
Chapter Two. A Brief History of Lean
The Toyota Production System, however, is not just a production system. I am confident it will reveal its strength as a management system adapted to today’s era of global markets and high-level computerized information systems.
Taiichi Ohno1
1. Taiichi Ohno, Toyota Production System: Beyond Large-Scale Production (Productivity Press, 1988), p. xv.
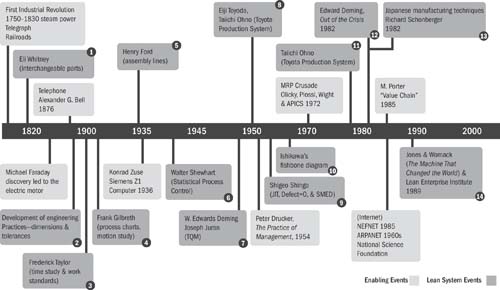
Since World War II, rapid increases in global market access have brought ever-accelerating changes to the global competitive environment. These competitive market forces have also quickened the pace of change in manufacturing management thinking and practices. Every generation for more than 200 years has made contributions to manufacturing technology and the evolution of management systems. These contributions include 14 major management systems and technology innovations and eight enabling technologies (see Figure 2.1) that led to the development of the Lean Enterprise Management System.
1. The first major contribution to Lean manufacturing practice was the innovation of Eli Whitney (1765–1825). An American inventor, pioneer, mechanical engineer, and manufacturer, Whitney is best remembered for his cotton gin invention. He also affected U.S. industrial development by manufacturing government muskets in 1799. Whitney developed a musket design with interchangeable parts after taking a U.S. Army contract to manufacture 10,000 muskets at a price of under $14 each. He translated interchangeable parts concepts into a manufacturing system, giving birth to American mass production systems.
2. Over the next 100 years, manufacturers primarily focused on specific engineering conventions, practices, and process technologies. During this time our engineering drawing system, modern machine tools, and large-scale processes, such as the Bessemer process for making steel, were all developed.
Few people concerned themselves with the movement of products from one discrete process to another or with logistics systems from suppliers within factories and to customers. No one was asking questions such as these:
• What happens between processes?
• How should multiple processes be arranged within the factory?
• How does the chain of processes function as a system?
• How does each worker’s task relate to the tasks of other workers?
This began to change in the late 1890s, when industrial engineering was developing as an important technology discipline.
3. The first and best-known industrial engineer was Frederick Winslow Taylor, the father of scientific management. He closely watched how work was done in steel factories and measured production output to find the most efficient way to perform specific tasks. Taylor believed that finding the right challenge for people and paying them well for increased output were important to improved productivity. At the steel mills, he used time studies to set daily production quotas. Incentives would be paid to those who reached their daily goal. Those who didn’t reach their goal received differential and much lower pay rates. Taylor doubled productivity by using time study, systematic controls and tools, functional foremanship, and the new wage scheme. His significant contribution was applying science to management, but his success was limited because he never recognized the importance of human factors and behavioral sciences to productivity.
4. Frank Bunker Gilbreth Sr. worked at construction sites and noticed that no two bricklayers used identical methods or sets of motions. He improved existing methods by eliminating all wasted motions and raised output from 1,000 to 2,700 bricks per day. From these studies Gilbreth developed laws of human motion, which evolved into principles of motion economy. Frank and his wife, Lillian, both highly educated, coined the phrase motion study to cover their field of research, thus differentiating it from time study. The second method they developed was process charts, which focus on all work elements—including non-value-added elements—with the goal of optimizing operator motion and method. The Gilbreths’ two methodologies were important contributions to industrial engineering’s body of knowledge.
