
Flexographic Printing
This chapter describes the flexographic printing process. The process involves transferring ink, one color at a time, from the surface of a flexible plate on which an image is represented to a substrate. Additional colors, each registered to the locations of those printed previously, are added. When the plate surface consists of a pattern of dots, the photographic quality of the halftone printing effect is possible. Dot patterns can combine to appear to the eye as colors not represented by the applied ink. The technique is termed flexo process printing. Ink metering involves a doctor blade assembly that wipes excess ink amounts from the cylinder surface to provide careful control of the volume of ink transferred from each cell. Flexo plates use vulcanized rubber or photopolymer materials that are attached to rotating cylinders. Quantitative description of color values.
Keywords
Extended gamut; flexo cylinder; flexo ink metering; flexo process; numerical color space; prepress; process printing; reverse printing; surface printing
At present, most flexible packaging in the USA is printed using the flexographic printing method. Flexography (or simply, flexo) is a rapidly growing package printing process. It currently is taking market share from gravure. Basic gravure process technology is also used for corrugated boxes, flexible retail and shopping bags, food service bags and sacks, milk and beverage cartons, pressure-sensitive labels, disposable cups and containers, and envelopes and wallpaper.1
Flexo printing for packaging provided the ability to reproduce basic text information and large, single-color areas. The process gained widespread application for transparent flexible packaging (initially cellophane and eventually plastic films). Its inexpensive rubber or polymeric printing plates were well suited for smaller production runs (100,000 impressions and less). The minimal time and expense to produce or modify plates also favored regional product brands and promotional graphics for short-term use with larger brands.
Forces that led to innovation in gravure processes and equipment also stimulated flexo changes that dramatically increased quality and reproducibility. The changes increased the cost of flexo printing plates but still maintained an economic advantage over gravure for all but very large press runs.
The Flexo Process
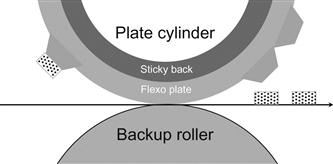
Flexo printing involves a “plate cylinder” covered in whole or in part with raised flexible print media that carry ink for an image. The media then deposit that ink onto the substrate. Originally, the media was made of rubber sheets pressed into rigid molds and vulcanized. A metal (e.g., magnesium) plate exposed with the negative of the image to be printed and developed in an acid bath creates the initial mold. This metal relief plate makes the mold for commercial use (usually in Bakelite plastic). A rubber or plastic sheet material is vulcanized (by pressing it into the metal mold under controlled temperature and pressure) to create the printing plate. Alternatively, a “photopolymer” material exposed with the negative of the image to be printed creates the print media directly. Light not excluded by the negative image cross-links the polymer. In the following step, a liquid bath removes the polymer not cross-linked during the exposure process. Raised surfaces of (crossed-linked) photopolymer material provide the raised surfaces to carry ink. Recently, direct laser light exposure of photopolymer material has been able to eliminate the need for the intermediate negative providing high reproducibility and quality.
As in gravure printing, the diameter at the surface of the print media must match (i.e., equal or represent an integral multiple of) the package’s cutoff length. As indicated in Figure 3.1, this diameter is affected by the core “plate cylinder,” the thickness of the flexo plate material (0.030–0.112 inch (0.76–2.84 mm)), and the “sticky back” material (0.015–0.062 inch (0.38–1.57 mm)) used to adhere the latter to the former. The circumference of the printing surface would be more than 0.25–1 inch (7–25 mm) greater than the plate cylinder circumference.
