
9.2. SIMPLIFIED GAUGE VERIFICATION INSTRUCTIONS
The first step in doing simplified gauge verification is to get several "master" products near the product specification center. The supplier and customer must agree on the dimensions of these masters.
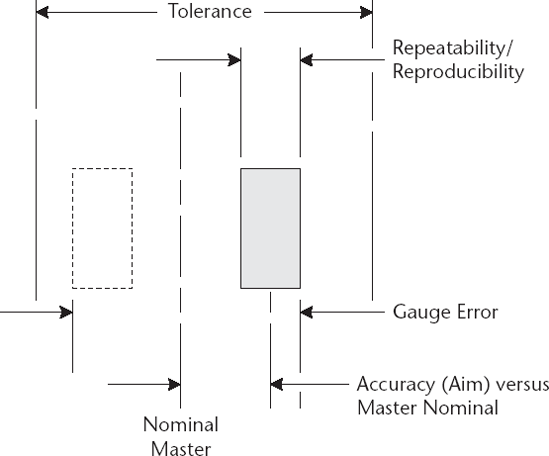
Masters can be quantified either by using outside firms that have calibrated specialized measuring devices or by getting mutual agreement between the supplier and customer (Figure 9-1).
The reason the gauge error includes the ± accuracy is that the tolerance, which is the reference, also includes the ± variation from process center.
Using one of the randomly picked "masters," have three inspectors (or operators) measure the master seven times each. Have them take the readings as if they were taking them in normal production (amount of time, method, etc.). (The quality department should have already done its standard gauge setup independently of this verification.) Calculate the average ![]() and standard deviation s of all 21 readings. If the standard deviation s in the formula below is calculated on a manual calculator, use the "n-1" option if available.
and standard deviation s of all 21 readings. If the standard deviation s in the formula below is calculated on a manual calculator, use the "n-1" option if available.
Just for reference, the reason the s is multiplied by 5 in the formula is that ±2.5 sigma represents 99% of the items on a normal distribution. If the effect of accuracy (2*|master – x|) is the predominant error (compared with the total gauge error), you should examine the setup procedure for the gauge. Accuracy error is normally easier to reduce than repeatability/reproducibility error.
Figure 9-1. Visual representation of simplified gauge verification
NOTE
Simplified Gauge Verification, Variables Data
% gauge error = 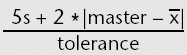 (ideally < 10%, maximum 30%)
(ideally < 10%, maximum 30%)
![]() = average of all 21 readings of a master product
= average of all 21 readings of a master product
s = standard deviation of all 21 readings of the master product
master = standardized dimension of the master product
tolerance = allowable product tolerance (max – min)
|master - ![]() | = difference between master and average
| = difference between master and average ![]() , ignoring minus signs.
, ignoring minus signs.
We chose to use a "master" that was close to the center of the specification, which is sufficient in most cases. However, for some types of gauges, you need to verify readings at both the center and an end of the specification. Some optical gauges need this verification because mechanical movement of the optics can cause them to read correctly at the center but not at the end; in this case, "masters" should be available at a specification end. In most cases, however, "masters" at the center are sufficient.
Gauge verification must be set up as a regular routine. The simplified gauge verification is in addition to (and independent of) any quality department gauge setup procedure, which is done separately by trained people taking whatever time is required.
|

9.2.1. Example of Simplified Gauge Verification
We want to do the simplified gauge verification procedure on the gauge we are using to measure the diameter on machined shafts. We have established a "master" shaft, which is near nominal. We now have three inspectors (or operators) measure this shaft seven times each. Here are the results.
| Master Shaft Standardized Reading = 1.0004 Allowable Shaft Dimensions: max = 1.0050, min = 0.9960, so tolerance = 0.0090 (all dimensions in inches) | ||
| Inspector A | Reading # | Dimension |
| 1 | 1.0018 | |
| 2 | 1.0001 | |
| 3 | 0.9998 | |
| 4 | 1.0011 | |
| 5 | 0.9996 | |
| 6 | 1.0001 | |
| 7 | 1.0001 | |
| Inspector B | 1 | 0.9992 |
| 2 | 1.0011 | |
| 3 | 1.0002 | |
| 4 | 0.9991 | |
| 5 | 1.0004 | |
| 6 | 0.9988 | |
| 7 | 1.001 | |
| Inspector C | 1 | 0.9997 |
| 2 | 0.9988 | |
| 3 | 1.0008 | |
| 4 | 1.0015 | |
| 5 | 0.9998 | |
| 6 | 1.0006 | |
| 7 | 0.9996 | |
| Average | 1.000152 | |
| Standard Deviation s = | 0.000851 | |
| 5s = | 0.004253 | |

Since the calculated gauge error of 52% exceeds the allowable 30%, we must go back and find ways to improve the gauge. Assume we do this again. Here are the new results.
| Gauge Readings after Rework | ||
| Master Shaft Standardized Reading = 1.0004 Allowable Shaft Dimensions: max = 1.0050, min = 0.9960, so tolerance = 0.0090 (all dimensions in inches) | ||
| Inspector A | Reading # | Dimension |
| 1 | 1.0008 | |
| 2 | 1.0006 | |
| 3 | 1.0001 | |
| 4 | 1.0011 | |
| 5 | 1.0004 | |
| 6 | 0.9998 | |
| 7 | 1.0007 | |
| Inspector B | 1 | 0.9996 |
| 2 | 0.9999 | |
| 3 | 1.001 | |
| 4 | 1.0005 | |
| 5 | 1.0001 | |
| 6 | 1.0003 | |
| 7 | 1.0002 | |
| Inspector C | 1 | 1.0007 |
| 2 | 1.0006 | |
| 3 | 0.9996 | |
| 4 | 0.9999 | |
| 5 | 1.0004 | |
| 6 | 1.0006 | |
| 7 | 1.0003 | |
| Average | 1.000343 | |
| Standard Deviation s = | 0.000426 | |
| 5s = | 0.002131 | |
Although the calculated gauge error of 24.4% is not great, it is acceptable. Note that by just looking at the readings (before or after rework), it is not obvious whether the gauge is doing an acceptable job, even reading a master with a known diameter. That is why simplified gauge verification often has great payback, because it is a hidden problem (opportunity).
Case Study: Gauge Differences Between Customer and SupplierAcustomer was complaining about excursions on a product thickness. To address those concerns, the supplier monitored the next production run very closely, taking many measurements throughout the run. All the measurements showed that the product was well within specifications. The supplier called the customer and told him that he would be pleased with this production run. The supplier even sent the customer the measurements taken during the run. Once the customer received the product, however, he found a large number of products to be clearly out of specification. The customer sent examples of the bad product back to the supplier so he could see for himself. Again, the supplier measured this returned product as being within specification. At that point, both the supplier and the customer did simplified gauge verifications, using masters they agreed upon. The customer's gauge passed, whereas the supplier's gauge did not! The supplier found that his gauge, which was made to measure several similar products, did not readily allow this particular product to seat properly. A new gauge was built for this specific product and the problem of product out-of-specification was resolved. It should be noted that when the supplier ran the simplified gauge verification, one of the inspectors was able to get the master to read properly. That inspector was aware of the difficulty of seating the product and was able to compensate. However, the supplier very wisely chose to make a new gauge rather than train all the inspectors to seat the product with such precision. Even though it may have been possible to get all the current inspectors to do that, absenteeism and personnel changes made that approach risky as a long-term solution. |
|