
Chapter 10 Keeping it all together: Fracture-limited design
It is very hard to build a structure that is completely without cracks. As explained in Chapter 8, cracks caused by shrinkage in casting and welding, by the cracking of inclusions during rolling or just caused by careless machining are commonplace. And even if there are no cracks to start with, cyclic loading (Chapter 9) and corrosion (Chapter 17) can introduce them later.
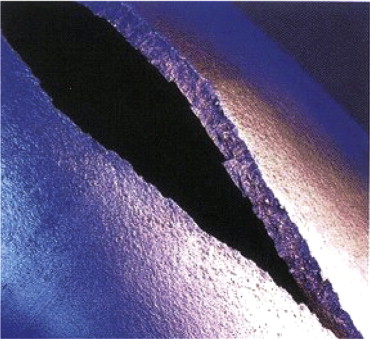
(Image courtesy Prof. Robert Akid, School of Engineering, Sheffield Hallam University, Sheffield, UK)
10.1 Introduction and synopsis
It is very hard to build a structure that is completely without cracks. As explained in Chapter 8, cracks caused by shrinkage in casting and welding, by the cracking of inclusions during rolling or just caused by careless machining are commonplace. And even if there are no cracks to start with, cyclic loading (Chapter 9) and corrosion (Chapter 17) can introduce them later.
This creates the need for design methods to deal with cracked structures. The idea of the tensile stress intensity K1 caused by a crack was introduced in Chapter 8. It depends on crack length, component geometry and the way the component is loaded. We start with standard solutions for the stress intensity K1 associated with generic configurations—there are others, but this is enough to get started. Cracks will not propagate if this K1 is kept below the fracture toughness K1c of the material of the structure.
This might suggest that the best material to resist fracture is the one with the highest K1c, and in load-limited design it is. But sometimes the requirement is not to carry a given load without failure, but to store a given energy (springs) or allow a given deflection (elastic couplings) without failure. Then the best choice of material involves combinations of K1c and Young’s modulus E, as we will see in Section 10.3.
Cyclic loading, too, causes fracture. Chapter 9 explained how accumulating fatigue damage causes cracks to form and grow, a little on each cycle, until the length is such that the stress intensity exceeds K1c, when fast fracture follows. Stress intensities in cyclic loading are given by the same standard solutions as for static loading. Cracks will not propagate if the cyclic stress intensity range, ΔK, is below the threshold range ΔKth.
The chapter concludes with case studies illustrating how these ideas enable no-fail or fail-safe design.
10.2 Standard solutions to fracture problems
As we saw in Chapter 8, sharp cracks concentrate stress in an elastic body. To summarise, the local stress falls off as 1/r1/2 with radial distance r from the crack tip. A tensile stress σ, applied normal to the plane of a crack of length 2c contained in an infinite plate, gives rise to a local stress field σ1 that is tensile in the plane containing the crack and given by
where r is measured from the crack tip and Y is a constant. The mode 1 stress intensity factor, K1, is defined as
The crack propagates when
where K1c is the fracture toughness, a material property.
Equation (10.3), illustrated in Figure 10.1, summarises the key factors. In the design of a component to avoid fracture, we can manipulate the geometry and loads, we can monitor it using non-destructive testing (NDT) to be sure it contains no crack larger than an acceptable value, and we can choose materials with adequate fracture toughness.
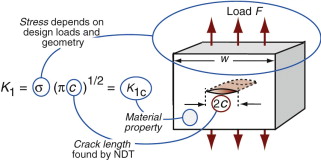
Figure 10.1 The key players in fracture-limited design: load and geometry, crack length and material.
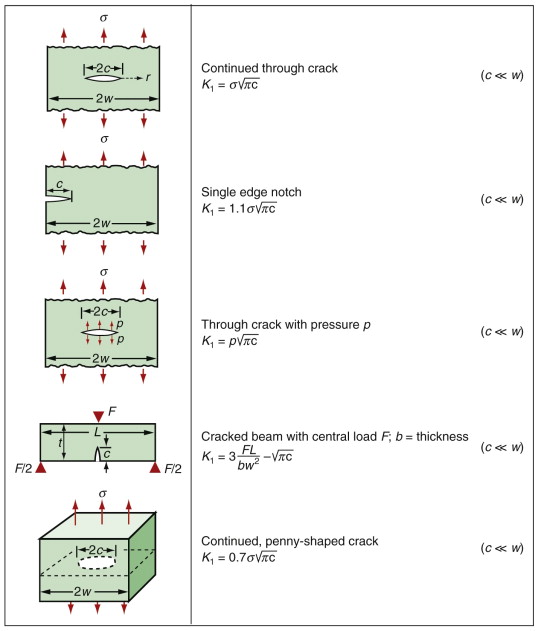
Expressions for K1 for various geometries and modes of loading are given in Figure 10.2. When the stress is uniform and the crack length is small compared with all specimen dimensions, Y is equal to or close to 1. As the crack extends in a uniformly loaded component, it interacts with the free surfaces, requiring correction factors. If, in addition, the stress field is non-uniform (as it is in an elastically bent beam), Y differs from 1. More accurate approximations and other less common loading geometries can be found in the references listed in Further Reading.
