
Industrial applications of high power ultrasonics in the food, beverage and wine industry
Abstract:
Since the late 1990s, high power ultrasound has become an alternative food processing technology applicable to large-scale commercial applications for emulsification, homogenization, mass transfer, enhanced heat transfer, anti-fouling, extraction, crystallization, de-aeration, fermentation, enhanced food functionality, de-foaming, inactivation of enzymes, particle size reduction, extrusion, and both temporary and permanent viscosity alterations. This can be attributed to significant improvements in equipment design and efficiency, as well as in the application of the technology. This chapter presents an introduction to the technology and discusses several examples of ultrasonic applications in the food, beverage and wine industry that have realized successful commercialization, and includes advantages and limitations of ultrasonics.
6.1 Introduction
High power ultrasonics has been investigated at the laboratory bench for many years in academia and industry; however, major advances have been made in the last 10–15 years transforming this previously laboratory-based prototype technology into currently fully operational commercial processes used throughout the world. The applications of high power ultrasound in a food and beverage operation range from enhancing existing processes by retro-fitting high power ultrasonic technology, to developing processes previously not considered possible with conventional energy sources. Discussion will include the principal mechanism of ultrasound, some key process parameters, a list of applications in the food industry, and several examples of ultrasonic applications that have made it to the commercial scale. A ‘roadmap’ comprising some basic steps to successfully scaling up an innovative technology in general is also presented.
6.2 High power ultrasound
The main effect of ultrasound on a fluid is to impose an acoustic pressure (Pa) in addition to the hydrostatic pressure already acting on the medium. The acoustic pressure is a sinusoidal wave dependent on time (t), frequency (f), and the maximum pressure amplitude of the wave, Pa,max (Muthukumaran et al., 2006):
The maximum pressure amplitude of the wave (Pa,max) is directly proportional to the power input of the transducer. At low intensity (amplitude), the pressure wave induces motion and mixing within the fluid called acoustic streaming (Leighton, 1994). At higher intensities, the local pressure in the expansion phase of the cycle falls below the vapor pressure of the liquid, and causes tiny bubbles to grow (created from existing gas nuclei within the fluid). A further increase generates negative transient pressures within the fluid that enhances bubble growth and produces new cavities by the tensioning effect on the fluid (Mason, 1998). During the compression cycle, the bubble shrinks, and its contents are absorbed back into the liquid. However, since the surface area of the bubble is now larger, not all vapor is absorbed back into the liquid, and the bubble grows over a number of cycles. Within a critical size range, the oscillation of the bubble wall matches that of the applied frequency of the sound waves, causing the bubble to implode during a single compression cycle (Moholkar et al., 2000). This process of compression and rarefaction of the medium particles and the consequent collapse of the bubbles comprises the well-known phenomenon of cavitation, the most important effect in high power ultrasonics.
The conditions within these collapsing bubbles can be dramatic, with temperatures of 5000 K and pressures of up to 2000 atmospheres (Suslick, 1988; Laborde et al., 1998). It is the combination of these factors (heat, pressure and turbulence), which is used to accelerate mass transfer in chemical reactions, create new reaction pathways, breakdown and dislodge particles (when cavitation is in proximity of a solid surface) or even generate different products from those obtained under conventional conditions (Suslick, 1988).
When sound waves reflect on a solid surface or an air–water interface, a standing wave can be formed. The acoustic pressure at the nodes is equal to zero, and at the anti-node, the acoustic pressure fluctuates from a maximum to a minimum. Leighton (1994) and Laborde et al. (1998) explain that bubbles smaller than the resonance size accumulate at the anti-node, whereas bubbles larger than the resonance size accumulate at the node and consequently coalesce as they collide. This process of bubble transport and growth at the nodes and anti-nodes is called microstreaming and is the main mechanism for ultrasonic degassing.
Ultrasound can be divided into three frequency ranges:
Power ultrasound (20–100 kHz) is used for most sonochemical applications, but because cavitation can be produced using sound at frequencies from within the audible range to frequencies as high as 2 MHz, the frequency range used for sonochemistry applications is expanding. However, most reaction processes will operate at their optimum of 17–24 kHz, as this is the frequency at which the maximum (cavitational) energy can be attained.
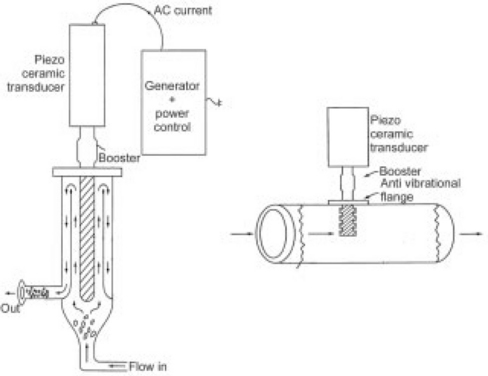
The use of ultrasonics in industrial processes has two main requirements; a liquid medium (even if the liquid element forms only 5% of the overall medium, yet the medium is still ‘pumpable’) and a source of high-energy vibrations (the ultrasound). The vibrational energy source is called a transducer and there are two main types; piezoelectric and magnetostrictive. Piezoelectric transducers are the most commonly used in commercial scale applications due to their scalability (i.e., the maximum power per single transducer is generally higher than that of magnetostrictive transducers).