5. Around 1908 Henry Ford and his right-hand man, Charles E. Sorensen, fashioned the first comprehensive manufacturing strategy. They arranged all manufacturing system elements—people, machines, tooling, and products—into a continuous system for manufacturing Ford’s Model T automobile. This strategy was so incredibly successful that Ford quickly became one of the world’s richest men by manufacturing cars everyone could afford. Many consider Ford to be the first practitioner of just-in-time and synchronized manufacturing. Ford’s success inspired many others to copy his methods. When the world began to change, the Ford system began to break down, but Henry Ford refused to change the system. His production system depended on laborers working at jobs without meaningful content, causing a loss of dignity and decreased morale. In addition, annual model changes and product proliferation due to multiple colors and options put strains on the system and did not fit well in Ford factories. This became clear when Alfred P. Sloan at General Motors introduced a new strategy. He developed business and manufacturing strategies for managing very large enterprises while dealing with variety. By the mid-1930s General Motors had surpassed Ford to dominate the automotive market, yet many elements of Ford production were sound, even in the new age. Ford’s methods were a deciding factor in the Allied victory of World War II. After the war, Ford and his system were studied rigorously and much admired by Taiichi Ohno.
6. Process and quality engineers have used rigorous statistical analysis tools in manufacturing since Walter Shewhart introduced statistical process control in the 1930s at AT&T. His work formed the basis of Six Sigma’s statistical methodology and PDCA problem solving.
7. W. Edwards Deming and Joseph Juran introduced the thinking and practices that gave birth to Total Quality Management (TQM). Their approaches were embraced by Japanese manufacturing after World War II, and the highest prize for quality in Japan is now the Deming Prize. Three decades later, American manufacturers began to accept and apply Deming’s and Juran’s thinking and methods.
8. At the Toyota Motor Corporation, Taiichi Ohno and his colleagues studied Ford’s production system and American supermarket replenishment methods. These processes inspired Toyota’s synchronized manufacturing and just-in-time techniques. Ohno was the founder of Toyota’s production system and the creator of the most powerful enterprise management system known today.
The Toyota Production System evolved out of need. Certain marketplace restrictions required production of small quantities of many varieties under conditions of low demand, a fate the Japanese automobile industry had faced in the postwar period. The most important objective has been to increase production efficiency by consistently and thoroughly eliminating waste. This concept and the equally important respect for humanity are the foundation of the Toyota Production System.
Taiichi Ohno2
2. Ibid., p. xiii.
The Toyota people recognized the Ford system’s contradictions and shortcomings, particularly with respect to employees. With General Douglas MacArthur actively promoting labor unions in the occupation years, Ford’s harsh attitudes and demeaning job structures were unworkable in postwar Japan. They were workable in America only because of the “Greatest Generation”—people who had Great Depression attitudes that made the system work in spite of its defects. Toyota soon discovered that factory workers had far more to contribute than just muscle power, as they are the only value-adding positions in the business. This belief led to many practices such as quality circles, team development, and cellular manufacturing.
9. Shigeo Shingo, one of Taiichi Ohno’s consultants, made numerous contributions to Lean through teaching, consulting, and writing books about Lean. By 1959 Dr. Shingo had gained notable fame as an “engineering genius” from his work in developing just-in-time (JIT) manufacturing, Single Minute Exchange of Die (SMED), and consequently the Toyota Production System. In addition, by focusing on production rather than management alone, he was able to establish himself as the world’s industrial engineering thought leader. In 1961 Dr. Shingo incorporated his knowledge of quality control to develop the “Defects = 0” concept, commonly known as poka-yoke or mistake-proofing. When Japanese productivity and quality gains became evident to the outside world, American executives sent industrial engineers to Japan to study them. They brought back mostly superficial aspects like kanban cards and quality circles. Most early attempts to emulate Toyota failed because they were not integrated into a complete system, as few understood its underlying principles.
10. Kaoru Ishikawa developed fishbone diagrams as he pioneered quality management processes at Kawasaki shipyards and, in the process, became one of the founding fathers of modern quality management. Fishbone diagrams were first used in the 1960s and are considered one of the seven basic tools of quality management, along with the histogram, Pareto chart, check sheet, control chart, flowchart, and scatter diagram.