Numerical Color Space
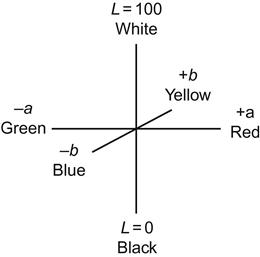
Understanding and application of quantitative color theory has greatly aided the practice of flexographic printing. Primary colors (red, green, blue; see Chapter 2) provide the basis of this theory by which three values define any color perceived by the human eye. Figure 3.2 suggests the three values, generically called “L*, a*, b*” modeled in three-dimensional space, such that:
1. An “L*” dimension (from 0 to 100) measures a white to black continuum (“relative luminosity”).
2. An “a*” dimension measures a red (positive numbers) to green (negative numbers) continuum.
3. A “b*” dimension measures a blue (positive numbers) to yellow (negative numbers) continuum.
While not the only system for color quantification, L*a*b* color space is the one widely used to communicate color values when managing prepress dialogue for commercial printing files, and for controlling color on-press. Automated instruments use carefully controlled light sources and receptors to measure the three values using complex mathematical algorithms.2 When properly calibrated and applied the instruments provide precise and reliable “color values.” If a color difference is measured, the difference is quantified as the Euclidian distance between the two values (i.e., the square root of the sum of the square of the difference between each set of the three values). This distance is referred to as ΔE (pronounced “delta E”). The ΔE value of about 2.3 is considered a “just noticeable difference.”
Control of print quality requires that the L*a*b* values of each of the printed ink colors correspond to specified standards. Isolated blocks of each color can be printed on any out of the way part of the web and monitored during the press run for compliance to standard. If ΔE values for a given color exceed, for example, 3, the ink can be “adjusted.” The trend in flexography is to use single pigment ink colors so that such adjustments deal primarily with L* (e.g., changing the ratio of transparent binder to color pigment to make the color lighter or darker).
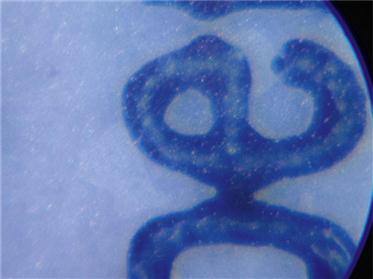
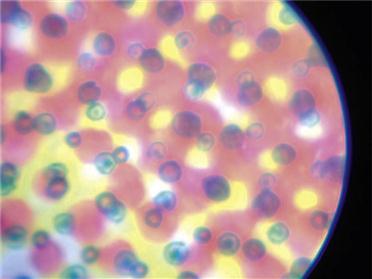
The other dimensions of print quality control (i.e., the plane defined by down-web and cross-web directions) require that the converter predicts and controls the area of pigmented ink applied by the flexo plate. The plate material itself will compress as it nips the web against the backup roller. Rotary motion of the cylinders causes one edge of the raised printing surface (the leading edge) to compress before the rest of that surface. Similarly the trailing edge is the last part of the raised surface to decompress as the cylinder rotates. Figure 3.3 shows the effect of this pattern of compression and decompression. Ink is “squeezed out” to the edges of the raised surface leaving thicker ink deposits at the edges and thinner ones in the center. Halftone flexo printing requires a “screening” process analogous to that used for halftone gravure printing. This results in many (85–133 per inch (3–5 per mm)) small printing surfaces, called “dots.” Each dot presents a leading and a trailing edge to the web during the printing process. As shown in Figure 3.4, this can result in a “doughnut effect” in which the raised dot leaves little or no ink pigment in the center of the dot.
Current flexo plate material development focuses on optimizing the balance between ink release and plate compressibility. Available photopolymer materials offer minimal squeeze out with consistent, predictable compression performance. The latter is generically referred to as “dot gain.” In order to control the area of pigmented ink applied by the flexo plate, an empirical process called “press fingerprinting” (described below) allows the converter to systematically control liquid ink volumes and color values, plate material, and press conditions in order to select dot sizes for use when printing future halftone images.
Flexo Ink Metering
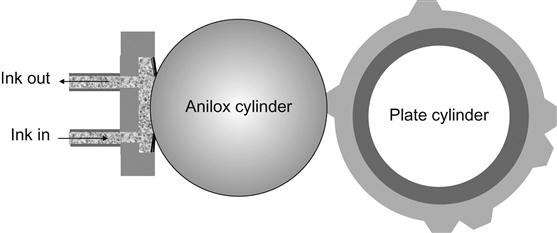
Metering for current flexo printing processes utilizes chambered doctor blade assemblies very similar to those for the gravure process. Instead of an engraved image roll, the assembly deposits ink into the cells of an “anilox roll.” The surface of an anilox roll is covered with a uniform pattern of cells. The metering doctor blade wipes excess ink from the anilox much as it does for the engraved image pattern of a gravure image cylinder. The anilox, with its cells filled uniformly with ink, then transfers that ink to raised surfaces on the plate cylinder where the two comes into contact as suggested in Figure 3.5.
