But now I realize that reducing setup time is actually the key to reducing bottlenecks, lowering costs, and improving the quality of your products. Setups are, from this perspective, the most critical element of the process.
—Bodek (1983, p. xiii)
Setup times are one of the six big losses that are included in calculating overall equipment effectiveness (OEE = availability rate × performance rate × quality rate). The availability rate consists of set-up and adjustment losses as well as breakdown losses. The set-up time is the downtime that occurs when equipment or a work position is adjusted or prepared to be able to produce a different kind of a product. The adjustment losses are those associated with defective units that occur while making the switch from one product to another. Setups occur in services as well as manufacturing. For example, after a patient leaves an examination room, a nurse may go into the room and remake the examination bed and clean up materials left from the first patient, while setting out materials for the next patient.
The setup procedure and the adjustment procedure can occur simultaneously. There is, however, an important distinction.
- The setup itself is the changing of position of a die or material in a machine.
- The adjustment occurs when the initial setting (e.g., the new position) is tested and repeatedly adjusted to find the correct setting.
Setup and adjustment are related. Therefore, the adjustment time is often included as part of the setup time. Companies often measure the setup time as being the time from the production of the last good part to the production of the first good part. If we are more precise in our initial setting, then there is less adjusting to do.
There are many types of operations in any service or manufacturing process. These include transport of materials, inspection of materials, and the actual processing. For example, in manufacturing, to spot weld two pieces of material together, the two pieces of material have to be transported to the welding machine. There has to be a brief inspection at the machine or prior to transporting the materials to the machine to ensure that they are correct before they are welded. Finally, the welding of the two pieces together requires fitting them into the machine so that they are positioned correctly. In services, a cook preparing a meal has to transport the food to the preparation area, then inspect it to ensure it is edible (this could occur while the food is being cleaned) and then prepare it or process it. For example, an onion is transported from the storage bin to the prep table, where it is peeled, inspected to make sure there are no rotten parts, and then prepared. One of Shigeo Shingo’s contributions was to help us understand that actually each of these operations includes a time for setup (Shingo 1983). That time may be brief, but it is present. It is this setup time which pushes both service providers and manufacturers to process batches of items or people instead of one part or one person at a time.
… production activities comprise processes and operations, and setups are included in each type of operation. (Shingo 1983, p. 9)
Shigeo Shingo, the inventor of the Single Minute Exchange of Die (SMED) system, says in his book: “The SMED system is much more than a matter of technique; it is an entirely new way of thinking about production itself” (Shingo 1983, p. xxii). This means that by understanding how setups affect every operation and, therefore, every process we will approach how we design the process differently; the OEE equation shows that how we manage the setup affects the process effectiveness. So, what Shingo is saying is that how we think about performing setups determines how we will manage the setup, which will determine the effectiveness of our process.
Setup times are one of the main reasons for buffers caused by processing transformed resources in discrete quantities (or batches). Transformed resources are processed in batches to reduce setup times. But this creates time and inventory buffer. So, one way to create more effective processes is through setup-time reduction.
Shingo’s (1983) new thinking about how to manage setups can be summarized by the following four observations:
- All operations have a setup time when switching from one type of product or service to another.
- Time spent doing setups can be divided between actions taken to prepare for the next type of product or service to be processed while: (a) still processing a different product of service (external setup); and (b) while the process is stopped after completing one product or service and before starting the next process or service (internal setup).
- Setup time can be divided into “setting” a tool or material or person in a process and “adjusting,” which as stated above is time spent revising the initial setting to get it correct.
- Techniques can be developed to simplify both the internal and external setup of an operation. This reduces the knowledge and skill required to perform the setup.
The distinction between internal and external setups is critical. Internal setups are setup steps that can only be performed when the machine or the process is stopped, which means they are within the measured setup time. A manufacturing example of an internal setup is mounting or removing of dies from a machine. The machine has to be stopped for the setup operator to remove a die and then install a new die into the machine. A service example of an internal setup occurs in surgery. For the operating room (OR) to be prepared for the next patient, the patient whose surgery has just been completed has to be transferred from the table to a stretcher and then taken out of the OR to the postanesthesia care unit (PACU). No other surgeries are being performed in the OR while this occurs, so the process is stopped and it is an internal setup.
For most processes, the setup of an operation in a process as it switches from one product or service to another has common elements between the products or services. For example, a spot welder may be welding similar size pieces of steel together as it switches between products. This should simplify adjusting the jigs and holders on the welder. Or, the same type of surgery may be performed in an OR, so that all of the equipment does not have to be changed between patients. In order to simplify the setup and, consequently, help to reduce setup times it helps to identify these common setup elements.
