Bleached kraft softwood fibers reinforced polylactic acid composites, tensile and flexural strengths
Francesc X. Espinach, José A. Méndez, Luis A. Granda, Maria A. Pelach, Marc Delgado-Aguilar and Pere Mutjé, University of Girona, Girona, Spain
Abstract
An increasing ecological consciousness in society has led to the development of materials with a lower environmental impact. PLA is a biodegradable polymer with higher mechanical properties than polypropylene. There are a few important works published about PLA-reinforced biocomposites in which satisfactory results were obtained. A good interphase generation when around 30% reinforcement percentages are extruded is, nowadays, an unsolved fact. The main objective of this study is obtaining PLA biocomposite with a good interphase that allows a satisfactory improvement on tensile and flexural strength. Pine bleached fibers were prepared and shred with 1/3 and 2/3 of diglyme, in order to avoid the formation of hydrogen bonds between the cellulose fibers. Afterwards, the composites materials have been obtained through kinetic mixing and injected into the shape of standard specimens in order to submit them to tensile and flexural test. The results show that the addition of diglyme helps the formation of hydrogen bonds between the reinforcement and the PLA. This is achieved by avoiding the generation of hydrogen bonds between the cellulose fibers. Only the fiber treated with 2/3 of diglyme followed a lineal and positive dependence of the tensile strength when increasing reinforcement content was added. The same composite materials also showed a linear behavior of the flexural strength against the fiber content. The intrinsic tensile and flexural strength of the fibers were also modeled. Although the obtained tensile and flexural strength were promising, more research is needed to ensure good results for higher than 30% fiber contents.
Keywords
Biodegradable composites; flexural strength; tensile strength; polylactic acid; bleached softwood fibers
5.1 Introduction
From the beginning of the 20th century, thermoplastic and thermosetting polymers have been reinforced with fibers, with the purpose of enhancing their mechanical properties and dimensional stability. These polymeric materials, commonly petroleum-based, have been reinforced with mineral fibers such as glass carbon or aramid fibers (Seal et al., 2001; Volokhina, 1997). The most commonly used reinforcement, because of its good mechanical properties and its relatively low price is the glass fiber. However, glass fiber is a very abrasive reinforcement which reduces the life of the screws and barrels of the injection equipment. Furthermore, when processed it shortens the length of the fiber because of its fragility, reducing the mechanical properties on the composite material, and its recyclability (Serrano et al., 2014).
A large amount of research has been performed on replacing glass fibers by natural fibers, especially on polyolefin, such as polypropylene (PP) and high density polyethylene (HDPE) (Rowell et al., 1997; Hill and Hughes, 2010; Majeed et al., 2013; Reixach et al., 2013b; Lopez et al., 2012a,b). There are evidences in the literature of the use of different types of natural fibers as reinforcement of polymeric matrices, mainly, annual plants (Vilaseca et al., 2010; Lopez et al., 2012a), secondary fibers (Serrano et al., 2014; Lopez et al., 2012a), wood fibers (Lopez et al., 2011, 2012a,b), and agroforestry residues (Paukszta et al., 2014; Chen et al., 2013). From the abovementioned reinforcements and from an “eco-sustainable” point of view annual plants appear to be the less profitable ones. Usually, fibers from annual plants are not produced with any industrial purpose and the logistics associated with their collection could represent an excessive expenditure. The use of natural fibers will also reduce the mechanical properties of the composites when compared with glass fibers, but they offer good specific properties due to their lower density. Moreover, those fibers are more flexible than glass fibers and are not abrasive, protecting the machinery and allowing higher recyclability rates. Furthermore, eliminating the final product by incineration has a higher energetic yield than the glass fiber, which is inert and does not burn, leaving a higher amount of residue as well. A proof of that is the huge amount of available literature on this research field (Ashori, 2008; Reixach et al., 2013b; Wirawan et al., 2011).
