
Automation for a sustainable food industry: computer aided analysis and control engineering methods
P. Seferlis, Aristotle University of Thessaloniki, Greece; Centre for Research Technology – Hellas Greece
Abstract:
This chapter discusses automation in the form of computer-aided analysis and control engineering methods that facilitate sustainable development in the food industry. The concepts of sustainability and automation are analyzed in the context of food manufacturing processes. A number of automated tools, methods and technologies that facilitate automated design and control in the broader chemical process industry are reviewed and discussed with respect to their ability to incorporate sustainability considerations. A review of the scientific developments associated with automated design and control in food manufacturing is also performed to evaluate the assimilation of the presented tools, methods and technologies. It is concluded that food manufacturing processes provide significant opportunities for further integration of automated tools, methods and technologies that advocate sustainable development.
19.1 Introduction
Traditionally the development of the food industry has been guided by decisions that revolved around economic growth with the aim of achieving maximum financial returns. This model of development has been fueled by the predominant notion of a linear economy (Garcia-Serna et al., 2007), where intensified methods are used to exploit natural resources and to manufacture edible products, while all the unfit for consumption wastes are simply disposed of out of sight. In the past three decades it has become increasingly clear that economic growth in the food industry cannot be sustained based on such a notion because it inherently involves two major flaws: it is assumed that raw materials can be replenished at any desired rate by nature, and that the ecosystems can absorb inexhaustible amounts of waste. Obviously, such assumptions are far from reality as the capacity of nature to provide resources and absorb pollution is finite. Nowadays, this is a measurable fact as numerous organizations monitor and register the environmental impact of human activities worldwide. In this respect, the modern food industry is addressing the challenge of a new growth model, which is based on the constraint of sustainability through less intense utilization of natural resources and increased recycling of wastes. Practically, this means ‘getting more from less’. Improved, low cost products and services are expected through efficient processes with decreased environmental impact. An important question is therefore raised in the context of such developments: how can the food industry remain competitive and viable in the future, when significant new restrictions are imposed on the management of the two major ingredients, namely natural resources and wastes, which enabled its mono-dimensional economic growth in the past?
The need to enable a swift and smooth adaptation of the food industry to the model of sustainable development requires a shift towards highly efficient manufacturing processes that accomplish prudent utilization of natural resources (e.g., energy carriers, water, and raw materials) and zero waste policies. Automation involves a collection of key methods and technologies that enable the levels of efficiency required to realize sustainable food manufacturing. The proliferation of computers and modern electronics has allowed the widespread utilization of automation that transformed industrial operations in the past thirty years. Various industrial sectors have recently adopted automation both in terms of computer-aided analysis methods (e.g., process integration, life cycle product and process assessment, eco-efficiency, etc.) and control engineering methods (e.g., supervisory control and data acquisition, distributed control systems, etc.) with the aim of endorsing a firm regulation of raw materials and energy utilization, emissions and environmental impact. The food industry is required to follow similar practices and support the utilization of automation to contribute to sustainability. The processes involved in food manufacturing require high energy consumption for freezing, chilling, heating and sterilizing, which mostly originates from fossil fuels and is rarely recovered for further utilization. Water is also used extensively for cooling and sanitization purposes, as well as an ingredient, hence efficient recycling and purification are required to avoid undesired misuse. Packaging can be a major source of pollution on top of other solid or liquid wastes that need to be treated. The adoption of automation in food manufacturing can have a significant impact in addressing these challenges.
Section 19.1 presents major challenges that need to be addressed by the food industry in the transition from economic growth to sustainable development. Section 19.2 provides formal definitions of sustainability and identifies the links that associate the food industry with sustainable development. Section 19.3 argues that automation can have a significant impact in the context of sustainable food industries, as it provides the key methods and technologies that enable the levels of efficiency required to realize sustainable food manufacturing. Section 19.4 presents a collection of essential automated tools utilized for the design and automatic control of sustainable food manufacturing processes. The considered tools represent generic frameworks that enable automated design and control in the process industry and involve process and product optimization, process integration, realtime process optimization and control, and life cycle assessment. Case studies of applications in the food industry are used to illustrate their benefits. Section 19.5 presents advanced tools for automated and sustainable design and operation of food manufacturing systems, namely process and product synthesis, integration and dynamic operability and computer-aided molecular design. These tools have been developed in recent years based on the tools presented in Section 19.4 and have found several applications in the food industry. Their evolution into generic and systematic methodologies is described in the context of chemical process examples as their ability to capture economic, environmental and societal dimensions in increased detail shows great potential to address highly challenging problems in the food industry. Section 19.6 presents technologies in the form of commercially available software packages that implement several of the considered tools and methods. Section 19.7 presents the conclusions and identifies future trends.
19.2 Definition of sustainability and links with the food industry
In general, sustainability or sustainable development refers to the realization of economic growth, which simultaneously takes into account environmental protection and social viability. Sustainable development involves the exploitation of natural resources with a rate that is lower than or equal to the rate that they can be replenished in the future in order to avoid environmental degradation and enable high living standards. Among numerous definitions of the terms ‘sustainable development’ and ‘sustainability’ that are available in published literature, two of them stand out as being easily comprehensible but also of inclusive context. The first one is by Brundtland (1987) and reads (as quoted in Garcia-Serna et al., 2007): ‘Sustainable development is development which meets the needs of the present without compromising the ability of the future generations to meet their own needs.’ The second is by Liverman et al. (1988): ‘Sustainability involves the indefinite survival of human species (with a quality of life beyond mere biological survival) through the maintenance of basic life support systems (air, waste, land, and biota) and the existence of infrastructure and institutions which distribute and protect the components of these systems.’ Within the context of these definitions it appears that sustainability involves interplay between economy and environment, but also involves the impact of this interplay on society. These three dimensions of sustainability can not be treated in isolation. As noted in Sustainable Measures (2010) the economy exists because of the interactions between humans that are organized within societies. In turn, societies exist within the environment that provides all the necessary raw materials to support them (i.e., food, water, air, energy). In this respect sustainable development should ensure that all three dimensions of sustainability evolve simultaneously in a way that no dimension dominates over another. This can be achieved only by accounting for their interactions in all human activities.
Taking into account the definition of sustainability, the growth model of the food industry, discussed in Introduction, can now be addressed within a broader context. In the past, economic growth was the sole concern of the food industry. A major positive effect of this growth is the continuous creation of new jobs, which generally enables reduction of poverty and improvement of personal living standards. However, the lack of attention to the environmental impacts has resulted in increased production of untreated wastes, which pollute the environment. Environmental pollution, considered in conjunction with the contribution of all other industrial sectors that follow a similar growth model, has significant implications, such as deterioration of the air quality and the food and water reserves, while resulting in poor nutrition, health problems and low living quality, among other things. Evidently, such implications obstruct the progress and evolution of societies, when they are pursued solely for economic growth.
The food industry is a typical example of the strong links that exist between economy, environment and society. A report published by the UK’s Department for Environment Food and Rural Affairs (DEFRA, 2006) highlights several significant links between the food and beverage industry (beyond the farm gate) to the three dimensions of sustainability. In particular, the food industry is:
• a major energy user, as it accounts for approximately 14% of energy consumption by UK businesses,
• a major contributor to carbon emissions, as it produces approximately 7 million tones of carbon per year,
• a major water consumer, as it consumes approximately 10% of the water utilized by the entire UK industry,
• a major source of waste generation, as it accounts for about 10% of the industrial and commercial waste stream in the UK, which is largely associated with packaging in the case of the food industry,
• a significant contributor to impacts associated with transportation, as it accounts for 25% of all heavy goods vehicle mileage in the UK,
• a significant contributor to the provision and dissemination of healthy food choices to consumers,
• a major employer, as it is associated with 12.5% of the UK’s workforce.
While the numbers may vary for different countries, it is clear that the food industry is extensively affecting significant and sensitive sectors of enviro-socio-economic activities. In this respect, it has the potential to become a major contributor to sustainable development. From an environmental standpoint it should operate within natural limits by minimizing the consumption of resources (energy, water, raw materials) and maximizing the recycling of wastes. Its contribution to society should focus on the production of safe, healthy and nutritional products within a hygienic and humane working environment that adds to the welfare of the employees. Based on such principles economic growth will be sought concurrently with societal development and environmental preservation and not at their expense.
19.3 Automation and sustainability in food manufacturing
The term ‘food industry’ encompasses a broad range of activities that revolve around the production of food and may involve the entire chain from the cultivation of raw materials (agriculture) to the retailers and the food service sector. Although the contribution to sustainability of all such stakeholders can be significant, in practice it is the food manufacturing processes that carry the weight of social, environmental and economic impacts on the entire chain. In this respect, the firm regulation of energy consumption, water utilization, waste and emissions generation, as well as of raw material and product prices in food manufacturing, is expected to be a major measure of sustainable development. In terms of food manufacturing, firm regulation translates to the development and operation of efficient processes that:
1. Enable cautious management and utilization of resources.
2. Achieve significant reduction and recycling of wastes.
3. Maintain the production of high quality and widely affordable products.
Automation is the key to achieving high efficiency within the context of sustainable development in food manufacturing. It involves appropriate technologies and methods that enable the targeted interventions required in food manufacturing processes to approach the previously presented goals. Automatic tools and procedures are used to replace human operators in tasks that require high accuracy, reliable repetition, increased safety and hygienic precautions. This results to numerous significant benefits, which are summarized as follows:
1. Productivity is increased as operations are performed at a maximum possible rate.
2. Operating economics are tightly regulated as all costs are accounted for with high accuracy.
3. Product quality is improved substantially as the error margins are practically eliminated.
4. Humans remain protected from hazardous conditions as only mechanical equipment is used to perform unsafe or unhygienic tasks.
5. The required workforce is turned from one that performs hard physical or monotonous work to one that is fitted with the specialized skills required to manage the associated automation equipment.
Such benefits mostly concern process operations, which were considered as the main target for the application of automation technologies in the past. With the recent wide proliferation of computing and information technologies it soon became clear that the extension of automatic technologies to the field of process design and development can also generate significant benefits. This is because modern requirements such as sustainability, intensification, flexibility and globalization, to name a few, have added complex constraints to the design of industrial operations that overcome the human capabilities to perform calculations. The design of products and processes imposes significant challenges that require the utilization of systematic computer-aided methodologies and tools. A typical example of such requirements lies with the rather complex task of identification and minimization of the environmental and economical impacts caused by the energy requirements of a process. It involves a vast number of decisions in the form of choices, constraints and objectives, which can only be addressed through the use of systematic and automated methods such as process integration or process optimization, in order to identify the optimum trade-offs among the economic, environmental and operating performance of the process. Similar design complexities are involved in the requirement for safer or less hazardous chemicals, which can be effectively addressed by computer-aided molecular design methods. These are only a few examples of the numerous available automated tools, methods and technologies discussed in the following section that can be utilized to replace human intervention in sustainable product and process design.
19.4 Tools for automated sustainable design and operation in food engineering
This section presents an overview of major automated tools that can be used in food manufacturing within the context of sustainability. They include a set of generic frameworks that are broadly utilized in the process industry with specific application case studies in the food industry. Several of these tools support the development of sustainability metrics and indicators, whereas others facilitate their incorporation during process/product design and control.
19.4.1 Process and product optimization
Product and process optimization represents a set of technologies enabling the systemic development and evaluation of complex decision making problems.
Scope and description
The design of products and processes involves numerous decisions that need to be considered prior to their development in order to meet desired specifications that are often associated with physical/chemical/mechanical characteristics of products and processes or with constraints representing economic, environmental and operating impacts. Such constraints are often imposed by legislation specifying and enforcing acceptable limits to pollution or quality in foods. Process operations commonly used in the food industry, such as thermal processing, drying, contact cooking and microwave heating, are typical cases where optimization-based methods can generally be used to minimize energy utilization or processing time below a particular temperature while meeting product quality or safety specifications (Banga et al., 2003). For example, in thermal processing the goal is to identify the optimum temporal temperature profile that maximizes the nutrient retention in a pre-packaged food item while satisfying micro-biological lethality constraints (Banga et al., 2003).
