Particleboards from agricultural lignocellulosics and biodegradable polymers prepared with raw materials from natural resources
Electra Papadopoulou1 and Konstantinos Chrissafis2, 1CHIMAR HELLAS SA, Kalamaria, Thessaloniki, Greece, 2Aristotle University of Thessaloniki, Thessaloniki, Greece
Abstract
Conventional composites from wood and synthetic polymers, like particleboards, find many applications in the construction and furniture sector. However, deforestation, global warming, the concern about adequate wood supplies in the long term, countries that have no land suitable for the development of forests, high volumes of unused agricultural wastes, accumulation of nondegradable plastics, and the unceasing interest of the consumers for new products, are some of the reasons that motivate scientists to seek alternative solutions to wood and petrochemical polymers. The most feasible solution so far seems to be the manufacturing of particleboards with materials from renewable resources that are also biodegradable. To this direction, various agricultural wastes, mostly from lignocellulosic crops like hemp, kenaf, jute, etc., but also residues from other cultivations like rye, rice, wheat, as well as grasses, have been successfully used in combination with biodegradable polymers from natural resources like starch, proteins, PLA, etc. for the production of panels like particleboards. Such panels may be used in a plethora of indoor applications like veneer substrates, flooring, cupboards, furniture, and many others. The demand for both particleboards and biodegradable polymers are expected to increase significantly in the forthcoming years and their future market outlook is very promising.
Keywords
Particleboards; natural fibers; biodegradeable polymers; bioresourceable polymers; composites
2.1 Introduction
Since the early years of humanity, wood has been burned for heating, while it is also widely used in constructions, furniture production, and paper manufacturing. In more recent years, it has also become the most efficient feedstock of biorefineries for the production of bioenergy and biochemicals. This new application has sharply increased its consumption and together with its always increasing use in the traditional applications, due to the continued growth of the world population, it is envisaged that there will be a shortage of its availability in a few decades.
To address it early enough, scientists are looking for alternative materials, both for the new and traditional uses of wood. Since population growth will create not only increased demand for materials and products, but also a large amount of waste, efforts are given not only for new but also for biodegradable options.
A kind of materials with many applications in the construction sector and furniture is the composites. One class of these materials is wood-based panels (like particleboards, MDF, OSB, plywood, etc.) made of petrochemical polymers and wood pieces. The replacement of wood by agricultural waste materials has been found to be an attractive and feasible solution, and when the polymers are derived from renewable resources and are biodegradable, the composites are completely environmentally friendly products.
A review of studies conducted over the past 10 years on the development of particleboards with renewable and biodegradable raw materials is presented in this document.
2.2 Composites: Types, production, and advantages over raw wood
A composite material is made from two or more constituents with significantly different physical or chemical properties, that when combined, produce a material with characteristics different from the ones of the individual components. The individual components remain separate and distinct within the finished structure [1].
Common composite materials consist of a continuous phase (matrix) and a dispersed phase, in the form of particles, fibers, or sheets, which is embedded in the matrix for reinforcement. Usually the matrix of composite products is a polymer, however metal, ceramic, and wood are also commonly used [2].
If wood is the matrix and the dispersed phase is a polymeric material then the composite is called wood composite or wood-based panel, or wood-based board or engineered wood. In this case the polymer is usually of thermoset type (although some studies with thermoplastics may also be found on the literature) and the ratio wood/polymer ranges from about 80/20 to 90/10. Such composites are produced by mixing together the materials and then heating under pressure the mixture for specific time.
Wood may be in the form of sheets (veneers), fibers, or particles in a great range of dimensions.
When veneers are used for the fabrication of panels the final product is called plywood. In particular, plywood panels are made of an odd number of veneers (plies) bonded with the use of an adhesive at right angles.
When fibers are used the panels are called fiberboards and they may be of low, medium, or high density.