Regarding the polymeric matrices, they could be classified as thermoplastic and thermoset polymers. Thermoset composites like polyester reinforced with carbon fiber are widely used to manufacture boats, bicycles, helmets, etc. The most used thermoplastic polymers in composites are polypropylene, polyamide 6, and polyamide 6,6, and usually are reinforced with glass fiber (Feldmann and Bledzki, 2014; Kuciel et al., 2012; Martino et al., 2014; Thomason, 2000). Those matrices are not biodegradable and do not degrade easily, causing a big environmental impact. The same environmental consciousness led research to develop more environmentally friendly polymers which degrade in particular conditions, reducing the amount of residues accumulated in natural environments. Some of those polymers are thermoplastic starch, polyhydroxyalkanoates, aliphatic polyesters, polycaprolactone, or polylactic acid (PLA). PLA is a polyester which could be obtained by open ring polymerization of the lactide or by polycondensation of lactic acid monomers. It has a glass transition temperature around 60°C and a melting temperature of 180°C. Its good mechanical properties, higher than PP ones, made them an appropriate material for the packing or textile industries (Hu and Lim, 2007; Oksman et al., 2003). It is one of the most promising biopolymers due to showing good mechanical properties. In addition, it is quite easy to produce (La Mantia & Morreale, 2011). There is available literature about adding natural fibers to PLA. Islam et al. (Islam, Pickering, & Foreman, 2010) and Sawpan and coworkers (Moyeenuddin et al., 2011) explored the feasibility of reinforcing PLA with alkali treated hemp fibers and they found some improvements on the mechanical properties of film stacking made composites. Nishino et al. (2003) achieved PLA/kenaf composites with quite good mechanical properties due to a good fiber orientation inside the composite. Other authors prepared PLA-based composites, reinforced with jute (Arao et al., 2015), bamboo (Lee and Wang, 2006), flax and cordenka (Bax and Müssig, 2008). The composites showed limitations in the fiber–matrix interphase and, in some cases it was necessary for the addition of coupling agents. All those characteristics made PLA an attractive material to be used as a matrix in order to improve its mechanical properties. However, the compatibility between the PLA and the natural fibers is a problem not solved yet. It can be seen that reinforcing PLA with natural fibers drops the mechanical strength, although the fibers enhances the Young’s Modulus (Huda et al., 2008), it always can be observed a nonlineal progression when increasing the amount of fiber on the composite material (Sawpan et al., 2011), especially when the fiber content raises over 30 wt% (Huda et al., 2006; Oksman et al., 2003).
Nowadays, biodegradable polymers and composites still show some limitations to being used as substitutes for nonrenewable commodity matrices and to being produced on a large scale. The first problem is their higher cost, compared to traditional petroleum-based polymers. Biodegradable polymer producers still have the bargaining power due to its low demand. However, the demand of biopolymers is increasing day by day due to the actual environmental awareness that concerns most of the stakeholders, consequently, selling prices are decreasing moderately.
Another aspect that needs to be improved is the quality of the fiber–matrix interphase. Therefore, sometimes it is necessary to subject the fibers to alkali treatments, acetylation, and maleic anhydride treatments (Netravali and Chabba, 2003; Serrano et al., 2014; La Mantia and Morreale, 2011; Islam et al., 2010; Granda et al., 2016b). Nevertheless, from an industrial point of view, the chemical modification of the fibers is costly and quite impractical.
The present work studies the feasibility of natural fiber-reinforced PLA composites without using any coupling agent. Bleached softwood kraft pulp (BSKP) fibers were used as reinforcement for the biodegradable polyester subject of this study. A treatment based on diglyme solvation was used to promote a better individualization and dispersion of the fibers. Different percentages of diglyme were applied to obtain the better tensile strength properties. Then a Fiber Tensile Strength Factor (FTSF) is proposed to study the net contribution of the fibers to the tensile strength of the composite. The flexural strength of the composites is also studied, and its behavior against the fiber contents. Then, a Fiber Flexural Strength Factor (FFSF) is applied to also stablish the net contribution of the fiber to the final flexural strength of the composites. The intrinsic tensile strength of the fibers was obtained from the literature (Karlsson, 2007; Li, 1999), and then, a relation between FTSF and FFSF is used to obtain the intrinsic flexural strength of the BSKP. The main objective of this work is to assess the odds of producing and characterizing fully biodegradable composites with tensile and flexural strengths comparable to nonbiodegradable composite materials.
5.2 Materials and methods
5.2.1 Materials
PLA-based polymer, PLA Ingeos Byopolymer 3251D supplied by Nature Works, was used as a biodegradable thermoplastic matrix. Kraft bleached fibers derived from softwood (Pinus radiata), prepared by Celulosa Arauco y Constitución (Chile) and supplied by Torraspapel S.A. (Spain) were used as lignocellulosic reinforcement.
Bis(2-methoxyethyl) ether (diglyme), with a 134.17 g/mol molecular weight, and a 162°C boiling point, provided by Clariant, was used as a dispersing agent during the composite compounding
5.2.2 Methods
5.2.2.1 X-ray photoelectron spectroscopy analysis of fibers
The analysis was carried out using a Kratos Axis Ultra DLD instrument. Survey scans were collected between 1200 to 0 eV of binding energy, at 1 eV of resolution, using a monochromatic aluminum source. In addition, high resolution scans were collected over the C1s and O1s peaks at 0.05 eV of resolution. The survey scans were quantified using CASA software and the high resolution scans curve fitted.