10.3 Material indices for fracture-safe design
Among mechanical engineers there is a rule of thumb already mentioned: avoid materials with a fracture toughness K1c less than 15 MPa.m1/2. The K1c–E chart of Figure 8.8 shows that almost all metals pass: most have values of K1c in the range 20–100 in these units. Just a few fail: white cast iron and some powder-metallurgy products have values as low as 10 MPa.m1/2. Ordinary engineering ceramics have values in the range 1–6 MPa.m1/2; mechanical engineers view them with deep suspicion. But engineering polymers have even smaller values of K1c in the range 0.5–3 MPa.m1/2 and yet engineers use them all the time. What is going on here?
In a load-limited design—the structural member of a bridge or the wing spar of an aircraft, for instance (Figure 10.3(a) and (b))—the part will fail in a brittle way if the stress exceeds that given by equation (10.3). To maximise the load we want materials with highest values of
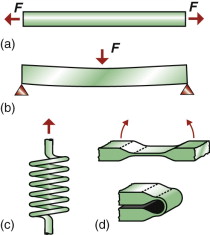
Figure 10.3 (a, b) Load-limited design. (c) Energy-limited design. (d) Displacement-limited design. Each must perform its function without fracturing.
But not all designs are load limited; some are energy limited, others are deflection limited. Then the criterion for selection changes. Consider, then, the other two scenarios sketched in Figure 10.3.
Energy-limited design
Not all design is load limited. Springs and containment systems for turbines and flywheels (to catch the bits if they disintegrate) are energy limited. Take the spring (Figure 10.3(c)) as an example. The elastic energy Ue stored in it is the integral over the volume of the energy per unit volume, Ue, where
The stress is limited by the fracture stress of equation (10.3) so that—if ‘failure’ means ‘fracture’—the maximum energy per unit volume that the spring can store is
For a given initial flaw size c, the energy is maximised by choosing materials with large values of
where Gc is the toughness, defined in Chapter 8.
Displacement-limited design
There is a third scenario: that of displacement-limited design (Figure 10.3(d)). Snap-on bottle tops, elastic hinges and couplings are displacement limited: they must allow sufficient elastic displacement to permit the snap-action or flexure without failure, requiring a large failure strain εf. The strain is related to the stress by Hooke’s law, ε = σ/E, and the stress is limited by the fracture equation (10.3). Thus, the failure strain is
The best materials for displacement-limited design are those with large values of

Plotting indices on charts
Figure 10.4 shows the K1c–E chart again. It allows materials to be compared by values of fracture toughness, M1, by toughness, M2, and by values of the deflection-limited index, M3. As the engineer’s rule of thumb demands, almost all metals have values of K1c that lie above the 15 MPa.m1/2 acceptance level for load-limited design, shown as a horizontal selection line in the figure. Polymers and ceramics do not.
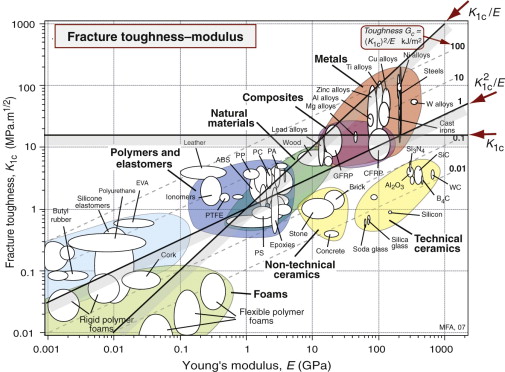
The line showing M2 in Figure 10.4 is placed at the value 1 kJ/m2. Materials with values of M2 greater than this have a degree of shock resistance with which engineers feel comfortable (another rule of thumb). Metals, composites and many polymers qualify; ceramics do not. When we come to deflection-limited design, the picture changes again. The line shows the index M3 = K1c/E at the value 10−3 m1/2. It illustrates why polymers find such wide application: when the design is deflection limited, polymers—particularly nylons (PA), polycarbonate (PC) and ABS—are better than the best metals.
The figure gives further insights. Mechanical engineers’ love of metals (and, more recently, of composites) is inspired not merely by the appeal of their K1c values. Metals are good by all three criteria (K1c, ![]() and K1c/E). Polymers have good values of K1c/E and are acceptable by
and K1c/E). Polymers have good values of K1c/E and are acceptable by ![]() . Ceramics are poor by all three criteria. Herein lie the deeper roots of the engineers’ distrust of ceramics.