Conventional approaches address the decision making involved by combining trial and error with engineering know-how in efforts that incorporate intense human intervention. Although this often enables the identification of product or process features that are feasible within the particular specifications, optimality is not guaranteed. Product and process optimization represents a set of technologies enabling the systemic evaluation of complex decision making problems. This section presents an inclusive overview of such technologies in the context of food engineering.
Optimization technologies provide the automation required to enable a systematic identification and evaluation of process and product features, which further lead to optimum performance. They employ robust formulations of the addressed design problem, which involve systematic and strict mathematical mechanisms, hence prohibiting the admittance of subjective interpretations in the design solutions. This is achieved by utilizing mathematical models to enable a realistic representation of the real-world behavior of processes and products. Such models are adapted to optimization algorithms that evaluate the performance of the investigated process or product system based on appropriate performance indicators. Figure 19.1 summarizes major algorithmic features involved in the optimization sequence and indicates the points where sustainability considerations can be introduced into the sequence. Clearly, the optimization algorithm is only part of the optimization sequence. Important ingredients to enable the formulation and solution of a design optimization problem involve the following: (a) the development of a model, (b) the identification and selection of decision parameters, (c) the determination of a performance indicator and constraints and (d) the selection of an optimization algorithm.

Model development
Models are formal mathematical transcriptions of the characteristics that determine the behavior of a system. In general, models are used to capture the intake and output of mass, energy and/or information in a system as well as the physical, chemical, mechanical, electrical and other phenomena that determine the way that mass, energy and/or information are processed by the system. The purpose for which the models are utilized determines the assumptions that are considered during their development and their ability to represent the considered process or product system sufficiently.
• Simplified models capture major system characteristics by transforming engineering know-how, heuristics and empirical or approximate observations into mathematical relations. Such models are usually represented by simple algebraic equations.
• Rigorous models reflect the behavior of real-life systems with high detail as they use complex and analytical mathematical representations in the form of non-linear algebraic or differential equations.
Figure 19.1 indicates that models are used in iterative simulations within the optimization sequence. Numerous simulations are often required to identify the optimum solution hence the type of utilized model (simplified or rigorous) affects the computational effort involved in optimization.
• Simplified models enable a fast screening of the desired or available design and operating options for a considered system, but the obtained solutions are expected to require further refinement prior to utilization in practical applications.
• Rigorous models facilitate the identification of realistic design features at the expense of increased computational effort.
This trade-off between computational efficiency and immediate applicability of the obtained design solutions should always be considered during the development of a model. In the food industry there is generally a need to use rigorous models in equipment design due to the very strict safety and quality constraints that require a highly detailed emulation of the underlying phenomena. On the other hand, simplified equipment models are often used to address food manufacturing problems involving complex planning and scheduling operations. In these cases the chemical or physical performance characteristics of equipment are often pre-determined as the investigation of inventory and stock sizes as well as temporal delivery specifications are more important. Georgiadis et al. (1998) presented research work developing highly rigorous plate heat exchanger models to address milk fouling costing the fluid milk industry approximately $140 millions per year (at 1998 prices) due to the need for very frequent cleaning. The use of such models allowed them to identify appropriate heat exchanger arrangements that could have a beneficial impact in milk fouling mitigation. Kopanos et al. (2010) studied the optimum scheduling and lot-sizing of yogurt production plants. Production management in such plants is rather challenging: building inventories is not effective as yogurt is perishable and changes in customer orders are often made just before dispatch. The authors of this work developed comprehensive models consisting of practical constraints and capturing a large number of interactions among production lines operating in parallel and involving multipurpose equipment. Such models enabled them to identify scheduling configurations that resulted in up to 20% reduction in the inventory costs.
Decision parameters
The mode of behavior observed for a process system or a product signifies the system state at a particular time instance. In the optimization sequence of Fig. 19.1, system states are represented through the values of the parameters utilized in the model equations. In this respect, the different states that are potentially obtainable by a process system or a product are emulated by deliberately assigning different values to the model parameters in each optimization iteration. As a result, important process and product operating parameters (e.g., stream temperature, pressure, flowrate, and so forth) are varied during optimization in order to influence the design decisions and to identify solutions for optimum operating performance. Such parameters are often combined with discrete or continuous design characteristics of the investigated systems (e.g., size, type, number, shape of vessels, and so forth) to enable the identification of both structural and operating features that lead to optimum performance. The choice of the decision parameters and the variation range employed during optimization for each parameter generates a trade-off between computational performance and quality of the optimum solution. The consideration of large numbers of decision parameters that represent a broad optimization search space is desirable in order to identify a truly optimum solution, but this often requires increased computational effort due to the numerous combinations that need to be examined. Fewer decision parameters obviously reduce the computational effort involved, but the exploration of a limited search space results in small improvements in terms of the obtained design features.
Performance indicators and constraints
Performance indicators, known in optimization as objective functions, are used to evaluate the performance of a selected set of decision options. Objective functions are either minimized or maximized and involve mathematical terms that are affected by the decision parameters. Cost is often the objective function of choice for most systems; however, environmental impacts, energy utilization and physical or chemical properties of products are also quite common, as they are directly linked to driving forces that affect the performance of a system. In many cases it is necessary to simultaneously evaluate more than one performance indicator. This is of particular interest, when the employed objective functions represent conflicting choices. For example, the thermal processing problem might have conflicting objectives; when there is a need to maximize the retention of nutrients and other quality characteristics on the surface of a food, the processing time might also need to be minimized. In another case, when there is a need to minimize the micro-biological load, the nutrient retention might also need to be maximized (Banga et al., 2003). In such cases, modifications to the optimization algorithms are employed that result in multi-objective optimization algorithms in order to evaluate the trade-offs generated among the conflicting objective functions.
Constraints are used in optimization in order to emulate the upper and lower limits often imposed in systems design due to performance requirements, environmental regulations and resources availability. In this respect, constraints are useful as they specify whether a solution obtained through optimization is feasible or infeasible. In the case of identification of design solutions that are infeasible, several features of the design problem must be re-defined in order to meet the employed constraints. This is particularly useful, as constraints can be used in order to identify design limits or performance targets of the considered system.
Optimization algorithms
Optimization algorithms incorporate mathematical mechanisms that enable the evaluation of the system performance in the current state, and subsequently lead the optimization search towards a new promising direction as a result of this evaluation. Deterministic and stochastic optimization algorithms represent the two major algorithmic categories. Deterministic algorithms make use mostly of topological or geometrical methods to address optimization problems and generally involve linear programming (LP), non-linear programming (NLP), mixed integer linear programming (MILP) and mixed integer non-linear programming (MINLP) approaches. In the design of process systems and products the NLP and MINLP approaches are the most relevant, as non-linear models are required to enable a detailed mathematical representation of their complex functionalities, operating and design features. Such approaches enable the identification of strict mathematical optima that are useful in order to identify design solutions that minimize important performance indicators such as cost, environmental impacts and so forth. However, they also involve shortcomings that are associated with non-convexities and discontinuities often observed in process and product design. In such cases deterministic algorithms are likely to converge to locally optimal solutions, they can not be easily used during the initialization of the design problem, while they make use of derivative transformations that increase the computational effort.
On the other hand, stochastic optimization algorithms avoid such complications due to the fact that they mimic natural phenomena using simple mechanisms. They are called stochastic because they use a random probabilistic search method to explore the design features that optimize an objective function. There are numerous stochastic optimization algorithms available such as Simulated Annealing (SA), Genetic Algorithms (GA) and Ant Colony Algorithms, to name a few. Such algorithms have been inspired by physical phenomena (e.g., annealing of metals) or processes observed in nature (e.g., natural selection) and feature several advantages. Although they do not guarantee global optimality, they result in final solutions very close to the global optimum. They also achieve significant savings in computational effort by employing mechanisms to enable a selective search of a much smaller fraction of the solution space for problems involving large numbers of variables.
Remarks
In this context, the previously discussed sustainability dimensions can be used in the course of optimization, provided that appropriate indicators or constraints are available for their mathematical representation in the optimization formulation. The available optimization algorithms involve mechanisms in the form of a systematic set of actions performed to address all possible outcomes generated from the interplay among the employed decision variables, process and product models and performance measures. In this respect, optimization algorithms are all available in the form of automated, computerized procedures. As a result, process and product optimization can be utilized off-line to enable optimum process and product design, or it can be incorporated online to enable optimum control.
Case studies
The problems of nutrient retention and thermal processing are reported as representative examples of the important merits resulting from the implementation of process optimization in the food industry.
Nutrients retention during food processing
Banga and Singh (1994) investigated the retention of ascorbic acid during air drying of potato disks formulated as an optimization problem consisting of all the previously reported ingredients:
• The employed model was based on a thin slab of cellulose and involved rigorous mass and heat transfer equations to emulate the moisture transfer within the solid, reaction kinetics of degradation of the ascorbic acid and enzymes as well as equations to calculate the energy transmitted to the solid and the energy incorporated into the air.
• The considered decision parameters involved the relative humidity of air and the dry bulb temperature subject to desired upper and lower limits.
• The authors investigated various cases using as performance measures the nutrient or enzyme retention, the process time and the energy efficiency, while upper and lower limits were imposed as constraints in all these quantities including the average moisture content.
• The optimization algorithm chosen was the Integrated Controlled Random Search for Dynamic Systems stochastic algorithm, which is based on a computationally efficient NLP algorithm.
The performed optimization resulted in an optimal variable air temperature profile suggesting that multiple drying chambers operating under optimum policies could lead to better products with up to 40% energy savings compared with the traditional constant air temperature profile process.
Thermal processing and sterilization
Balsa-Canto et al. (2002) used optimization for the design of food thermal sterilization processes. They studied two types of problems. The first, coined as the classical thermal process design, involves the calculation of the processing time at a pre-specified constant heating temperature to ensure a certain amount of minimum microbial lethality at a final time at the end of a cooling period. The second, coined as the thermal sterilization problem, requires the identification of a heating temperature profile that enables a pre-specified microbial lethality while maximizing a performance target such as the final nutritional quality of the product. From an optimization perspective both problems are challenging because there is a need to utilize heat transfer models emulating geometrical characteristics of pre-packaged conduction-heated foods often solved in three dimensions. To address this challenge the authors develop reduced-order models which enable a very detailed representation of the physical characteristics of the real-world problem (i.e., heat flow though the food container) but result in a reported speed-up of 15–20 times compared to using conventional models. This is very important from a practical perspective. For example, in case of an unexpected temperature drop during operation, an online optimization system receiving real-time information can recompute the optimum temperature profile in order to maintain microbial lethality or food nutrient quality within acceptable limits. These computations need to take place as fast as possible to minimize product losses.
19.4.2 Process integration
Process integration is an approach that considers the unit operations included in a process flowsheet in a holistic manner with the aim of identifying interactions that lead to efficient exploitation of resources and minimization of the associated costs.
Scope and description
The Pinch technology (Linnhoff and Flower, 1978) is the tool mostly associated with process integration. This technology enables the identification of thermodynamically attainable energy targets and of structural changes required to achieve them in a process flowsheet. It has been extensively used as a method to recover and utilize wasted energy in process systems. Implementation of process integration methods in the food industry may have significant impacts as it involves numerous energy demanding operations. For example, Kemp (2005) reports that drying accounts for up to 20% of industrial energy demand in the UK and Europe, while it has often a thermal efficiency of below 50%. This indicates the very high energy intensity of drying operations but also implies that large amounts of potentially recoverable energy are currently wasted. Krokida and Bisharat (2004) calculated that 40% of the wasted exhaust heat can be recovered from a convective dryer by appropriate placement of a heat exchanger and a heat pump.