11. Toyota’s production system is the most significant advance since Henry Ford’s fully integrated system paced by a moving assembly line. Taiichi Ohno began developing the Toyota Production System (TPS) in 1949. He and his colleagues worked tirelessly for more than 20 years to fully develop and deploy the system’s processes and practices across the company and its key suppliers.
12. After great success in Japan, W. Edwards Deming returned to the United States and spent some years in obscurity before the publication of his book Out of the Crisis in 1982. In this book Deming set out 14 principles which he believed would save the United States from industrial doom at the hands of the Japanese. Although Deming did not use the term Total Quality Management in his book, he is credited with launching the movement. Most of the central ideas of TQM are contained in Out of the Crisis, and his 14 points are critical to understanding Deming’s thinking on eliminating variation. The more variation—in the length of parts, in delivery times, in prices, in work practices—the more waste.
13. During the 1980s, North America learned about Toyota’s use of JIT manufacturing and kanban from Richard Schonberger’s book Japanese Manufacturing Techniques. Schonberger traveled to Japan and studied many of the Toyota Production System practices. He was a true pioneer in getting American companies to begin using these practices.
14. Lean manufacturing gained implementation traction in 1989 with the publication of James Womack and Daniel Jones’s book The Machine That Changed the World, a five-year study of the global automobile industry. Their major finding was Toyota’s significant competitive advantage over all other competitors based on the Toyota Production System. This was the most important contribution to Lean adaptation in America, where the improvement results from Lean practices were well documented and analyzed.
Figure 2.1 Manufacturing management system chronology
The Lean System
In his book Toyota Production System, Taiichi Ohno describes how the TPS began. Toyoda Kiichiro, the founder of Toyota Motor Company, was challenged by his father, Toyoda Sakichi, to start an automobile manufacturing company. When World War II ended, Toyoda Kiichiro discovered that American automobile manufacturers were nine times more productive than Toyota. He, in turn, challenged Taiichi Ohno, then a Toyota engineer and manager, and later executive vice president of Toyota Motor Company, to catch up with America in three years. The Japanese auto market was much smaller than the U.S. market, making this challenge even greater. This meant that Ford’s inflexible production system would not be practical for producing Japan’s high-variety, low-volume market requirements. These three leaders recognized that becoming competitive would require eliminating all waste. This stimulated their radical thinking, which led to Toyota Production System values, principles, and practices to eliminate all waste in pursuit of perfection.
Improving efficiency only makes sense when it is tied to cost reduction. Look at the efficiency of each operator and of each line. Then look at the operators as a group, and then at the efficiency of the entire plant (all the lines). Efficiency must be improved at each step and at the same time, for the plant as a whole.
Taiichi Ohno3
3. Ibid., p. 18.
By 2009, Toyota was the world’s largest car company and generated more profit than all other carmakers combined. The Toyota Production System (Lean) is now part of Toyota’s DNA, but it has taken decades to mature. The more one understands about Lean, the more one marvels at Ohno’s TPS. It is difficult to understand how the company knows “the footsteps of every operator every day,” yet the employee relations environment has been positive enough for Toyota-built plants to remain union-free in the United States. This is one of the many counterintuitive lessons to be learned from a serious study of the Lean system. The TPS is often represented by the Toyota House (see Figure 2.2), which illustrates some of its core principles, practices, and end purpose.
Figure 2.2 Toyota “House” of Lean
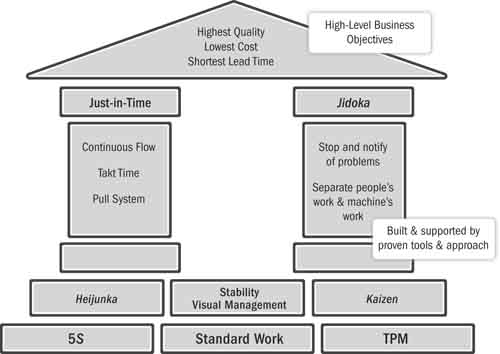
Taiichi Ohno correctly believed that improving an integrated value stream was the best approach to delivering value to customers and other supply chain participants. Lean has proven its timelessness by delivering results for more than 50 years and remains the best practice yet known for manufacturing plant and supply chain operations.