The technology in the area of commercial ultrasonic equipment is developing at a great pace and no novel process for the application of ultrasound in the industry is possible without ultrasonic equipment manufacturers willing to build new designs according to the requirements of customers. Figure 6.1 shows an example of two potential flow cell designs for a commercial flow-through application. The shaded areas represent the sonotrode (i.e., ultrasonic probe). The design on the left allows for a highly concentrated area of energy, whereas the design on the right allows for larger flows, including multiple systems in series without a significant pressure drop.
6.3 Process and scale-up parameters
6.3.1 Energy and intensity
Ultrasonic liquid processing can be described by the following parameters: amplitude, back pressure, temperature, viscosity, and concentration of solids. The experimental outcome (e.g., percent improved extraction yield and/or rate) is a function of:
1. Energy – the energy input per volume treated material (in kWh/L);
2. Intensity – the actual power output per surface area of the sonotrode (in Watts/cm2).
The energy input is a function of power and flow rate and can be described as follows for continuous applications:
The energy intensity can be calculated by:
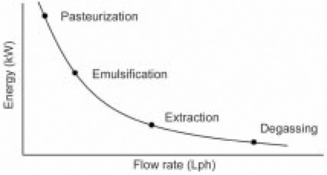
Both energy and intensity are independent of scale, and any ultrasonic process will be scaleable using these two parameters (Hielscher, 2005). A very general relationship between flow rate and energy for several ultrasonic applications is shown in Fig. 6.2 and indicates how the flow rate vs. energy relationship depends on the application. Ultrasonic pasteurization in combination with mild heat (> 50 °C), for example, requires a lot of energy per volume of treated material, and hence the maximum flow rate achievable is relatively small (i.e., per kW of energy). On the other hand, de-gassing requires a very small amount of energy, and much higher flow rates can be treated per kW of ultrasonic energy.
6.3.2 Pressure
Increasing the pressure (as controlled by the back pressure of the flow line) increases the cavitation threshold and reduces the number of cavitation bubbles (Muthukumaran et al., 2006). On the other hand, increasing the external pressure increases the pressure in the bubble at the moment of collapse and results in a more violent collapse (Lorimer and Mason, 1987). Therefore, increasing the back-pressure can be an effective tool in intensifying the process without having to increase the amplitude (Hielscher, 2005). In a typical industrial ultrasonic application, back pressure is set between 1 and 5 bars, depending on the application.
6.3.3 Temperature and viscosity
Temperature affects the vapor pressure, surface tension, and viscosity of the liquid medium (Muthukumaran et al., 2006). While increased temperature increases the number of cavitation bubbles, the collapse is ‘cushioned’ or ‘dampened’ by the higher vapor pressure. Cavitation bubbles form less easily in a highly viscous environment, and increased temperature decreases the viscosity and allows for more violent collapse. Thus, there is an optimum temperature at which the viscosity is low enough to induce formation of enough cavitation bubbles, yet the temperature is still low enough to avoid the dampening effect related to the higher vapor pressure.
The parameters discussed above make it clear that there is no off-the-shelf solution for every ultrasonic application. It takes time to develop the process with the goal of achieving the optimal result with a minimum amount of energy and number of transducers required for commercial applications.
6.4 Applications and benefits
6.4.1 Summary of applications
Ultrasonics has shown benefits in a wide variety of applications. Five key areas highlighted in this chapter are summarized in Table 6.1. For an informative and comprehensive list of ultrasonic applications, the reader is referred to Patist and Bates (2008).
