
Automation and robotics for bulk sorting in the food industry
G. Hamid, B. Deefholts, N. Reynolds, D. McCambridge, K. Mason-Palmer and C. Briggs, Buhler Sortex Limited, UK
Abstract:
This chapter describes the use of optical sorting machines in the bulk food industry for ensuring food safety and food quality. The chapter describes recent technological innovations and the drivers behind these innovations. Case study examples are included from the rice, grain, nut, fruit and vegetable sectors. The chapter ends by highlighting the challenge of sustainable intensification of global agriculture that will drive future innovations in optical sorting for the bulk food industry.
11.1 Introduction
The primary role of sorting is to control product quality. The sorting of food commodities such as rice requires the processing of many tonnes per hour (t/h) in a continuous round the clock operation. The sorting of such vast quantities on a commercial scale is made feasible using an automated technique known as optical sorting. Over the past few years there have been a series of step changes in the performance of optical sorting machines. This chapter contains a description of the recent technological innovations in optical sorting as well as the drivers that motivated these changes and some example case studies of the resulting benefits to the food industry.
In the context of optical sorting, the quality of the food stream is defined in terms of maximum permissible levels for different categories of defects. An optical sorting machine automatically identifies these defects and removes them from the product stream. The categories of defects include gross contaminants such as glass, stones, insects, pieces of shell, rotten product or extraneous vegetable matter, and more subtle contaminants such as blemished, discoloured or misshaped pieces of product. For the gross contaminants that are hazardous to health a zero tolerance is usually applied, that is, all such defects have to be removed. For the more subtle defects the aim is to remove a sufficient percentage such that the food stream meets a required grade or quality standard.
Optical sorting machines use either cameras or lasers for the identification of defects and typically use air ejectors for the removal of the unwanted items. Optical sorting is well suited to the food industry because most defects can be identified by visual appearance. Furthermore, both optical sensors and air ejectors are non-contact (i.e. hygienic) and enable high rates of processing (i.e. high capacity).
Optical sorting is a mature technology (Bee and Honeywood, 2002, 2007). In the early 1930s, E. H. Bickley invented an optical sorter in the USA for sorting beans (Eisinger, 1999). Bickney’s own company continued to improve the sorter for the next 30 years, adapting it to sort rice, peanuts and even ball bearings. Meanwhile in the UK, another company founded in 1947 and now known as Buhler Sortex Ltd was developing its own solution to automate the laborious process of hand-sorting seeds. Today, Buhler Sortex Ltd designs and manufactures optical sorting machines for sorting a diverse range of commodities, including rice, grain, pulses, coffee, nuts, fruit and vegetables. Recently there have been a number of technological advances in optical sorting. Many of these advances have been made possible by the transfer of technology from other industries, but the drivers for all these advances have come directly from the specific requirements of the food industry.
The layout of the rest of this chapter is as follows: Section 11.2 comprises an overview of the basic principles of operation of an optical sorting machine. Section 11.3 lists the requirements of the bulk food industry that have in the past motivated advances in optical sorting – and continue to do so. Section 11.4 contains a description of recent technological innovations in optical sorting and Section 11.5 illustrates the benefits to the food industry of these recent innovations with a number of example case studies. Finally, in Section 11.6, we attempt to identify some trends in the food industry that will drive innovations in optical sorting in the future.
11.2 Principles of operation
This section contains a description of the basic principles of operation of an optical sorting machine.
11.2.1 Overview
There is a wide variety of optical sorting machines. Figures 11.1 and 11.2 are photographs of two different types of optical sorters designed for two different sectors of the food industry. Even though these two machines look radically different they share the same basic principles of operation, which indeed apply to all optical sorting machines. An optical sorting machine consists of four principal systems: a feed mechanism, an optical system, an image processor and an ejection system. This section contains a description of these four systems, using the example of the SORTEX Z + machine shown in Fig. 11.1 and the accompanying schematic layout shown in Fig. 11.3.