The Pinch method
The implementation of this method requires information about the temperatures and flowrates of all hot and cold streams in a process. Such information is plotted in a temperature–enthalpy diagram (Fig. 19.2) to give the hot and cold composite curves. The hot and cold curves represent the total heat available and the total heat required, respectively. The difference between the curves at each point of the temperature axis represents the temperature difference available to be used for heat transfer. Take for example the case of dryers used in the food industry. Major hot streams involve the outlet exhaust gas, including both sensible and latent heat, and the hot solids with a sensible cooling load. Cold streams on the other hand involve the incoming drying air that needs to be pre-heated to the dryer inlet temperature in convective dryers, or the heat supply to the jacket in contact dryers including the incoming solids that need to be pre-heated (Kemp, 2005). Temperature and heat load information regarding such streams result in the dryer composite curves. If the hot composite curve is moved to the right without touching the cold curve, then all the heating or cooling requirements can be satisfied from within the process. This is because the two curves overlap and there is sufficient temperature difference to enable heat exchange. In practice, there is one point of minimum temperature difference between the two curves, namely the pinch point, where the hot curve can not be moved further to the right. This point determines the non-overlapping area between the two curves. This area represents the heating and cooling loads that must be provided from external resources. In the case of a dryer, the range over which the hot and cold streams overlap is where heat can be recovered from the hot exhaust stream to the cold inlet air (Kemp, 2005). Figure 19.2 shows that above the pinch the cold curve extends beyond the hot curve hence external heating is required. Below the pinch, the hot curve extends beyond the cold curve hence external cooling is required. Heat may be transferred between the streams above or below the pinch, but not across it. This is because in a cross-pinch heat transfer the heat deficit above the pinch and the heat excess below the pinch will both increase, hence requiring additional external heating and cooling.

Extensions
The Pinch method has been extended to address other issues related to energy recovery, other than energy targeting. The composite curves provide information regarding the overall energy targets, but they do not specify what utilities to use and how to place them. For example, often external heating is provided by both high pressure and low pressure steam. The goal is to minimize the use of the expensive utilities. This is done by the grand composite curve, which indicates the energy deficit and surplus of the considered process as a function of temperature and enables a quick screening of feasible options for the cold and hot utility in order to satisfy the process requirements (Townsend and Linnhoff, 1983). Using the grand composite curves of a drying process Kemp (2005) identified the temperature and heat load characteristics at which different utilities such as steam, solar heating or gas turbine combined heat and power (CHP) systems could be fitted in dryers. Furthermore, it is also possible to set targets for the minimum number of heat exchange units required in a process, hence linking capital costs (e.g. heat exchange surface) with operating costs (e.g. energy consumption). This can be combined with modifications in the operation of the considered process with the aim to further reduce the energy requirements. The plus–minus principle involves a set of simple rules that enable the identification of beneficial modifications. All these extensions can be used during the analysis stage in order to explore numerous options for process improvement. The results of the analysis represent targeted improvements that need to be implemented in a subsequent stage, which involves the design of a heat exchange flowsheet that considers such improvements. The Pinch method provides a set of rules and guidelines that enable the design of heat exchange flowsheets. Alternatively, process synthesis and optimization methods can be utilized in order to identify structural process modifications of optimum performance.
Remarks
Although in cases of energy integration Pinch analysis utilizes temperature as the main driving force, it has also found applications in the integration of water-using activities within a plant with the aim of reducing water consumption and waste water generation (Wang and Smith, 1995); more recently, applications for hydrogen generation and consumption savings have been reported (Hallale et al., 2003). Hydrogen in particular is expected to affect the food industry in several ways. First of all it is an environmentally benign fuel intended for extensive industrial use in the not so distant future. Furthermore, applications directly involving the wastes from the food sector include the transformation of used cooking oils into biodiesel through treatment with pure hydrogen (Bezergianni et al., 2011). As such, the Pinch technology is an approach that inherently aims to improve sustainability in process systems. Its wide success is due to its simple use, the relatively few data required for application, and its intuitive graphical representation. Such benefits are accompanied by significant savings of up to 35%, 40% and 20% in energy, water, and hydrogen consumption, respectively (Natural Resources Canada, 2003). As a result, the technology has been incorporated in numerous computer-aided software packages to date.
Case studies
The problems of heat recovery in the milk industry and water recovery in citrus plants are reported as representative examples of the important merits resulting from the implementation of process integration in the food industry.
Heat recovery from milk powder spray dryer exhausts
Atkins et al. (2011) investigated the thermal integration of milk powder spray dryers using Pinch related analysis to match several different heat sinks to the dryer exhaust stream. The investigated plant consists of the following major processes:
• A multi-effect evaporator train is used to concentrate milk at 52% using mechanical vapor recompression and thermal vapor recompression.
• The concentrated milk is heated to the dryer feed temperature and sprayed in the drying chamber.
• The so called cow water removed in the evaporators is used to partially pre-heat the incoming evaporator stream.
• The dryer air is taken from within the facility and heated to 200 °C at the dryer inlet.
• A set of three fluidized beds, two cyclones and a bag house are situated after the dryer and the exhaust air from the dryer and the fluidized beds are combined before they exit the bag house at 75 °C.
• Site hot water is also used around the site for cleaning-in-place operations.
The cold streams of the process involve the raw milk, the milk concentrate, the inlet air in the dryer and the fluidized beds and the site hot water. In these streams the temperature needs to be raised from a minimum of 10 °C (raw milk) to a maximum of 200 °C (dryer inlet air). The hot streams involve the cow water, the thermal vapor recompression, and the dryer air exhaust, where the temperature drops from a maximum of 75 °C (air exhaust) to a minimum of 20 °C (cow water, air exhaust). Using the temperature information together with the mass flowrates and thermal capacities of the streams the authors develop the hot–cold composite curves and the grand composite curve to identify hot and cold utility targets of approximately 25 and 15 kW, respectively, as well as to investigate efficient ways for heat recovery. The authors consider the matching dryer exhaust stream with the following sinks:
• The dryer inlet air: In this case it is found that a 12.8% decrease in the hot utility requirement is possible, while this value can improve further by using multi-pass heat exchangers. Furthermore, it is shown that the heat transfer will increase by using smaller diameter tubes.
• The site hot water: This stream presents the advantage that it has a lower supply temperature than the inlet air stream, enabling a larger temperature difference, hence more heat is recoverable. Furthermore, plate heat exchangers can be used in this case, which are considerably less expensive than fin tube heat exchangers used in the case of the air inlet stream. The hot utility savings are reported to be in the range of 15%.
• Heating of the raw milk: In this case the cow water otherwise used for raw milk heating can now be used to pre-heat first the inlet air and then the site hot water. Despite the high amount of heat recovered in the exhaust the load on the raw milk heater is increased, hence this case is practically similar to the case of the dryer inlet air. A more efficient variation of this case would be to use the cow water to first pre-heat the inlet air and then the raw milk. This option results in a 21% decrease in hot utility, while the cow water needs no further cooling hence avoiding the further use of a cooling tower.
• Splitting of the exhaust stream: In this case two splits can be matched to the site hot water and the inlet air increasing heat recovery and hot utility savings to approximately 20%. Furthermore, this configuration is quite simple to implement, but the use of two heat exchangers would increase capital expenditure.
Water recovery and re-use opportunities in a citrus plant: the water Pinch analysis Thevendiraraj et al. (2003) perform a water Pinch analysis in a citrus plant in order to identify opportunities for reductions in the utilized water and wastewater streams. As the plant produces concentrated juice and the raw fruit contains 90% water, a large portion of contaminated water is lost to the wastewater network.
To address this issue the authors employ the water Pinch analysis to maximize water re-utilization and to identify regeneration opportunities. In this respect, all streams and process operations utilizing water are represented in the form of inlet and outlet contaminant concentrations to develop purity profiles for the entire process. Such concentrations are associated with equipment corrosion, fouling and process constraints in the mass transfer and flowrates of water. All streams are classified as water sources and sinks. Based on this information the composite curves can be constructed in a diagram indicating water quantity (flowrate) in the X-axis and water quality (purity) in the Y-axis (Fig. 19.3). Similarly to the heat pinch, overlapping of curves indicates opportunities for water re-utilization limited by the pinch point where the sink and source curves are in contact. Nonoverlapping areas in the sink and source composite indicate fresh water requirements and waste water generation, respectively. Reductions of the plant freshwater and waste water treatment are accomplished by mixing source streams while meeting requirements of the corresponding sources. This way the pinch point is recalculated in an iterative procedure until the minimum freshwater requirement and waste water generation is identified. These targets can be identified for fixed process conditions, by increasing the concentration limits in selected sinks to identify trade-offs between contamination and water-re-utilization, as well as by regeneration of several waste water streams prior to re-utilization. The first two options usually involve piping modifications, while the last might involve capital costs for treatment facilities (Natural Resources Canada, 2003).

Using the above analysis, Thevendiraraj et al. (2003) investigated several different configurations of the water utilization network in the citrus plant. They found that appropriate redistribution and utilization of the available water results in a 22% freshwater/wastewater reduction. This can be accomplished by fitting only five new pipes in the existing network, which implies lower plant capital expenditures. Furthermore, they found that an additional 8% reduction in the freshwater consumption is possible by regenerating the available wastewater. In this case the impact on capital expenditure is more significant as it requires a regeneration plant.
19.4.3 Real-time optimization and control
Real-time (online) optimization is a powerful tool for the preservation of high economic benefits and improved food processing within a perpetually changing environment (Banga et al., 2003).
Scope and description
Raw material quality variation, equipment limitations due to maintenance work, utility limitations, equipment configuration changes, equipment performance variation, market demand fluctuations, and product specifications variations are some factors that affect the overall economic performance of the plant and its performance against sustainability indices associated with energy and water utilization or waste production. The frequency of variations may be hourly in utility limitations (e.g., steam and cooling water system availability), daily in equipment availability, feedstock quality, weekly in market properties (e.g., product demand or product prices) and product specifications (e.g., product grades based on scheduling plans) and monthly in equipment performance (e.g., heat exchanger fouling). Real-time optimization accounts for all possible changes that affect the plant and determines the optimal operating conditions that would maintain a high level of profitability and sustainability. The optimal operating points are directed to the regulatory feedback control system as setpoints to the controllers that subsequently aim to move the plant towards these targets. The plant sensors provide feedback to the supervisory-optimization control system regarding the current status of the plant. The supervisory control system then evaluates overall plant performance after the plant has reached a steady-state operation. Therefore, real-time optimization is viewed as part of the plant control system. The supervisory-optimization control system encompasses all the features described in the previous sections regarding model-based optimization and receives information from the production scheduling level of decisions regarding the production plan of the plant. The complete structure of the real-time optimization framework in food processing is shown in Fig. 19.4.

Within the objectives of the supervisory-optimization control system the plant sustainability targets can be explicitly considered in the objective function of the optimization problem formulation. Furthermore, the current status of the performance of several subsystems (e.g., wastewater treatment plant, steam generation plant, individual thermal systems such as evaporation stations and pasteurization units) in a typical food processing plant are monitored through the transfer of online measurements to the supervisory-optimization control system. The holistic approach achieved with model-based optimization enables the optimal distribution of the available resources to the various plant subsystems so that the overall resource utilization is kept low while satisfying product specifications and safety, environmental, and operational requirements.