Setup procedures are usually thought of as infinitely varied, depending on the type of operation and the type of equipment being used. Yet, when those procedures are analyzed from a different viewpoint, it can be seen that all setup operations comprise a sequence of steps. (Shingo 1983, p. 26)
Identify Steps in Setup Procedure
The most important step in implementing SMED is distinguishing between internal and external setup. (Shingo 1983, p. 29)
As is true for most process improvement efforts, it is first necessary to understand the current state of the process. It is important to initially establish the sequence of steps to be performed to complete the setup. Then it is important to determine how much time is spent on each step. For example, in Table 3.1, the sequence of steps to setup a grinding machine is shown along with the average time required to do each step. Notice that it is recorded in the sequence it occurs and it includes activities that the observer may not see as being part of the setup, such as looking for the allen wrenches. It is important to record the sequence of steps that occur after the machine stops producing until the machine starts to produce.
Table 3.1 Identify sequence of steps in setup process
Setup grinding machine XXX |
||
No. |
Elements of setup operation |
Average time (seconds) |
1 |
Open door of grinding machine |
2 |
2 |
Unload last parts |
1 |
3 |
Find switch lockout |
120 |
4 |
Put on switch lockout |
15 |
5 |
Open grinder protective cover |
10 |
6 |
Find allen wrenches to remove attachment |
1,200 |
7 |
Loosen allen nuts |
120 |
8 |
Twist/manipulate attachment to identify restricting allen nuts |
30 |
9 |
Loosen allen nuts |
60 |
10 |
Remove attachment |
120 |
11 |
Check attachment for wear and need for repair |
120 |
12 |
Record attachment status on attachment record card |
90 |
13 |
Place attachment into holder |
30 |
14 |
Put record card into slot on holder |
15 |
15 |
Find new attachment |
600 |
16 |
Check new attachment for wear |
60 |
17 |
Orient attachment to holder |
60 |
18 |
Place attachment in holder and hand tighten two allen nuts |
120 |
19 |
Check location of attachment for orientation (centering on shaft) |
60 |
20 |
Tighten remaining allen nuts |
120 |
21 |
Find torque wrench |
180 |
22 |
Check torque on allen nuts and adjust |
120 |
23 |
Close grinder cover |
10 |
24 |
Remove switch lockout |
15 |
25 |
Place tools into tool box |
30 |
26 |
Trial run with one part and necessary adjustments |
180 |
Separate Setup Steps into Internal and External Steps
The next step after recording the sequence of steps is to identify which of those steps must be done while the machine is shut down (i.e., internal to the setup) and which steps could be done while the machine is running (i.e., external). These are shown in Table 3.2.
Table 3.2 Separation of setup steps into internal and external setup
Setup grinding machine XXX |
||||
No. |
Elements of setup operation |
Average time (seconds) |
Internal steps |
External steps |
1 |
Open door of grinding machine |
2 |
x |
|
2 |
Unload last parts |
1 |
x |
|
3 |
Find switch lockout |
120 |
|
x |
4 |
Put on switch lockout |
15 |
x |
|
5 |
Open grinder protective cover |
10 |
x |
|
6 |
Find allen wrenches to remove attachment |
1,200 |
|
x |
7 |
Loosen allen nuts |
120 |
x |
|
8 |
Twist/manipulate attachment to identify restricting allen nuts |
30 |
x |
|
9 |
Loosen allen nuts |
60 |
x |
|
10 |
Remove attachment |
120 |
x |
|
11 |
Check attachment for wear and need for repair |
120 |
|
x |
12 |
Record attachment status on attachment record card |
90 |
|
x |
13 |
Place attachment into holder |
30 |
x |
|
14 |
Put record card into slot on holder |
15 |
|
x |
15 |
Find new attachment |
600 |
|
x |
16 |
Check new attachment for wear |
60 |
|
x |
17 |
Orient attachment to holder |
60 |
x |
|
18 |
Place attachment in holder and hand tighten two allen nuts |
120 |
x |
|
19 |
Check location of attachment for orientation (centering on shaft) |
60 |
x |
|
20 |
Tighten remaining allen nuts |
120 |
x |
|
21 |
Find torque wrench |
180 |
|
x |
22 |
Check torque on allen nuts and adjust |
120 |
x |
|
23 |
Close grinder cover |
10 |
x |
|
24 |
Remove switch lockout |
15 |
x |
|
25 |
Place tools into tool box |
30 |
|
x |
26 |
Trial run with one part and necessary adjustments |
180 |
x |
|
Those steps shown as external in Table 3.2 could be moved from the internal setup procedure that is being done in Table 3.1. This transformation of internal to external setup times would immediately reduce the setup losses. For example, a checklist could be prepared to remind a machine operator of what needs to be done while the machine is operating to prepare for the setup. Then a setup table or setup cart could be kept by the machine so the operator does not have to go far to perform the external steps.
