Kaizen, or “5S,” is a method used to diminish the slack hidden in plants. 5S represents the Japanese words Seiri, Seiton, Seison, Seiketsu, and Shitsuke, which collectively translate to a cleanup activity at the work place.
—(Monden 1993, p. 199)
The 5S program itself is a set of five simple steps which are taken to achieve and maintain a clean, well-ordered, and safe workplace (Table 1.1).
This volume starts with an explanation of the 5S program, because 5S is a critical part of a lean work design. The 5S program gives responsibility to each individual to maintain the cleanliness of their own work areas. It also gives the responsibility to the individual worker to help eliminate slack or muda (i.e., waste) in their own work area. The main objective of 5S is to avoid workplaces as the one depicted in Figure 1.1—would you like to work in such a workplace?
5S provides the foundation for all other improvements in a company. It is often implemented as the first step in implementing lean operations, as the first step in total productive maintenance programs, and as the first step in quality management.
Once it is implemented, S1, S2, and S3 together form an ongoing cycle of cleaning that is standardized or structured by S4 and institutionalized or sustained by S5.
S1—Sort—is done initially and then is done periodically. Its periodic repetition is an essential component of the ongoing 5S program. S1 is done using the “TAG” method to sort what is needed from what is not needed. In this method, tags are used to indicate material that is required for the process and material that should be removed. The tags are a simple way of communicating to everyone the value of an item in the process in which it is used. It is unambiguous—all items have tags that clearly indicate their importance to someone.
|
Description |
||
S1 |
Seiri |
Sort |
Sort out what is needed from what is not needed to perform the process. |
S2 |
Seiton |
Set in order |
Create a place for all of the items that are needed and put everything in its place. “A place for everything and everything in its place.” |
S3 |
Seiso |
Shine and inspect |
Sweep and clean the work area. |
S4 |
Seiketsu |
Standardize |
Create standard procedures that state when, where, and who performs each of the above steps. |
S5 |
Shitsuke |
Sustain |
Create a control structure to ensure that the 5S procedures are achieving a clean, well-ordered, safe workplace. |
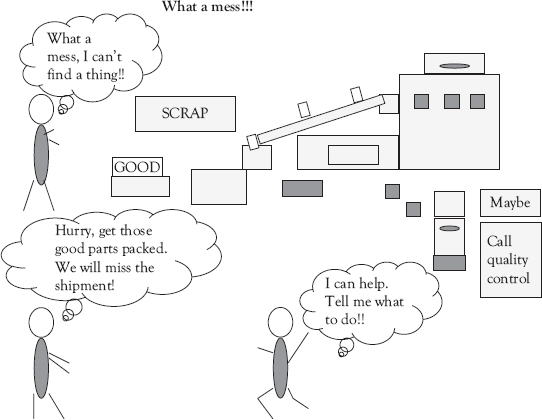
Figure 1.1 A typical workplace?: What a mess!!!
- Sort through all of the items in your workplace. Tag each item that is considered important to perform the workplace tasks with a “green” tag. All items that are considered not important to perform the workplace tasks receive a “red” tag. All items that we cannot decide about should receive a “yellow” tag. In a multishift environment each shift independently selects the color of the tag for the item. Different companies may use different sets of tags, but this is a general description of the method.
- Once everybody has had an opportunity to put on the tags, everything that has all red tags is removed. Anything with at least one green tag stays. All the items with a mix of red and yellow stay or are placed into an intermediate storage area if available. They are reevaluated after a certain time period.
S2—Set in order—means that we determine where to place each item we are retaining in the workplace. This could be on shelves or on the floor. The position for the item should be selected so that the minimum motion is required to use the item when it is needed. Once we are certain that the items are positioned in the correct location, then we can mark their location with lines, signs, or shadows. These lines or borders create meaning, which is communicated in an otherwise empty space. If there is nothing within the lines, we know that something is missing. For example, in an elevator if there is a picture frame above the buttons, and the only thing in it is a note that says “Place Inspection Report Here” everyone getting on the elevator knows the inspection report is missing.
S3—Shine and Inspect (i.e., clean)—Clean means free from dirt, stains, and impurities. As everyone who lives in a family knows, what is clean for one person is not clean for another person. The first step in this is to decide how clean is clean with the people who are involved in performing work within the area. The work team can develop a scale of cleanliness such as: “Clean enough to eat from the surface or White glove clean” at one extreme, compared to another extreme such as “Clean enough for my kids” or “Pigsty.” Involving the workers in each work area in performing the shine and inspection step means that workers will begin to see clean as an incremental process. As incremental improvement goals are set, workers will experience how setting goals and working to them yields continuous improvement. Next, we have to decide how to do the cleaning—what methods, tools, and supplies are to be used in the cleaning. Finally, it has to be determined where supplies and tools required for cleaning should be stored. For example, should they be in the 5S corner or the 5S cupboard?