. Ceramics are poor by all three criteria. Herein lie the deeper roots of the engineers’ distrust of ceramics.
10.4 Case studies
Forensic fracture mechanics: pressure vessels
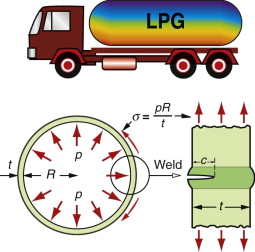
An aerosol can is a pressure vessel. So, too, is a propane gas cylinder, the body of an airliner, the boiler of a power station and the containment of a nuclear reactor. Their function is to contain a gas under pressure—CO2, propane, air, steam. Failure can be catastrophic. Think of the bang something as feeble as a party balloon can make, then multiply it by 1014—yes, really—and you begin to get an idea of what happens when a large pressure vessel explodes. When talking pressure, safety is an issue. Here is an example.
A truck-mounted propane tank (Figure 10.5) was filled, then driven to the driver’s home, where he parked it in the sun and went inside to have lunch, leaving the engine running. As he was drinking his coffee the tank exploded, causing considerable property damage and one death. The tank was made of rolled AISI 1030 steel plate, closed by a longitudinal weld and two domes joined to the rolled plate by girth welds. The failure occurred through the longitudinal weld, causing the tank to burst. Subsequent examination showed that the weld had contained a surface crack of depth 10 mm that had been there for a long time, as indicated by discoloration and by striations showing that it was growing slowly by fatigue each time the tank was emptied and refilled. At first sight it appears that the crack was the direct cause of the failure.
That’s where fracture mechanics comes in. Measurements on a section of the tank wall gave a fracture toughness of 45 MPa.m1/2. The dimensions of the tank are listed in Table 10.1. It was designed for a working pressure of 1.4 MPa, limited at 1.5 MPa by a pressure release valve.
| Maximum design pressure, p | 1.5 MPa |
| Wall thickness, t | 14 mm (thicker at weld) |
| Outer diameter, 2R | 1680 mm |
| Length, L | 3710 mm |
The tensile stress in the wall of a thin-walled cylindrical pressure vessel of radius R and wall thickness t containing a pressure p (Figure 10.5) was given in Chapter 4. With the values listed earlier, the stress in the tank wall is
A plate with a fracture toughness 45 MPa.m1/2 containing a surface crack of depth 10 mm will fail at the stress
This is 2.5 times higher than the stress in the tank wall. The pressure needed to generate this stress is 3.8 MPa—far higher than the safety limit of 1.5 MPa.
At first it appears that the calculations cannot be correct since the tank had a relief valve set at the working pressure, but the discrepancy prompted the investigators to look further. An inspection of the relief valve showed rust and corrosion, rendering it inoperative. Further tests confirmed that heat from the sun and from the exhaust system of the truck raised the temperature of the tank, vaporising the liquefied gas and driving the pressure past the value of 3.8 MPa needed to make the crack propagate. The direct cause of the failure was the jammed pressure release valve. The crack would not have propagated at the normal operating pressure.
That story makes you wonder if there is a way to design such that there is warning before cracks propagate unstably. There is. It is called fail-safe design.
Fail-safe design
If structures are made by welding, it must be assumed that cracks are present. A number of techniques exist for detecting cracks and measuring their length without damaging the component or structure; they are called nondestructive tests (NDT). X-ray imaging is one—alloy wheels for cars are checked in this way. Ultrasonic testing is another—sound waves are reflected by a crack and can be analysed to determine its size. Surface cracks can be revealed with fluorescent dyes. When none of these methods can be used, then proof testing—filling the pressure vessel with water and pressurising it to a level above the planned working pressure—demonstrates that there are no cracks large enough to propagate during service. All these techniques have a resolution limit—a crack size clim below which detection is not possible. They do not demonstrate that the component or structure is crack free, only that there are no cracks larger than the resolution limit.