Fig. 11.3 A schematic diagram of the main components of the machine shown in Fig. 11.1.
11.2.2 Feed mechanism
The product stream of food passes through the machine in a continuous flow. The purpose of the feed mechanism is to present this product stream in a uniform manner past the optical system and then past the ejection system. The flow must be uniform both in the distribution of product and in the velocity of the product. A uniform distribution of product minimises the clumping and overlapping of the items of food. This is necessary because the optical system cannot detect defects that are occluded by overlapping items of product. Moreover, excessive clumping results in too much good product being inadvertently rejected with the defects.
A uniform velocity of product is required because the timing of the ejection system is set as a constant delay after the time the product has passed the line of sight of the inspection system. In the schematic diagram shown in Fig. 11.3 the feed mechanism comprises an input hopper, an in-feed vibrator and a chute. The product is loaded into the hopper and the in-feed vibrator shakes the product onto the chute. The product stream accelerates down the chute under gravity. After the product stream has left the end of the chute it passes through the line of sight of the optical system and then past the line of fire of the ejection system.
There are many alternatives to this gravity-fed chute feed mechanism. For example, optical sorting machines for wet products often comprise a conveyer instead of a chute.
11.2.3 Optical systems
Some optical sorting machines inspect the product as it is being carried by the feed mechanism. However, it is more usual to inspect the product stream after it has left the feed mechanism and is flying through the air. The advantage of inspecting the product in free flight is that the product can be inspected from two sides. Figure 11.3 illustrates an optical system with cameras that view the product from both the front (top side of the product) and the rear (underside of the product). The optical system is housed within one or more optical boxes with the cameras and lighting located behind toughened glass windows. The product stream does not come into contact with any part of the optical box.
The purpose of the optical system is to capture one or more images of every item in the product stream and to ensure that each item is imaged in a similar manner, avoiding variations in illumination, shading or occlusion. These images are transmitted to the image processor. Optical sorting covers inspection systems that capture images using single or multiple parts of the light spectrum including infrared (IR) and ultra-violet (UV) wavelengths. The basic principle is to illuminate the product stream with light and capture an image of the reflected and/or transmitted light from each item. The optical system is usually characterised in terms of the wavelengths of light to which it is sensitive and the spatial resolution of the image sensor. The sorter shown in Fig. 11.1 uses a mix of fluorescent tubes and incandescent lamps for the foreground lighting to illuminate the product stream. The product is usually viewed against a background of known appearance, such as a white background. In optical sorting it is common to use line-scan cameras which capture images by concatenating successive single line images of the product stream. This approach avoids any synchronisation issues that arise with using area-based cameras. Common types of illumination include fluorescent tubes, metal halide lamps, light emitting diodes (LEDs) and lasers.
11.2.4 Image processor
The role of the image processor is to identify the location of the defects from the image data and to output this information to the ejection system. A high rate of processing image data is required in order to detect the defects in a time period less than that taken for the product stream to travel between the cameras and the ejectors. This time delay is typically a few milliseconds. The image processor encodes the sorting criteria (algorithms) of the optical sorter. The image processor is typically implemented in specialised hardware, such as Digital Signal Processor (DSP) or Field Programmable Gate Array (FPGA) chips. The image processor usually includes some parameters (settings) that are adjusted by the operator via a Graphical User Interface (GUI). This GUI is typically a touch screen display.
11.2.5 Ejection system
The role of the ejection system is to separate the unwanted items from good product. As mentioned above, the ejection is typically performed while the product is in free fall; accept items are allowed to continue along their normal trajectory, whereas the defects are deflected into a separate reject stream. Precise aiming and timing of the ejectors is required to minimise the loss of good product inadvertently rejected while removing the defects. In Fig. 11.3, the ejection mechanism consists of an array of ejectors arranged side by side across the width of the machine (only one ejection shown in cross-section) and two separate receptacles for the accept and reject streams. Each ejector can be fired independently, emitting a short burst of compressed air through a nozzle of roughly 5 mm diameter. For small products, such as rice, the firing of one or two neighbouring ejectors is sufficient to remove a single defect. For larger items, such as carrot slices, multiple ejectors are fired simultaneously across the width of the machine to ensure that the unwanted items are removed. For very large items, such as potatoes, alternative ejection systems such as flaps (flippers) are used to deflect the defects.