5.2.2.2 Composite preparation
Bleached kraft pulp from pine were prepared and shred with 1/3 and 2/3 of diglyme in order to avoid the formation of hydrogen bonds between the cellulose after shredding.
Composite materials comprising 15, 20, 25, 30, and 35 wt% PLA-BSKP were obtained. The materials were prepared in a Gelimat kinetic mixer. The working parameters were: 2500 rpm, and 195°C of discharge temperature. The discharge temperature allows for total evaporation of the diglyme.
Test specimens were molded in a Meteor-40 injection-molding machine (Mateu&Soler, Barcelona, Spain) using a steel moldcomplying with ASTM: D3641 standard specifications.
5.2.2.3 Mechanical characterization
The specimens were stored in a Dycometal conditioning chamber at 23°C and 50% relative humidity for 48 h, prior to the mechanical testing, in agreement with ASTM D638. The composites were tested in a dynamometer DTC-10 supplied by IDMtest (San Sebastián, Spain), fitted with a 5 kN load cell operating at a rate of 2 mm/min. Tensile properties were analyzed according to ASTM D638 standard. Flexural tests were carried out with the same equipment, on three-point loading mode, following ASTM D790 regulation. Results were obtained from the average of at least five samples.
5.2.2.4 Fiber extraction from composites
Reinforcing fibers were separated from composites by Soxhlet extraction and using decalin as solvent. Small pieces of composites were cut and placed inside a cellulose filter and set into the Soxhlet equipment. Once the fibers were extracted, they were rinsed with acetone and then with distilled water in order to remove the solvent residue. Finally the fibers were dried in an oven at 105°C for 24 hours.
5.2.2.5 Determination of the fiber length and diameter
The fiber’s length distribution and the diameter of the extracted stone ground wood fibers were characterized by means of a Morfi analyzer. A diluted aqueous suspension (1 wt% consistency) of fibers was analyzed for 2–5 min, and the length of the fibers was evaluated considering an amount of individual fibers in the range of 2500–3000 units. A minimum of two samples were analyzed.
Fig. 5.1 shows a flowchart of the whole process used to prepare and test the composite materials.

5.3 Results and discussion
5.3.1 Fiber characterization
One of the main purposes of combining two phases in a composite material is taking advantage of the properties of both constituents. The main parameters that influence the final strength of short fiber-reinforced composite materials are: the nature of the fibers and the matrix, the balance between both phases, the aspect ratio of the fibers (ratio between its length and diameter), grade of dispersion of the fiber into the matrix, the mean orientation angle between the fibers and the applied load, the mechanical properties of both phases, and the quality of the interphase between the reinforcement and the matrix (Lopez et al., 2011; Thomason, 2002a).
The Morfi analysis showed a mean length and diameter of 776 µm and 26.6 µm, respectively. Consequently, the aspect ratio of the fibers was 29.2. It is accepted that fibers with aspect ratios higher than 10 usually report good reinforcing character (Vallejos et al., 2012). Other studies using similar reinforcements, such as stone ground wood mechanical pulp (SGW), reported good tensile strengths on SGW-reinforced PP composites (Lopez et al., 2011, 2012b). The SGW fibers showed aspect ratios around 22. Nonetheless, it is also known that the length of the fibers shortens due to attrition phenomena during the composite and specimen preparation. In order to assess the magnitude of the reduction, the fibers of the 20% BSKP composite were extracted. The mean length was found to be 414.3 µm, while the diameter of the fiber was unchanged. The aspect ratio of the fibers inside the composite was 15.57, 87% less, but higher than 10.
Regarding the creation of a good interphase between the matrix and the fibers, when the matrix is PP, the use of coupling agents, such as maleated polypropylene (MAPP), allows the creation of covalent bonds between the hydroxyl groups of the natural fiber and the anhydride groups of the MAPP. At the same time there is a self-entanglement of the PP chains of the MAPP and the PP matrix (Mutje et al., 2006; Mohanty et al., 2000; Reixach et al., 2013b).