The first condition, obviously, is to design in such a way that the stresses are everywhere less than that required to make a crack of length clim propagate. Applying this condition gives the allowable pressure:
The largest pressure (for a given R, t and clim) is carried by the material with the greatest value of
—our load-limited index of the last section.But this design is not fail-safe. If the inspection is faulty or if, for some other reason, a crack of length greater than clim appears, catastrophe follows. Greater security is obtained by requiring that the crack will not propagate even if the stress is sufficient to cause general yield—for then the vessel will deform stably in a way that can be detected. This condition, called the yield-before-break criterion, is expressed requiring that the stress to cause fracture (from equation (10.3)) is less than the yield stress σy, giving
Using this criterion, the tolerable crack size, and thus the integrity of the vessel, is maximised by choosing a material with the largest value of

Large pressure vessels cannot always be X-rayed or ultrasonically tested, and proof testing them may be impractical. Further, cracks can grow slowly because of corrosion or cyclic loading, so that a single examination at the beginning of service life is not sufficient. Then safety can be ensured by arranging that a crack just large enough to penetrate both the inner and the outer surface of the vessel is still stable, because the leak caused by the crack can be detected. This condition, called the leak-before-break criterion (Figure 10.6), is achieved by setting 2c = t in equation (10.3), giving
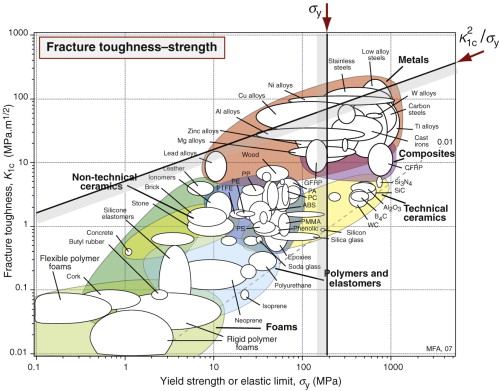
Figure 10.6 Selecting the best materials for leak-before-break design. The additional requirement of high yield strength is also shown. The best choices are the materials in the small area at the top right.
The wall thickness t of the pressure vessel must also contain the pressure p without yielding. From equation (10.7), this means that

Substituting this into the previous equation (with σ = σf) gives
The pressure is carried most safely by the material with the greatest value of

Both M4 and M5 could be made large by making the yield strength of the wall, σy, very small: lead, for instance, has high values of both, but you would not choose it for a pressure vessel. That is because the vessel wall must also be thin, both for economy of material and to keep it light. The thickness of the wall, from equation (10.7), is inversely proportional to the yield strength, σy. Thus, we wish also to maximise
narrowing further the choice of material.
The way to explore these criteria is to use the K1c−σy chart introduced in Chapter 8. The indices M1, M4, M5 and M6 can be plotted onto it as lines of slope 0, 1, 1/2 and as lines that are vertical. Take ‘leak-before-break’ as an example. A diagonal line corresponding to a constant value of M5 = ![]() links materials with equal performance; those above the line are better. The line shown in the figure excludes everything but the toughest steels, copper, nickel and titanium alloys. A second selection line for M6 at σy = 200 MPa narrows the selection further. Exercises at the end of this chapter develop further examples of the use of the others.
links materials with equal performance; those above the line are better. The line shown in the figure excludes everything but the toughest steels, copper, nickel and titanium alloys. A second selection line for M6 at σy = 200 MPa narrows the selection further. Exercises at the end of this chapter develop further examples of the use of the others.
Boiler failures used to be commonplace—there are even songs about it. Now they are rare, though when safety margins are pared to a minimum (rockets) or maintenance is neglected (the propane tank) pressure vessels still occasionally fail. This (relative) success is one of the major contributions of fracture mechanics to engineering practice.
Materials to resist fatigue: con-rods for high-performance engines
The engine of a family car is designed to tolerate speeds up to about 6000 rpm—100 revolutions per second. That of a Formula 1 racing car revs to about three times that. Comparing an F1 engine to that of a family car is like comparing a Rolex watch to an alarm clock, and their cost reflects this: about $200 000 per engine. Performance, here, is everything.
The connecting rods of a high-performance engine are critical components: if one fails the engine self-destructs. Yet to minimise inertial forces and bearing loads, each must weigh as little as possible. This implies the use of light, strong materials, stressed near their limits. When minimising cost not maximising performance is the objective, con-rods are made from cast iron. But here we want performance. What, then, are the best materials for such con-rods?
An F1 engine is not designed to last long—about 30 hours—but 30 hours at around 15 000 rpm means about 3 × 106 cycles of loading and that means high-cycle fatigue. For simplicity, assume that the shaft has a uniform section of area A and length L (Figure 10.7) and that it carries a cyclic load ±F. Its mass is
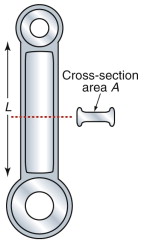
where ρ is the density. The fatigue constraint requires that

where σe is the endurance limit of the material of which the con-rod is made. Using this to eliminate A in equation (10.15) gives an equation for the mass:
containing the material index

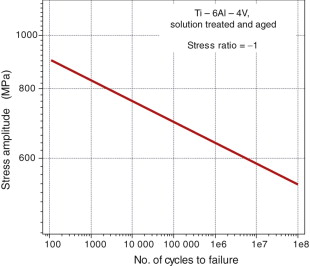
Materials with high values of this index are identified by creating a chart with σe and ρ as axes, applying an additional, standard constraint that the fracture toughness exceeds 15 MPa.m1/2 (Figure 10.8). Materials near the top-left corner are attractive candidates: high-strength magnesium, aluminum and ultra-high-strength steels; best of all are titanium alloys and CFRP. This last material has been identified by others as attractive in this application. To go further we need S–N curves for the most attractive candidates. Figure 10.9 shows such a curve for the most widely used of titanium alloys: the alloy Ti–6Al–4V. The safe stress amplitude at R = −1 for a design life of 2.5 × 106 cycles can be read off: it is 620 MPa.