11.3 Requirements
The main requirements for optical sorting for the bulk food industry are high capacity, high efficiency and high yield. A prerequisite is that an optical sorting machine must be fit for purpose in situ in the food processing line. The environmental conditions of bulk food processing lines are varied, often extreme, and in some cases hazardous.
The design of a sorting machine and its installation in the line must be well suited to the nature of the product stream. In any installation, the machine must minimise damage to the product. The individual items of food require the appropriate mechanical handling. In addition, the machine must be sufficiently robust to the nature of a continuous bulk flow of the product stream, whether wet, abrasive or high oil content.
A requirement for the bulk food industry is high capacity. The trend in the industry has always been for increased capacity, so that each new generation of machines has greater throughput of product for the same footprint. The capacity of a sorting machine is typically measured in t/h. In addition, any new technology should be more efficient and increase the yield of the food processing line. In terms of optical sorting, efficiency is measured by the percentage of defects removed from the food stream. For example, if the contamination of defects within the food stream at the input to the sorter is 2% and the contamination of defects remaining in the final accept stream at the output of the sorter is 0.2% then the overall sorting efficiency is 90%. The yield is the net output of the machine and is often expressed as a percentage by mass. For example the output stream maybe 96% of the input stream, that is, 4% of the input has been rejected.
Another useful measure of the performance of a sorting machine is the reject ratio. The reject ratio is a simple measure of what is being rejected by the sorter. It follows the adage of assessing a process by looking at what is being thrown away. The reject ratio is the ratio of the number of good items to the number of defects in the reject stream. In practice, the reject ratio is estimated from counts of the numbers of good and defect items that have been rejected. In the above example, a rough estimate of the reject ratio would be one good item of product to each defect. This rough estimate is based on the assumption that all the defects have been removed (2% of input) and so comprising half the reject stream (4% of input).
The requirements of capacity, efficiency and yield are all inter-related. In most sorting applications one can be traded against the other two. For example, decreasing the capacity will tend to increase the efficiency and yield, whereas decreasing the efficiency while keeping the capacity constant will increase the yield. Hence, the net benefit of an innovation in optical sorting should be measured by looking at the complete picture of capacity, efficiency and yield achieved in situ in the food processing line. Another main driver is cost innovation (Zeng and Williamson, 2007), that is innovation that maintains or improves the machine quality but also reduces the machine cost or cost of ownership.
There are, of course, some innovations that cannot be measured directly in these terms, such as ease of use or noise reduction. But as a general rule, capacity, efficiency, yield and cost are the main drivers for innovation of optical sorting machines for the food industry.
11.4 Recent advances in technology
The basic principles of optical sorting machines have remained the same over the years but the performance in terms of efficiency, yield and capacity has undergone a number of step changes. This section highlights a number of advances in technology that have enabled recent increases in performance.
11.4.1 New materials
Advances in thermoplastic materials are providing opportunities for manufacturers to increase product life and recyclability without necessarily increasing product cost. Advances in material science have been used to increase both the speed of response and the lifetime of the air ejectors. New surface conversion processes and material coatings are improving the resilience of machine components to the erosion and the corrosion commonly seen within the food industry. In the future nano-technology will become more important, with the creation of adaptive surface coatings that can be modified to improve feed mechanism or be formulated to reduce friction and reduce wear. One such area is the utilisation of carbon nano-tubes to form a virtually friction free surface; although there are potential health issues, linked to nano-particle size, that must be considered.