… converting internal setup to external setup—involves two important notions:
- Re-examining operations to see whether any steps are wrongly assumed to be internal
- Finding ways to convert these steps to external setup. ... (Shingo 1983, p. 30)
Converting internal setup steps to external setup steps immediately reduces the amount of time spent on the setup. For example, in surgery the patient cannot be removed from the OR until the patient wakes up. But, the surgery is finished once the patient has had their skin sutured, so this time spent for the patient to wake up in the OR is classified as internal setup time. If the anesthesiologist can start to reduce the anesthetic being provided to the patient while they are in the last stages of their surgery, then the patient will wake up earlier, closer to the finish of the procedure.
Tools to Help Manage External Setup Times
The simplest tool to help manage the external setup steps and to keep them from becoming internal setup steps is a checklist. This is illustrated in Table 3.3.
This checklist serves as a reminder to the machine operator of what they have to do while the machine is running to prepare for the next type of part to be produced on that machine. Having the operator start to perform the external steps while their machine is operating leads directly to the next opportunity for improvement. The operator can reduce the times required for these steps by having a setup cart at a setup location adjacent to their work area. If this area is kept clean and organized (using 5S as described earlier) then the times for these external steps are reduced.
Table 3.3 External setup steps
Setup grinding machine XXX |
|||
No. |
Elements of setup operation |
Average time (seconds) |
External steps |
1 |
Find switch lockout |
120 |
x |
2 |
Find allen wrenches to remove attachment |
1,200 |
x |
3 |
Check attachment for wear and need for repair |
120 |
x |
4 |
Record attachment status on attachment record card |
90 |
x |
5 |
Put record card into slot on holder |
15 |
x |
6 |
Find new attachment |
600 |
x |
7 |
Check new attachment for wear |
60 |
x |
8 |
Find torque wrench |
180 |
x |
9 |
Place tools into tool box |
30 |
x |
While there will be a lot of similarities between the machine and operation processes being setup, it is important to recognize that although there are many shared elements, there will also be unique elements to each machine and operation. It will be important for each machine to have its own setup checklist and its own setup cart.
Reducing Internal Setup Time Through Standardization
Standardization is recognized as a straightforward improvement method since it reduces variability. The difficulty is how to standardize across different types of machines, across different types of parts, and different types of processes.
To achieve this, each step in the various setup operations has to be carefully analyzed. The common elements in the various setups need to be identified to determine what standardization would be effective. For example, if a common element across various setups is to clamp something into place, is there a way of standardizing this clamping procedure? Can it be standardized so that we could fasten or unfasten objects with only one movement or touch. For example, a normal hole to fasten a die can be substituted by a pear-shaped or U-shaped hole—as depicted in Figure 3.1—which avoids loosening the whole screw when the die is changed. This may require changes across machines to change the general clamping process, but it provides a standard clamping process.
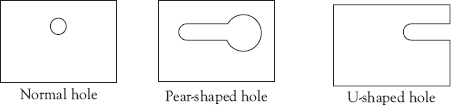
Figure 3.1 One touch functional clamps
Another common element to create standard functionalization is adjusting the height required for closure. For example, a rubber press might manage a variety of dies. One die might be 35 cm thick, while on the next part the press might be used with a die that is 28 cm thick. There is a significant amount of time lost if the press has to move the extra 7 cm on each stroke. This could be adjusted not by purchasing a new die so that every die is then 35 cm thick, but by putting a 7 cm thick shim below one die so that it is in effect 35 cm thick. This eliminates the time to adjust the closing height of the press.
From the second distinction—between setting and adjustment—it becomes clear that only setting is required. Therefore a second important principle of SMED is to eliminate adjustments. This is more important, as adjustment typically requires a high skill level and experience from the operator. Adjustments can, for example, be eliminated when the number of settings is limited and visible reference lines are introduced.
Benefits of SMED
There are many benefits to reducing setup times. First, reducing internal setup times increase OEE and thus system effectiveness. Second, reducing setup times allows for reduced batch sizes. This in turn reduces the amount of time that orders and people spend waiting, so the overall flow time of the work being performed is reduced. This ensures that the system is more responsive to the customer, which makes the company more competitive. By allowing production to occur one unit at a time instead of in large batches, setup time reduction or SMED is an example of working smarter instead of harder.
References
Bodek, N. 1983. Publisher’s Preface in A Revolution in Manufacturing: The SMED System, by Shigeo Shingo. Translated by Andrew P. Dillon. Portland, OR: Productivity Press.
Shingo, S. 1983. A Revolution in Manufacturing: The SMED System. Translated by Andrew P. Dillon. Portland, OR: Productivity Press.