When particles are used for the manufacturing of panels then the final product is generally called particleboard. According to the dimensions of the particles, various types of particleboards arise, such as chipboards when chips are used, flakeboards when flakes are used, oriented strand boards (OSB) when strands are used, and so on. However, in the majority of European countries the term particle is used instead of chip and therefore particleboard is commonly used as a term for chipboard [3]. Likewise, in this text the terms particleboard and chipboard refer to the same product whereas when referring to another type of particleboard its specific name is used.
In all cases, the production process of panels includes the following main steps [4]:
1. Drying of the lignocellulosic material to a certain moisture content.
2. Preparation of the adhesive mixture consisting of resin and water, while depending on the type of board, paraffin and additives like hardeners, extenders, and a variety of other substances may also be added to improve their performance and ease their handling [5].
3. Application of the adhesive mixture to the lignocellulosic material.
4. Construction of the board/formation of mat.
The benefits offered by engineered wood panels compared to virgin wood include [3,5]:
• Uniformity of properties throughout their mass while wood is anisotropic. The various species show great variability regarding the appearance. Moreover they show better properties like density, strength, and durability critical in the manufacturing of products.
• Higher resistance to attacks from bacteria, fungi, and insects.
• Ability of making panels with larger dimensions compared to that of solid wood.
• Tailor-made properties, such as low thermal conductivity, fire resistance, better bioresistance, and improved surfaces with various decorations.
• Improved characteristics with regard to splitting, cracking, and shrinkage compared to wood.
• Lower price compared to panels made from logs. Wood by-products (such as chips, sawmill shavings, or even sawdust) and recycled wood may be used for their manufacture. In this way, small trees and defective wood may be used that otherwise would remain useless.
Particleboards are the most popular materials used in interior and exterior applications, flooring, wall, ceiling, office dividers, bulletin boards, cabinets, furniture, counter and desk tops [6].
Their manufacturing from lignocellulosic materials other than wood provides an alternative solution to manufacturers in cases of wood shortage, offers a value-added application to materials that otherwise are considered as waste and are useless, while giving the opportunity to countries without forests (like e.g., China) to get involved in an industrial sector that otherwise would not be possible because of their particular landscape.
The most suitable agricultural wastes to replace wood are materials from lignocellulosic crops like bamboo, bagasse, hemp, flax, jute, kenaf, sisal, etc. However, residues from rye, wheat, rice, and grasses have also been successfully used [7].
The current work is a literature review of composites having as matrix some agricultural lignocellulosic material and a biodegradable polymer of natural origin as the dispersed phase.
2.3 Biodegradable and Bioresourceable polymeric materials
The term “polymer” derives from the ancient Greek word poly (πολ![]() ), meaning “many, much” and mer (μ
), meaning “many, much” and mer (μ![]() ρος), meaning “parts” [8].
ρος), meaning “parts” [8].
According to IUPAC [9], a polymer has high relative molecular mass and consists of macromolecules whose structure is composed of multiple repeating units derived, actually or conceptually, from molecules of low relative molecular mass (monomers). Monomers are linked together in various ways to give a linear, branched, or cross-linked polymer [10].
Polymers may be degradable or nondegradable. The American Society for Testing of Materials (ASTM) and the International Standards Organization (ISO) define degradability as the situation where the polymer undergoes a significant change in its chemical structure under specific environmental conditions. These changes result in a loss of physical and mechanical properties, as measured by standard methods. The different types of degradation are [11]:
This study refers only to the biodegradable polymers, which are those comprised of monomers linked to one another with unstable links. According to the standards ASTM D-5488-94d and EN 13432, a polymer is named as “biodegradable” if it can undergo decomposition into gases (carbon dioxide in aerobic conditions or methane in anaerobic conditions), water, inorganic salts, and new biomass [12,13]. Biodegradation is caused by hydrolysis and the catalytic activity of enzymes as well as a wide variety of microorganisms such as bacteria, fungi, etc. [14]. The biodegradation mechanism is illustrated in the following Fig. 2.1.

Biodegradable polymers largely consist of ester-, amide-, and ether- functional groups and may be naturally occurring or synthetically made [12].
The factors affecting biodegradability are: morphological factors (size and shape), chemical factors (chemical structure and composition, presence of ionic groups, configuration of structure and molecular weight), and physical factors (variation of diffusion coefficiency). The properties and breakdown mechanism of each polymer are determined by its exact structure.