11.4.2 Advances in sensors
The sensors of the first optical sorting machines were single photoelectric cells. Today, the typical sensor inside the camera of an optical sorting machine is a high resolution line-scan CCD array. The resolution of the cameras has been steadily increasing, enabling the detection of finer and finer spot defects. One of the major advances in sensing technology for the detection of defects is the use of IR. IR for optical sorting is not new. The first IR sorts were restricted to the near infrared (NIR), which is 700–1000 nm. However, Indium Gallium Arsenide (InGaAs) technology recently introduced for optical sorting, which was originally devised for space and military applications, has far superior performance. This superior performance derives from the extension of the wavelengths of IR into the short wave range, which is 1000–1700 nm. It is common to use the term SWIR to distinguish short wave IR from near infrared. Another benefit of InGaAs technology is the faster sensor response, which enables higher resolution sensors. Furthermore the original IR sensors were monochromatic, that is sensitive to just one band of IR wavelengths. Today optical sorting machines employ a technique known as bichromatic SWIR.
11.4.3 Advances in data processing
The electronics industry continues to develop bigger and faster integrated circuits (chips). The specialised hardware of the image processor is typically realised in high performance DSP chips or FPGA chips. The amount of computational processing power available within each new generation of chips has continued to increase exponentially in accordance with Moore’s law. This increase in computational power has enabled the realisation of progressively more sophisticated algorithms in optical sorting machines for the detection of defects. In the rice sector, this increased computational power is used to implement multiple algorithms with each algorithm tailored specifically to the detection of a particular type of defect, such as peck (insect bite) defects or discoloured yellow grains. In the nut, fruit and vegetable sectors, this increased computational power has enabled significant improvements with the increasing sophistication of the shape sorting algorithms. Shape sorting is the sorting of product according to the shape of the individual product pieces. One example of these enhanced shape sorting algorithms is a new feature of the image processor to automatically separate a cluster of touching product. Figure 11.4a and 11.4b illustrate the basic concept. Figure 11.4a contains the silhouette (outline) of a clump of touching beans. This is the image captured by the camera of an optical sorting machine. In this figure the colour information has not been shown so that only the silhouette (or shape) of the object is displayed. Note that the beans are touching as they pass the line of sight of the cameras and so are perceived as one larger clump. Figure 11.4b shows the same image after applying an algorithm known as object separation to the image data. In Fig. 11.4b, automatic cuts have been made to the image, separating the individual product pieces. The advantage of object separation is that it allows both the sorting by shape of the individual objects even when the objects are touching and greater precision in aiming the ejectors at individual items rather than removing a whole clump of product.

Fig. 11.4 (a) The silhouette of a clump of beans. (b) The result of applying object separation to the image shown in Fig. 11.4a.
11.5 Current applications
This section provides a further illustration of recent advances in the performance of optical sorting machines. In this section the emphasis is on applications rather than on the specific technology per se. The section is organised in three subsections with examples from the grain, nut and fruit and vegetable sectors of the food industry.
11.5.1 Grain
Rice was the first grain that was colour sorted commercially; it is still the largest market for optical sorting machines. Figure 11.5 shows an installation of six optical sorting machines in a rice mill. The majority of rice is colour sorted after milling when the bran layer has been removed and the surface of the grain has been polished. The major colours that are considered defects are yellow grains, peck (insect damaged grains that have a black or brown spot), chalky kernels, under milled grains, paddy and mud balls. Sorters are also used to sort brown rice (un-milled rice) to remove green immature grains, dark defects and some foreign material such as mud balls or weed seeds that may be in the product. Most exporting countries have standards for different grades of rice and these are largely based on the grades published by the USDA (2009). In several countries, rice which has been colour sorted to a specified standard is classed as ‘sortexed’ rice and it is normal for a higher price to apply to that rice.