Table 6.1
Examples of large high power ultrasound (HPU) applications in the food industry (references in the appropriate subsections)
| Application | Mechanism | Benefit |
| Extraction | Increased mass transfer of solvent, release of plant cell material through cavitational cell rupture | Increased extraction rate and yield in solvent, aqueous or supercritical systems |
| Emulsification/homogenization | Cavitation resulting in high shear micro-streaming | Cost effective emulsion formation: reduced level of emulsifier, small particle size, and narrow distribution |
| Viscosity alteration | Reversible and non-reversible structural modification via cavitation induced high-shear micro-streaming. Sono-chemical modification involving cross-linking and molecular restructuring and alignment | Non-chemical modification for improved processing traits, reduced additives, unique functionality |
| Defoaming | Airborne pressure waves causing foam bubble collapse | Increased production throughput, reduction or elimination of antifoam chemicals, as well as reduced wastage in bottling lines |
| Cleaning and sanitation | Increased heat transfer through high shear. Direct cavitational damage to microbial cell membranes | Enzyme inactivation adjunct at lower temperatures for improved quality attributes, enhanced food safety, contamination removal |
6.4.2 Extraction
The extraction of organic compounds from agricultural products, plants or seeds has conventionally been based on a combination of solvent, heat and agitation. This can be significantly improved by the use of ultrasound, as the energy generated from collapsing cavitation bubbles provides greater penetration of the solvent into the cellular material and improves mass transfer to and from interfaces. At higher ultrasonic intensities (i.e., Watts/cm2), extraction processes can be further improved with the disruption of cell walls and the release of cellular materials (Knorr, 2003; Zhang et al., 2003; Vinatoru, 2001; Li et al., 2004; Vilkhu et al., 2006). Ultrasonic extraction has been shown to be highly effective on a number of products (Mason, 1998):
• Extraction of sugar from sugar beet. When ultrasound was applied to sugar beet, cavitation resulted in cell disruption and subsequent release of cellular material into the bulk medium. The microstreaming effects (high velocity liquid that results from the collapse of cavitation bubbles and creates microcurrents) that occurred resulted in enhanced mass transfer. These combined effects provided a more efficient method for sugar extraction from sugar beets (unpublished results).
• Extraction of rennin. Ultrasound increased both the yield and activity of rennin (the enzyme used to assist the coagulation of casein in the production of cheese) compared to conventional extraction technologies (Zayas 1986).
• Extraction of protein from defatted soy beans. A continuous, particularly efficient process was developed for the sonication of soy protein using a 2.2 kW ultrasonic probe operating at a frequency of 20 kHz. This resulted in increased yields and significantly reduced process times compared to other technologies (Karki et al., 2010)
• The extraction of tea solids, the starting materials for instant tea, can be improved by the use of ultrasound. Mason and Zhao (1994) reported a 20% increase in the extraction of solids from tea leaves by incorporating ultrasound at 60 °C into the process, compared to steeping in hot water at 90–100 °C (same time period), which impacts adversely on some of the volatile components. The application of ultrasound also allowed a reduction in process time as the majority of the material was extracted in the first 10 min of sonication.
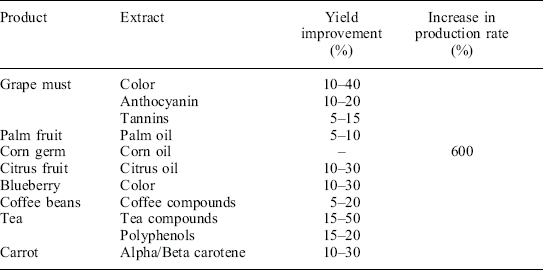
High power ultrasound (HPU, discussed in this chapter) offers an innovative and new alternative to existing extraction processes and overcomes the limitations of low power ultrasound from a technical, market opportunity and economic perspective. While low power ultrasound was limited to small batch processes, HPU can be integrated into large volume continuous applications in both high value flow streams, commodity flow streams and even waste flow streams with potential payback on capital investment in less than two years. A summary of application and the potential of HPU is listed in Table 6.2.
The benefits of HPU can be summarized as follows:
• bolt-on technology to existing extraction process
• low energy and maintenance cost
• opportunity for aqueous extraction (instead of solvent) and therefore premium quality product
Cavitus Pty Ltd (2007), have developed commercial extraction systems using high power ultrasound in the food and beverage industry. Patist et al. (2006), for example, showed that ultrasonics can be used to enhance the extraction of peel oil from citrus fruits. The fully commercial system uses several 16 kW systems in series to treat flow rates in excess of 36 m3/hr. A second example in the wine industry uses a 48 kW unit to treat 50 m3/hr of must for the extraction of grape color and anthocyanin during the fermentation process. More detail on the use of ultrasonics in the wine industry is provided in the next section.
Ultrasonics in the wine industry
The extraction of color and flavor from grapes is an important process which determines the final composition of the wine. It is generally accepted that an increase in grape and wine color density is correlated with an increase in aroma intensity and wine quality. Red color and flavor compounds are located in the cells of grapes skins. The release of color and flavor is facilitated by mechanical action (crushing, pressing), death of tissues and cells in the absence of oxygen, heat and temperature and presence of alcohol. The addition of pectinolytic enzymes during cold soaking (cold maceration) also helps to release color.
According to Peynaud (1981), the maximum extraction of anthocyanins present in the grape in the best of conditions is 30% of the 200–500 mg/L of the anthocyanins present in young red wines, with significant variation between varieties. Growing conditions are also responsible for color differences, and grapes from warm-to-hot regions generally contain less anthocyanin pigments. During vinification, color diminishes because anthocyanins become adsorbed on to seeds, skins, tannins, stems, and yeast lees. Color is also lost during cold stabilization and/or barrel maturation. Color stability decreases over an extended period as anthocyanin molecules polymerize with themselves and with other phenolic compounds to form insoluble precipitates.