Prior to the composite preparation an XPS analysis of the fibers rendered an O/C (oxygen/carbon) relation of about 0.82, showing that the fibers have almost 100% cellulose content, indicating that the treatments of the fibers eliminated almost all the lignin and extractives. Consequently, a higher accessibility to the chemical components able to generate hydrogen bonds or Van der Waals interaction was expected with the PLA matrix (Fig. 5.2)

Usually, at high fiber contents (more than 30%), cellulosic fibers, particularly delignified fibers, have the tendency to self-aggregate; commonly leading to the formation of fiber bundles within the composite that cause a decrease in their reinforcing efficiency. This effect is particularly problematic for composites based on conventional hydrophobic petroleum-derived polymers such as polypropylene (PP), polyethylene (PE), or polystyrene (PS) (Vilaseca et al., 2004). BSKP-reinforced PLA composites were prepared and tested under tensile stresses. Diethylene glycol dimethyl ether (diglyme) was used to allow a better dispersion of the fibers inside the matrix, avoiding the creation of hydrogen bonds between the cellulosic fibers. Two different amounts of diglyme were tested (1/3 and 2/3 ratios) against the pulping liquor.
5.3.2 Tensile properties
Table 5.1 shows some tensile strength of the composites. VF refers to the fiber volume fraction, σtC is the tensile strength, Ɛtc is the strain at break, and σtm* is the contribution of the matrix to the strength of the composite.
Table 5.1
Tensile properties of the BSKP-reinforced PLA composites
| 1/3 diglyme | 2/3 diglyme | ||||||
| VF | σtC (MPa) | εtC (%) | σtm* (MPa) | σtC (MPa) | εtC (%) | σtm* (MPa) | |
| 0 | 51.2 (0.12) | 3.2 (0.1) | – | 51.2 (0.12) | 3.2 (0.1) | – | |
| 15 | 0.130 | 52.84 (0.81) | 2.7 (0.1) | 47.9 | 57.4 (0.72) | 2.65 (0.2) | 47.4 |
| 20 | 0.174 | 54.91 (0.72) | 2.50 (0.2) | 46.2 | 59.35 (0.87) | 2.50 (0.1) | 46.2 |
| 25 | 0.220 | 58.96 (1.23) | 2.39 (0.1) | 45.1 | 61.2 (0.96) | 2.3 (0.1) | 44.1 |
| 30 | 0.266 | 50.17 (1.39) | 2.05 (0.1) | 40.9 | 65.3 (0.74) | 2.2 (0.1) | 42.9 |
| 35 | 0.313 | 50.39 (1.08) | 2.05 (0.1) | 40.9 | 61.4 (1.12) | 2.1 (0.1) | 41.61 |

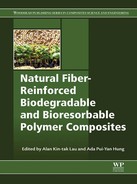
It was found that the tensile strength of the composites increased with the amount of reinforcement, up to a 25% BSKP content in the case of the 1/3 diglyme treated BSKP. The 2/3 diglyme treated BSKP increased up to a 30% content. For higher fiber contents the strength decreased abruptly until reaching levels below the pure matrix strength. The 2/3 diglyme treated fibers obtained higher tensile strengths and also accepted higher amounts of fibers before saturation. The 1/3 diglyme treated composites reached an increase of 15% of the tensile strength for 25% fiber contents. The 2/3 diglyme treated composites achieved a 16 and 27% increase for the 20 and 30% contents, respectively. The main reason could be the higher amount of the surface availability of fibers due to a better fiber dispersion and individualization.
Fig. 5.3 shows the evolution of the tensile strength against the fiber contents. In the case of the 1/3 diglyme treated composites there is a linear behavior up to a 20% of fiber contents, then the values of the tensile strength decreased quickly. The case of the 2/3 dyglime treated fibers is similar, but the linear behavior occurs up to 30% BSKP contents.
A linear behavior indicates a good dispersion of the fiber inside the matrix (Reixach et al., 2015). The results could indicate that the diglyme was able to disperse and individualize the fibers up to a maximum of 30% fiber content. If the results are compared with other natural fiber-reinforced composites, such as SGW/PP, the values obtained with BSKP-reinforced PLA are higher than that of SGW-reinforced PP. A coupled 50% SGW-reinforced PP composite reached a tensile strength of 56.2 MPa (Lopez et al., 2012b), a value comparable with 25% (1/3 diglyme) and 15% (2/3 diglyme) BSKP-reinforced PLA composites. Compared to glass fiber-reinforced composites, a 30% uncoupled glass fiber-reinforced PP renders a 58.5 MPa tensile strength, a value that could be achieved with BSKP-reinforced PLA composites. On the other hand, a coupled glass fiber-reinforced composite could show strength of 67.85 MPa and 79.85 MPa for 20 and 30% glass fiber contents, respectively (Lopez et al., 2012b).