TPS’s purpose is achieved by the elimination of seven specific forms of waste:
1. Overproduction—making more than is needed
2. Transport—excessive movement of materials
3. Motion—inefficient movement of people
4. Waiting—underutilization of people
5. Inventory—material lying around unused
6. Overprocessing—manufacturing to a higher quality standard than the customer expects
7. Defect correction—The cost of fixing defects, including the part that gets thrown away and the time it takes to make the product correctly
A revolution in consciousness is indispensable. There is no waste in business more terrible than overproduction. Why does it occur? Industrial society must develop the courage, or rather the common sense, to procure only what is needed when it is needed and in the amount needed. This requires what I call a revolution in consciousness, a change of attitude and viewpoint by business people. Holding a large inventory causes the waste of over production. It also leads to an inventory of defects, which is a serious business loss. We must understand these situations in-depth before we can achieve a revolution in consciousness.
Taiichi Ohno4
4. Ibid., p. 15.
The Toyota House and the seven wastes provide important basic information about the TPS, but they do not provide a complete model to assist in understanding the entire system. In addition, the name Toyota Production System could be interpreted as implying that it has application only to producing products. This was clearly not Taiichi Ohno’s intent; he describes TPS as a business management system well suited to success in global markets. This system we call Lean is intended as a complete enterprise management system, starting from the founders’ values and principles to its processes and detailed tools and practices. The Lean Enterprise Management System is represented by Figure 2.3.
Figure 2.3 Lean Enterprise Management System
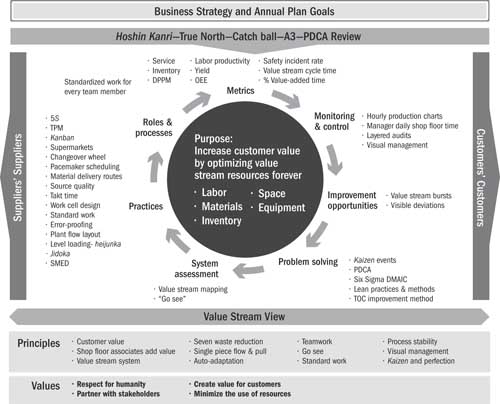
This model is a good total system representation, but total understanding of Lean in all of its dimensions is a lifelong pursuit. This is the way it should be for those of us who are committed to practicing Lean just as the curiosity, pursuit of perfection, and a better way were practiced and preached by Taiichi Ohno: “It is the duty of those working with kanban to keep improving it with creativity and resourcefulness without allowing it to become fixed at any stage.”
Lean Values and Principles
Lean’s values and principles are foundational to the understanding and successful application of the Lean Enterprise Management System. There have been six decades of validation based on the success of companies that have adapted and internalized Lean. They provide a philosophical “true north” and boundaries within which Lean’s purpose, practices, and tools have been successfully applied.
Lean has four core values discoverable from Taiichi Ohno’s book Toyota Production System, forming the system’s philosophical beliefs or tenets. Lean’s four core values are these:
1. Create value for customers
2. Stakeholder partnerships
3. Respect for humanity
4. Minimize resource use
Lean’s values, its foundational base, guided Ohno’s thinking and development of nine identifiable Lean principles. These principles provide clear rules of the road for understanding the Lean way of working:
1. Customer value is the criterion applied to all enterprise activities to determine if they are value-adding or non-value-adding. A Lean enterprise focuses on increasing value to customers while reducing cost, resulting in improved profitability. It does this by improving the skills, knowledge, and processes of all its people.
2. Only shop floor associates add value directly to products and services supplied to customers. This implies that a Lean organization’s role is to focus on making direct shop floor associate jobs easier, more productive, safer, and more satisfying, thus ensuring that customer value is continually increased.