Preliminary studies by Cavitus (2007) on peeled skins of Pinot Noir and an American red table grape, and on Cabernet Sauvignon must showed a significant increase in anthocyanins and red color density following ultrasonic treatment. The following study is an extension of the preliminary trials, in order to obtain more precise analytical data on the effects of HPU for anthocyanin retention and red color density.
During one test, Cabernet Sauvignon grapes from Yalumba’s Wrattonbully vineyards were crushed and inoculated with an active dry wine yeast. The must was then divided into 20 L lots in plastic fermenters with air-locks and kept in temperature-controlled room. HPU treatment of individual lots were carried out by passing the must through a flow cell at flow rates of 7 or 25 L/min and coupled to a 2 kW ultrasonic unit. Variations in amplitude of the ultrasound (25, 50 or 100%) were also applied.
Six lots of musts were treated ultrasonically on the first day (Day 1) only, and one lot was treated once daily on Days 1–4 of the study. The caps were gently plunged twice daily. Fermentation was complete by Day 11. The young wines are presently undergoing further treatment until they are bottled. Musts, fermenting musts, and wines were sent to The Australian Wine Research Institute for color profiling and chemical analyses. Sensory and color analyses of the bottled wines will be carried out immediately after bottling and at 3-monthly intervals.
The average gain in anthocyanin concentration following treatment of the musts with HPU immediately after crushing was 27% over the untreated (control) wine. The overall gain in color density over the control for the same wines ranged from 23-32% (average 29%). The results of the trial clearly demonstrate that HPU can significantly improve the extraction of anthocyanins from red musts, as well as improve red color density.
The data presented in Figs 6.3 and 6.4 relate to a must (Lot C1 and C2) treated with HPU on the first day (Day 1) at a flow rate of 25 L/min (1500 L/hour) and an amplitude of 50%. Figure 6.3 shows the measured changes in anthocyanin concentrations over time of the untreated (control) must and must treated with HPU. Anthocyanin extraction occurred rapidly over the first 4 days for the untreated and treated musts. The increase in anthocyanin extraction by the treated must versus the control ranged from 18% on Day 1 to 50% on Day 2 and 25% on Day 13. Figure 6.4 shows the changes in red color density of the untreated and treated musts over time. Red color density increased rapidly over the first 4 days of fermentation, and by Day 13 the young wine showed an overall 19% gain in color density compared to the untreated.
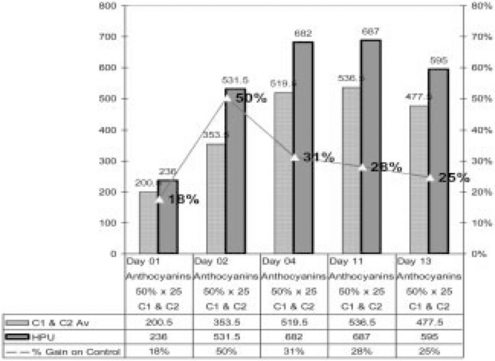
Fig. 6.3 Changes in anthocyanin concentrations in the control and HPU-treated musts over time, and the percent gain by the treated must over the control.
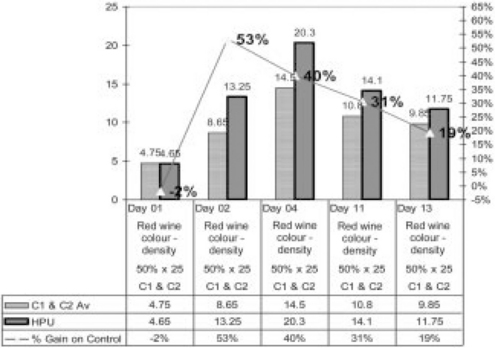
Fig. 6.4 Changes in red color density of the control and HPU-treated musts over time, and the percent gain in color by the treated must over the control.
The study shows that HPU technology can serve as a powerful tool to enhance the extraction of color and flavor from must and can bring about marked benefits for process cost efficiency and wine quality, as options available to the winemaker to achieve the color intensity required in the final wine, such as cold soaking (cold maceration), warm to hot fermentation/maceration, extended/post-fermentation maceration and enzyme additions to the unfermented musts are either time-consuming and/or costly, and may even lower the quality of the wine.