Regarding the strain at break, the composites showed a strong decrease for small fiber contents and lesser decrease for higher fiber contents. The behavior seems asymptotic with the limit of 2.05 and 2% for the 1/3 and 2/3 diglyme treated BSKP. The behavior is similar to that of other natural fiber-reinforced composites (Lopez et al., 2012b).
Fig. 5.4 compares the tensile strength of composites reinforced with 30% of fibers, BSKP, SGW, uncoupled glass fiber (GFunc), and coupled glass fiber (GFcoup).

It could be observed that the PLA-based composites are second only to glass fiber coupled composites. In fact the tensile strength of the 30% BSKP-reinforced PLA composite showed tensile strengths higher than uncoupled glass fiber (GF-sized)-reinforced PP composites with up to 40% GF-sized contents. The same BSKP fibers reinforcing PP represent only 66% of the tensile strength of the PLA-based composites (Gironès and Molera, 2006). As it will be commented in the next section, it is possible to model a theoretical value of a well bonded composite to mark an upper limit. Fig. 5.4 shows the theoretical value of such a composite, and it is slightly higher than the experimental value, indicating the possibilities of improving the interphase between the fiber and the matrix. The present section has clarified that good fiber individualization renders better tensile strengths. In the next section we will investigate the interphase between the fiber and the matrix. The next sections will only refer to the 2/3 diglyme treated fibers.
5.3.3 Fiber tensile strength factor (FTSF)
One of the most simple and elegant models that can be used to predict the micromechanical behavior of a composite is a modified rule of mixtures (mROM). Its formulation for the tensile strength of a short fiber semialigned reinforced composite is (Lee et al., 2014, Thomason, 2002b):
(5.1)
In the equation, fc is the compatibility factor; in the case of favorable interphases, fc is supposed to be 0.2. σtF and σtC are the ultimate intrinsic tensile strength of the fiber and the tensile strength of the composite material. σtm* is the tensile strength of the matrix at the breaking point of the composite and VF is the fiber volume fraction.
In the presented form the equation shows two unknowns, fc and σtF. While there are experimental and analytical methods to obtain the intrinsic tensile strength, these are expensive and need laboratory equipment (Vallejos et al., 2012). In previous works, some of the authors defined a fiber tensile strength factor (FTSF), that accounts for the net contribution of the reinforcements to the final strength of the composite. Both unknowns are united and named FTSF, then the equation could be solved, and the FTSF accounts for the slope of the regression curve between 0 and the net contributions of the fibers to the final strength of the composite against the fiber volume fraction (Reixach et al., 2013a; Lopez et al., 2012b). The rearranged version of the rule of mixtures will be:
(5.2)
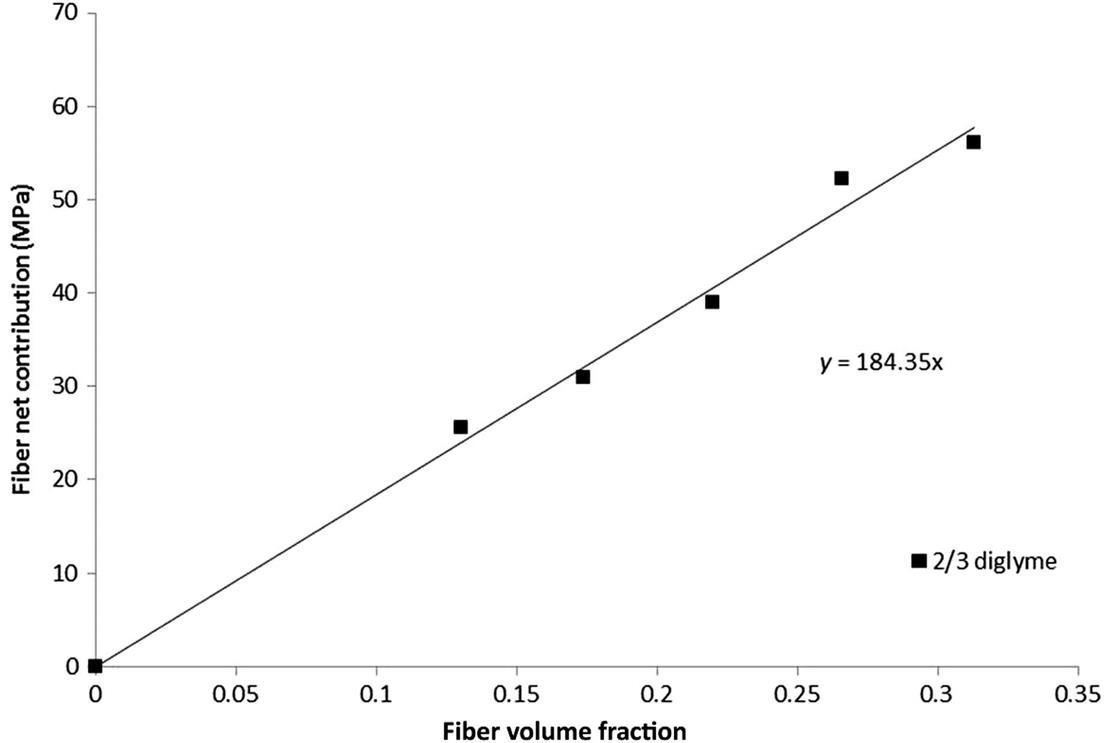
Then, the value of FTSF will be the slope of the regression curve showed in Fig. 5.5.