3. Value streams are defined as materials and information flow from suppliers of suppliers to end-user customers. Value streams are systems that must be continually improved by reducing waste. Decisions on improvement are made based on optimizing system performance, not individual activity performance.
4. The seven wastes provide assistance in seeing system waste and making it easy to find value stream improvement opportunities.
5. Single-piece flow and pull define a value stream’s ideal flow state, including what should trigger flow. If only one unit is being worked on at each process with no other inventory and nothing is made until customers consume a unit, value streams are operating at perfection. This results in value streams with the shortest cycle time and zero waste, the ultimate goal for every Lean value stream.
6. “Go see” means to spend time observing value stream processes rather than making assumptions and creating theories sitting in conference rooms or offices. Reality is on the shop floor; it is where waste can be seen and ideas for system improvement are born.
7. Visual management is a powerful principle with connections to many Lean system dimensions. Lean system operations are to be transparent so that everyone involved can see and understand what is actually happening. Visual management and control empower shop floor associates. For example, kanban signals authorize making more product; having inventory below standard signals that an operation is behind and tells other operators to help it catch up; andon lights signal flow disruptions requiring support resources and managers to respond.
8. Teamwork is essential to Lean success. Teamwork with suppliers, shop floor associates, team leaders, managers, and support resources is an essential organizational attribute. Lean excellence depends on continual closed-loop communications across, up, and down value stream organizations.
9. Kaizen and perfection are the Lean system’s improvement engines and catalysts. Relentless continual system improvement powers Lean systems and stimulates creative problem solving in pursuit of perfection.
These values and principles provide a foundation within which Lean’s practices are applied in pursuit of increasing customer value by optimizing value stream resources through elimination of all waste.
The Lean Practices
Over a 20-year period, the TPS developed myriad practices to expose and solve problems, resulting in elimination of waste and improvement of flow. These practices include hoshin kanri for ensuring tight organizational alignment to key business goals. Other practices continually improve value stream design and eliminate deviations. Lean also employs an operational planning approach, ensuring deployment of only those resources required to support the rate of customer demand. Customer demand rate is established by a method called Takt time. Takt time defines cycle times required to produce a unit of product at a rate sufficient to meet average customer demand. It is the drumbeat synchronizing all operations and resources. Just enough resources are supplied to meet Takt time, optimizing system resource consumption. Operations are designed to produce at a cycle time slightly lower than Takt time and are synchronized by customer-demand pull signals. Lean standardized practices (see Figure 2.3) allow for quick reaction to value stream defects. This array of practices is applied to the value stream as appropriate through each continuous improvement cycle. Lean tools are the means to building, sustaining, and improving the Lean system.
Aligning the Organization to Strategy and Goals
Three conditions related to alignment typically exist in companies:
1. No organization vision
2. Organization vision without departmental and individual alignment
3. Organization vision with departmental and individual alignment
Each of these conditions has consequences for organizational effectiveness and productivity. Without a compelling vision, organizations have no clarity about the company’s source of competitive advantage and value proposition. Functional leaders with good intentions create metrics, goals, and programs based on how they interpret their organization’s contribution to enterprise success. Since there is no compelling direction, functions optimize their own area but not total enterprise customer value. A majority of companies are in either condition 1 or condition 2; a very small percentage fully meet condition 3. Well-aligned metrics are fundamental to effective business strategy implementation, as they drive program and project priorities, improving goal achievement probability.
Lean’s hoshin kanri, or policy deployment, is a tool for effective organizational alignment to strategic and operational metrics and programs. This process starts with the identification of the vital few business goals (“true north”). A tool called an X-matrix is applied to ensure tight integration of long-term objectives and programs with annual improvement goals. “Catch ball” is a second process used to ensure organizational understanding and commitment throughout all organizational functions and levels. Key programs are defined and monitored using Lean’s A3 process, a single page (A3-size paper) summarizing projects and their status. The final element of hoshin kanri is regular reviews to keep programs on track to meet annual goals and to take any needed corrective action.