6.4.3 Emulsification/homogenization
The shock wave resulting from a collapsing cavitation bubble provides enough energy in terms of shear for efficiently mixing of two immiscible liquids. Relatively low energy input can result in the formation of very fine, highly stable emulsions (Canselier et al., 2002; Freitas et al., 2006). This prospect is currently being developed in-line for food products such as fruit juices, mayonnaise and tomato ketchup (Wu et al., 2000). Little, if any, additional emulsifier is required to maintain the stability of the system. For applications such as mayonnaise, an excellent white color is produced, which reflects the narrow dispersion of small particle sizes (unpublished results) One benefit of the ultrasonic emulsification process is that it can be installed in-line within the existing plant. In one particular commercial application the traditional homogenizer was replaced by ultrasonics, which allowed for a 50% reduction in emulsifier (in this case the most expensive ingredient). As a bonus the shelf life was extended by several months (unpublished results).
6.4.4 Viscosity alteration
Many food systems exhibit complex flow behavior and the viscosity is often determined by multiple factors such as pH, molecular weight of the protein, pectin or polysaccharide, hydrogen bonding, and other inter- and intramolecular forces. The reduction and control of the viscosity of food and beverage products has usually been based on the use of a combination of chemical modifiers or heat. Ultrasound can be applied to either increase or decrease the viscosity, and, dependent on the intensity, temporary (lasting form minutes to hours) or permanent. In the case of thixotropic fluids, cavitation causes shear that temporarily causes a decrease in viscosity. However, if enough energy is applied, the molecular weight may be decreased, causing a permanent viscosity reduction (Seshadri et al., 2003). Conversely, Bates et al. (2006) showed that ultrasound allowed for better penetration of moisture into the fibre network of tomato puree and caused an increase in the viscosity. This application was commercialized on a full industrial scale, and it is unique in that it alters product functionality without reformulation.
Temporary reductions in the viscosity of food and beverage flow streams have been found to be beneficial for improving the efficiencies and performance of downstream processing technologies, including the following:
• increased flux rate during membrane and other filtration methods
• heat transfer kinetics in retorting
• reduced fouling in evaporators and heat exchangers
• cooling transfer kinetics in cooling tunnels
• enhanced performance during packaging and filling operations
• improved de-aeration during packaging operations
Table 6.3 shows a list of ultrasonic viscosity reduction applications and their benefit.

6.4.5 De-foaming
A foam is the dispersion of a gas in a liquid, with the density approaching that of the gas. However, its mechanical behavior can be similar to that of a solid, depending on the type of foam. In food manufacturing, problems with foaming can result in:
• reduced working capacity of vessels
• product quality problems, sometimes leading to product losses
• production delays and even shutdowns
• obstruction of ducts and exhaust valves
• wetting of outlet air filters
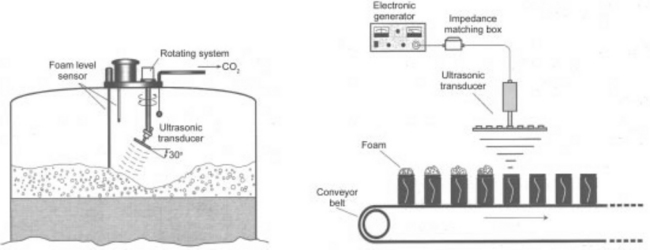
Foam is most often controlled by the use of mechanical breakers or by the addition of chemical anti-foaming agents. With the use of chemicals becoming more restricted and mechanical breakers not always being effective, HPU may provide an alternative solution. High power ultrasonics can be used to break foam through a combination of fluctuating high pressures, bub**ble resonance, cavitation, radiation pressure and sonic wind (Gallego-Juárez, 1998; Morey et al., 1999). For this application, a compact, stepped plate, high energy transducer is used to transmit airborne ultrasound. The transducer has no moving parts, no airflow, does not interfere with the process, is readily sterilizable, and can be easily installed onto existing process lines. It has been successfully applied to control of foam excess produced on high speed canning lines and in the dissipation of foams in fermenters (see Fig. 6.5). In canning lines, the airborne ultrasonic radiation is focused on the work area to quickly dissipate the foam and avoid liquid losses. The new system was successfully applied to control foam in the filling operation of cans with a well-known commercial beverage company at a speed of more than 20 cans per second. Two focused transducers working at 20 kHz were used in parallel for efficient and quick operation, in order to widely cover the can surface with high intensity sound pressure levels (165 dB). The power applied to each transducer was only 150 W. The energy consumption was only 5mWh/can. De-foaming systems have also been developed for the treatment of foams in reactors. This technique was developed in a beer fermenter – the rate of foam breaking was 200 L/min with an input power on the transducer of 300 W and energy consumption of about 30 Wh/m3.
6.4.6 Ultrasonic cleaning and sanitation in the wine industry
Barrels are the highest cost element in wine making, excluding the cost of grape production. There are more than seven million barrels in wineries around the world. Barrels used for aging red wine can be re-used at least once, but, for a variety of reasons, they are usually discarded after about four years. Some used wine barrels are purchased by other wineries and are re-used to age lower quality wine, and others are re-used to age whiskey. There is also a small market for used barrels as garden decorations or planters.