The regulatory control system, shown in structure in Fig. 19.5, aims to drive the plant to the optimal operating point set by the supervisory-optimization control layer in a smooth, robust and fast fashion under the presence of multiple and simultaneous disturbances that constantly affect the plant operation. Several examples of feedback control techniques and configurations are provided by Seferlis and Voutetakis (2008). Assuming that the regulatory control system is capable of achieving the desired operating point, due to the fact that the operating point lies within the feasibility region of the actual plant and the control system itself is able to compensate for disturbances effectively, the implementation of a real-time optimization scheme is an effective solution

Case studies
The problems of control in milk processing and thermal sterilization systems as well as real-time optimization of extrusion cooking processes are reported as representative examples of the important merits resulting from the implementation of real-time optimization and control methods in the food industry.
Control of a milk pasteurization process
The control of milk pasteurization has been studied by Negiz et al. (1998a, 1988b) and Morison (2005). According to the process flow diagram shown in Fig. 19.6 milk feed enters the regeneration section to absorb heat from the hot pasteurized milk stream and then enters the pasteurization section where it reaches the pasteurization temperature for a specified time period with the aid of process steam. Pasteurization time equals the time spent in the holding tube. The pasteurization temperature needs to be controlled tightly usually within ± 0.5 °C to avoid the buildup of bacteria which accurs if the temperature is lower than the target level, or the destruction of the milk nutrients which happens if the temperature exceeds the desired level. The main manipulated variable for the control of the pasteurization temperature T3 is the steam flow. The effect of changes in the steam flow rate on the pasteurization temperature is quite slow and may involve significant dead time due to transportation time delays for the steam and the milk streams (i.e., temperature responds to steam flow changes only after a time period that is characteristic of the process system). A single feedback loop would therefore be very slow in rejecting disturbances in the steam pressure, resulting in large deviations of the pasteurization temperature from the set point – a totally unacceptable control performance. A secondary control loop that regulates the heating water temperature enables the prompt response of the system to disturbances in the steam pressure before such a change is observed in the milk temperature. The primary temperature loop takes care of all other possible sources of disturbances (e.g., heat exchanger fouling, feed milk temperature and flow rate) and provides the set point for the heating water temperature for the much faster secondary control loop. Both controllers are PID and are tuned sequentially starting with the PID in the primary loop that is responsible for the overall control performance. This is a typical form of a cascade control scheme.

Fig. 19.6 Conceptual control diagram of a milk pasteurization process. Symbol T denotes process stream temperature and F process stream flowrate. T1Y, T3C, TwC, and TwY indicate controller elements whereas T1 indicates a measurement element.
The control system can be further reinforced against disturbances in the milk feed temperature. Such changes can be compensated by the control system before influencing the pasteurization temperature with a feedforward-cascade control scheme. A measurement of the milk feed temperature is utilized with the aid of a model describing the dynamic relation between the measured disturbance (e.g., feed milk temperature) and the controlled variable (e.g., pasteurization temperature) to calculate the response of the control valve to counterbalance the upcoming disturbance. The signal from the feedforward controller is then added to the feedback signal from the primary loop in the cascade control scheme.
Real-time optimization of an extrusion cooking process
Food extruders present a challenging control problem, as the product quality attributes such as degree of gelatinization and bulk density are usually measured in the laboratory using off-line sensors. Such a procedure introduces significant delays in the response of a typical control system to disturbances in the feedstock, resulting in a degraded product quality. Pomerleau et al. (2003) implemented a real-time optimization scheme for a twin screw extruder consisting of two layers. The lower layer uses conventional PID (proportional-integral-derivative) controllers (Seferlis and Voutetakis, 2008) to maintain the melt temperature and the pressure at the die near their setpoints. The screw speed and the feed rate are the manipulated variables. The upper control layer involves a first principles model that utilizes online, easy and inexpensive measurements to calculate the optimal setpoint values for the controlled variables of the first layer. The measured quantities act as inferential variables for the product quality variables. The performance of the control scheme is further enhanced using a model update step that utilizes online process measurements to calculated accurate estimates of the model parameters. The proposed approach is reported to be 10–100 times faster than conventional optimization-based control.
Optimal control in thermal sterilization of canned foods
Chalabi et al. (1999) incorporated optimal control in the thermal sterilization of canned foods. A detailed model for heat diffusion in the canned food was developed and validated using experimental data leading to accurate estimates for the heat diffusivity parameter. The optimal control scheme identified optimal retort temperature profiles so that the required sterilization conditions are achieved without product nutrients degrading, while utilizing the minimum energy requirements and minimizing the batch time.
19.4.4 Life cycle assessment
Life cycle assessment (LCA) is presented as a method of addressing the environmental impacts of food products and processes throughout their entire life.
Scope and description
LCA is a method that enables the determination and quantification of environmental burdens and impacts caused by products and processes, in order to reveal weaknesses and identify opportunities for improvements. The determination and quantification of burdens is accomplished by assessment of all the energy and material flows associated with a process or a product, including the wastes that are disposed of into the environment. In this respect, the full life cycle of products is examined from cradle to grave. This means that the impacts of the production stage are considered together with all the impacts involved prior to and following this stage, namely the production of raw materials, product manufacturing, transportation, distribution, use, re-use, maintenance, recycling and disposal. Typical indicators often utilized to represent environmental impacts in LCA involve global warming potential, ozone depletion potential, acidification, human toxicity, ecotoxicity, smog and eutrophication.
Methodology
LCA is implemented in four main phases, namely goal and scope, life cycle inventory, life cycle impact assessment, and interpretation.
P1. Goal and scope. The determination of the goals and scope of LCA is a very important phase because the specifications, assumptions and simplifications considered at this point will have effects in the final result of the assessment. Specifications involve the depth of the assessment, the required quality of associated data, the selection of parameters and indicators that provide an efficient representation of the considered impacts, the determination of the functional unit and boundaries of the considered system. The determination of the functional unit is one of the most important issues in this phase. The functional unit is a quantitative reference function to which all flows in the LCA are related. The system boundaries determine the processes that need to be accounted for during LCA.
To give an example of this phase we refer to Hospido et al. (2006) reporting on the implementation of life cycle analysis in canned-tuna processing. The employed functional unit is 1 ton of raw frozen tuna entering the factory, while the considered system is quite extensive. It starts from the harbor receiving the frozen tuna, it includes the processing factory, and it extends to the final distribution to the market (wholesale and retail) as well as the household use of the tuna. The factory itself is subdivided into major subsystems including different processing steps such as reception, thawing and cutting, cooking, manual cleaning, liquid dosage and filling, sterilization, quality control and packaging, assembly shop for cans and wastewater treatment plant.
P2. Life cycle inventory. In this phase a flow model of the considered system is developed, while the material and energy flows are represented as input − output data for all the processes included within the boundaries of the considered system. The subsequent association of the individual processes represents the relations between the system and the environment. The mass/energy balances represent the inventory of the entire system. The environmental burdens of the system are then calculated, using the functional unit as a reference.
In the canned-tuna case study detailed inventories are developed for all the previously considered processing steps including material and energy flows entering and leaving the subsystems. For example, inputs to the sterilization step includes materials in the form of tuna, coagulants, flocculants and water expressed in weight and volume units, electricity for the sterilization and recycling system expressed as energy units, thermal energy for the sterilization of the cans, bags and the thawing room expressed as energy units, transportation flows of materials used in this stage expressed as weight-distance units. Outputs from this step include the processed tuna expressed as weight units and the waste-to-treatment by-products including left-over fats and wastewater expressed in weight and volume units, respectively. It is worth noting that the calculation of all these flows requires a very thorough and consistent data acquisition system, which is based on historical data registered in the day-today operation of the processing facilities as well as from external databases regarding materials and procedures utilized during processing. This shows the extent of the analysis involving resources and therefore impacts far beyond the system itself.
P3. Life cycle impact assessment. The impact assessment involves determination of the impacts based on the available data. This includes classification of the data into appropriate impact categories, characterization of the impacts by use of equivalency factors multiplied with the inventory parameters included in each category and summation of all the parameters to obtain the result in each category.
In the case study, the classification considers categories such as eutrophication, stratospheric ozone depletion, global warming, acidification, photo-oxidant formation and abiotic resources depletion. The characterization stage results in the calculation of the impacts which show that the tinplate production and transportation are responsible for approximately 60% and 55% respectively of the global warming and acidification potential associated with the processing of canned tuna.
P4. Interpretation. The interpretation phase involves the analysis of the results, which should facilitate the identification of significant impacts. The conclusions resulting from the analysis should be evaluated in terms of their completeness, sensitivity and consistency, considering the assumptions and simplifications taken into account during the goal and scope phase. Further recommendations regarding actions to reduce the identified impacts should be made on the basis of consistent conclusions.
Based on the resulting impact the recommendation for the canned-tuna factory involves changes in the packaging policies in order to reduce the impacts associated with tin cans. One policy involves an increase in the use of recycled tin while a different policy involves the use of plastic bags instead of tin. In both cases reductions of up to 50% are reported for the global warming and acidification potentials compared to the current practice.
Remarks
LCA is a systematic method that has been included in numerous software packages (Garcia-Serna, 2007); hence, it is currently performed automatically. A downside to LCA is that it addresses environmental impacts, which represent only one dimension of sustainability. The idea of Eco-efficiency, originally expressed by the World Business Council for Sustainable Development, has been recently used to advocate the integration of environmental, economic and social considerations in the context of sustainability. Research in this area has been lead by BASF, a multinational producer of chemicals, who proposed a systematic methodology for the implementation of Eco-efficiency analysis (Saling et al., 2005). The approach utilizes LCA as a first step to develop an ecological fingerprint of a product or a process. This is followed by an assessment of the economic aspects of the alternative products or processes, which is implemented through an overall cost calculation taking into account the flow of material and energy and including all relevant secondary processes. Recently, the proposed approach has been extended to account for the societal dimension of sustainability in an analytical tool called SEEbalance®, which measures and visualizes the impact of each sustainability dimension (Schmidt et al., 2004).
Case studies
LCA has been the tool most commonly utilized in food processes in order to evaluate environmental impacts. Mattsson and Olsson (2001) note that energy use and energy related emissions represent the highest contributions to the environmental impacts associated with food processing. Heating, chilling and freezing processes involve high consumption of energy, with a large part of the emissions being due to the use of fossil fuels.
In this context, a notable example regarding the use of LCA in the food industry is the work of Andersson (Andersson, 2000; Andersson et al., 1998), who has utilized LCA in case studies of tomato ketchup production. The objective of that work was mainly to highlight the merits and shortcomings of this tool and also to generate information regarding the environmental impacts of food processing systems. The investigated system was quite broad as it included:
• The tomatoes cultivation and paste generation phase taking place in Mediterranean countries, with inputs such as fertilizers as well as packaging for the produced paste.
• The ketchup production phase taking place in Sweden, with inputs such as sugar, salt, spices, etc.
• The ketchup packaging phase, including details about the production utilization and disposal of the bottles, caps and other employed materials.
• The transportation phase included in most of the previous phases, as all raw materials are produced in different geographical locations.
• The consumption phase involving transportation to/from wholesalers and retailers and storage in refrigerators.
Within the context of all the above phases the authors developed life-cycle inventories regarding the incoming and outgoing material and energy flows in order to determine contributions of the overall system in impact categories such as primary energy utilization, global warming, acidification, eutrophication, photo-oxidant formation, human toxicity, ecotoxicity and radioactive waste. The packaging and food processing phases were identified as important impacts in several of the categories. However, it was the findings about the time of ketchup household storage that highlight the strength of the LCA methodology. For the case of a yearround storage it was found that the household energy use could be as high as the combined energy use of packaging and food processing together. This indicates that the simple yet systematic calculations involved in LCA studies can spot very important interactions within a system that are not otherwise obvious.
19.4.5 Applications combining multiple tools
This section presents several applications in the food industry which simultaneously combine many of the previously presented tools.