Value Stream Mapping and Planning Improvement
Value stream mapping (VSM) is the Lean system’s assessment and planning tool. VSM includes a standard set of icons and instructions for completing value stream maps. Step 1 is current-state map completion, documenting material and information flows based on actual shop floor observation (Figure 2.4). As an example, building a plant value stream map starts with shipping, the process closest to the customer, and follows upstream, step by step, through raw materials receiving. Observers note product flow through work centers, key data about each process operation, non-value-added operator activities, utilization of material handling associates, and other signs of waste.
Figure 2.4 Value stream mapping
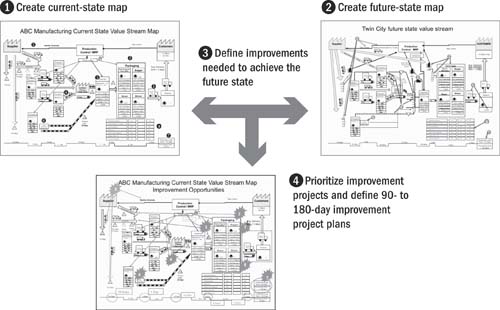
Second, a future state is constructed by redesigning value streams using appropriate Lean tools, methodologies, and practices to create an end-state vision conforming more closely to Lean ideals and principles. Third, future-state and current-state maps are compared to define improvement projects, which will move the enterprise toward future-state achievement. Projects are noted on a current-state map with a starburst at the point in the process where the project would be done. Fourth, 90- and 180-day implementation plans are developed for projects most important to improving the value stream and generating business results. Because a first priority in Lean implementation is gaining value stream stability, likely initial projects might include quick changeover, work cell design for flow, inventory supermarkets, and visual management tools. There are many possible options when constructing future-state maps, so experience is helpful to making good judgments about what projects to tackle and in what sequence.
This continuous improvement cycle is repeated every 90 to 180 days by going deeper into the value stream system to standardize, level load, stabilize, and improve flow to a new level. Each succeeding cycle of improving flow raises a new series of barriers that must be addressed, thus creating continual improvement. This involves taking some level of risk, which can potentially disrupt short-term product flow. A fundamental Lean implementation rule is “Always protect the customer.” This means that when risk exists, sufficient backup should be available to ensure that any problems can be contained. If issues cannot be immediately resolved, additional resources are used to work around problems until they can be resolved.
Improvement Opportunity Identification and Problem Solving
Lean tools for identifying improvement opportunities are value stream mapping and visual management. VSM is applied at the Lean system level, where management is responsible for defining and implementing improvements. Shop floor visual management drives long-term continuous improvement. Daily deviations are exposed through visual management, and shop floor teams must identify root causes of problems so that permanent solutions can be implemented.
A Lean practice for identifying root causes is called the five whys. The first step is to ask why a problem is occurring. The response is then met with a second “Why is this occurring?” The process continues, and each successive response is met with another “why” until root causes are determined (Figure 2.5).
Figure 2.5 Lean Enterprise Management System problem-solving process
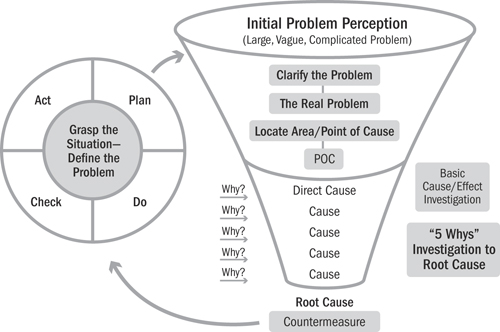
The Toyota Production System has been built on the practice and evolution of this scientific approach. By asking why five times and answering it each time, we can get to the real cause of the problem, which is often hidden behind more obvious symptoms. In a production operation data is highly regarded, but I consider facts to be even more important.