Used barrels become contaminated with spoilage microbes, such as Lactobacillus and Brettanmyces/Dekkera, which are capable of infiltrating 8–10 mm into the wood – the same depth that the wine can penetrate – making the common practice of scraping the surface to expose fresh wood ineffective for disinfection purposes. Further complicating this challenge is the precipitation of tartrates as wine matures. Tartrate deposits are difficult to re-dissolve and block the pores of the wood. It is essential during the aging process for a small amount of ambient oxygen to diffuse through the barrel and into the wine, while some alcohol diffuses out of the wine and evaporates. (The loss of alcohol is greater from more potent spirits, such as brandy and whiskey.) This loss of alcohol is commonly referred to, and not necessarily fondly, by the owners of the diminishing asset, as ‘the angels’ share. Some common attempts at barrel cleaning and sanitation include:
The common practices of cleaning/disinfecting barrels are not completely effective. Steam can disinfect barrels, but only for about 2 mm into the wood. Many chemicals require 24–48 h of contact time to be effective. Sulfur dioxide is often added to a closed barrel, if it is not to be filled immediately, and it reduces contaminating yeasts, but not microbes that are protected in the wood. Sulfur dioxide has another beneficial effect by reacting with compounds in the wood and wood char (barrels are normally lightly charred before use) to form desirable flavor compounds that are extracted into the wine as it ages. Ozone appears to be an effective anti-microbial, but requires good cleaning and some winemakers are concerned that reaction products of ozone with the wood may contribute unwanted off-flavors to the wine. Shaving and re-charring the interior surfaces of the barrels can only be done a few times and removes 3–5 mm of wood surface without completely sterilizing the barrel. Dry ice blasting can remove surface contamination but does not affect embedded yeasts. A French company uses high pressure water, alkaline cleaners, acidified solutions and microwaving to clean and disinfect barrels for the secondary market.
Cavitus (2007) have studied the effects of ultrasound on staves from used barrels and were able to demonstrate that a few minutes of sonication in water with 400 W or 1 kW were able to remove tartrate deposits. Jiranek et al. (2008) recently discussed the use of ultrasonics in managing wine microbiology, with ultrasonics proving to be an effective tool in killing spoilage microorganisms located deep in the pores of the wood. In separate studies (Yap et al., 2007) demonstrated that sonication killed up to 99.9% of the cells of suspensions of Brettanomyces/Dekkera.
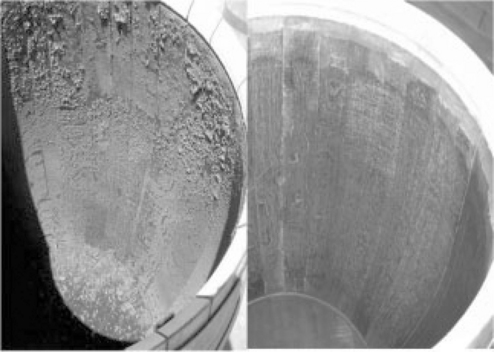
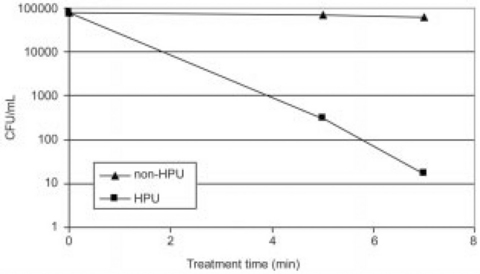
Cavitus (2007) has launched a patented ultrasonic barrel cleaning and disinfection system for the wine industry following 18 months of in-house development and independent pilot trials. The Cavitus cleaning system is fully automated and designed to retrofit existing wine cleaning operations. Used wine barrels are filled with water at a pre-determined optimum temperature, and a sonotrode inserted through a bung hole and sonic energy is applied for a few minutes. Afterwards, the barrel is emptied, maybe filled with sulfur dioxide, and sealed until needed. The cleaning result can be seen in Fig. 6.6, and the amount of microbial kill as a function of treatment time is shown in Fig. 6.7.
6.5 Large-scale implementation
HPU is rapidly becoming a significant food-processing technology with the capability for large commercial scale-up and good return on capital investment for the following reasons:
1. The commercialization of HPU equipment has focused on the design of large continuous-flow treatment chambers (flow cells) that reduce the cost per volume of treated material. A typical large flow cell module provides 2–16 kW of power, with amplitudes ranging from 1 to 150 micron peak-to-peak displacement, and flows ranging from 1 to 1000 L/min, depending on the application. Larger flow rates would require multiple systems in series or parallel (see Fig. 6.1).