The pattern of cells on the anilox roll represents a critical element of color control. Cell volume is the initial consideration, but the shape and location of cells relative to one another also affect how much ink transfers to plate cylinders. Anilox cell volumes are typically reported as BCM (Billion Cubic Microns per square inch). One BCM equals to 0.645 cubic centimeters per square meter. Cell volumes vary from about 0.5 to over 10 BCM (1=15 cc/m2) and the number of cells per inch ranges from about 100 to 2000 (50–800 cells per cm). The cylinder itself may be the typical gravure type, steel base with copper plating and chrome plating on that, or one made of an industrial ceramic. Both types can be engraved mechanically with a diamond stylus or optically with lasers.
Press fingerprinting determines how a controlled set of ink colors, anilox rolls, and plate materials on a given flexo press will reproduce a standard arrangement print images. The purpose of the analysis is to determine an optimum combination of flexo printing materials in that press for future press runs. The printing typically combines photographic-type images and color blocks with ink coverage ranging from 5% to 100% (one set for each ink color). Additionally, the anilox roll can be engraved with bands of different cell volumes and patterns in order to provide an additional variable for the analysis. Without fingerprinting data, each new press run requires time-consuming on-press adjustments until satisfactory print results are obtained.
Flexo Halftone Printing (Process Printing)
Precision needed for accurate L*a*b* measurement is too great for direct real-time measurement of halftone color regions of a printed image (Chapter 2). However, the fingerprinting process allows off-line measurements of the color blocks with varying ink coverage. Comparison of the theoretical ink coverage percentages in the series of blocks with the measured coverages indicates how efficient the ink transfer process is for that combination on that press. The measured values of ink coverage are used to determine dot size for halftone areas of images on subsequent runs for that press (while exactly matching the L*a*b* ink color values, and using the flexo plate material, and anilox roll pattern used while fingerprinting the press).
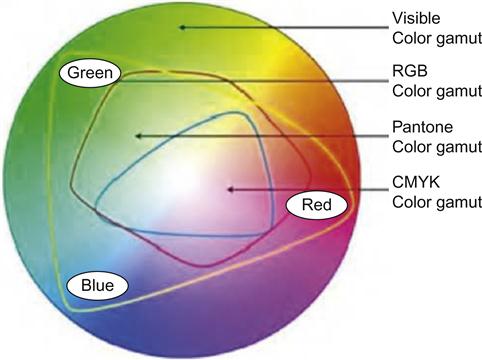
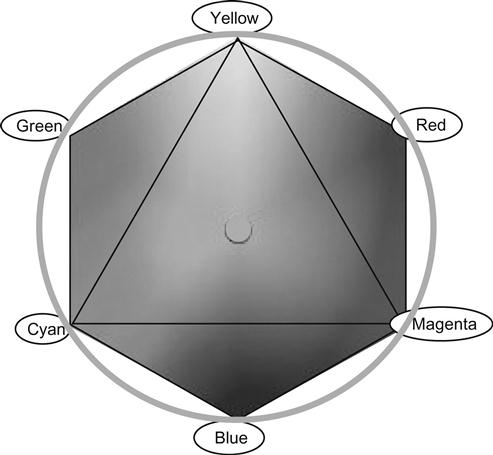
Flexo printers refer to halftone printed images as “process” areas, and to uniform colored areas as “Line work” (the latter whether the area is a line or a relatively large area). “Process” reflects the considerable effort (generically called “prepress”) required to develop appropriate printing media before any printing can even be started. The CMYK color reproduction strategy falls short of completely matching the range of human color perception. Figure 3.6 presents the range of colors in a two-dimensional “gamut.” The large circle represents the range of human color perception and the smaller areas outlined within the circle represent the range of colors in color systems. “Pantone®” is a proprietary color matching system comprised of a set of specific colors and corresponding numbers. It is widely used by graphic designers in the consumer goods industry to specify colors to printers of advertising, packaging, etc. A standard computer or television display reproduces the “RGB” gamut. The “CMYK” gamut shown represents the optimum color range the four colors can produce if each color has maximum color intensity. Note that the three primary additive colors almost reach the limits of human perception of red, green, and blue. The maximum distance (from the white center of the figure) reached by the CMYK gamut corresponds to the mid points of the RGB space. Specific brand colors often lay outside the CMYK gamut. Similarly, this gamut frequently cannot portray the full tonal range of halftone printed areas. As suggested by Figure 3.7, expanding the CMYK gamut with the addition of red, green, and blue inks greatly increases the color values that flexography can print. Such “expanded gamut” sets of ink color may deviate from standard CMY and RGB colors in order to print a particular brand color.
