 | 2 | 1 | 3 | 1 | 3 | 13 |
| Ionic liquid | 3 | 2 | 1 | 3 | 1 | 3 | 13 |
| Alkaline hydrogen peroxide | 3 | 3 | 3 | 3 | 2 | 3 | 17 |
| Glycerin | 3 | 1 | 2 | 3 | 3 | 3 | 15 |
| Ethanol | 3 | 3 | 3 | 3 | 3 | 3 | 18 |
| Electrocatalysis | 3 | 3 | 2 | 1 | 2 | 2 | 13 |
| Laccase | 3 | 1 | 1 | 1 | 3 | 2 | 11 |
| Mechanical carding | 3 | 3 | 3 | 3 | 2 | 3 | 17 |

3, Good; 2, general; 1, weak.
..................Content has been hidden....................
You can't read the all page of ebook, please click here login for view all page.