Taiichi Ohno5
5. Ibid., pp. 17–18.
Through experience, practitioners have learned that it normally takes five or more cycles to locate the root cause. After the root cause is identified, the four-step PDCA improvement process is applied.
The improvement cycle applying value stream mapping is led by management, focused on building and improving Lean value streams. Continuous operational improvement is made daily to eliminate waste caused by deviations from standards. These deviations include not achieving daily production goals, operations not consistently achieving cycle time, inventory levels that are not in compliance with standards, shop floor improvement suggestions, and many others. Team leaders and shop floor associates use PDCA and the five whys (Figure 2.5) to
• Identify the real problem
• Determine its root causes
• Define a countermeasure to eliminate or control the root causes
• Implement the countermeasure
• Check countermeasure effectiveness
• Repeat the problem-solving cycle if the original problem still exists
Top-down value stream system improvements and bottom-up waste elimination make two overlapping improvement cycles, which continue to drive value stream performance toward perfection. The end result is a powerful continuous improvement process focused on improving a company’s competitive position.
Roles and Processes
Lean standardized work defines Lean system roles for every person in the organization, including management. Implementation normally starts on the shop floor. Shop floor job activities are classified in three categories: value-added, non-value-added (waste), and non-value-added but required. For example, if product assembly is analyzed, handling of parts is waste, actual assembly is value-added, and quality checks are non-value-added but required. Work is organized in cells when possible, and tasks are balanced among the cell operators to ensure minimization of operator non-value-added activity. Each job is analyzed to eliminate non-value-added work, minimize non-value-added but necessary work, and optimize worker safety.
Standard work sheets are posted prominently at each workstation. They are a means of visual control, which is how the Toyota Production System is managed. High production efficiency has also been maintained by preventing the recurrence of defective products, operational mistakes, and accidents, and by incorporating workers’ ideas. All this has been possible because of the inconspicuous standard work sheet. Standard work sheet combines materials, workers and machines to produce efficiently. It clearly lists the three elements of the standard work procedure as operation cycle time, work sequence and standard inventory.
Taiichi Ohno6
6. Ibid., pp. 21–22.
Metrics
Lean uses metrics to measure results and process effectiveness. Figure 2.3 contains representative high-level metrics. Hoshin planning ensures the selection of the most important metrics in alignment with key customer and business priorities. Metric improvement versus operational plan targets is the focus of regular operational reviews at every organizational level.
Monitoring and Control
Lean is a people-based system, so monitoring and control rely on everyone being present on the shop floor. Visual management is the Lean system’s sensing mechanism, providing transparency of operational reality and data related to improvement. It also highlights deviations from detailed standards of performance, work procedures, scheduling, inventory, and scrap, among many other factors.
Lean Application Trends
Although Lean practices have most commonly been applied to manufacturing and supply chain operations, they are equally applicable to all processes and functions in a business. In fact, Taiichi Ohno repeatedly described the TPS as a management system that would work in every type of business. He clearly saw the goal as the elimination of waste everywhere it exists in an organization. As understanding of Lean practices and principles has grown, they are being applied to all functions and industries.
From the Shop Floor to Across the Enterprise
The first big trend was to extend Lean practices from product processes to enterprise processes and customer-facing processes as shown in Figure 2.6. Every function, from product development to marketing and IT, has processes for getting work done. This means that value stream mapping system design and PDCA problem solving can be used to continuously improve these processes. A good way to initiate Lean with technical, sales, marketing, and administrative processes is by starting a dialogue to identify current waste. Once participants see there are opportunities, they will want to take the next step and begin value stream mapping to redesign and improve their process.