The product going into a rice colour sorter will typically have a defect level in the range of between 2% and 5%. In order to increase the capacity of the sorter it is normal practice to run the rice through a first pass at a higher capacity than would allow single grains to be rejected, at settings that provide an acceptable product that meets the required standard. The rejected grains from this first pass sort are then reprocessed on another part of the same sorter running at a lower capacity and so with better separation of the rice grains. This ‘re-sorting’ improves the yield; a typical reject ratio at the reject output of the second pass is at least two defective grains for each good grain rejected. It is now becoming common practice to sort the reject from this second pass to reclaim the good grains. The input to this third pass comprises more defect grains than good grains; hence it is more efficient to separate the good grains from the defect grains by aiming the ejectors at the good grains – a technique known as reverse sorting. The layout of this three pass sort is shown in Fig. 11.6. Using these techniques a very high quality of accept product is provided while producing a reject with a ratio of at least ten bad grains for each good grain removed. Figure 11.7a, 11.7b and 11.7c show samples taken from sorting rice at the input, accept and final reject, respectively.


Fig. 11.7 (a) Sample of input to rice sort. (b) Sample of accept from rice sort. (c) Sample of reject from rice sort.
The trend in the rice milling industry is for larger milling and reprocessing lines. This demand has lead to an increase in capacity for colour sorters from roughly 3 t/h in the early 1980s to sorters with capacities of 15 t/h today. This has been achieved through a combination of advances, including: improvements in detector technology; faster valves used in the air ejectors for removing the defect grains; improvements in sorting algorithms and also in improvements in the feeding systems for providing a more uniform distribution of the grains past the optical system. A rice sorter today, typically having cameras viewing grains from two sides and over a width of 30 cm, will view approximately 50 000 grains of rice every second. The first colour sorters for rice were adopted by millers in the USA, Europe and then Japan but in the 1980s the practice was also adopted by millers in Thailand and India, mainly for exported rice, which attracted a premium price if colour sorted. Today in countries such as India and China many of the sorters are now used to process rice for the domestic market as well as for the export market. This has seen a huge growth in the number of sorters being used worldwide.
Sorters have also been used for sorting wheat and rye particularly in speciality applications. It has been common to sort rye to remove ergot and to sort wheat that would be used for breakfast cereals or similar applications, but the low capacity of sorters had previously prevented their widespread use in the cleaning sections of flour mills. Traditionally, wheat is processed through a cleaning section through a number of different mechanical cleaners, each optimised for a different type of defect, to remove foreign seeds and diseased grains before milling into flour. Increasingly stringent food regulations governing the safety and quality of end products, together with the increased capacity and reliability of colour sorters, has led to their adoption in the cleaning sections of European flour mills. This has normally resulted in a reduction of operational costs because of lower energy consumption, together with an increased yield through lower wastage. Figure 11.8 shows some typical examples of defect categories found in wheat.

Optical sorters have several advantages over their mechanical alternatives: they use less energy, they need less adjustment if the physical properties of wheat change slightly, and they can leave in broken wheat grains if desired while removing weed seeds to give an increase of yield. The defect levels in wheat are lower than those in rice. Modern sorters, similar to the machines used for rice, will have capacities of over 30 t/h when sorting wheat.
Another area that is being addressed by the latest colour sorters is the need to meet regulatory requirements demanded by the harsh, dusty environments in some wheat applications. These require the sorters to be certified for operation in a hazardous location (HAZLOC) or in an area with an explosive atmosphere (ATEX).
11.5.2 Nut sector
This section contains case studies of two high-value dry commodities, namely almonds and walnuts.
Almonds
The almond has one of the largest production levels in the nut sector, with an annual harvest greater than 800 000 t. The cleaning of almonds consists of the following stages: hulling, shelling, screening, aspiration, de-stoning and colour sorting. In the past sorting was predominantly a manual task involving large teams of hand pickers to remove the most obvious defects such as dark, rotten, pieces of shell, hull and foreign material. With an ever growing market hand picking alone became too costly and time consuming an exercise. The introduction of optical sorters revolutionised the industry by allowing high rates of production to be achieved with only a few hand pickers giving the final check before the product was shipped. As the market grew, so did the demand for safer, cleaner, contamination free product. The older optical sorting machines, although good at removing the obvious defects, began to fall short of the new demands for removing the more difficult to detect defects such as curly hull, in-shell and hard shell, as shown in Fig. 11.9.