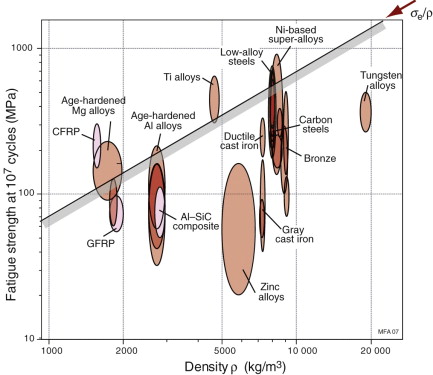
Figure 10.8 Endurance limit and density for high-strength metals and composites. (All materials with K1c < 15 MPa.m1/2 were screened out before making this chart.)
If the selection is repeated using the much larger CES Level 3 database, really exotic materials emerge: aluminum reinforced with SiC, boron or Al2O3 fibres, beryllium alloys and a number of high-performance carbon-reinforced composites. A con-rod made of CFRP sounds a difficult thing to make, but at least three prototypes have been made and tested. They use a compression strut (a CFRP tube) with an outer wrapping of filament-wound fibres to attach the bearing housings (made of titanium or aluminum) to the ends of the strut.
Rail cracking
At 12.23 p.m. on 7 October 2000, the 12.10 express from King’s Cross (London) to Leeds (in the north of England) entered a curve just outside Hatfield at 115 mph—the maximum permitted for that stretch of line—and left the track. Four people died. More are killed on British roads every day, but the event brought much of the railway system, and through this, the country, to a near halt. It was clear almost immediately that poor maintenance and neglect had allowed cracks to develop in much of the country’s track; it was an extreme case of this cracking that caused the crash.
Rail-head cracking is no surprise—rails are replaced regularly for that reason. The cracks develop because of the extreme contact stresses—up to 1 GPa—at the point where the wheels contact the rail (Figure 10.10(a)). This deforms the rail surface, and because the driving wheels also exert a shear traction, the steel surface is smeared in a direction opposite to that of the motion of the train, creating a very heavily sheared surface layer. Cracks nucleate in this layer after about 60 000 load cycles, and because of the shearing they lie nearly parallel to the surface, as in Figure 10.10(b). The deformation puts the top of the rail into compression, balanced by tension in the main web. Welded rails are also pretensioned to compensate for thermal expansion on a hot day, so this internal stress adds to the pretension that was already there.
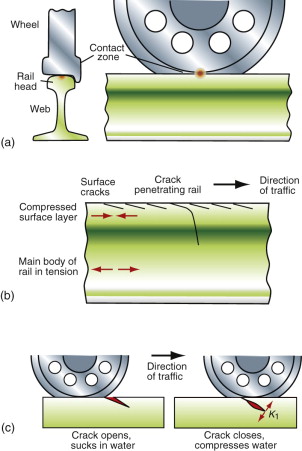
Figure 10.10 Rail cracking. (a) The rolling contact. (b) The surface cracks, one of which has penetrated the part of the rail that is in tension. (c) The mechanism by which the crack advances.
The mystery is how these harmless surface cracks continue to grow when the stress in the rail head is compressive. One strange observation gives a clue: it is that the cracks propagate much faster when the rails are wet than when they are dry—as they remain in tunnels, for instance. Research following the Hatfield crash finally revealed the mechanism, illustrated in Figure 10.10(c). As a wheel approaches, a surface crack is forced open. If the rail is wet, water (shown in red) is drawn in. As the wheel passes the mouth of the crack, it is forced shut, trapping the water, which is compressed to a high pressure. Figure 10.2 lists the stress intensity of a crack containing an internal pressure p:
So although the rail head is compressed, at the tip of the crack there is tension—enough to drive the crack forward. The crack inches forward and downward, driven by this hydraulic pressure, and in doing so it grows out of the compression field of the head of the rail and into the tensile field of the web. It is at this point that it suddenly propagates, fracturing the rail.