Figure 2.6 Applying Lean to nonmanufacturing business functions
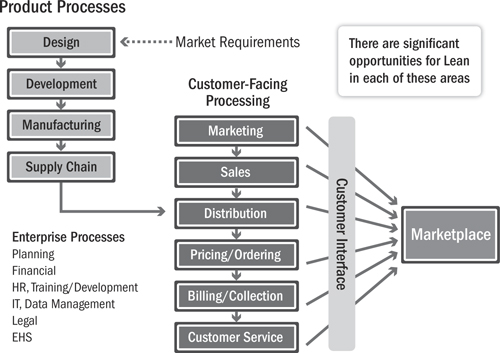
The application of Lean to the enterprise in many respects has been restrained by Lean’s great success in manufacturing, creating a perception that Lean is to be applied only to shop floor operations. As previously discussed, this was not the founders’ intention, and only now are we seeing broader adaptation of Lean as an enterprise management system.
The following are representative questions that can be used to initiate a dialogue about waste in various functions:
• Product design and development
• Are product development cycle times too long?
• Are launch deadlines missed?
• Is the commercialization process inefficient?
• IT
• Do managers have access to the data they need to run their business, or do they need to fund a project to get the data?
• Can customers get the information they need directly, or do they need to contact a sales/service office to get it?
• Is there one version of the truth for critical enterprise data (such as financials, product sales, customer accounts, etc.)?
• Is there a defined system of record for each data subject, or do users have to hunt for it?
• Is it easy to determine in advance what systems/processes will be impacted by a planned change to a database?
• Are different tools or standards used by different teams within the enterprise to perform similar data integration work?
• Do maintenance costs increase each time an integration point is added?
• Are integration activities the constraint (or critical path) in most projects?
• Finance
• Do inefficient forecasting processes result in multiple forecast revisions?
• Is excessive time spent creating custom reports (for which the requesters wait too long)?
• Do disputed customer invoices delay payment?
• Human resources
• Does the hiring process have long cycle times?
• Do associates receive timely feedback and direction?
• Are customers confused about whom to contact for help?
• Do customers have to wait a long time to get help?
• Do customers get timely responses to complaints?
• Marketing
• Are marketing campaigns always effective?
• Are communications with the sales team late, too frequent, too infrequent?
• Does the sales team get timely new product knowledge/expertise to effectively sell the product?
• Are there delays in communicating price increases to the sales force and customers?
• Do pricing errors and price discrepancies exist?
• Sales
• How much time do sales associates spend on administrative tasks instead of being in the field selling?
• Are sales associates able to follow up on leads in a timely manner?
• How much time do sales associates spend following up on orders to make sure they are right and delivered on time?
From Manufacturing to Services Industries
The second big trend in Lean adoption is from manufacturing to service industries. Many industries have published examples of adopting Lean; software development and health care are two examples.
Julia Hanna wrote about applying Lean at Wipro, the Indian software development company, in her article “Bringing ‘Lean’ Principles to Service Industries.”7 The initial Wipro effort grew to 603 lean projects within two years, producing improved productivity and empowered work teams. The company’s research illustrated five examples of Lean practice application:
7. Julia Hanna, “Bringing ‘Lean’ Principles to Service Industries,” Harvard Business School Working Knowledge, October 22, 2007.
1. Using kaizen has altered software development approaches from sequential methods, where work moved from one developer to another, to iterative approaches, where teams complete logical software functionality collaboratively.
2. Sharing mistakes across development teams enabled them to learn from each other and to apply these experiences to future projects.
3. Wipro used tools such as the system complexity estimator, which compared actual architectures to ideal-state architectures, helping teams understand where additional people would be needed during a project.
4. Value stream mapping was applied to projects, identifying waste of time and effort, leading to increased speed and productivity.
5. Engagement and empowerment energized the organization as all team members, regardless of organizational level, were seeing the bigger picture. This resulted in thousands of software engineers contributing to innovation through problem solving, creating an energized work environment while increasing productivity and quality.
Practicing Lean leads to seeing and understanding more about its organic nature as a system. It is a journey, and only through practice and study are new opportunities for understanding and improvement discovered and applied. Lean’s life cycle, as practiced in a majority of organizations, is still in its embryonic phase, which speaks to future contributions of Lean to radically improving the competitiveness of businesses and government services.