The bioresourceable and biodegradable polymers may be classified into the following categories based on their origin:
• Polysaccharides, such as starch, cellulose, chitin/chitosan, pectin, and gums, etc.
• Proteins from animals and plants, such as casein, whey, collagen, wheat gluten, soy, etc.
• Polymers obtained from biomass by microorganisms, such as PolyHydroxy-Alkanoates (PHA), Poly(hydroxybutyrate) (PHB), Poly(hydroxybutyrate co-hydroxyvalerate) (PHBV), etc.
• Polymers conventionally and chemically synthesized from monomers obtained from agro-resources, such as PLA, PGA, PCL etc.
Some of them are thermoplastic (such as PHA, PLA, etc.) while others are thermosetting polymers (such as proteins).
Biodegradable polymers are of special interest because they enforce the sustainable character and ecofriendly characteristics of the products they are made of. These types of polymers and their use in combination with agricultural lignocellulosic materials for the production of panels are the subject of this paper.
2.4 Agricultural materials used in composites
Logging has had a profound effect on the environmental and economic health of countries. Deforestation, global warming, the concern about adequate wood supplies in the long term, land that is not suitable for the development of forests in some countries, and the unceasing interest of the consumers for new products have led the industry and the scientists to seek alternative solutions to the use of wood in the various products, including the wood-based panels.
In this direction, lignocellulosic agricultural residues are the most promising materials for replacing wood effectively.
Among the more studied materials are straw from cereals, husks from rice, particles and fibers from bagasse, kenaf, flax, hemp, jute, sisal, sunflower stalks, and many others. All of these materials have special inherent characteristics that together with the type of glue used for their bonding can give outstanding properties to the panels. For example, cereal straw has high percentages of silica that makes it naturally fire resistant, while the presence of rice husks, hemp, or kenaf material in building products helps to increase their acoustic and thermal properties. Moreover, the majority of agricultural materials have lower density than wood and allow the production of lightweight panels [15].
Although agricultural materials are prominent substitutes for the use of wood in the manufacture of panels there are still obstacles to their wide use. The most significant of them are the high cost for their collection, transportation, and handling. For example, whereas logs have high volume density, straw is hard to pack, has low volume density, and is difficult to store. Another drawback is that they are available only seasonally, and the production of products with them cannot run year-round, and big storage facilities are required. Lastly, their cultivation is limited to certain geographic regions while each of them requires different technology for its successful use in the production of panels [16].
However, extensive research is being carried out in this field and it is believed that with the help of new technology an economically feasible solution will be found soon or later.
2.5 Review of particleboards manufactured with agricultural materials and biodegradeable/bioresourceable polymers in the last decade
2.5.1 Particleboards with polysaccharides
Junidah Lamaming et al. [17] have studied the effects of chemicals derived from oil palm on the properties of binderless particleboards. The scientists treated old and waste palm trunks by grinding them, extracting their chemicals with hot distilled water at 60±3°C for 6 h, and finally grinding them again so as to pass a 40-mesh screen. For the manufacture of panels, unextracted particles (control) and particles extracted by hot water were used, while additives were added to both types of panels prepared. The chemicals examined were glucose, sucrose, and starch at the addition level of 20% wt on oven dry particles. The particleboards had a target density of 800 kg/m3 and were hot pressed at 180°C for 20 min under a pressure of 0.5 MPa. Their properties were evaluated according to the standard JIS A 508-2003. The testing results showed that glucose and sucrose can improve the mechanical and physical properties of panels. Surprisingly sugar addition improved the strength of the panel more than starch did, while together the xylose/arabinose ratio was lowered indicating that the panels consist of short-chain polymers with a large amount of branching with other monosaccharides. Hence it was illustrated that sugar plays a significant role in the bonding of binderless panels.