Soybean oil production
Li et al. (2006) perform an LCA-based case study regarding the production of soybean oil. The study is performed to address the environmental details of the life cycle for soybean oil production and to identify the environmental impact of several stages involved in soybean oil production. The process is energy intensive mainly due to the need to dry the raw soybeans prior to further processing but also due to the use of solvent-based extraction of the soybean oil, where intense heating is required. The focus is on investigating energy efficient technologies involving supercritical CO2 extraction to replace the conventional hexane-based extraction, which is both environmentally harmful and flammable. The authors compare different CO2-based extraction methods and propose operating modifications to improve the environmental performance of the production process. This work highlights how different structural and operating process configurations (e.g., type of equipment, processing temperature or pressure) can be combined with LCA considerations to improve the environmental performance. However, the attempt to consider the environmental perspective of different processing options is addressed heuristically.
Optimization-based scheduling for optimum food distribution systems
A more systematic attempt to combine the decision making involved in the development of food processing systems and sustainability considerations has been proposed by Akkerman and co-workers. In particular, Akkerman and van Donk (2008) focus on the development of a decision support method that addresses product losses in the food industry and their effects in process economics and sustainability. In particular, the proposed decision support tool enables the evaluation of different scenarios for planning decisions and production parameters. This work is further expanded by Akkerman, Wang and Grunow (2009) to enable a broader consideration of sustainability, and address decision making through an optimization-based approach. The proposed approach is presented through a case study on the production and distribution of prepared meals and addresses the environmental, social (health and safety) and economic dimensions of sustainability. The main focus is on linking economic decisions regarding distribution of food products with the aim to maintain high quality and avoid food losses. In this respect the goal is to determine the optimum storage and transportation temperatures of the meal products combined with production quantities and delivery paths to minimize the total costs subject to demand and quality constraints. Quality is modeled as a function of storage temperature and time and is combined with planning parameters such as transport lead times, production capacities, batch sizes, retailer demands, cooling, storage and waste disposal costs, etc. (Rong et al., 2011). The environmental and economic implications of planning decisions in the operation of the process are quantified and incorporated in an optimization model that consists of linear equations and is solved using MILP technology. Results indicate that such systematic and relatively easy to use tools may reduce planning-related food losses due to quality deterioration by 20%.
Scheduling and design of cheese manufacturing processes
Stefanis et al. (1997) address the consideration of environmental impacts in the optimal design and scheduling of batch processes. Their approach is mostly focused on wastes, rather than the entire life cycle of products or processes; however, major elements of LCA are used in the proposed methodology, such as identification of system boundaries and environmental impact indicators obtained from inventory analysis. The presented applications involve the optimum design and scheduling of a cheese manufacturing process represented as a multipurpose plant. Such plants involve the production of several products through shared equipment. In this case the products are low and high fat cheese curd and the utilized equipment (e.g., reactors to produce curd from milk and draining vessels) can become contaminated both microbiologically and from fouling deposits. Cleaning is therefore required with cleaning-in-place stations to flush detergents. This is time consuming so the entire process needs to be designed and operated (i.e., schedule cleaning and production tasks) in a way that the economic performance is maximized and the environmental impact of the process and cleaning wastes is minimized. In this respect the design is rather challenging, and multi-objective optimization is used to simultaneously evaluate environmental impact and economic performance. The considered models and design constraints include unit capacity and batch size, storage, utilities, mass balances, production requirements, unit operations and a reverse osmosis design model. The optimization results identify both process structures (i.e., connectivity between employed equipment) and schedules (i.e., temporal utilization of each equipment for each product) with different trade-offs among economic and environmental performance. For example the authors find that plants of minimum cost result in high product yields and waste generation. On the other hand, low environmental impact can be achieved with low capital equipment expenditures but this is counter-balanced by increased energy and raw materials consumption.
19.5 Advanced tools and methods for sustainable food engineering with potential applications
This section describes advanced tools for automated and sustainable processing as well as case studies in food engineering. These tools have found considerably fewer applications in the food industry compared with the tools described in Section 19.4, however, they show, evidence of great potential for the future. The final part of this section presents combined applications of these tools in the form of advanced methods. As such applications are currently scarce in the food industry, examples are retrieved from the broader chemical industry in order to illustrate the evolution and merits of these methods.
19.5.1 Process and product synthesis
Process and product synthesis is viewed as an extension to optimization in order to address the issue of identifying optimum design schemes that offer significant improvements.
Introduction and scope
As previously noted, conventional optimization mostly aims at setting a formal and systematic mathematical framework to evaluate the combinations of decision parameters based on a set of performance measures. Clearly, the selection of the appropriate decision parameters to use in optimization is a crucial step. Practically, there are a vast number of system parameters that can be used to address the decision making involved in a design optimization problem, only limited by the imagination of the engineer who defines the problem, as noted in Johns (2001). Process and product synthesis includes a collection of tools that provide the means to identify the desired decision parameters, to justify their selection, and to organize them systematically, in order to facilitate the identification of high quality design solutions. In this respect, the formulation of a computationally impracticable optimization problem, due to disordered consideration of all available decision parameters, is avoided. The limited value of conventional optimization, due to arbitrary selection of few decision parameters, is significantly increased by the far-reaching design improvements that can be obtained by process and product synthesis. This is well illustrated in the application of optimization-based synthesis for the design of rice processing plants (Phongpipatpong and Douglas, 2003), described in the following sections. The authors develop efficient rice processing flowsheets and report 74% increase in profits compared to conventional systems.
Process synthesis includes numerous types of tools, namely evolutionary synthesis, expert panel, thermodynamic pinch, implicit enumeration, superstructure optimization, graph-theoretic superstructure generation, artificial intelligence, design rationale, and hierarchical decomposition (Johns, 2001). Product synthesis is mostly realized through computer-aided molecular design, which is discussed later in this section. Most of the available process synthesis tools are automated and included in software packages, even though with simple capabilities. In particular, three tools have been identified as promising options for further utilization, namely implicit enumeration, superstructure optimization, and artificial intelligence (Tsoka et al., 2004). These tools address (a) the efficient representation of decision options, and (b) the solution of the resulting process synthesis problem.
Description and case study
This section details the implementation of process and product synthesis through case studies reported in the food industry.
Representation of decision options
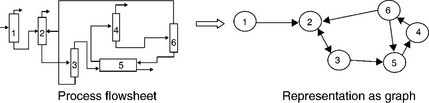
All process flowsheets involve a set of interconnected tasks that process and transform raw materials into products. The design of flowsheets often involves selection of the tasks and their connections based on prior know-how with regards to the desired process. This limits the opportunities to capture novel process schemes of optimum performance. In process synthesis, flowsheets are represented by directed graphs as shown in Fig. 19.7. The associated published literature involves different adaptations of such graphs, called state-task networks (Kondilli et al., 1993), mixer-splitter models (Biegler et al., 1997), or p-graphs (Friedler et al., 1992). Such graphs represent generic systems that have the following characteristics:
• Structure that is determined from the system parts and their composition.
• Behavior that involves intake, processing and output of mass, energy or information.
• Components that involve structural and functional relationships.
• Limits that are determined from differentiation of the above characteristics from those of a different system.
Clearly, the above characteristics are common to all process systems regardless of the processing tasks involved or the way that they are interconnected. In this respect, each process can be considered as a node (vertex) and each stream can be considered as an edge, without the need to consider mass balances or design equations. The desired connections between nodes are determined through an adjacency matrix, which represents connections through binary (0 − 1) variables. If real variables are used instead, the adjacency matrix represents both desired connections and flow compositions within the process streams. Multidimensional adjacency matrices can be used to model multicomponent flows or multiphase systems. Overall, the use of graphs in process synthesis results in the representation of:
• all possible or desired connections between processes,
• streams of any desired composition,
• processes that are independent of their functionality in a particular system.
As a result, different processing tasks can be assigned to each process by allocating appropriate sets of design equations (e.g., mass, heat transfer etc.) in each node of the graph. Figure 19.8 shows a case of a mixer–splitter model commonly utilized in superstructure optimization. Each cell (node) can become a different processing task, while mixers and splitters represent summation and redistribution of streams, respectively. As a result, the type, size and numbers of nodes can become decision parameters, together with operating conditions in each node, mass flowrates and composition of streams, side feed and product positions, etc.

The representation using graphs is common to implicit enumeration and superstructure optimization. On the other hand, artificial intelligence methods include the use of rules to generate process flowsheets. Rules can be considered as a systematic representation of heuristic knowledge that has been obtained through engineering know-how or analysis of already available optimization results. In this respect, artificial intelligence methods can be used in conjunction with implicit enumeration or superstructure representations to either enhance or reduce their representation capacity.
Phongpipatpong and Douglas (2003) applied a superstructure-based process synthesis approach in the design of a rice processing system. The system consists of a series of drying, cooling and tempering processes that require increased energy. However, these processing stages are necessary to maintain high grain quality and result in a dry product facilitating the subsequent milling operation. The authors identify seven possible routes for the raw material (e.g., drying or drying-cooling, etc.) that needs to pass a maximum eight times through the available units prior to storing or milling. This results in over 5 million potential combinations that need to be screened in order to identify the optimum sequence of units. In this respect they develop a superstructure in the form of a graph connecting different tasks (i.e., drying, cooling, tempering) at different passes of the raw material, capturing all the considered combinations in a systematic way.
Solution of process synthesis problem
Numerous decision options considered in process synthesis are represented by integer variables. For example, the decision whether to consider or not a piece of equipment in a process flowsheet can be represented by a binary variable, while other decisions may involve real integer numbers. This is also the case in the rice processing case study, where the existence or non-existence of the drying, cooling or tempering unit in each pass is modeled using binary variables. Implicit enumeration algorithms enable the solution of such integer programming problems using a coordinated, heuristically structured search of the space of all feasible solutions (Edgar and Himmelblau, 1988). The main idea is to explore numerous combinations of the discrete variables in order to identify solutions to the discrete design problem that can be eliminated from further consideration. In this respect, the optimum solution to the integer optimization problem is approached through a reduced enumeration of the potential solutions. A simple yet inclusive elaboration of the method implemented through a graphical representation of a flowsheet can be found in Johns (2001).
In superstructure-based process synthesis the main goal is to obtain specific designs out of a superstructure that considers every feasible realization for the addressed process flowsheet. In this respect, the optimization targets the removal of excessive, and often complex, features from the superstructure in order to identify an optimum solution. This is in contrast to implicit enumeration, which is based on a depth-first search of the feasible solutions starting from simple configurations, without necessarily requiring the evaluation of more complex ones (Sargent, 1998). However, it is often the case that novelty is approached in process synthesis through not immediately noticeable complex configurations, which are subsequently refined to practical realizations. Integer variables are also used in superstructure optimization, while the solution of the resulting problem is approached by MI(N)LP or stochastic search algorithms. The rice processing case study is solved using an MINLP solver. The problem of identifying the optimum combination of units, number of passes and operating conditions is formulated as a typical optimization problem. Phongpipatpong and Douglas (2003) consider six objective functions including minimum production time, minimum number of processing units, maximum head rice yield (a quality indicator), minimum energy consumption and minimum operating cost. The considered constraints mostly involve the moisture content of the rice at different passes and temperature conditions. The authors compare their results with a rice processing system developed using a conventional approach and find that their solution gives a 74% increase in profits, at 22% decrease in energy consumption and a 2.4% improvement in the product quality (head rice yield).
Process synthesis using artificial intelligence is based entirely on heuristics; hence, it does not involve mathematical optimization. In this respect, the previous two methods are expected to produce a better result in most cases. However, artificial intelligence methods are computationally faster than mathematical methods, as they present lower demands on robust models and numerical analysis. This advantage can be exploited in order to introduce the much required heuristic design knowledge in mathematical synthesis methods in order to improve the obtained results and reduce the required computational effort.