Fig. 11.9 Examples of good almonds and defects for an almond sorting application. (a) good almonds, (b) hull pieces, (c) in-shell and (d) hard shell.
The introduction of IR sensors began to improve the detection of the more difficult to remove defects. The first had capacities of 500 kg/h and could usually clean the product to 98–99% leaving hand pickers to remove the last 1–2%. As production continued to increase and labour costs spiralled upwards the demand for faster and more accurate machines followed suit. The latest multi channel optical sorting machines are capable of sorting at capacities of 6–8 t/h. This increase in capacity also required faster and more accurate ejection systems so that a high yield could be maintained (ejectors with a slow response tend to remove unacceptable amounts of good product). Advances in the ejection system have produced ejectors with a response time of around 100 μs. These new ejectors are able to remove defects with a greater accuracy reducing the loss of good product. In addition, the introduction of indium gallium arsenide (InGaAs) sensor technology and shape sorting technology has greatly improved the efficiency of detection of defects.
Walnuts
Walnuts, like many tree nuts come with an outer skin (hull) that has to be removed to gain access to the shell and then in turn the meat of the nut inside. The process required to gain access to the nut kernel involves large de-hulling, shelling (cracking), flotation tanks and high-pressure-water cleaning equipment. The nuts are passed through flotation tanks to remove any heavy orchard debris such as stones and mud ball. After this process the nuts are then passed through the hullers. The huller usually consists of a large flat conveying bed with hard brushes and knives plus plenty of water. The nuts enter one end of the equipment and are carried on a belt between brushes and knives to pull off the hull. After this process the walnuts are then passed over an agitator with high pressure wash systems to remove any remaining hull and membrane. Walnuts are sold either in-shell or with the shell removed. Removing the shell on a commercial scale has its pitfalls because the main value is in walnut halves and during the cracking process many of the nuts become broken leaving a sizable amount of product that can be between 2 and 15 mm in size. Regardless of size all of the product will contain a certain amount of shell and membrane (defects) that needs to be removed. Figure 11.10 shows examples of good walnut kernels and typical defects.

Optical sorting machines using a combination of visible and InGaAs technology are able to identify pieces of shell that still remain in the product after all of the mechanical processes. This shell and membrane is removed efficiently with good product being cleaned to 99.8% in one pass on pieces as small as three millimetres. As with many nut products the kernels (and even pieces of kernels) are of high value so it is important to minimise the loss of good product. This is achieved by re-sorting the product rejected from the first pass sort. This resorted product stream contains more defects than good product so it is more efficient to aim the ejectors at the good product – this technique is known as the reverse sorting. The net result is a very concentrated final reject and an accept stream of both high quality and high yield.
11.5.3 Fruit and vegetables
This section contains case studies from the fruit and vegetable sectors.
Fruit and vegetables are coming under increasingly stringent food regulations that insist on clean and safe quality food for today’s markets. To achieve these high standards many processing companies have had to go one step further than using the traditional mechanical cleaning and grading machines once seen as the backbone of the food industry. Consequently optical sorting machines are now used throughout the fruit and vegetable industry.
Optical sorting of vegetables is normally carried out at four different stages throughout the cleaning process: fresh (pre-blanched), post freezer, bulk to bulk (freezer) and end of line (packing halls). At each stage of the optical sorting process, different techniques and technologies are applied, including high-definition visible camera technology, shape sorting and InGaAs technology.