2. The efficiency of ultrasonic generators and transducers has improved over the years, thereby reducing internal heating (and the need for subsequent expensive cooling systems), which often cause system failures. Current systems have energy efficiency around 90–95%, which means simply that most of the power sent to the transducer is actually transferred to the medium.
3. The technology has been designed and engineered for easy installation as either a stand-alone system or bolt-on attachment to an existing process, without requiring any major modifications to the plant operation. The units are compact and occupy a small footprint in a processing plant. If necessary, soundproof cabinets are available to reduce the noise generated by the cavitation.
4. Although the technology has been termed HPU, the energy consumption is generally very competitive with other types of food processing technologies. Depending on the application, the amount of energy per liter material treated (defined in units of kWh/L, see Section 6.3.1) required is comparable to other units operating in the industry (for example, homogenization, milling, heat shock, etc.).
5. One of the main benefits of ultrasonic technology is the absence of moving parts and therefore low maintenance costs. The lack of rotors, seals, grease, etc., makes these systems particular robust. The only part which requires replacement is the sonotrode (probe) which is in direct contact with the medium. Depending on the amplitude and the abrasiveness of the medium, the lifetime of a sonotrode ranges from 3 to 24 months.
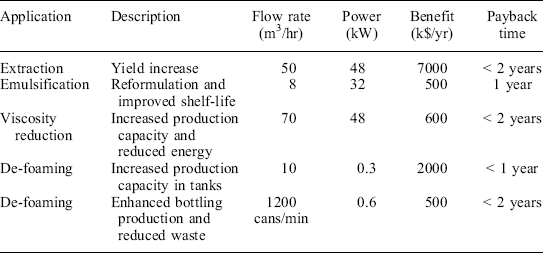
Examples of several commercial applications and their business case are represented in Table 6.4. The payback (defined here as investment cost over the benefit) occurs in generally less than one year. Corporations generally use more sophisticated tools, such as net present value (NPV), internal rate of return (IRR), and return on investment (ROI) to evaluate the business case (Brealey et al., 2006).
6.6 Roadmap to successful commercialization
Based on the authors’ experience, the following steps provide a ‘roadmap’ to successful commercialization of HPU technology:
1. Ultrasonic technology has to show potential payback (return on investment) when first considered.
2. Ensure a good understanding of economics (total cost, payback, etc.) compared to current practices and all the potential alternatives.
3. Build the right project team (who is responsible for what, e.g., sponsor vs. stakeholder).
4. Develop a project charter, which includes objectives, budget, timelines and resources required. This helps manage expectations and ensures that senior management understands what it takes to commercialize the technology. A good approach is the so-called Stage-GateTM process (Cooper, 2001), which focuses on doing projects right and doing the right projects according to a staged project management process from ‘ideation’ to ‘launch’ (note that Stage-GateTM can be used for new products and processes).
5. Perform lab-scale tests. The goal is to prove the concept, which can be completed in as short as a few days.
6. Perform pilot testing. This involves continued treatment of a bypass (slip) stream of the full-scale operation to optimize parameters such as back pressure, probe and flow cell design, and energy intensity. This may take 1–2 weeks, after which economics and payback can be refined. During this stage it is important to consider alternative technology options.
7. Integrated pilot test. This step includes a long-term test (2–6 months) during which wear and tear and variability in the feed stock are evaluated. The deliverable of this step is a solid understanding of the overall economics to justify a full-scale roll-out.
8. Commercialization. This includes the full commercial installation and capturing of lessons learned.
6.7 Conclusion
Over the last 10–15 years, HPU has grown from a laboratory-based prototype technology into fully operational commercial processes throughout the world. Owing to the improved efficiency of the equipment itself, its scalability, ease to retrofit, and low maintenance costs due to its design having few moving parts, the payback is usually less than two years. This implies that while the technology holds great promise, the drawback is that it will have to be carefully developed and customized uniquely for every single application. In this chapter, we have presented examples in which the application of ultrasonics fits niches and provides unique value compared to alternative technologies often considered conventional.
6.8 References
Bates, D.M., Bagnall, W.A., Bridges, M.W. Method of treatment of vegetable matter with ultrasonic energy, 2006. [US patent application 20060110503].
Brealey, R.A., Myers, S.C., Allen, F. Principles of Corporate Finance, 8, New York: McGraw-Hill, 2006.
Canselier, J.P., Delmas, H., Wilhelm, A.M., Abismail, B. Ultrasound emulsification – an overview. J Dispersion Science and Technology. 2002; 23:333–349.
Cavitus Pty Ltd Adelaide, Australia Applying high power ultrasonics to food and beverage processing. 2007 www.cavitus.com [Australian patent application Au2007001958.].
Cooper, R. Winning at new products. In The New Product Process: The Stage-Gate™ Game Plan, 3, Cambridge, MA: Perseus Publishing; 2001:113–153.