Remarks
Process synthesis methods are suitable for automated design using computing environments and will benefit greatly from future advances in computing and optimization technologies. These tools are able to handle the increased design complexity arising from sustainability requirements, while accomodating wellestablished heuristics that incorporate engineering know-how in process design. Although such tools are yet to be widely adopted, their application to industrial design projects has already enabled significant cost savings. Increasingly stricter environmental regulations and sustainability requirements are expected to drive their broader commercial utilization (Johns, 2001; Tsoka et al., 2004).
19.5.2 Integration and dynamic operability
This section describes process dynamic controllability issues in the context of process integration and design for applications in the food industry.
Introduction and scope
Even though process integration enables resource utilization minimization and eventually the improvement of sustainability in the overall industrial processing system, the interaction among various subsystems increases significantly. Unless a careful design of the integrated system that explicitly considers the operability characteristics of the individual process subsystems is performed, the advantages of process integration usually reflecting steady-state economics may be diminished under real operating conditions. A high degree of process integration unavoidably leads to higher interaction among the various subsystems. Therefore, disturbances affecting one subsystem are likely to affect other subsystems through the interconnecting and interacting process streams. For example, heat integration will eliminate extensive use of steam or cooling water but variability in the temperature of a hot process stream that replaces steam will be transferred to the temperature of the cold process stream. Such a situation will limit the ability of the control system to compensate for the effects of disturbances on the process specifications and control objectives with significant impact on the product quality and the plant economics unless the overall process is designed in a way to anticipate the increased degree of interaction (Luyben, 2004). Thus the sustainability indicators will deteriorate under dynamic variations.
The solution is the simultaneous integration of processes with the design of the control system for improved dynamic operability. Dynamic operability can be perceived as the ability of the process and the control system to successfully anticipate the effects of a disturbance. The simultaneous design evaluates the impact that design decisions (e.g., flowsheet alternatives such as by-pass streams, additional heaters or coolers, stream splitting and mixing and so forth) have on the control objectives. Similarly, the selection of a suitable control structure enables successful disturbance compensation while satisfying the safety, product quality and other operating specifications. Usually, process controllability is conceived as an inherent property of the process design and the control structure, independent of the control algorithm and its tuning (Seferlis and Grievink, 2004).
Description and case study
The implementation of integration and dynamic controllability methods in the soybean oil production industry is reported as a representative example.
Expected challenges
Soybean oil manufacturing provides an illustrative case study, where heat integration and dynamic operability may play an important role in the overall system performance. Extracted soybean oil is passed through a number of multi-effect evaporation stages and then is processed in a stripper for separation from the extraction solvents, as shown in Fig. 19.9 (Hammond et al., 2005). This is a typical sequence of energy intensive operations found in many food processing flowsheets. The energy requirements can be reduced if the gas n is condensed in the first evaporator as shown in Fig. 19.10. In such a design, the need for cooling water and steam will be significantly reduced, while investment costs will be decreased due to the removal of the condenser. However, in the heat integrated design, changes in the water content of the feed stream will have a strong impact on the operation of the distillation column and the stream leaving from the top of the column. It is apparent that the system lacks heating power to compensate for the additional water content.As a remedy, an additional steam stream is attached to the second evaporator to provide the necessary heating power to the system. Another problem in the heat integrated flowsheet is the start-up procedure that will be substantially prolonged leading to larger amounts of off-spec product. Therefore, the strong interaction between the evaporators and the distillation due to heat integration poses numerous challenges for the control system performance.


Solution methods
The solution to the aforementioned problems can be resolved by considering the integrated process design (with a high degree of integration for steady-state economic benefits) and control system design. These approaches can be categorized as successive and simultaneous. Successive methods commence with an analysis of the key static and dynamic characteristics introduced to the system by the design decisions, process integration and control structure selection and subsequently lead to an evaluation of alternative flowsheet configuration and control system structures using meaningful performance criteria. Operability regions (Subramanian and Georgakis, 2005) and non-linear sensitivity analysis (Seferlis and Grievink, 2004) examine the steady-state feasibility window for the process and control system under single and multiple disturbances, respectively. For instance, these methods can determine the water content changes that can be tolerated by the system so that the associated control structure can meet the product specifications. Frequency response analysis (Lewin, 1996) investigates the effect of disturbances at different frequencies (e.g., flow variations due to pump vibrations) on the steady-state control effort and compensates for them. Bifurcation analysis (Dimian and Bildea, 2004) provides useful information on the non-linear effects so that undesired system behavior (e.g., instability) can be avoided. On the other hand, simultaneous approaches involve the determination of the optimal design configuration and controller within a unified framework that involves a complete evaluation of the dynamic performance of the system (Schweiger and Floudas, 1997; Kookos and Perkins, 2004; Sakizlis et al., 2004). Successive methods build knowledge for the design gradually through small targeted steps, ensuring feasibility of the final design. Simultaneous methods on the other hand enable the investigation of all possibilities and combinations within a pre-defined search space but suffer when dealing with large scale problems due to high complexity.
19.5.3 Computer-aided molecular design
Computer-aided molecular design (CAMD) is reported as an important product synthesis and optimization tool with potential applications and benefits for the food industry.
Introduction and potential applications
CAMD is a tool that has been widely utilized for the sustainable design of chemical products such as environmentally benign solvents (Buxton et al., 1999; Hostrup et al., 1999; Marcoulaki and Kokossis, 2000a; Papadopoulos and Linke 2006a, 2006b, 2009; Folic et al., 2008) refrigerants (Duvedi and Achenie, 1996; Marcoulaki and Kokossis, 2000b) and working fluids for Organic Rankine Cycle processes (Papadopoulos et al., 2010a, 2010b). Although the approaches followed by these authors differ significantly, optimization and synthesis-based tools have been employed on several occasions to enable the development of chemical products with desired actions and functionalities that can be conveniently linked with sustainability indicators.
This tool can have significant implications in the food industry in the following ways:
Design and selection of efficient solvents
The previously reported work by Li et al. (2006) addresses the production of soybean oil through a solvent-based process. This existing process utilizes hexane as the solvent, which is harmful and flammable. These authors propose the use of supercritical CO2 extraction, which has better environmental performance but is generally less tested in the chemical industry compared to organic solvents. Instead, CAMD tools could be used to identify organic solvents with improved safety, environmental and economic properties compared to both hexane and supercritical CO2. Papadopoulos and Linke (2006a) have shown that solvents designed using CAMD tools may result in up to 50% reduction in the operating costs of industrial separations compared to conventionally selected solvents.
Design and selection of efficient refrigerants and heat recovery working fluids
Application of the CAMD tool in the optimum design of refrigerants is equally important for the food industry. Refrigerant fluids, being the most important components of refrigeration units, can enable significant reduction in energy consumption by improving the heat transfer between a low temperature source and a high temperature sink. Huan (2011) argues that as much as 70% of food products are maintained using refrigeration through the so called cold chain. Refrigeration accounts for approximately 50% of the total energy consumption in the food industry, while in the United Kingdom alone the food industry consumes about 4500 GWh/y of electricity (Huan, 2011). Clearly, the use of highly efficient refrigerants can result in significant benefits in terms of the utilized energy with immediate reductions in CO2 emissions as this energy is often provided by conventional, harmful energy supplies (e.g., fossil fuels). Furthermore, the use of CAMD can result in refrigerants with significantly improved environmental and safety properties. Most refrigerants currently involve chlorinated or fluorinated compounds, which have a detrimental effect on ozone depletion and global warming, and they are in a phasing out process following the Kyoto and Montreal protocols. However, these compounds are significantly safer (less flammable) than other fluids with better environmental properties. CAMD has already been used to design new refrigerants that are at least equally efficient and have a better environmental performance than the widely used refrigerant Freon-12 (Marcoulaki and Kokossis, 2000b).
In a similar context (Papadopoulos et al., 2010a, 2010b) presented the first application of CAMD in the design and selection of refrigerants and other organic compounds to be used in Organic Rankine Cycle (ORC) systems. These systems are very important for the production of electricity from recovered low temperature heat (> 100 °C) that is widely available in most industrial processes and is often wasted in the environment. Food industries involve operations of intense heating, therefore it is reasonable to expect that streams of low temperature exist that can be used for power generation. ORCs are relatively simple units, very similar to refrigerators with the exception of a turbine introduced between the vaporizer and the condenser. They are used to produce power from a few kW to several MW, and current applications involve mainly waste heat recovery in major chemical plants (e.g., refineries) as well as power generation from geothermal fields. Papadopoulos et al. (2010a, 2010b) showed that the use of CAMD tools for the design of ORC working fluids enabled an approximately 35% increase in the economic performance of such systems compared to conventional fluids, while maintaining beneficial environmental and safety characteristics.
Description
This section presents a brief description of CAMD development and implementation details.
CAMD features
The design of molecules using CAMD capitalizes on the development of computational methods in order to screen for molecules with superior performance, while avoiding time consuming and unfocused experimental studies. Molecules are represented through simple chemical (functional) groups of previously measured and registered contributions that enable the calculation of a wide range of chemical, physical, environmental, safety and other properties (Fig. 19.11). The random choice of available chemical groups results in the synthesis of a molecule that is tested with regards to its chemical feasibility using chemical rules. The desired molecular properties are subsequently calculated based on the contributions of the groups contained in the molecule. One or several of such properties are utilized as molecular performance measures in optimization. An optimization method is employed to evaluate the iterative generation of molecules and to guide the optimization search towards highly performing choices. As such, the behavior of already known molecules can be predicted or novel molecules can be synthesized, hence providing radical performance improvements when compared with conventional molecular options.

Remarks
The work of Tsoka et al. (2004) has identified CAMD as the tool with the highest potential contribution to the sustainable development of process industries. This is not surprising, considering that chemical materials are directly responsible for economic, environmental and societal impacts, while the industrial process systems are simply the means to produce them. In view of the high importance of chemicals, CAMD tools are useful because they systematically address the vast combinatorial complexity that exists in the design and selection of products with desirable characteristics. As noted in Tsoka et al. (2004), the combination of only 20 carbon and 42 hydrogen atoms may exceed the number of chemicals known to mankind. Clearly, the automatic generation of molecules is one of the great advantages of CAMD, accompanied by the immediate evaluation of the molecular performance using indicators that are directly associated with sustainability.
19.5.4 Applications of advanced methods for automated sustainable design
The previous analysis highlighted major computer-aided tools that can contribute directly or indirectly to different dimensions of sustainable process or product design. This section identifies methods that involve the systematic combination of such tools in order to consistently exploit their benefits and address more than one dimension simultaneously. The methods are described through applications reported in published literature for the broader chemical process industry, as applications in the food industry have yet to be reported. The benefits of using these methods are similar to the benefits described for each one of the individual tools presented in the previous sections. The added value is that by combining all these tools in the form of systematic methodologies sustainability considerations can be integrated within a broader context, capturing economic, environmental and societal dimensions in more detail and hence resulting in improved design and operating solutions.
Early attempts
Kniel et al. (1996) proposed a method to incorporate LCA considerations with process optimization. The method is presented as a case study on a nitric acid production plant. LCA is used to quantify the environmental performance of a number of design alternatives aimed at waste reduction. Economic models are developed for each alternative and associated with environmental models obtained from LCA. The optimization is performed using multi-objective technology. The focus of the work is to link the environmental models, which are developed based on a full implementation of LCA, with process design decisions. The process models, decision parameters and objective functions employed are rather limited. The author identifies these shortcomings and also suggests that social factors be considered in the future, together with environmental impacts.
Azapagic and Clift (1999) proposed the application of LCA together with process optimization in order to identify trade-offs between economic and environmental performance measures. The environmental measures employed as objective functions in optimization are identified during the goal and scope phase of LCA; hence, optimization is performed either at the life cycle inventory or at the impact assessment phases. The case study presented uses a linear model for the process system, the objective functions consist of environmental (17 burdens or 7 impacts) and 2 economic indicators, while the decision parameters represent material and energy flows. The problem is addressed using multi-objective optimization technology.