The computed value for the FTSF if all the data (15–35%) are used is 116.88 MPa. If the 35% value is discarded then the value of the FTSF is 123.98 MPa. The values are clearly higher than that obtained for SGW-reinforced PP, 109.4 MPa, but lower than the values obtained for glass fiber-reinforced PP, 273.85 MPA and 427.75 MPa for the uncoupled and coupled composites, respectively.
In a recent study, some of the authors used the Kelly and Tyson modified equation (Kelly and Tyson, 1965) with the solution provided by Bowyer and Bader (1972) to compute the intrinsic tensile strength of the BSKP fibers (Granda et al., 2016a in press.). The result was 668 MPa, very similar to that of SGW, with a mean value of 617 MPa (Lopez et al., 2011), but lower than other intrinsic tensile strengths published for BSKP, near 900 MPa (Karlsson, 2007; Li, 1999). If the last value is used with Eq. (5.1) to compute the value of the coupling factor, the mean value (discarding the 35% value) is around 0.14. The value is very far from 0.2, which is considered a good to optimal value. If the coupling factor is computed using the 668 MPa value, then the result is around 0.18, slightly closer to 0.2, but also far. Consequently, the interphase between the BSKP fibers and the PLA matrix could be considered from fair to slightly good, but not optimal, leaving room for further investigation. If the mROM (Eq. 5.1) is used to compute the theoretical value of the tensile strength of a well bonded 30% BSKP-reinforced PLA composite, the result is 73.8 MPa. Fig. 5.4 shows the value as fc=0.2. The computed value is 13% higher than the experimental value.
5.3.4 Flexural properties
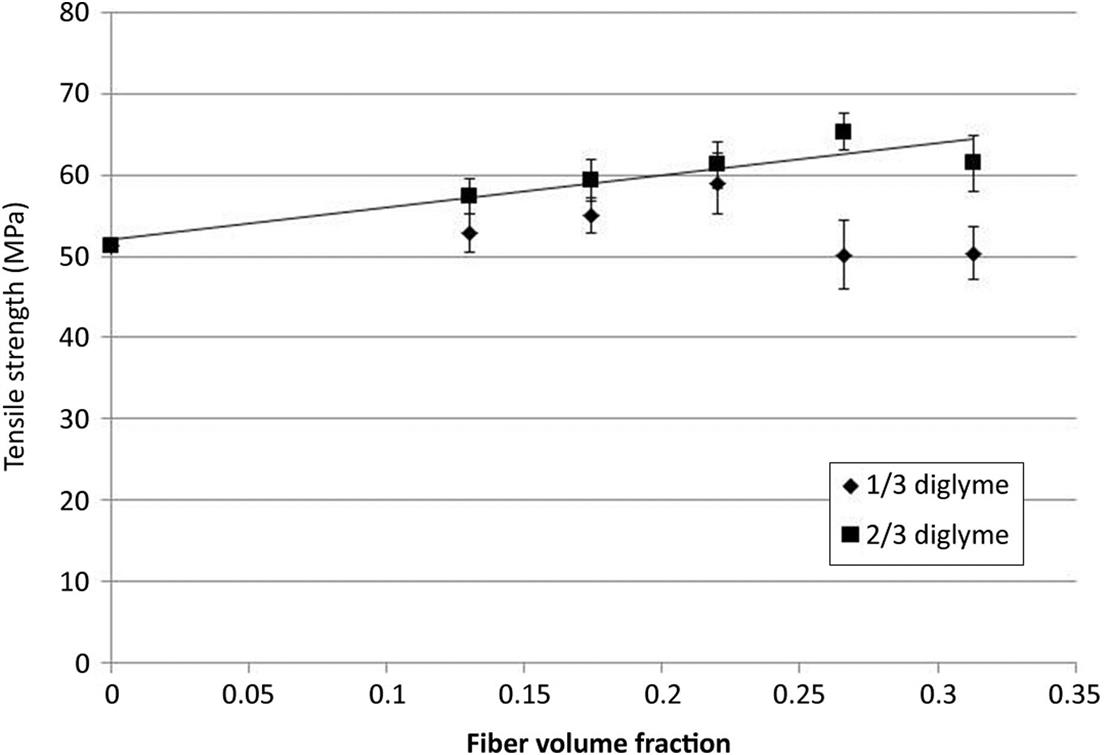
The composite materials show a high grade of anisotropy, which is of interest in the study of the flexural properties. Table 5.2, where σfC is the flexural strength, ƐfC is the deformation at maximum strength, and σfm* is the contribution of the matrix to the flexural strength of the composite, shows the experimental values.