Fresh product
The first stage of sorting is carried out while the product is still in the fresh state directly after pre-cleaning. In all cases of first stage optical sorting all products are pre-washed before being sorted but will also go through different mechanical operations depending on the products such as dicing, slicing and peeling of root crops or de-snibbing of flat and round beans. At this stage of sorting the purpose is to remove gross defects to avoid wasting energy on blanching and freezing defective material. The pre-cleaning of peas includes the washing of the product by means of a water flume system, a stone remover flotation tank and grading grids to remove the larger extraneous vegetable matter (EVM) such as pods, pod parts, stalks, flower heads, nightshade, as well as snails, insects and rodents, etc. The peas then pass through an air classifier to remove any smaller EVM that is still within the product flow. The product is then transported via de-watering conveyor belts to a dedicated delivery vibrator that feeds the product in a uniform manner to the optical sorter. The sorting machine is equipped with a self tracking belt system that controls the speed of the product through to the optical inspection system. The product is then viewed from both sides with high-definition visible cameras to detect any colour defects seen on the peas. These defects are removed from the product stream by an array of high performance air ejectors. Although the peas have been pre-cleaned there will still be contaminants that escape the pre-cleaning along with colour defects present on the product. In many cases the EVM will be the same colour as the pea and can be difficult to remove using colour information as the visual cue. In these cases shape sorting is used. Shape sorting is a technology that uses algorithms that detect the differences in the shape of each piece of product. For example, the pods are often the same colour as the peas but can be detected on basis of shape alone because pods are either a triangular or rectangular shape whereas peas are round. In the case of high capacity commodities such as peas, which are processed at 12 t/h, the shape algorithms use object separation to separate clusters of touching product thus reducing the rejection of good product. Figure 11.11 shows an example of the reject achieved while sorting peas at a high capacity.

Frozen product
The first stage cleaning removes most of the gross defects but there will still be a small percentage of contaminants left in the product. This is where the second stage optical sorting is carried out after the product has been frozen. This can be done either post freezer where the product is optically sorted and then collected in plastic-lined cardboard cartons ranging from 600 to 1000 kg or collected into cardboard cartons post freezer without being sorted but to be optically sorted at a later date using a process known as bulk to bulk sorting.
Second stage sorting is typically carried out on chute machines where the feed system is a high performance ultra-high molecular weight (UHMW) chute. When optically sorting post freezer the subtle colour defects on the product and any remaining defective materials such as EVM that were not removed at the first stage of cleaning are now removed using the visible cameras and shape technology. When the product is in its frozen state the colour of the product changes, which may present cases where it becomes harder to differentiate the colour of the product from the colour of the defect. Examples of this are flower heads or nightshade in peas. In these cases a combination of colour and shape algorithms are used to detect the defects with minimal removal of good product.
Bulk to bulk
Bulk to bulk uses product that has been previously stored in a freezer in 600–1000 kg plastic-lined bulk cartons and is brought out of the storage freezer, tipped into a holding hopper, sorted and then returned to another bulk carton. When optically sorting bulk to bulk additional contaminants can be introduced to the products in the form of packaging materials such as plastics wood and cardboard. These are easily detected and removed with the high performance InGaAs technology.
End of line
The final stage of sorting is at the end of line in the packing halls. Here the optical sorter acts as the last check on the finished mono and pre-mixed products (up to a 15 product mix) ranging from a rice grain to an 85 mm broccoli floret prior to packaging. The prime objective is to look for any packaging materials that may have contaminated the product. As in the bulk to bulk stage optical sorting InGaAs technology is used to remove any wood plastic or cardboard that is present. The InGaAs technology has produced a step change in the performance of optical sorting on end of line with less than 0.1% of good product falsely rejected. Figure 11.12 shows a photograph of an optical sorting machine suitable for end of line sorting. Figure 11.13a and 11.13b are images of the same product stream captured by bichromatic visible and InGaAs cameras of an end of line machine. Note that the bichromatic visible image is a colour image but the reproduction in this book is shown only in greyscale. However, the main point is that the foreign material is hard to detect using visible cameras, but much easier to detect using short wave IR.