The answer—looking at equation (10.17)—is to make sure the surface cracks do not get too long; K1 for a short pressurised crack is small, for a long one it is large. Proper rail maintenance involves regularly grinding the top surface of the track to remove the cracks, and when this has caused significant loss of section, replacing the rails altogether.
Fatigue crack growth: living with cracks
The crack in the LPG tank of the earlier case study showed evidence of striations: ripples marking the successive positions of the crack front as it slowly advanced, driven by the cyclic pressurising of the tank. The cause of the explosion was over-pressure caused by poor maintenance, but suppose maintenance had been good and no over-pressure had occurred. How long would it have lasted before fatigue grew the crack to an unstable size? We calculate this size, c*, by inverting equation (10.3):
With K1c = 45 MPa.m1/2, σ = 90 MPa and Y = 1, the answer is c* = 80 mm. How long will it take to grow that big? A week? A month? Twenty years?
This sort of question arises in assessing the safety of large plant that (because of welds) must be assumed to contain cracks: the casing of steam turbines, chemical engineering equipment, boilers and pipe-work. The cost of replacement of a large turbine casing is considerable and there is associated down-time. It does not make sense to take it out of service if, despite the crack, it is perfectly safe.
Fatigue crack growth was described in Chapter 9. Its rate is described by the equation
in which the cyclic stress intensity range, ΔK, is
Inserting this into equation (10.19) gives
The residual life, NR, is found by integrating this between c = ci (the initial crack length) and c = c*, the value at which fast fracture will occur:
We shall suppose the steel of which the tank is made has a crack-growth exponent m = 4 and a value of A = 2.5 × 10−6 when Δσ is in MPa. Taking the initial crack length as 10 mm, the integral gives

Assuming that the tank is pressurised once per day, it will last forever.
The calculation illustrates how life-limited fatigue crack growth is calculated. It ignored the fact that the tank wall was only 12 mm thick. The crack will penetrate the wall, releasing propane and revealing its presence, long before it is 80 mm long. In this sense, the tank is fail-safe provided the stress amplitude does not exceed 1.5 MPa.
Designing for fracture
Manufacturers who distribute their products packaged in toughened envelopes, sheathed in plastic, or contained in aluminum or steel cans, need to design the containment so that the purchaser can get at the contents. As you will know, not all do—even getting the wrapper off a newly purchased CD is a pain. And there is a more serious dimension. Producers of foods, drugs, chemicals, even washing powder, now package their products in ‘break to access’ packaging so that the purchaser knows that it has not been tampered with. How do you arrange protection and yet enable fracture? One part of the answer is to choose the right material; the other is to provide stress concentrations to focus stress on the break-lines or to use adhesives that have high shear strength but low peel resistance.
Start with material: materials with low ductility, in thin sheets, tear easily. If ‘opening’ means pulling in such a way as to tear (as it often does), then the first step is a to choose a material with adequate stiffness, strength and durability, but low ductility. The lids of top-opening drink cans are made of a different alloy than the can itself for exactly this reason.
Next, stress concentration. This means reducing the section by grooving or serrating the package locally along the line where tearing is wanted. Toilet paper, as we all know, hardly ever tears along the perforations, but it was the right idea. A sardine can is made of low-ductility aluminum alloy with a groove with a sharp radius of curvature along the tear line to provide a stress concentration factor (Chapter 7) of
where c is the groove depth and ρ its root radius and the factor (1/2) appears because the loading is shear rather than tension. A 0.2 mm groove with root radius of 0.02 mm gives a local stress that is 2.5 times higher than that elsewhere, localising the tearing at the groove.
The peel-strip of a CD wrapper is not a groove; it is an additional thicker strip. How does this apparent reinforcement make it easier to tear open the package? Figure 7.7 provides the answer: it is because any sudden change of section concentrates stress. If the strip thickness is c and the radius where it joins the wrapping is ρ, the stress concentration is still given by equation (10.22).
The alternative to tearing is adhesive peeling. Figure 10.11 shows an adhesive joint before and during peeling. The adhesive has shear strength ![]() and toughness
and toughness ![]() . Adhesively bonded packaging must accept in-plane tension, since to protect the content it must support the mass of its contents and handling loads. The in-plane pull force Ft that the joint can carry without failing is
. Adhesively bonded packaging must accept in-plane tension, since to protect the content it must support the mass of its contents and handling loads. The in-plane pull force Ft that the joint can carry without failing is
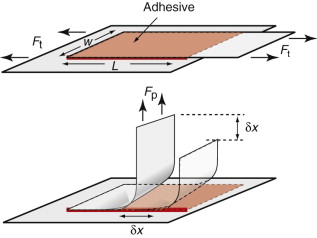
where A = wL is the area of the bonded surface. To open it, a peel force Fp is applied. The lower part of Figure 10.11 shows how Fp does work when the joint is peeled back by a distance δx, creating new surface of area wδx. This requires and energy ![]() wδx (since
wδx (since ![]() , the toughness, is the energy to create unit area of new surface). The work done by Fp must provide this energy, giving
, the toughness, is the energy to create unit area of new surface). The work done by Fp must provide this energy, giving
Thus, Fp = w![]() The ratio of the peel force to the tensile force is
The ratio of the peel force to the tensile force is

Adhesive joints are designed to have a particular value for this ratio. The choice of adhesive sets the values of ![]() and
and ![]() , allowing the length L to be chosen to give tensile strength with ease of peeling.