Ferrández-García et. al. [18] used different palm tree species like date palm tree, Mexican fan palm, Canary Island date palm, and oil palm to produce particleboards. The particles of all palm wood types were bonded with commercial potato native starch that was added at the levels of 10 and 20% wt. Panels with dimensions of 400×600 mm were prepared by pressing them at 110°C under a pressure of 2.5 Mpa, for two pressing cycles of 15 and 30 min. The panels were evaluated according to the European standard EN 326-1 for thickness swelling (TS) and water absorption (WA) after 2 and 24 h, the bending strength by measurements of modulus of rupture (MOR) and modulus of elasticity (MOE), and the internal bonding strength (IB). As control, binderless panels were produced. It was found that the temperature of 110°C is insufficient for producing panels with properties that comply with the standards. However, when 20% of starch is used and the panels are hot pressed for 30 min, then successful particleboards can be produced that are classified as type P2 and are suitable for furniture manufacturing, paneling, flooring, and for false ceilings.
Kokou Esso Atcholi et al. [19] studied particleboards prepared from kenaf and adhesives derived from trees found in the tropical savannas of Africa. In particular, the adhesive materials used were pectin from the bark of Grewia venusta Fresen and a mucilage monosaccharide available in the sepals of flowers of Bombax costatum. The major monosaccharides identified in Bombax costatum sepal were rhamnose, fucose, arabinose, glucose, mannose, and xylose. Grewia venusta stem bark contained mainly fructose, arabinose, glucose, and xylose. The natural resins were evaluated against a typical Urea-Formaldehyde (UF) resin.
Both mucilages and UF resin were mixed with kenaf particles at the level of 10%. Low density kenaf particleboards of insulation type with an average density of 435.62±21.85 kg/m3 were produced and tested for their properties. It was found that the panels with experimental resins had lower IB and MOR than those prepared with UF resin. On the contrary, the ones containing Bombax costatum calyx mucilage had improved flexural MOE values, which were in conformity with the requirements of the ANSI 208.1 standard.
2.5.2 Particleboards with proteins
Proteins from animals and plants have been traditionally used as adhesives for wood and wood-based panels. Casein protein, blood protein, and soy protein are only a few of the more studied proteins. The first patent dates from 1923 and belongs to Otis Johnson who claimed that soy can be used as an adhesive.
Neda Nikvash et al. [20] used wheat protein glue to produce general purpose particleboards from bagasse, canola, and hemp chips. The particleboards were of three layers. For the core layer chips from the ligmocellulosic crops bagasse, canola, and hemp were used, while the face layers were from wood chips. Wheat protein was used in combination with UF resin as bonding material for the face layers while the lignocellulosic chips of the core were bonded only with UF resin. The panels were tested for their physical and mechanical properties and the results were evaluated according to the EN 312-2 standard. The results showed that all mechanical properties greatly exceeded the standard requirements for wood particleboards. Hemp and bagasse material offer IB and MOR higher than required, while the performance of canola was lower than that of the other lignocellulosic materials. It was also found that the use of wheat protein in combination with UF resin reduced the formaldehyde content of the particleboards compared with that produced only with UF resin.
E.M. Ciannamea et al. [21] used soybean protein concentrate (SPC) for the production of particleboards based on rice husks (RH). The SPC and the carbohydrate complex in it were modified with alkali (A), citric acid (CA), and boric acid (BA). The produced panels were evaluated for their mechanical and physical properties. The results showed that boric acid-modified—SPC-bonded boards met the requirements of IB recommended by the US Standard ANSI A208.1-2009 for M1, MS, M2, and M3 grade medium-density particleboards but failed to pass the required thickness swelling.
Amar K. Mohanty et al. [22], in chapter 14 of the book “Natural fibers, biopolymers and biocomposites,” refer to the use of modified soy protein as binder for the fabrication of low density particleboards from straw. They mention that the mechanical properties of the panels are affected by the modification/denaturation of protein, as well as the treatment and moisture content of straw. They claim that for a good bonding, the optimum initial moisture content of straw should be 30–40%, while the best results were received when straw was treated with bleach and SPI and was denaturized with sodium hydroxide instead of urea or dodecyl benzene sulfonic acid.