Table 5.2
Flexural properties of the BSKP-reinforced PLA composites
| BSKP (%) | VF | σfC (MPa) | εfC (mm) | σfm* (MPa) |
| 0 | – | 60 (0.26) | 3.2 (0.13) | – |
| 15 | 0.130 | 77.05 (0.29) | 3.15 (0.14) | 59.2 |
| 20 | 0.174 | 79.05 (0.24) | 3.1 (0.12) | 58.2 |
| 25 | 0.220 | 83.65 (0.21) | 3 (0.11) | 57.3 |
| 30 | 0.266 | 93.65 (0.22) | 3 (0.08) | 56.4 |
| 35 | 0.313 | 94.8 (0.23) | 3 (0.12) | 56.4 |
The flexural values are higher than the tensile values. This is due to the differences between the experimental methods. The specimen for the three-points bending test is subject to tensile and compressive stresses, while in the tensile test the loads are purely tensile. Fig. 5.6 shows the behavior of the flexural strength against the fiber content. While the flexural strength of the 35% reinforced composite is higher than the 30% reinforced one, the increase between the 30–35% is lower than the 25–30%. In the case of the tensile strength (Fig. 5.3) a drop in the property was observed. The flexural strength seems to show a trend to decrease from the 35% content onward. The difference on the behavior could be due to the tensile compression load mode in the flexural test.

As described for other natural fiber-reinforced composites (Lopez et al., 2013; Girones et al., 2011), the flexural strength of the composites increased proportionally to the fiber content. The flexural strength of the composites increased by 31.7, 39.4, 56.0, and 58% for the 15–35% BSKP contents, respectively. This linear behavior, as in the case of the tensile strength, suggests that, up to 30% fiber content, a good dispersion of the reinforcing fibers is achieved during compounding (Mutje et al., 2006).
The flexural strengths of the BSKP-reinforced PLA composites are higher than the values obtained with SGW-reinforced PP (Lopez et al., 2013). In fact, a 35% SGW-reinforced PP composite rendered an 83.1 MPa of flexural strength, 14% lower than 35% BSKP-reinforced PLA material. The values are comparable to uncoupled glass fiber-reinforced PP composites up to 15% of fiber content, with a flexural strength of 81.7 MPa (Lopez et al., 2013).
5.3.5 Fiber flexural strength factor (FFSF)
The mROM (Eq. 5.1) could be adapted to analyze and predict the flexural strength of semialigned reinforced composites (Eq. 5.3)
(5.3)
where σfC, σfF, and σfm* represent the flexural strength of the composite, the reinforcement, and the matrix, respectively, at the point of maximum flexural strength. The efficiency factor fcf includes the interphase, orientation, and length effects.