, allowing the length L to be chosen to give tensile strength with ease of peeling.
10.5 Summary and conclusions
Elastic deformation is recoverable. Plastic deformation is gradual and detectable before really bad things happen. Failure by fast fracture is none of these. It has been the cause of many great engineering disasters: collapsed bridges, burst boilers, rail accidents, aircraft crashes.
A component will fail by fast fracture if the stress intensity K1 at any crack-like defect it contains exceeds the fracture toughness K1c of the material of which it is made. The understanding of fast fracture and the development of design methods to deal with it are relatively new—before 1950 little was known. Both are now on a solid basis. This chapter introduced them, describing the ways in which K1 is calculated, how K1c is measured and the various scenarios in which it is relevant. It ended with examples of their application.
Much the same is true of failure by fatigue. A seemingly healthy component, one that has served its purpose well, fails without warning because an initially small and harmless crack has grown until it reached the size at which fast fracture takes over. Small components may, initially, be crack free, but cyclic loading can lead to crack nucleation and subsequent growth; design is then based on the S–N curve of the material. Larger structures, particularly those that are welded, cannot be assumed to be crack free; then the life is estimated from the predicted rate of crack growth, integrating it to find the number of cycles to grow the crack to a dangerous size.
Fracture, however, is not always bad. Enabling fracture allows you to get at the contents of shrink-wrapped packages, access food and drugs in tamper-proof containers and at drinks in pop-top cans. Here the trick is to design-in stress concentrations that create locally high stresses along the desired fracture path, and to choose a material with adequate strength but low ductility.
Broek D. Elementary Engineering Fracture Mechanics 3rd ed 1981 Martinus Nijhoff Boston, USA ISBN 90-247-2580-1. (A standard, well-documented introduction to the intricacies of fracture mechanics.)
Ewalds H.L., Wanhill R.J.H. Fracture Mechanics 1984 Edward Arnold London, UK ISBN 0-7131-3515-8. (An introduction to fracture mechanics and testing for both static and cyclic loading.)
Hertzberg R.W. Deformation and Fracture of Engineering Materials 3rd ed. 1989 Wiley New York, USA ISBN 0-471-63589-8. (A readable and detailed coverage of deformation, fracture and fatigue.)
Hudson C.M., Rich T.P., editors Case Histories Involving Fatigue and Fracture Mechanics 1986 ASTM STP 918 American Society for Testing and Materials, USA ISBN 0-8031-0485-5. (A compilation of case studies of fatigue failures, many of them disastrous, analysing what went wrong.)
Suresh S. Fatigue of Materials 2nd ed. 1998 Cambridge University Press Cambridge, UK ISBN 0-521-57847-7. (The place to start for an authoritative introduction to the materials science of fatigue in both ductile and brittle materials, with case studies.)
Tada H., Paris G., Irwin G.R. The Stress Analysis of Cracks Handbook 3rd ed 2000 ISBN 1-86058-304-0. (A comprehensive catalog of stress intensity factors for a great range of geometries and modes of loading.)
10.7 Exercises
- Exercise E10.1 Supersonic wind tunnels store air under high pressure in cylindrical pressure vessels—the pressure, when released, produces hypersonic rates of flow. The pressure vessels are routinely proof tested to ensure that they are safe. If such a cylinder, of diameter 400 mm and wall thickness 20 mm, made of a steel with a fracture toughness of 42 MPa.m1/2, survives a proof test to 40 MPa (400 atmospheres), what is the length of the largest crack it might contain?
- Exercise E10.2 You are asked to select a polymer to make a flexible coupling. The polymer must have a modulus greater than 2 GPa. The objective is to maximise the available flexure without fracture. Use the chart of Figure 10.4 to identify two good choices to meet these requirements. Are there any metals that are as good?
- Exercise E10.3 Crash barriers like car fenders must absorb energy without total fracture. The most effective are those that deform plastically, absorbing energy in plastic work, but they are not reusable. Fenders that remain elastic spring back after impact. For practical reasons the material must have a modulus greater than 10 GPa. Use the chart of Figure 10.4 to find nonmetallic materials for elastic fenders, assuming that the overriding consideration is that the displacement before fracture is as great as possible (the constraint on modulus ensures that it absorbs enough energy).