Parallel technology advances in plate materials, anilox cylinder engraving, ink formulation, and printing press equipment itself have combined to make flexography as much a science as a craft. Members of the volunteer industry group, The Flexographic Technical Association, have cooperated in writing a comprehensive guide to these principles entitled “Flexographic Image Reproduction Specifications & Tolerances” (abbreviated to “FIRST”). The publication is now in its fourth edition, reflecting the steady record of industry insights and improvements [1]. These advances lead to the loss of flexible packaging printing market share referenced in Chapter 2, as well as quality and productivity improvements for flexo printers.
Flexo Process Innovation
Flexo’s inefficiencies principally result from job changeover times, including plate cylinders, anilox rolls, and ink colors. All add to the fixed costs of any given job. By simplifying requirements for cleanup and setup from one job to the next, the productivity and yield of flexo increase.
The modern flexo press described in Chapter 12 requires that the doctor blade assemblies, aniloxes, and plate cylinders may be more than 8 ft (2.5 m) above the factory floor. Access to these heavy and delicate components often requires mechanical hoists with a crew of 2–3 replacing one. As an example of why a replacement might be required, consider changing from surface printing an opaque (e.g., metallized) film to reverse printing a clear one. In the former case, a heavy layer of white ink must be printed before any other colors in order to reflect light through the colored images subsequently printed. For reverse printed films, all of the colors will be printed before a white layer is applied under them. As viewed through the film, the colors will be visible as a result of the last-down white reflective layer. To achieve that heavy layer of white ink, whether printed first or last, a high-volume anilox is needed to deliver the large amount of ink to the plate cylinder. Switching from surface to reverse printing in such cases involves removing a high-volume anilox from the first station, and installing one in the last station for the next run. The basic hoist-assisted manual effort to move these heavy aniloxes in and out can be replaced by special robotic units (which like gravure trolleys can be prepared while one job is still running). Flexo plates can be premounted on variable thickness sleeves that slide on and off between jobs. Automatic ink cleaning systems are available to flush one color of ink from a doctor blade assembly and its associated circulation hoses before another one is introduced.
The ideal job cleanup/setup sequence for flexo involves using the newfound color management tools to eliminate as much change from one job to the next for all color stations. The ideal involves using a set of extended color gamut inks in a given color station on a press for any and all jobs. Each ink is matched to a specific anilox in the fingerprinting process. The empirically derived color values from that combination are reflected in all of the prepress effort to transform the designer’s original artwork into press ready color-separated printing plates. Computerized prepress systems assist with this combination of creative artistic design and predictable technical execution.
The operational advantages of printing sequential jobs on a press by changing only the printing plates are obvious. The computerized prepress systems also improve basic business systems by facilitating real-time review and revision of artwork using images on computer screens and digital proofs. Physical exchange of image proofs (e.g., using overnight air delivery services) becomes unnecessary, with time and money savings. The industry practice of “press approvals,” wherein the brand owner’s representative physically traveled to the printing press location and waited until the printed output matched his/her approval, also becomes unnecessary.