Advanced process synthesis and optimization using LCA and environmental impacts
Diwekar (2003) proposed a multilevel process design and optimization framework aiming to enable incorporation of green engineering principles as early as possible at all levels of engineering decision making. The framework employs process simulation models to assess the effects of variations imposed on decision and uncertain parameters using multi-objective optimization technology. The performance measures utilized as objective functions during optimization include indicators associated with the green engineering principles of Anastas and Warner (1998), which are essential guidelines providing design directions towards sustainable industrial processes. The work considers principles that can be quantified through operating, structural and environmental parameters represented in process models and utilized as design decisions. However, the author states that the framework does not explicitly address questions related to LCA, industrial ecology and socio-economic sustainability, as such issues involve considerations of a non-quantitative nature.
Guillen-Gosalbez et al. (2008) propose the combined utilization of superstructure optimization and LCA for the systematic incorporation of environmental factors in the design of process flowsheets. The method employed addresses the synthesis of process flowsheets using structural and operational decision options. The employed LCA considers 11 impacts based on Ecoindicator 99, which is an index representing damage to human health, ecosystem quality and resources. The burdens corresponding to these impacts are associated with the process based on operating parameters that represent flows of raw materials, by-products and consumed energy. Shortcut (simplified) process models are utilized in the case study involving the design of a toluene hydro-dealkylization process. Multi-objective technology is employed to address the optimization problem.
Sustainability considerations in design
Azapagic, Millington and Collett (2006) presented a multilevel design framework that employs LCA enhanced with sustainability indicators that cover economic and societal aspects in addition to environmental. The focus of this work is mainly on how to incorporate such indicators in process design stages from project initiation to final design. The approach is illustrated through a case study that addresses only preliminary design, but illustrates the relevance of sustainability criteria in process design, and how to assess design decisions in view of sustainability.
Sugiyama et al. (2008) present a multistage process design framework that considers sustainability criteria. The framework targets the early design phase during the development of a process flowsheet that includes the identification of promising chemistries and involves conceptual design for the selection of the appropriate equipment and operating conditions. The four stages comprising the framework involve screening and filtering of promising routes, followed by multi-objective optimization and sensitivity analysis. The improvements targeted in each stage are represented by indicators addressing economic criteria, life-cycle environmental impacts and hazards that involve workers’ health and safety. In this respect, the framework considers sustainability indices that capture both environmental and societal impacts of the process design decisions, in addition to economic impacts.
19.6 Software technologies for automated sustainable design
There are currently several commercially available software packages that incorporate tools reported in the previous sections. The Aspen Suite includes numerous tools that enable process modeling, optimization and control such as Aspen Plus®, Aspen Hysys® or Aspen OnLine® (Aspen Technology Inc., www.aspentech.com). These tools allow the development and simulation of process flowsheets using interconnected models of process systems, while performance indicators can also be utilized to enable optimization. Similar capabilities are included in other well known software packages such as the SuperPro Designer and Chemcad, which provide a user-friendly environment to perform process simulation and optimization by supporting numerous types of generic modules that represent chemical process equipment. Other software package, such as gPROMS (Process Systems Enterprise Ltd, www.psenterprise.com) or GAMS (GAMS Development Corporation, www.gams.com), enable the development of custom-made models using a programming-oriented approach. Such packages mainly target the robust solution of more complex simulation and optimization problems using powerful solvers.
Process synthesis software is focused mostly on provision of modules for generic representation of process networks and highly specialized optimization algorithms. PNS is one such software package that utilizes the P-graph synthesis approach (Friedler et al., 1992). It provides graphical interfaces to model process networks and also utilizes appropriate algorithms for their optimization. LogMIP and MIPSYN (Lam et al., 2010) are two software packages that target the efficient representation and optimization of complex process synthesis problems. These two packages integrate the GAMS environment for the development of models with advanced MINLP-based optimization algorithms. Such packages generally require expertise in process synthesis, but the provided optimization capabilities are significantly more advanced than environments such as the Aspen Suite.
Process integration software packages that are based on the Pinch technologies are widely available. The most notable packages that incorporate user-friendly interfaces involve SPRINT, STAR, WORK and WATER (Lam et al., 2010), which have been developed by a group at the University of Manchester that pioneered the Pinch technology. A comprehensive review of these and other similar packages is available from Lam et al. (2010). Software packages that incorporate CAMD methods are more limited. One such package that includes a graphical interface is the ProCAMD, developed by a group in the Technical University of Denmark. Optimization-based CAMD software has also been developed as a result of research work by Marcoulaki and Kokossis (2000a) and further extended by Papadopoulos and Linke (2005). This software enables synthesis of novel or conventional molecular structures regardless of the application in which they will be utilized, and incorporates advanced synthesis and optimization methods. Software packages that enable LCA are also widely available. Garcia-Serna et al. (2007) provide a comprehensive review of such packages.
Despite the existence of all these computer-aided packages, the more advanced methods reported in Section 19.5, are systematic methodologies resulting from research work. Such methodologies provide significantly more advanced capabilities than the individual packages; however, they are rather difficult to incorporate in a commercial computer-aided product based on the currently available software technologies. The mounting pressure for sustainability in all industrial sectors and the promising developments in terms of methods and algorithms provide the opportunity for a broader application of such technologies in the future.
19.7 Conclusions and future trends
The presented work has highlighted a number of important automated tools, methods and software packages utilized in the process industry that can be used to address sustainability issues in the food processing industry. Tools such as process optimization, synthesis, integration and CAMD can generally be utilized to systematically identify processing or product design options that can improve the economic, operating or environmental performance of a process system or a product. These tools have been mostly utilized to target process or product economics, while the associated environmental implications are often covered through indicators that focus on particular production stages or impacts. Process integration for dynamic operability is seldom considered in the design of food processing plants despite the potential benefits in both economical and sustainability terms. The incorporation of real-time optimization in food processing will eventually enhance the ability of the plant to respond to multiple changes at different layers (e.g., operational, market, environmental) in the most effective and profitable way.
On the other hand, a tool such as LCA is used to identify opportunities for environmental improvements in the entire life cycle of a process or a product and provides the indicators required to quantify environmental impacts. In this respect, LCA has been used in combination with several tools in order to enable a more inclusive representation of the environmental implications involved in process or product development. Recently presented research efforts are also attempting to incorporate the social dimension of sustainability in methods that already address process economics and environmental impacts. These methods mostly involve the use of process optimization and process synthesis, while process integration and CAMD are mostly limited to addressing economic performance and targeted environmental impacts.
Despite the huge scope for utilization of these tools and methods in the food processing industry, the applications are still limited. The reported works mostly involve the use of LCA, the combined use of optimization and LCA, or the use of process integration methods. Clearly, there is a need to utilize more advanced tools and methods in the food processing industry in order to enhance sustainability. The availability of numerous advanced computer-aided software tools is expected to meet the needs for a sustainable food processing industry in the near future.
19.8 Sources of further information and advice
Lam et al. (2010) have recently presented a comprehensive work regarding software packages for process integration, modeling and optimization that address energy saving and pollution reduction. The work is essentially a review of process integration and retrofit analysis tools, general mathematical suites with optimization libraries, flowsheeting packages and process optimization tools. It further provides an analysis on how such tools can be utilized for the design of sustainable industrial process systems.
The book by Biegler et al. (1997) is also one of the most important works on the design, synthesis and optimization of chemical processes. It starts by discussing methods for preliminary analysis and assessment of process systems such as mass and energy balances and costing of equipment, and addresses the issue of utilizing rigorous unit operation models in process design and flowsheeting. Subsequently, the book proceeds to more advanced issues regarding process synthesis and integration methods, while it also discusses all the major MI(N)LP techniques employed in synthesis and optimization of chemical processes.
The work by Seferlis and Grievink (2004) is a comprehensive collection of recent advances in integrated design and control that addresses process characterization, methods for simultaneous design and control and plantwide control system design.
The work of Azapagic et al. (2004) is also an interesting collection that presents the issue of sustainability applied to case studies in the chemical process industry. The book covers issues of wastewater treatment and management, process design in the context of sustainability applied in polymer production and renewable energy systems for power generation, to name a few. A similarly comprehensive collection that covers sustainability issues such as water and energy management with particular emphasis in the food industry is the work by Klemes et al. (2008). The book addresses issues that range from legislation to technologies utilized in water and energy management and is very broad in scope as it can be utilized as a reference point for the application of energy and water integration methods in any other industrial sector.
19.9 References
Akkerman, R., van Donk, D.P. Development and application of a decision support tool for reduction of product losses in the food processing industry. Journal of Cleaner Production. 2008; 16:335–342.
Akkerman, R., Wang, Y., Grunow, M. MILP approaches to sustainable production and distribution of meal elements. International Conference on Computers and Industrial Engineering, CIE 2009. 2009; 973–978. [art. no. 5223667].
Anastas, P.T., Warner, J.C. Green Chemistry: Theory and Practice. New York: Oxford University Press; 1998.
Andersson, K. LCA of food products and production systems. International Journal of LCA. 2000; 5(4):239–248.
Andersson, K., Ohlsson, T., Olsson, P. Screening life cycle assessment (LCA) of tomato ketchup: A case study. Journal of Cleaner Production. 1998; 6:277–288.
Atkins, M.J., Walmsley, M.R.W., Neale, J.R. Integrating heat recovery from milk powder spray dryer exhausts in the dairy industry. Applied Thermal Engineering. 2011; 31:2101–2106.
Azapagic, A., Clift, R. The application of life cycle assessment to process optimization. Computers and Chemical Engineering. 1999; 23:1509–1526.
Azapagic, A., Millington, A., Collett, A. A methodology for integrating sustainability considerations into process design. Chemical Engineering Research and Design. 2006; 84(A6):439–452.
Azapagic, A., Perdan, S., Clift, R. Sustainable Development in Practice. West Sussex, U.K: John Wiley and Sons Ltd; 2004.
Balsa-Canto, E., Banga, J.R., Alonso, A.A. A novel, efficient and reliable method for thermal process design and optimization. Part II: applications. Journal of Food Engineering. 2002; 52:235–247.
Banga, J.R., Balsa-Canto, E., Moles, C.G., Alonso, A.A. Improving food processing using modern optimization methods. Trends in Food Science and Technology. 2003; 14:131–144.
Banga, J.R., Singh, R.P. Optimization of air drying foods. Journal of Food Engineering. 1994; 23:189–211.
Bezergianni, S., Dimitriadis, A., Kalogianni, A., Knudsen, K.G. Toward hydrotreating of waste cooking oil for biodiesel production. Effect of pressure, H2/oil ratio, and liquid hourly space velocity. Industrial and Engineering Chemistry Research. 2011; 50(7):3874–3879.
Biegler, L.T., Grossmann, I.E., Westerberg, A.W. Systematic Methods of Chemical Process Design. New Jersey, U.S.A: Prentice Hall International Series in the Physical and Chemical Engineering Sciences, Prentice Hall PTR; 1997.
Brundtland, G.H. For World Commission on Environment and Development Our Common Future. Oxford, UK: Oxford University Press; 1987.
Buxton, A., Livingston, A.G., Pistikopoulos, E. Optimal design of solvent blends for environmental impact minimization. AIChE Journal. 1999; 45(4):817–843.
Chalabi, Z.S., van Willigenburg, L.G., van Straten, G. Robust optimal receding horizon control of the thermal sterilization of canned foods. Journal of Food Engineering. 1999; 40:207–218.
Department for Environment Food and Rural Affairs (DEFRA), Food Industry Sustainability Strategy, 2006.. http://www.defra.gov.uk [Technical report, Available from:].