- Exercise E10.4 Materials with high toughness Gc generally have high modulus. Sometimes, however, the need is for high toughness with low modulus, so that the component has some flexibility. Use the chart of Figure 10.4 to find the material (from among those on the chart) that has a modulus less than 0.5 GPa and the highest toughness Gc. List applications of this material that you can think of that exploit this combination of properties.
- Exercise E10.5 If you want to support a precision optical system (laser metrology equipment, for instance) on a stable platform, you put it on a granite slab supported on end plinths to bring it to working height. (Granite can be ground to a flat surface and is thermally very stable and hard wearing.) The granite chosen for one such table has a fracture toughness of 0.9 MPa.m1/2 and is known, from NDT procedures, to contain internal cracks up to 5 mm in length. If the table is 2 m long and 1 m deep, simply supported at its ends and must carry a uniformly distributed load of 2000 N on its upper surface (as in Figure 7.2 of the text), what is the minimum thickness the slab must have? Include the self-weight of the slab in the analysis. Assume that at least one of the cracks will lie in the part of the beam that carries the highest tensile stress—that is, at the lower surface (the density of granite is 2700 kg/m3).
Exercise E10.6 The figure below shows, in (a), a cylindrical tie-rod with diameter 20 mm. The plan is to use it to carry a cyclic load with a stress range ±200 kN. The figure also shows the S–N curve of the material of which it is to be made. Will it survive without failure for at least 105 cycles?
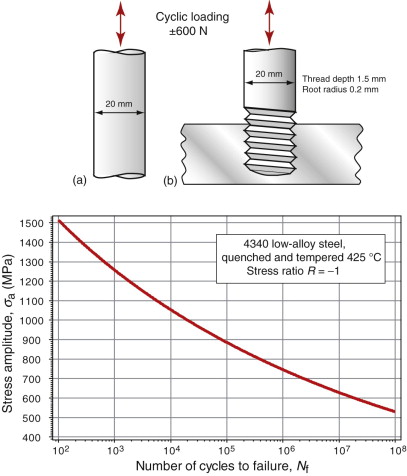
- Exercise E10.7 The component of the previous exercise was made and tested. It failed in less than 105 cycles. A post-mortem revealed that it had fractured at the root of a threaded end, shown in (b) in the figure. The threads have a depth of 1.5 mm and a root radius of 0.2 mm. Given this additional information, how many cycles would you expect it to survive?
- Exercise E10.8 An adhesive has a toughness Gc = 100 J/m2 and a shear strength σs = 0.1 MPa. What must the dimensions of the bonded area of a lap-joint be if it is to carry an in-plane tensile Ft of 100 N but allow peeling at a force Fp of = 5 N?
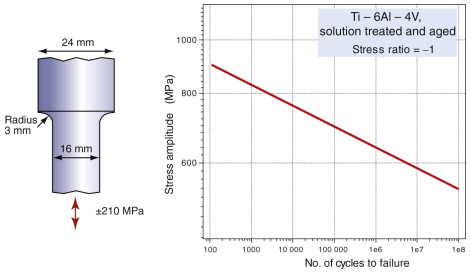
- Exercise E10.9 The figure below shows a component made from the high-strength aerospace alloy Ti–6Al–4V. It will be loaded cyclically at a nominal stress range of ±210 MPa. How long will it last?
10.8 Exploring design with CES (use Level 2, Materials, for all selections)
Exercise E10.10 Use the ‘Search’ facility in CES to find materials that are used for:
- Exercise E10.11 You are asked, as in Exercise E10.2, to select a polymer to make a flexible coupling. The polymer must have a modulus E greater than 2 GPa. The objective is to maximise the available flexure without fracture, and that means materials with high K1c/E. Use a ‘Limit’ stage to impose the constraint on E, then use a ‘Graph’ stage to make a chart for K1c and E, put on an appropriate selection line and move it until only three materials remain in the Results window. What are they? Rank them by price.
- Exercise E10.12 You are asked to recommend materials that have yield strength above 500 MPa and perform best in a design based on the leak-before-break criterion. Construct an appropriate limit stage and chart, put on the necessary selection line and list the three materials you would recommend.
- Exercise E10.13 Repeat the previous selection, applying instead a yield-before-break selection criterion.
- Exercise E10.14 A material is sought for a high-performance con-rod, requiring that the index has a high value of the index σe/ρ, where σe is the endurance limit (the fatigue strength at 107 cycles). It must have enough toughness to tolerate stress concentrations, requiring that K1c > 15 MPa.m1/2. Make the appropriate selection stages and list the three materials that best meet the criteria.