Freitas, S., Hielscher, G., Merkle, H.P., Gander, B. Continuous contact and contamination free ultrasonic emulsification – a useful tool for pharmacuetical development and production. Ultrasonics Sonochemistry. 2006; 13:76–85.
Gallego-Juárez, J.A. Some applications of air-borne power ultrasound to food processing. In: Povey M.J.W., Mason T.J., eds. Ultrasound in Food Processing. London: Blackie Academic & Professional; 1998:127–143.
Hielscher, T. Ultrasonic production of nano-size dispersions and emulsions, 2005. [paper presented at 1st Workshop on Nano Technology Transfer, ENS Paris, 14–16 December, Paris, France].
Jiranek, V., Grbin, P., Yap, A., Barnes, M., Bates, D. High power ultrasonics as a novel tool offering new opportunities for managing wine microbiology. Biotechnol Lett. 2008; 30(1):1–6.
Karki, B., Lamsal, B.P., Jung, S., Van Leeuwen, J., Pometto, A.L., Grewell, D., Khanal, S.K. Enhancing protein and sugar release from defatted soy flakes using ultrasound technology. J. of Food Engineering. 2010; 96:270–278.
Knorr, D. Impact of non-thermal processing on plant metabolites. J. of Food Engineering. 2003; 56:131–134.
Laborde, J.L., Bouyer, C., Caltagirone, J.P., Gerard, A. Acoustic bubble cavitation at low frequencies. Ultrasonics. 1998; 36:589–594.
Leighton, T.G.The Acoustic Bubble. San Diego, CA: Academic Press, 1994.
Li, H., Pordesimo, L., Weiss, J. High intensity ultrasound assisted extraction of oil from soybeans. Food Research International. 2004; 37:731–738.
Lorimer, J.P., Mason, T.J. Sonochemistry Part 1. The physical aspects. Chem. Soc. Rev.. 1987; 16:239–274.
Mason, T.J. Power ultrasound in food processing – the way forward. In: Povey M.J.W., Mason T.J., eds. Ultrasound in Food Processing. London: Blackie Academic & Professional; 1998:103–126.
Mason, T.J., Zhao, Y. Enhanced extraction of tea solids using ultrasound. Ultrasonics. 1994; 32:375–377.
Moholkar, V.S., Rekveld, S., Warmoeskerken, M.M.C.G. Modeling of the acoustic pressure fields and the distribution of the cavitation phenomena in a dual frequency sonic processor. Ultrasonics. 2000; 38:666–670.
Morey, M.D., Deshpande, N.S., Barigou, M. Foam destabilization by mechanical and ultrasonic vibrations. J. Coll. and Interface Sci.. 1999; 219:90–98.
Muthukumaran, S., Kentish, S.E., Stevens, G.W., Ashokkumar, M. Application of ultrasound in membrane separation processes: a review. Rev. Chem. Eng.. 2006; 22:155–194.
Patist, A., Bates, D. Ultrasonic innovations in the food industry: from the laboratory to commercial production. Innovative Food Science and Emerging Technologies. 2008; 9:147–154.
Patist, A., Mindaye, T.T., Mathiessen, T. Process and apparatus for enhancing peel oil extraction, 2006. [US patent application 20060204624].
Peynaud, E. Knowing and Making Wine. New York: John Wiley & Sons, 1981; 3552.
Seshadri, R., Weiss, J., Hulbert, G.J., Mount, J. Ultrasonic processing influences rheological and optical properties of high methoxyl pectin dispersions. Food Hydrocolloids. 2003; 17:191–197.
Suslickks. Homogeneous sonochemistry. In: Suslick K.S., ed. Ultrasound: Its Chemical, Physical, and Biological Effects. New York: VCH Publishers; 1988:123163.
Vilkhu, K., Mawson, R., Simons, S., Bates, D. Applications and opportunities for ultrasound assisted extraction in the food industry – a review. Innovative Food Science and Emerging Technologies. 2006; 9:161–169.
Vinatoru, M. An overview of the ultrasonically assisted extraction of bioactive principles from herbs. Ultrasonics Sonochemistry. 2001; 8:303–313.
Wu, H., Hulbert, G.J., Mount, J.R. Effects of ultrasound on milk homogenization and fermentation with yogurt starter. Innovative Food Science & Emerging Technologies. 2000; 1:211–218.
Yap, A., Jiranek, V., Grbin, P., Barnes, M., Bates, D. Studies on the application of high power ultrasonics for barrel and plank cleaning and disinfection. The Australian and New Zealand Wine Industry Journal. 2007; 22(3):95–104.
Zayas, J.F. Effect of ultrasonic treatment on the extraction of chymosin. J. of Dairy Science. 1986; 69(7):1767–1775.
Zhang, R., Xu, Y., Shi, Y. The extracting technology of flavonoids compounds. Food and Machinery. 2003; 1:21–22.