S4—Standardize—is the establishment of standard procedures to perform S1, S2, and S3 on a regular basis. The tasks to be performed are assigned to individuals and scheduled. This can be done using a simple task assignment matrix. Public restrooms often have an example of this fourth step hanging behind the entrance door to the bathroom. Often there is a check sheet there that lists all the cleaning tasks to be performed, who is assigned, the time it was done, and room for notes. How well this step is performed depends on the front-line manager. Does the front-line manager really care? What is the relationship of the managers’ behaviors to their words? If the managers care they will be sure to include checking this list as part of their standard, daily work. The employees will note if the manager behaves as if the message of cleaning the bathroom is important to the manager.
The S4, Standardize, step requires a “project” mind-set on the part of the manager. The manager has to divide the task of keeping a clean, organized workplace into small steps which can be delegated to employees and team members. For example, if one task that a team of nurses needs to perform is to keep a store room organized and uncluttered but also stocked after steps S1, S2, and S3 are completed, the team manager can create a list of responsibilities. Assume that there is a two-bin reordering procedure in place, in which any person who takes the last item in a bin or carton moves the next carton to the front of the shelf and places the empty carton in a designated shelf (i.e., the empties shelf) in the store room. Twice a day the Department Administrative Clerk comes to the store room and takes these empty bins to their desk and places the order. Also, if the shelves are labeled with the item name, item number, and the number of cartons that are to be there it is easy to see the status of all of the materials.
This is illustrated in Figure 1.2. This figure includes a table at the top, which identifies who is going to do which task, what the task is, and when the task is to be performed. In addition, it shows what the standards for task performance are. For example, the Department Admin Clerk is to ensure that the “Empties” shelf has no empty cartons or other materials on it. The staff person responsible then records the time they checked and performed their task on the checklist and places their initials there.
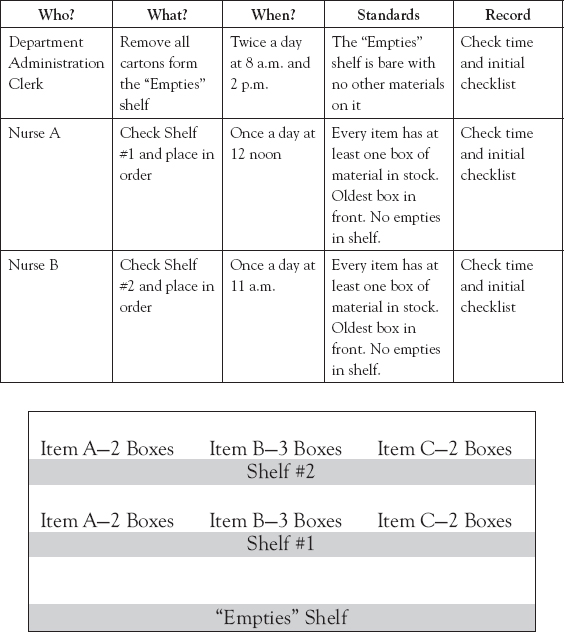
Figure 1.2 Example of step S4, standardize, for a hospital storeroom
Organizing like this makes it easy to see when there is a breakdown in training, discipline, or communication in the system. The department manager can walk into the storeroom twice a day and quickly see at a glance whether the process is or is not working. If there are empties on Shelf #1 or Shelf #2 but no empties on the “Empties” shelf, then there is a problem with either Nurse A or Nurse B depending on which shelf there are empties. If there are empty slots in either Shelf #1 or Shelf #2, and empty cartons on the “Empties” shelf, then there is a problem with restocking and the department manager needs to talk with the department clerk.
S5—Sustain—is the implementation of a system to ensure that the 5S policies are followed. This consists of regular audits, promotion, and communication. This requires that the audits be scheduled and the results communicated to everyone. The audit is a teaching and reinforcement tool and not a punitive tool.
If organizations want to optimize the use of their resources, auditors and those being audited need to work as a team, on equal ground. There has been a ground swell, as people come to realize: Why do audits if we don’t benefit from them? (Russell and Regel 2000, p. xi)
As the quote above shows, the purpose of an audit is not to have piles of paper, which are placed onto a shelf to gather dust. It is also not the purpose of an audit to just report the current status to the upper reaches of the hierarchy. Rather, the purpose of the audit is to sustain improvements and to find out where the improvement process is weak and then to take appropriate actions to address those weaknesses.
A 5S audit becomes action-oriented by selecting the correct audit team. For purposes of continuity, the 5S audit team needs to include some members of the team who are semi-permanent or at least on the team for an extended time period. These “constant” members are responsible for maintaining the knowledge over time and ensuring procedures are followed. The second group of members, who are on the 5S audit team, needs to consist of those who do the actual 5S work. The selection of these 5S audit team members should be stratified across the organization by department and by role in the department. The actual front-line workers must be represented on the team for it to be effective.