Shelby Thames et al., in the patent US 20050234156 [23], disclose an adhesion mixture consisting of water, zinc sulfate heptahydrate, calcium oxide, sodium benzoate, pine oil, soy protein, wax emulsion, and nonsulfonated kraft lignin. The mixture may have combinations of any of the chemicals or certain components may be missing, depending upon the level of the desired final performance. Such a blend is suitable for mixing with lignocellulosic materials in order to form particleboards.
Michael Niaounakis [24], in the book “Biopolymers: Processing and Products,” reports that proteins like collagen and albumin cross-linked with aldehydes have been used successfully but their commercialization has been prohibited by concerns about the risks for allergies, immunogenic, or infectious diseases. He also reports the use of proteins from mussels with polyphenolic compounds in order to synthesize adhesives that create durable bonds with lignocellulosic materials (wood and other surfaces) under humid conditions. He states that the catechol functionality of the L-3.4 dixydroxyphenylalanine (DOPA) is responsible for these stable bonds, although a key role is played by the iron produced by the mussels in bringing together multiple protein strands and facilitating the adhesion of protein to the various surfaces.
2.5.3 Particleboards with polymers obtained from biomass by microorganisms
Mohana Baskaran et al. [25] made particleboards with chips from oil palm (Elais guineensis) trunks bonded together with polyhydroxy-alkanoates (PHAs). The targeted density of these panels was 0.80 g/cm3. The panels were tested for their mechanical and physical properties. It was found that the panels show improved thickness swelling, water absorption, and internal bonding strength by increasing amounts of polyhydroxyalkanoates. However, PHAs addition at levels higher than 10% seem to have an adverse effect to the MOR of the panels. Overall, it was concluded that PHAs may be considered as potential environmentally friendly binders for particleboards prepared from oil palm trunks.
Joseph Greene [26] led a project for the production of rice straw boards with LDPE and PHA biodegradable plastic powders. The rice pulp was mixed with LDPE at the ratios from 60/40 to 80/20 rice/LDPE. PHA was mixed with rice at the ratio 50/50. The panels were tested for their mechanical and physical properties. The tensile and impact properties of the 70/30 rice straw/LDPE panels were comparable to tensile and impact properties of plywood. The density of the rice straw board was significantly higher than plywood while the moisture absorption of the rice board was slightly higher than plywood.
2.5.4 Particleboards with polymers synthesized conventionally and chemically from monomers obtained from agro-resources
Poly(lactic acid) (PLA) is a class of crystalline biodegradable thermoplastic polymer with relatively high melting point and excellent mechanical properties. Recently, PLA has been highlighted because of its availability from renewable resources such as corn and sugar beets. PLA is synthesized by the condensation polymerization of D- or L-lactic acid or ring-opening polymerization of the corresponding lactide [27].
Asep Hidayat and Sanro Tachibana [28] developed a PLA/kenaf composite as an alternative to typical particleboards. The new panels were studied for their enzymatic degradation performance by monitoring the change of their weight, mechanical, and physical properties with visual and scanning electron microscopy. Pleurotus ostreatus was used as a degrader PLA/kenaf composite for a period of 6 months. The composite showed color change, shortening of fibers, and a decrease of mechanical properties up to 84% as a result of the weight loss and reduction of molecular weight of the polymer. Activity of manganese peroxide was also detected, with a maximum of 0.26 U/mg. The study demonstrated that ligninolytic enzymes like P. ostreatus are able not only to degrade the kenaf fibers but also to breakdown the PLA to its oxidation products.
2.6 Applications—Market
Particleboards are classified into seven different classes based on their properties. The properties of each class are determined by the European standard EN 312:2010. Namely, the classes of particleboards are:
• P1 General purpose boards for use in dry conditions;
• P2 Boards for interior fitments (including furniture) for use in dry conditions;
• P3 Non load-bearing boards for use in humid conditions;
• P4 Load-bearing boards for use in dry conditions;
• P5 Load-bearing boards for use in humid conditions;
• P6 Heavy duty load-bearing boards for use in dry conditions;
• P7 Heavy duty load-bearing boards for use in humid conditions.