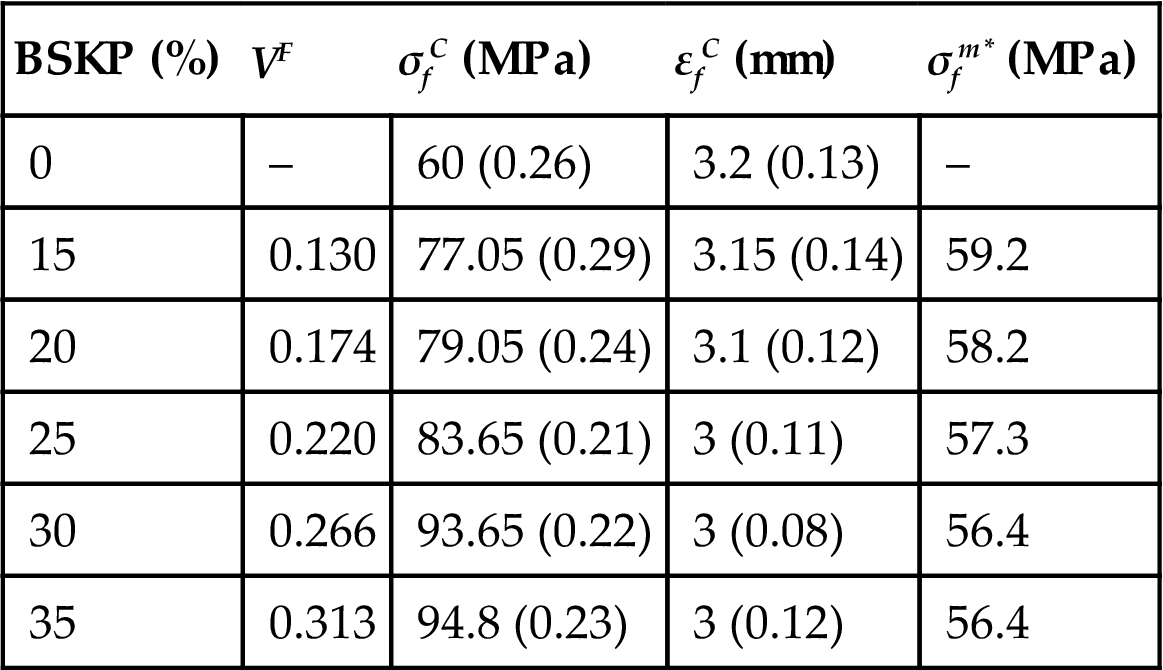
Parallel to the case of the tensile strength, the contribution of the fibers to the flexural strength of the composite material is represented by the term: fcf·σfF·Vf (Lopez et al., 2012c; Serrano et al., 2013), and a fiber flexural strength factor (FFSF) was defined isolating the contribution of the fibers to the flexural strength of the composite in the modified rule of mixtures (Eq. 5.4). The FFSF was defined as:
(5.4)
The value of fcf·σfF shows the influence of the reinforcement on the flexural strength of the composite, which is determined by the slope of the line in Fig. 5.7. The proposed FFSF can be directly evaluated from the data obtained in the stress–strain test (Table 5.2) without further manipulation of the composite.
The value of the FFSF is 184.35 MPa, and if the 35% data is omitted 187.46 MPa. The value is 50% higher than the FTSF. The difference is lower than the 78% obtained for the SGW-reinforced composites (109 vs 194 MPa) (Lopez et al., 2013). There is research that suggests that, under some circumstances, the tensile and flexural intrinsic strengths have the same value (Hashemi, 2008). The differences between the values of the FTSF and the FFSF could indicate that in the case of the BSKP-reinforced PLA composites both intrinsic strength should be different. In fact, in a recent work, some of the authors exposed the possibility of computing the flexural intrinsic strength. The method assumes that the flexural and tensile intrinsic strengths ratio somehow is equivalent to the FFST–FTSF ratio (Lopez et al., 2013; Girones et al., 2011). While the authors admitted that the calculation is based on many unproven assumptions, the results rendered agree with the literature. In the case of the BSKP, the resulting intrinsic flexural strength amounted to between 990 and 1350 MPa, assuming 668–900 MPa as the possible intrinsic tensile strengths. The result is also in line with the flexural strength of SGW, with flexural strength between 1000 and 1200 MPa.
5.4 Conclusions
The diglyme treatment of the fibers promoted their individualization and their correct dispersion into the matrix.
It can be concluded that the PLA/BSKP composites do not present a perfect bonded system, since the tensile property falls at 35 wt% of fiber reinforcement. However, BSKP exhibited good performance as reinforcement for composite materials with a PLA matrix until 30 wt% of reinforcement. The evolution of this property was linear until this level. The nonperfect affinity between reinforcement and matrix has been demonstrated through the coupling factor, being lower than the optimal reported in the literature.
The flexural strength showed a trend similar to the tensile strength, but with a lower drop for fiber contents higher than 30%.
The FTSF and the FFSF were found to be useful to render the strengthening capabilities of the BSKP–PLA composites.
The present work shows an opportunity for a new generation of composite materials based on biodegradable resources, such as PLA and cellulosic fibers. In this sense, oil- and mineral-based composites could be replaced by these bio-based composites for similar applications, reducing their impact on the environment considerably. In this sense, the PLA biocomposite reinforced with a 30 wt% of BSKP exhibited a tensile strength in the same magnitude as PP composites reinforced with 30–40 wt% of glass fibers sized. However, the obtained results, even though suitable, show a relative success, as it seems that those composites still allow for some improvement.