The frequency of the 5S audits is also important. The 5S audits can be done weekly on a rotation schedule, or even daily if necessary. But, every unit in the facility needs to be audited regularly. To make it easy to train the auditors and to understand the 5S audit results, standard audit sheets with standard scoring need to be developed. An example of this is shown in Table 1.2.
A Sort |
0 |
1 |
2 |
3 |
4 |
5 |
1. Are there unnecessary items (peripherals, supplies) on the setup desk? |
|
|
|
|
|
X |
2. Are there scrap supplies in the supply bins? |
|
|
|
|
|
X |
3. Are there old computers (off lease) in the swap cabinet? |
|
|
|
|
|
X |
4. Is there more furniture than necessary in the office? |
|
|
|
|
|
X |
Score |
0 |
0 |
0 |
0 |
0 |
20 |
B Set in order |
0 |
1 |
2 |
3 |
4 |
5 |
5. Is the supply table arranged per drawing/ layout? |
|
|
X |
|
|
|
6. Is the setup desk arranged per layout (include a single computer)? |
|
|
|
|
|
X |
7. Is swap cabinet arranged per layout? |
|
|
|
X |
|
|
The 5S audit team scores their evaluation of the department on a check sheet such as Table 1.2. This makes the scoring transparent and ensures reliable results from period to period even as the team members change. It also gives a clear direction to the unit, which is being audited, of what has to be done to improve their 5S score.
The 5S audit results are often displayed at the entrance to a department or workplace as well as in specific locations throughout the facility. A 5S Radar Chart—as illustrated in Figure 1.3—allows a 5S audit team to make the scores for a work area’s performance visible to everyone. It also allows fast comparison with prior periods of time. In the example that follows, the radar chart has two sets of scores, one for the first quarter (Q1) and one for the second quarter (Q2). This radar chart shows that while the 5S scores are still relatively low (the highest score was 10 for 3S), there was improvement on each of the 5S scores from Q1 to Q2.
While the 5S audit is a good tool for sustaining 5S, it is also very valuable to display the results of the 5S program by displaying a series of “before and after” pictures as well as radar charts. Promotion of the 5S program can also occur at those same locations using posters describing the benefits of 5S and using pictures of those who performed very well implementing their portion of the 5S program. This could include a picture of the 5S winner of the month.
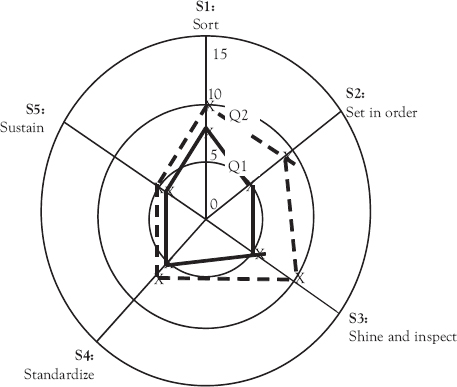
Figure 1.3 Radar chart
Source: Based on Hirano (1993, p. 81).
As we all know, cleaning and setting in order requires an investment in time and capacity to implement and maintain it. So why should one do it? The answer is fourfold:
- First, 5S increases the safety of the worker and reduces the risk of machine break downs—for example, oil leaks can easily be spotted on a clean surface.
- Second, 5S, by reducing the safety hazard for workers and the risk of machine break downs, significantly reduces an important source of variance in the system, which otherwise cannot be avoided; as we learned—this variance is always detrimental to shop performance.
- Third, 5S fosters communication to everyone in the process by giving meaning to both things and space. As a result, things and space provide explicit information. If a worker looks for a tool he knows where to find it, and if someone looks at a location that person knows that what is there is supposed to be there or that what should be there is not there.
- Fourth, 5S provides the right information at the right time at the right place. This means that the worker has the tool at hand when he needs it, which reduces variance and so improves performance.
Summarizing, 5S is an important tool to reduce variance in the system. It is therefore one of the most important tools within lean work design and precedes most of the other tools discussed in this book. 5S makes the workplace communicate to everyone in it. Empty space communicates either that nothing should be here, or that something is missing. Space with objects in it communicates whether the object should be there or whether the object is in the wrong space.
As the 5S method becomes engrained in the system, it serves to make disorder visible. Without 5S, disorder is everywhere in the environment we work in. By implementing 5S, disorder becomes an exception. It can be identified and corrected by those who are working in the environment.
References
Hirano, H. 1993. Putting 5S to Work: A Practical Step-by-Step Approach. Tokyo: PHP Institute, Inc.
Monden, Y. 1993. Toyota Production System: An Integrated Approach to Just-in-Time. 2nd ed. Norcross, GA: Industrial Engineering and Management Press.
Russell, J.P., and T.L. Regel. 2000. After the Quality Audit: Closing the Loop on the Audit Process. 2nd ed. Milwaukee, WI: ASQ Quality Press.