Today, particleboards come in many varieties, designs, and styles that support any possible construction and furniture style required by modern living. They are commonly used in indoor applications, such as veneer substrates, flooring, cupboards, furniture, but also in many other load-bearing applications. Particleboards are of lower cost than other types of engineered wood, are easy to handle and process, and are flexible in application. Furthermore, specific types of particleboards are available on the market that can respond to the special requirements of a building application like moisture resistance, fire retardation, acoustic insulation, etc. Particleboards can be also coated with many different surface materials, e.g., veneer, plastic, paper, etc., or used in combination with other materials (e.g., sandwich products with foam of a polymer between two particleboards) depending on the application [29,30].
The market of particleboards is expected to have a boom in 2017. The reason for this is the recovery in housing construction, repair, and remodeling in the USA, along with the strong growth of this sector in the rapidly developing countries in Asia, South America, Eastern Europe, and Russia. The development in these areas is expected to lead to economic growth not only locally but also in many related key trading partners around the world. Consequently it will also renew the demand for indoor constructions and furniture and ultimately the demand for particleboards [31,32].
Europe is the biggest producing region and will be leading the way. Germany and France are the leading producers of particleboard in Western Europe, while outside of Europe, strong production rises are expected in the USA. Asian particleboard production is expected to also grow but at a slower rate [33].
Exports from Europe are foreseen to double as countries such as Belarus, Bulgaria, Hungary, Latvia, and Russia ramp up output [33].
Consumption in the major producing countries is projected to increase from 72.2 million cubic meters in 2012 to 84.8 million cubic meters in 2017 [31].
The market trend for particleboards from wood is expected to affect the demand for boards of agricultural materials too. Especially the expected higher demand of particleboards in countries with few or no forests, such as China, could result in an increased interest in panels made from agricultural lignocellulosic materials. Another reason that enforces this belief is that biomass is light and has high transportation cost. Hence, it would be environmentally and economically beneficial for countries with plenty of agricultural waste to process them locally into value-added products.
A market growth is also foreseen for the biodegradable polymers.
The growing environmental concerns and the finite petroleum resources have attracted the interest of the commercial and scientific world as well as consumers into biodegradable materials. In recent years the biodegradable polymers have slowly but steadily increased market penetration. According to market reports the global market for biodegradable polymers is forecast to reach 2.44 billion pounds (1.1 million tonnes) by the year 2017, while it is also claimed that growth in the market would be further propelled by technological innovations, emerging applications, stern regulations to inhibit packaging waste and landfill, and improvement in composting infrastructure [34].
Although it is a common belief that biodegradable polymer materials can reduce the need for synthetic polymer production and thus limit pollution and produce a positive environmental effect (they have lower carbon footprint than fossil fuel-based polymers), there are still several barriers to be overcome. For the time being, their high price and the poor industrial infrastructure for composting are drawbacks for their broad application. On the other hand, corporate and consumer interest in environment-friendly products supports their growing demand and creates new market opportunities, while supportive legislative mandates are also an important demand driver. The development of international standards for compostability, such as ASTM D6400 and EN 13432, has also benefited producers, processors, and consumers of biodegradable polymers. Finally, specific performance attributes can also drive demand for biodegradable polymers [35].
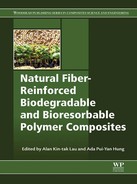
The world consumption of biodegradable polymers in 2015 amounted to 410,000 metric tons (substantially less than 0.5% of global demand for conventional thermoplastics) and their major applications are presented in Fig. 2.2 [35].
The future outlook for advancement in the area of biodegradable polymers and particleboards is ultimately promising.
2.7 Conclusions
People are looking for viable alternatives to composites made from wood and polymers that have the green credentials, but are still easy to handle and biodegradable. Particleboards from various agricultural residues and polymers of natural origin seem to offer feasible solutions but their broad spread on the market has still some obstacles to overcome. However their many advantages are making entrepreneurs and scientists to focus on their development and it is expected that sooner or later any obstacles will be overcome.