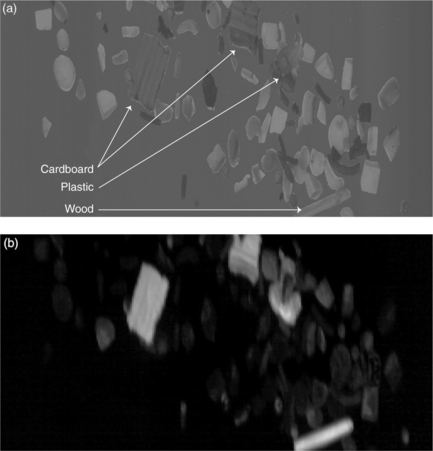
Fig. 11.13 (a) An image of vegetables with foreign material as seen by a visible camera. (b) The same vegetables and foreign material as in Fig. 11.13a but as seen by an InGaAs camera.
Fruits
The same technologies described for vegetables are applied to optical sorting of frozen fruits. Again, the technology used depends on at what stage in the line the product is to be sorted. Typical contaminants occurring in wild berries include the small stalks left on the fruit after being harvested as well as moth cocoons, leaves, sticks and other general contaminants found on a forest floor. In general the majority of these contaminants are removed mechanically prior to optical sorting. The shape sorting of the optical sorting machine provides the last cleaning process for detecting and removing any of these remaining defects.
11.6 Conclusion
Optical sorting is a well-established robotics and automation technique that continues to find new applications within the food industry. This has been illustrated in this section with case studies from three different sectors of the food industry. The application of optical sorting in the processing of staple crops such as rice, pulses and maize continues to increase. In the wheat industry, recent innovations of optical sorting have led to an increasing trend of replacing some of the traditional conventional mechanical cleaning equipment by optical sorters. In high-value dry commodity sectors such as nuts, recent innovations in optical sorting have enabled food producers to increase both the yield and quality standards of their final product. In the fruit and vegetable sector, step improvements of the efficiency of the processing lines have been achieved by introducing optical sorting machines to all stages of the cleaning process.
11.7 Future trends
The fundamental requirements of capacity, efficiency, yield and cost that have always motivated innovation in optical sorting for the food industry will remain. But what are the influences from a broader context that will drive innovation?
In this section we focus on two areas that we anticipate will motivate future changes:
11.7.1 Food safety
Food safety is the discipline of preventing foodborne illness. Food poisoning can be caused either by an infectious agent (biological) or a toxic agent (chemical). In many applications optical sorting is sufficient for the removal of items with high levels of infectious or toxic contamination, but in some applications optical sorting only reduces but does not eliminate the overall level of contamination. There is significant room for improvement in the accuracy of on-line detection and removal of foods with unacceptable contamination levels.
11.7.2 Food security
The Royal Society recently published a policy document on food security (Royal Society, 2009). This Royal Society report states the need for the sustainable intensification of global agriculture in which yields are increased without adverse environmental impact and without cultivation of more land. It is clear that the needs of sustainable intensification will require major changes in both agriculture and in the bulk food industry. In turn, we expect that these changes will necessitate future innovations for optical sorting.
11.9 References
Bee, S.C., Honeywood, M.J. Colour in Food – Improving Quality. Cambridge: Woodhead Publishing; 2002.
Bee, S.C., Honeywood, M.J. Detecting Foreign Bodies in Food. Cambridge: Woodhead Publishing; 2007.
Eisinger, T. Everett H. Bickley Collection, 1919–1980 #683. Available from http://americanhistory.si.edu/archives/d8683.htm, 1999. [Accessed 23 July 2010].
Royal Society. Reaping the Benefits: Science and the Sustainable Intensification of Global Agriculture. London: Royal Society; 2009.
USDA. United States Standards for Rice. Available from: http://archive.gipsa.usda.gov/reference-library/standards/ricestandards.pdf, 2009. [[Accessed 23 July 2010]].
Zeng, M., Williamson, P.J. Dragons at Your Door. Boston: Harvard Business School Press; 2007.