Dimian, A.C., Bildea, C.S., Component inventory control in recycle systemsSeferlis, P., Georgiadis, M.C., eds. The Integration of Process Design and Control, Computer Aided Chemical Engineering, 2004:401–429. [17].
Diwekar, U.M. Greener by design. Environmental Science and Technology. 2003; 37:5432–5444.
Duvedi, A.P., Achenie, L.E.K. Designing environmentally safe refrigerants using mathematical programming. Chemical Engineering Science. 1996; 51(15):3727–3739.
Edgar, T.E., Himmelblau, D.M. Optimization of Chemical Processes. McGraw Hill Chemical Engineering Series, McGraw Hill Book Company; 1988.
Folic, M., Gani, R., Jiménez-González, C., Constable, D.J.C. Systematic selection of green solvents for organic reacting systems. Chinese Journal of Chemical Engineering. 2008; 16(3):376–383.
Friedler, F., Tarján, K., Huang, Y.W., Fan, L.T. Graph-theoretic approach to process synthesis: Axioms and theorems. Chemical Engineering Science. 1992; 47(8):1973–1988.
Garcia-Serna, J., Perez-Barrigon, L., Cocero, M.J. New trends for design towards sustainability in chemical engineering: Green engineering. Chemical Engineering Journal. 2007; 133:7–30.
Georgiadis, M.C., Rotstein, G.E., Macchieto, S. Modelling and simulation of complex plate heat exchanger arrangements under milk fouling. Computers and Chemical Engineering. 1998; 22:S331–S338.
Guillen-Gosalbez, G., Caballero, J.A., Jimenez, L. Application of life cycle assessment to the structural optimization of process flowsheets. Industrial and Engineering Chemistry Research. 2008; 47:777–789.
Hallale, N., Moore, I., Vauk, D. Hydrogen optimization at minimal investment. Petroleum Technology Quarterly. 2003; 2:83–90.
Hammond, E.G., Johnson, L.A., Su, C., Wang, T., Whit, P.J. Bailey’s Industrial Oil and Fat Products, Sixth Edition. Fereidoon Shahidi: Ed, John Wiley & Sons, Inc.; 2005.
Hospido, A., Vasquez, M.E., Cuevas, A., Feijoo, G., Moreira, M.T. Environmental assessment of canned tuna manufacture with a life-cycle perspective. Resources, Conservation and Recycling. 2006; 47:56–72.
Hostrup, M., Harper, P.M., Gani, R. Design of environmentally benign processes: Integration of solvent design and separation process synthesis. Computers and Chemical Engineering. 1999; 23(10):1395–1414.
Huan, Z. ‘Energy saving opportunities for food refrigeration’, Presentation from Department of Mechanical Engineering, Vaal Technical University. Available from: http://www.solansystems.com/articles/Energy%20saving%20opportunities.pdf, 2011.
Johns, W.R. Process synthesis: Poised for a wider role. Chemical Engineering Progress. 2001; 4(2001):59–65.
Kemp, I.C. Reducing dryer energy use by process integration and pinch analysis. Drying Technology. 2005; 23(9–11):2089–2104.
Klemes, J., Smith, R., Kim, J.K. Handbook of Water and Energy Management in Food Processing. Woodhead-Publishing Ltd.; 2008.
Kniel, G.E., Delmarco, K., Petrie, J.G. Life cycle assessment applied to process design: Environmental and economic analysis and optimization of a nitric acid plant. Environmental Progress. 1996; 15(4):221–228.
Kondilli, E., Pantelides, C.C., Sargent, R.W.H. A general algorithm for short-term scheduling of batch operationsI. MILP formulation. Computers and Chemical Engineering. 1993; 17(2):211–227.
Kookos, I.K., Perkins, J.D., The back-off approach to simultaneous design and controlSeferlis, P., Georgiadis, M.C., eds. The Integration of Process Design and Control, Computer Aided Chemical Engineering; 17, 2004:216–238.
Kopanos, G.M., Puigjaner, L., Georgiadis, M.C. Optimal production scheduling and lot-sizing in dairy plants: The yogurt production line. Industrial and Engineering Chemistry Research. 2010; 49:701–718.
Krokida, M.K., Bisharat, G.I. Heat recovery from dryer exhaust air. Drying Technology. 2004; 22(7):1661–1674.
Lam, H.L., Klemes, J.J., Kravanja, Z., Varbanov, P.S., Software tools overview: Process integration, modelling and optimization for energy saving and pollution reduction. Asia-Pacific Journal of Chemical Engineering 2010;, doi: 10.1002/apj.469.
Lewin, D.R. A simple tool for disturbance resiliency diagnosis and feedforward control design. Computers and Chemical Engineering. 1996; 20(1):13–25.
Li, Y., Griffing, E., Higgins, M., Overcash, M. Life cycle assessment of soybean oil production. Journal of Food Process Engineering. 2006; 29:429–445.
Linnhoff, B., Flower, J.R. Synthesis of heat exchanger networks: I. Systematic generation of energy optimal networks. AIChE Journal. 1978; 24:633–642.
Liverman, D.M., Hanson, M.E., Brown, B.J., Merideth, R.W., Jr. Global sustainability: Toward measurement. Environmental Management. 1988; 12(2):133–143.
Luyben, M.L., Design of industrial processes for dynamic operabilitySeferlis, P., Georgiadis, M.C., eds. The Integration of Process Design and Control, Computer Aided Chemical Engineering, 2004:352–374. [17].
Marcoulaki, E.C., Kokossis, A.C. On the development of novel chemicals using a systematic synthesis approach. Part I. Optimization framework. Chemical Engineering Science. 2000; 55(13):2529–2546.
Marcoulaki, E.C., Kokossis, A.C. On the development of novel chemicals using a systematic optimization approach. Part II. Solvent Design. Chemical Engineering Science. 2000; 55(13):2547–2561.
Mattsson, B., Olsson, P., Environmental audits and life cycle assessmentDillon, M., Griffith, C., eds. Auditing in the Food Industry, 2001:174–193. [Woodhead Publishing Limited.].
Morison, K.R. Steady-state control of plate pasteurizers. Food Control. 2005; 16:23–30.
Natural Resources Canada, Pinch analysis: For the efficient use of energy, water and hydrogen, 2003.. http://canmetenergy.nrcan.gc.ca/sites/canmetenergy.nrcan.gc.ca/files/files/pubs/2009-052_PM-AC_404DEPLOI_e.pdf [Technical Report, Available from:].
Negiz, A., Ramanauskas, P., Cinar, A., Sclesser, J.E., Armstrong, D.J. Modeling, monitoring and control strategies for high temperature short time pasteurization systems – 2. Lethality-based control. Food Control. 1998; 9:17–28.
Negiz, A., Ramanauskas, P., Cinar, A., Sclesser, J.E., Armstrong, D.J. Modeling, monitoring and control strategies for high temperature short time pasteurization systems – 3. Statistical monitoring of product lethality and process sensor reliability. Food Control. 1998; 9:29–47.
Papadopoulos, A.I., Linke, P. Efficient integration of optimal solvent and process design using molecular clustering. Chemical Engineering Science. 2006; 61(19):6316–6336.
Papadopoulos, A.I., Linke, P. Multiobjective molecular design for integrated process-solvent systems synthesis. AIChE Journal. 2006; 52(3):1057–1069.
Papadopoulos, A.I., Linke, P. Integrated solvent and process selection for separation and reactive separation systems. Chemical Engineering and Processing: Process Intensification. 2009; 48(5):1047–1060.
Papadopoulos, A.I., Stijepovic, M., Linke, P. On the systematic design and selection of optimal working fluids for Organic Rankine Cycles. Applied Thermal Engineering. 2010; 30(6–7):760–769.
Papadopoulos, A.I., Stijepovic, M., Linke, P., Seferlis, P., Voutetakis, S. Power generation from low enthalpy geothermal fields by design and selection of efficient working fluids for organic Rankine cycles. Chemical Engineering Transactions. 2010; 21:61–66.
Phongpipatpong, M., Douglas, P.L. Synthesis of rice processing plants. II. MINLP optimization. Drying Technology. 2003; 21(9):1611–1629.
Pomerleau, D., Desbiens, A., Barton, G.W. Real time optimization of an extrusion cooking process using a first principles model. IEEE Conference on Control Applications. 2003; 1:712–717.
Rong, A., Akkerman, R., Grunow, M. An optimization approach for managing fresh food quality throughout the supply chain. International Journal of Production Economics. 2011; 131:421–429.
Sakizlis, V., Perkins, J.D., Pistikopoulos, E.N., Simultaneous process and control design using mixed integer dynamic optimization and parametric programmingSeferlis, P., Georgiadis, M.C., eds. The Integration of Process Design and Control, Computer Aided Chemical Engineering, Elsevier, 2004:187–215. [17].
Saling, P., Maisch, R., Silvain, M., Konig, N. Assessing the environmental-hazard potential for life-cycle assessment, eco-efficiency and SEEBalance. International Journal of LCA. 2005; 10(5):364–371.
Sargent, R.W.H. A functional approach to process synthesis and its application to distillation systems. Computers and Chemical Engineering. 1998; 22:31–45.
Schmidt, I., Meurer, M., Saling, P., Kicherer, A., Reuter, W., Gensch, C.-O. SEEbalance ®: Managing sustainability of products and processes with the socio-eco-efficiency analysis by BASF. Greener Management International. 2004; 45:79–94.
Schweiger, C.A., Floudas, C.A., Integration of design and control: Optimization with dynamic modelsHager, W.W., Pardalos, P.M., eds. Optimal Control: Theory, Algorithms and Applications, 1997:388. [Kluwer Academic Pub.].
Seferlis P. and Georgiadis M.C. The Integration of Process Design and Control, Computer Aided Chemical Engineering,17, 1–9.
Seferlis, P., Grievink, J., Process design and control structure evaluation and screening using nonlinear sensitivity analysisSeferlis, P., Georgiadis, M.C., eds. The Integration of Process Design and Control, Computer Aided Chemical Engineering, Elsevier, 2004:326–351. [17].
Seferlis, P., Voutetakis, S.S., Measurement and process control for water and energy use in food industryKlemes, J., Smith, R., Kim, J.K., eds. Handbook of Water and Energy Management in Food Processing, 2008:387–418. [Woodhead-Publishing Ltd.].
Stefanis, S.K., Livingston, A.G., Pistikopoulos, E.N. Environmental impact considerations in the optimal design and scheduling of batch processes. Computers and Chemical Engineering. 1997; 21(10):1073–1094.
Subramanian, S., Georgakis, C. Methodology for the steady-state operability analysis of plantwide systems. Industrial and Engineering Chemistry Research. 2005; 44(20):7770–7786.
Sugiyama, H., Fischer, U., Hungerbulher, K., Masahiko, H. Decision framework for chemical engineering process design including different stages of environmental, health and safety assessment. AICHE Journal. 2008; 54(4):1037–1053.
Sustainable Measures, Introduction to Sustainable Development, 2010.. http://www.sustainablemeasures.com/node/42 [Technical report, Available from:, 2010.].
Thevendiraraj, S., Klemeš, J., Paz, D., Aso, G., Cardenas, G.J. Water and wastewater minimisation study of a citrus plant. Resources Conservation and Recycling. 2003; 37(3):227–250.
Townsend, D.W., Linnhoff, B. Heat and power networks in process design, Part I: Criteria for placement of heat Engines and heat pumps in process networks. AIChE Journal. 1983; 29(5):742–748.
Tsoka, C., Johns, W.R., Linke, P., Kokossis, A. Towards sustainability and green chemical engineering: Tools and technology requirements. Green Chemistry. 2004; 6:401–406.
Wang, Y.P., Smith, R. Wastewater minimization with flowrate constraints. Chemical Engineering Research and Design. 1995; 73(A8):889–904.